
Электроды для сварки чугуна – маркировка и правила выбора
Какие электроды нужны для сварки по чугуну: виды и маркировка
Чугун – это сплав на основе железа, отличительной особенностью которого является высокое содержание углерода. В состав также входят кремний марганец, сера, фосфор и легирующие элементы. Работа с данным соединением имеет свои особенности, которые будут рассмотрены в данной статье.
- Специфика обработки
- Методы
- Чем заварить ковкий чугун?
- Какие электроды подходят для серого чугуна?
- Холодная сварка – нюансы и выбор электродов
- Электроды для горячей сварки
- Для чугуна и стали
- Виды и свойства
- Маркировка и обозначение
- Популярные
- Нюансы выбора
- Самостоятельное изготовление
- Заключение
Специфика обработки
 Электроды по чугуну являются наиболее эффективным средством для соединения. Это обусловлено свойствами металла, которые отличаются от низкоуглеродистой стали:
Электроды по чугуну являются наиболее эффективным средством для соединения. Это обусловлено свойствами металла, которые отличаются от низкоуглеродистой стали:
- Низкая температура плавления не позволяет работать с чугуном классическим методом, поскольку в зоне вокруг шва происходит перекалка металла, что чревато появлению трещин в процессе кристаллизации. Чтобы избежать этого применяют методы предварительного нагрева поверхности и регулировке времени остывания.
 Опытный сварщик может определить наличие трещин по характерному треску металла в процессе застывания.
Опытный сварщик может определить наличие трещин по характерному треску металла в процессе застывания.
- Высокое содержание чугуна оказывает негативное влияние на качество шва. Под действием электрической дуги происходит его активное выделение. Таким образом, по окончанию работ, выполненной согласно базовым рекомендациям по проведению электродуговой сварки, на поверхности останется много необработанных мест, а сам шов будет иметь пористую структуру.
- При работе с тонколистовым металлом используют специальные графитовые подкладки. Они помогают предотвратить прогары, которые часто проявляются при работе с материалами, обладающими высокой текучестью.
Методы
Оптимальный способ соединения чугунных изделий зависит от свойств базового металла и выбранной технологии сварки.
Чем заварить ковкий чугун?

Ковкий чугун получают после высокотемпературной обработки белого. Его главная особенность мягкость и пластичность, что позволяет использовать ковки тип при производстве деталей, устойчивых к вибрационным нагрузкам. Электроды для сварки чугуна, который прошел термообработку, следует выбирать с осторожность. Превышение допустимой температуры вернет чугун в прежнее состояние. Для сварки разрешено использовать следующие марки электродов:
- ОЗЧ-2/6,
- ЦЧ-4,
- МНЧ-2.
Какие электроды подходят для серого чугуна?
Серый тип также требует особого подхода. Электроды для наплавки чугуна: ОЗЧ-2 и ОЗЖН-1 лучше всего справятся с этой работой. Обратите внимание, что ОЗЖН-1 целесообразно использовать только при незначительных объемах.
Холодная сварка – нюансы и выбор электродов
Самый распространенный метод работы, который отличается лучшим результатом, по сравнению с горячим методом. Технология требует обязательной подготовки поверхности, которая может выражаться в механической очистке или обработки на фрезерном станке. Разрешено использовать следующие электроды:
- Стальные.
- Чугунные.
- Медные.
Самым важным параметром, требующим особого контроля, является регулировка температуры в процессе сваривания. В противном случае после остывания расплав будет очень хрупким.
Простота технологии привлекает мастеров, выполняющих работы в домашних условиях.
Для достижения наилучших результатов, сварщики рекомендуют остановить выбор на чугунных электродах.
Электроды для горячей сварки
 Как следует из название, горячий метод отличается самой высокой температурой, которая достигает 600 Сº. Существует несколько мнений на счет оптимальной марки электродов, однако большинство считает, что лучше всего использовать тип ЦЧ-4. Их ценят за универсальные качества. Они прекрасно справляются со сваркой, которую выполняют в нижнем положении. Для прочих работ разрешено использовать любые расходные материалы, соответствующие ГОСТу 2671.
Как следует из название, горячий метод отличается самой высокой температурой, которая достигает 600 Сº. Существует несколько мнений на счет оптимальной марки электродов, однако большинство считает, что лучше всего использовать тип ЦЧ-4. Их ценят за универсальные качества. Они прекрасно справляются со сваркой, которую выполняют в нижнем положении. Для прочих работ разрешено использовать любые расходные материалы, соответствующие ГОСТу 2671.
Для чугуна и стали
Для соединения разнородных деталей используют следующие типы сварочных стержней:
- ЦЧ-4. Предложение отечественных производителей. Данная марка способна работать как в холодном, так и горячем режиме. Единственный недостаток – отсутствует возможность выполнения многослойных соединений.
- Capilla-41. Продукт немецкой промышленности. Отсутствуют ограничения по положению шва и степени подготовки изделий. Специальный состав создает надежный и качественный шов, который легко поддается финишной обработке. Зарубежные расходные материалы, ввиду высокой стоимости, пользуются спросом только на промышленных предприятиях.
Виды и свойства
Основной характеристикой является материал изготовления. Производители используют следующие металлы:
- Сталь,
- Чугун,
- Медь.
При этом, если стальные и медные продукты имеют форму проволоки, то чугун выпускают в виде прутков различной длины.
Стальные стержни покрывают тонким слоем ферросплавов, который придает шву серый оттенок. Такие электроды способны работать с любым сварочным аппаратом, что послужило причиной их популярности у домашних мастеров.
Маркировка и обозначение
Порядок маркировки электродов по чугуну подчиняется требованиям ГОСТа. После расшифровки аббревиатуры сварщик получит информацию, необходимую для принятия решения об использовании конкретной марки.
В качестве примера рассмотри тип МНЧ-2. Первая буква говорит о том, что в качестве основного материала использовалась медная проволока. Вторая, указывает на высокое содержание никеля. Третья говорит о предназначении расходника. В нашем случае это сварка чугуна. Цифра показывает процентное соотношение основных материалов в электроде.
Популярные
На рынке присутствуют продукты отечественного и зарубежного производства. Самыми востребованными марками электродов для сварки чугуна от Российских изготовителей являются:
- МНЧ-2,
- ОЗЧ-2,
- ЦЧ-4,
- ОЗЧ-4,
- ОЗЖН-1,
- ОК 92.18.
Выпускаются в пачках по 5 и килограмм. Количество штук зависит от диаметра сечения.
Зарубежные аналоги отличаются лучшим качеством. Некоторое неудобство доставляет факт невозможности расшифровки обозначения по маркировке, однако консультанты в точках продажи с удовольствием ответят на все вопросы, качающиеся типа и назначения того либо иного продукта.
 Среди иностранных компаний, работающих на отечественном рынке, стоит выделить следующие:
Среди иностранных компаний, работающих на отечественном рынке, стоит выделить следующие:
- ESAB,
- Oerlikon,
- UTP,
- Capilla.
Продукция вышеуказанных производителей отличается наилучшим качеством.
Нюансы выбора
Главное требование при подборе расходных материалов для сварочных работ – соответствие рабочей среде. Всю необходимую информацию можно почерпнуть из инструкции к продукту. Также следует обратить внимание на следующие особенности:
- Тип покрытия. Бывает основным, кислым, целлюлозным или рутиловым. Каждый тип по-своему реагирует на эксплуатационные режимы.
- Толщина. При работе с тонкостенными металлами не рекомендуется использовать толстые электроды – это приведет к прогару поверхности или залипанию стержня.
Самостоятельное изготовление
Случаются ситуации, когда отсутствует возможность приобрести материалы для сварки чугуна. В этом случае можно сделать их своими руками.
 Качество самодельных продуктов на порядок ниже, чем у промышленных образцов, поэтому используйте кустарные электроды только в случае острой необходимости.
Качество самодельных продуктов на порядок ниже, чем у промышленных образцов, поэтому используйте кустарные электроды только в случае острой необходимости.
В качестве стержня используют медную проволоку типа М2, которую нарезают на куски необходимой длины. Другие материалы не подойдут. Например, при изготовлении электродов из латунной проволоки в процессе работ будут выделяться ядовитые цинковые соединения.
Наружное покрытие изготавливают из старой обмазки электрода и стального порошка. Компоненты смешивают в соотношении 1:1. Полученную смесь добавляют в жидкое стекло. По достижению заданной густоты в раствор опускают проволоку и оставляют на просушку при естественной температуре.
Выглядеть такой электрод может не слишком привлекательно, однако, по эксплуатационным характеристикам он не сильно уступает МНЧ-1.
Заключение
Сварка чугуна – ответственный процесс, который требует особого подхода. От грамотного выбора электрода зависит качество будущего соединения и состояние околошовной зоны. Малейшая ошибка приведет к образованию пор и трещин.
Сварщик 6-го разряда Голинка Олег Романович Опыт работы 15 лет: «За все карьеру я достаточно редко сталкивался с чугуном. В основном это касалось сварки корпусов монтажных лебедок. Во время проведения капитальных ремонтов металлургического оборудования сроки, обычно, очень сжаты. Малейшее их нарушение ведет к многомиллионным штрафам за срыв производственного процесса, а лебедки стояли на оживленных участках, где постоянно происходили какие-нибудь работы. Чугун – металл хрупкий. Он может пойти трещинами даже от случайного удара молотков. Для сварки мы пользовались электродами ЦЧ-4 – они зарекомендовали себя лучше всего. После проведения сварочных работ мы опускали деталь в нагретый песок – так она остывала гораздо медленнее, что сказывалось, в дальнейшем, на качестве шва».
Электроды, применяемые для сварки чугуна
Зачастую в быту приходится сталкиваться с ситуациями, когда необходимо сварить изделия, выполненные из чугуна. Такая работа является трудоемкой и справиться с ней под силу далеко не каждому сварщику. Одним из важнейших условий качественного соединения – это правильно подобранные электроды по чугуну. В статье мы рассмотрим, в чем особенности сварки данного материала и как подобрать подходящие сварочные электроды для работы, а также ответим на вопрос: какими электродами варить чугун? 
Отличительные особенности сварки чугуна
Чугун – это материал, который является сплавом железа и углерода. За счет соединения таких элементов, он является достаточно легким, прочным и не подвластным коррозийным процессам.
Для того, чтобы материал обладал таким характеристиками, необходимо выполнить легирование сплава. Для этого в чугун добавляется хром, никель, алюминий, магний и другие металлы.
Если не добавить эти вещества, то чугун будет хрупким и непрочным.

В настоящее время выделяется два вида чугуна:
- белый, он не дает абсолютно никакой реакции на проведение сварочных работ из-за своей твердости и хрупкости,
- серый, такой материал является достаточно мягким. По большому счету в этом случае сварка будет представлять собой обработку ковкого чугуна, он хорошо поддается сварке.
Трудности, возникающие при сварке чугуна
Очень важно со всей ответственностью подойти к выбору углеродов для сварки чугуна, поскольку в процессе работы придется столкнуться с рядом трудностей, обусловленных большим содержанием углерода в сплаве:
- в процессе создания шва постоянно будут появляться трещины и поры, это связано с тем, что при сварке чугуна выделяется много газа, поэтому в расплаве много пузырьков. Если не соблюдать баланс в скорости охлаждения, то шов будет пористым, а это негативно сказывается на его прочности,


- если сваривается тонкий чугун, то следует быть очень осторожным, поскольку если его перегреть – он рассыпется,
- могут образовываться различные каленые структуры, которые сложно убираются с поверхности материала,
- из-за того, что в сварочной ванне присутствуют тугоплавкие окислы, некоторые места могут не провариться. Это обусловлено тем, что температура при которой плавятся окислы – очень высокая, и поэтому дуга может попросту из не расплавить. Итог – между основным материалом и расплавом появляется пленка, от которой трудно избавиться механическим путем.

- в участке шва сплав охлаждается очень быстро. Возле обрабатываемого участка образуются твердые зоны с выделением цементита. Эти места приобретают белый оттенок и по завершению сварочных работ их очень сложно обработать.
- высокая вероятность того, что из участка шва, расплав может вытечь.
Выполняя сварку чугуна в домашних условиях, не пренебрегайте следующими рекомендациями и специалистов и старайтесь максимально точно соблюдать технологию работы.
- В первую очередь, необходимо подготовить поверхность изделия, она должна быть хорошо зачищена, также стоит избавиться от оксидной пленки.
- Далее надо отшлифовать кромку. Если вы видите, что на материале присутствуют трещины, сколы, неровности, то знайте, что в процессе сварки масса может просто вытечь из шва. Именно поэтому обязательно используйте специальные формы с графитовыми вставками. Изготовить такую форму можно при помощи песка.
Совет! В том участке, где форма будет контактировать с местом сварки лучше проложить графитовую вставку, изготовить которую можно из огнеупорного кирпича. Так вы обезопасите себя от нежелательного вытекания расплава через трещину.
3.Далее переходим к самому трудоемкому процессу – прогреву заготовки. Чугун плавится при достаточно низкой температуре 1200-1250°С. В связи с этим температура предварительного нагрева не должна быть выше 500-700°С. Также нужно очень аккуратно прогреть как непосредственно сам участок соединения, так и пространство около него. Благодаря этой процедуре, металл на растрескается.


4.После того, как сварка будет выполнена, заготовку надо охладить: для этого она засыпается песком или мелким древесным углем. Чем дольше заготовка будет остывать, тем меньше будет вероятность образования трещин и выделения цемента.
Обратите внимание! Для того, чтобы не получить ожог, весь процесс работы выполняйте в перчатках с повышенной теплозащитой, а также используйте держатель с отражающим щитком.
Осуществить полноценную горячую сварку с прогревом до 600°С в домашних условиях – непросто. Поэтому следует ограничиться полугорячим способом, который заключается в прогреве детали до 300-400°С. Такой способ чаще всего используется для ремонта несущих конструкций или соединения ответственных деталей. Во всех остальных случаях подойдет метод холодной сварки. При соединении заготовок, швы укладываются последовательно, один слой за другим. Снизу свариваемую деталь можно охладить водой. Стоит отметить, что электроды для холодной сварки чугуна и для горячей ничем отличаются.
После выполнения работы, для улучшения качества шва, нанесите на него кастолин – специальный состав, который увеличит срок службы изделия.

Виды электродов для сварки чугуна
Опытные сварщики знают как варить чугун и знают, что существуют чугунные электроды, которыми можно варить этот материал без предварительного прогрева.
Выделяются различные марки электродов для сварки чугуна. Среди большого обилия выделяется несколько основных групп:
- Серия ЭМЧС. Эта марка электродов по чугуну выполнена из специальной электродной проволоки с низким содержанием углерода. Обмазки выполнены из трех слоев: газообразующий для формирования защитного покрытия расплава, шлакоформирующий – он не позволяет сварочной ванне быстро окислиться, легирующий – он придает шву особые свойства.
Газозащитный не позволяет образовываться воздушным пузырькам. Расходники ЭМЧС особенно эффективно работают при сварке заготовок небольшой толщины – не более 1 см. Предварительно нагревать деталь не обязательно.
- Серия ЦЧ-4. Наиболее распространенная маркировка. Стержень из сплава со сложным составом, очень хорошо подходит для соединения с чугуном при расплаве. Обмазка выполнена из химических элементов, которые хорошо взаимодействуют с углеродом в чугуне при высоком температурном режиме. При такой реакции образуется ровный и качественный шов. Перед сваркой детали можно предварительно прогреть, а можно обойтись и без этого. Серия цч 4 является наиболее популярной.
- Серия ОЗЧ-1.Стержень сделан из сплава железа и меди. Покрытие состоит из железного порошка и смеси УОНИ-13. Чугунные стержни покрыты сложной обмазкой из углекислого бария и карборунда. Также в состав входит жидкое стекло и графитовые добавки.
- Неплавящиеся электроды. Сварка осуществляется посредством вольфрамовых, угольных или графитовых стержней. В участок нагрева подается присадочный материал в виде чугунного круга или проволоки из специального сплава.
Подводя итог, стоит отметить, что сварка чугуна – процесс непростой, который сопровождается множеством нюансов. Однако, главное условие для получения прочного и надежного шва – верно подобранные электроды для чугуна.
Основные виды электродов для сваривания изделий из чугуна, их характеристики и особенности

Часто случается, что необходимо соединить сваркой детали, которые изготовлены из чугуна. Такой вид сварки — один из самых сложных и для ее выполнения необходимы знания и опыт работы.
Чтобы качественно выполнить сваривание, а сварочные швы были ровные – необходимо должным образом выбирать электроды по чугуну.
Эта статья написана для ознакомления со сваркой чугунных деталей. Разберём, химический состав чугуна и какие виды электродом применяется в данном случае.
- Характерные свойства при выполнении сварки чугуна
- Препятствия, представляющиеся при сваривании деталей с чугуна
- Правильный прогрев
- Основные виды электродов для сварки чугуна и их особенности
Характерные свойства при выполнении сварки чугуна
Железоуглеродистый сплав называют чугуном. Углерод добавляют в сплав железа для увеличения твердости и уменьшения пластичности.
Его содержание составляет примерно 2,14%. Такое соединение придает сплаву легкость и делает его более устойчивым к воздействию неблагоприятной среды.
Так же это позволяет уменьшить вероятность возникновения коррозии. Что бы достичь высоких показателей стойкости сплав проходить процесс легирования. Это процесс добавление в состав материалов примесей для повышения свойств основного материала.
В данном случае это могут быть: алюминий, ванадий, хром, никель и другие.
Без добавления этих примесей чугун становится сильно хрупким.
Существуют такие виды чугуна:
- белый чугун — самый твердый и хрупкий, поэтому плохо отзывается на сварочные работы.
- серый чугун более мягкий из-за добавления в состав кремния (от 1,2—3,5 %) и углерода. Этот вид чугуна хорошо реагирует на сварку.
- ковкий чугун образовывается при продолжительном отжиге белого чугуна. На выходе получается графит хлопьевидной формы. Такой вид чугуна наиболее пластичный и вязкий.
Препятствия, представляющиеся при сваривании деталей с чугуна

Углерод, входящий в состав чугуна, затрудняет процесс сварочных работ. Поэтому стоит с ответственностью выбирать тип электродов.
Обстоятельства, которые затрудняют сварку чугуна:
- при сваривании чугунных деталей образовывается достаточно газа, в результате образовываются пузырьки, которые способствуют образованию трещин на сварочном шве. В случае недостаточного охлаждения — шов потеряет свою прочность из-за повышения пористости.
- при сваривании деталей из очень тонкого чугуна, нужно быть предельно внимательными, так как из-за превышения допустимых температур, детали просто могут рассыпаться.
- накалины, которые могут возникнуть из-за нарушения правил сваривания, очень трудно удалить с чугунных деталей.
- так как температура плавления некоторых окислов, что входят в состав, очень большая некоторые части могут плохо поддаваться свариванию. Поэтому между материалом и расплавом может образоваться пленка. Если она возникла, то чтобы удалить ее, нужно приложить немалые усилия.
- в сплав, который находится в сварочном шве, очень быстро снижается температура. В результате образовывается цементит. Он придает белый цвет свариваемым деталям и плохо поддается обработке.
- также возможна утечка расплава из сварочного шва.
Порядок проведения сварочных работ с чугунными деталями включает:
- перед началом работы необходимо зачистить свариваемую поверхность и удалить оксидную пленку, если она всё-таки образовалась.
- шлифовка кромки, один из важных этапов. Потому что, если на поверхности есть трещины, то в процессе сварки можно ожидать утечку массы со сварочного шва. Для недопущения такой ситуации применяют форму с вставками с графита. Ее можно сделать, используя песок.
Примечание! Чтобы избежать ситуации с вытеканием расплавленной массы через существующие трещины, что может навредить тому, кто выполняет работы, необходимо применять графитовую вставку. Собрать ее можно из огнеупорного кирпича.
Правильный прогрев

Чтобы прогреть заготовку, необходимо приложить усилия. Температура при которой плавится чугун находится в пределах от 1150 Со до 1200 Cо, что на 300 Cо ниже, чем у железа без примесей.
Основываясь на этом, предварительно разогревают заготовки до 500-700 Cо. Нужно с осторожностью подойти к этому этапу, так как прогреть нужно и детали, которая будет свариваться, и зону вокруг. При правильном выполнении прогрева металл не будет трескаться.
При выполнении профессиональных работ, для прогрева применяют специальные устройства – тигли. При выполнении сварочных работ в домашних условиях можно использовать газовую горелку.
Для получения положительного результата, лучше выполнять такие работы вдвоем. Так один сможет выполнять и контролировать нагрев поверхности, а второй выполнять сваривание.
После того, как закончился процесс сварки нужно понизить температуру заготовки. Для этого ее можно поместить в обычный песок. Чтобы уменьшить вероятность возникновения трещин, нужно охлаждать ее как можно дольше.
Примечание! Чтобы не допустить получение ожогов рук, всю работу нужно выполнять в рукавицах, которые имеют дополнительную теплозащиту. Нельзя пренебрегать использованием отражающего щитка, чтобы не получить ожог сетчатки глаза или лица и шеи. В случае получения ожогов необходимо обратиться в медицинское учреждение, для правильной диагностики степени ожога и квалифицированного лечения!
В домашних условия достаточно трудно достигнуть прогрева в 600 Cо, чтобы провести сварочные работы с высокими температурами. Поэтому, чаще всего, применяется полугорячая сварка, для которой достаточно температуры прогрева до 400Cо.
Этот метод используют если необходимо выполнить работы с важными деталями. В любых других случаях можно использовать методом холодной сварки.
При выполнении горячей сварки можно нижнюю часть свариваемой поверхности охлаждать водой. Существует специальное средство, применение которого продлевает износоустойчивость. Это кастолин, его наносят на сварочный шов, после сваривания.
Основные виды электродов для сварки чугуна и их особенности
Среди электродов, для сварки чугуна различают такие основные типы электродов:
- электроды типа ЭМЧС. Эти электроды с особой проволоки, в состав которой входит углерод в малых количествах. Они состоят из трех слоев. Первый – газообразующий слой, способствует образованию защитного слоя расплава, и предотвращает образованию пузырьков, второй – шлакоформирующий, он защищает сварочную ванну от окисления.
- легирующий. Он улучшает химические и физические характеристики свариваемого материала. Электроды такого типа наиболее производительны при сваривании чугунных деталей толщиной до 1 см. Особенность есть то, что в начале сварки не нужно разогревать детали.
- электроды типа ЦЧ-4. Этот тип особенно известный. Их толщина составляет 3 – 5 мм. В их состав входит химические элементы, которые, при высокой температуре воздействия способствуют образованию первоклассному сварочному шву. Первоначальный нагрев также не является обязательным. На 1 кг наплавленного металла расход таких электродов составит всего 1,8 кг.
- электроды типа ОЧЗ-1. Основой является железомедный сплав, который покрыт железным порошком с примесью УОНИ-13. Дополнительными компонентами в составе есть жидкое стекло. Такие электроды дают возможность эффективно выполнять сварочные работы в вертикальном, горизонтальном и потолочном положениях.
- электроды, которые в процессе сварки не плавятся. Этот тип электродов характеризуется применением вольфрамовых, угольных или графитовых стержней с подачей специального чугунного круга или проволоки. К ним относят угольные, графитовые и вольфрамовые.
Ознакомившись с изложенной информацией, можно сказать, что сварка чугунных поверхностей достаточно непростой вид работы. Для упрощения таких видов работ необходимо выбрать правильный вид электродов, чтобы получить удовлетворительный результат.
Маркировка электродов по чугуну, сварка
Как известно, чугун представляет собой сплав железа и углерода с незначительными добавками марганца, кремния серы и фосфора. Также, химический состав некоторых марок чугуна отличается наличием легирующих компонентов, таких как ванадий, магний, хром, никель, алюминий и т.д. Марки этого сплава, не подверженные легированию или специальной термической обработке, характеризуются низкой прочностью и достаточно высокой хрупкостью.
В отличие от стали, чугун отличается более низкими показателями технологической свариваемости, что обусловлено наличием следующих факторов:
- Возникновением в месте сварки тугоплавких оксидов, в частности оксида кремния. Оксиды возникают в ходе окисления химических элементов, входящих в состав сплава, они являются причиной возникновения участков, которые невозможно сварить между собой.
- Очень быстрое охлаждение сплава в области сварного шва. Подобное явление приводит к тому, что на поверхности сплава возникают обладающие повышенной твердостью зоны, называемые отбеленными участками. В дальнейшем, наличие подобных участков существенно затрудняет механическую обработку изделий из чугуна.
- Жидкий чугун отличается очень высокой текучестью, что затрудняет формирование шва и удерживание металла в области контакта свариваемых деталей.
- Высокая вероятность возникновения трещин в области шва или же непосредственно в самом сварочном шве, что происходит в результате неравномерного прогрева или охлаждения сплава.
- Риск появления пор в теле сварочного шва. Поры могут возникнуть в результате интенсивного выделения газов из места сварки.

Методы сварки чугунных изделий электродами
В настоящее время существуют три основных способа сваривания чугунных изделий:
- сварка, в ходе которой в теле сварочного шва образуются цветные металлы;
- сварка, в ходе которой в теле сварочного шва образуется низкоуглеродистая сталь;
- сварка, в ходе которой в теле сварочного шва образуется чугун.
По способу реализации технологии сварка чугуна подразделяется также на три разновидности:
- холодная сварка, в которой отсутствует предварительный нагрев свариваемых изделий;
- сварка с подогревом, при которой свариваемые детали нагревают до температуры 450°С;
- сварка с предварительным подогревом до температуры 650°С.
Холодную сварку используют в тех случаях, когда технология соединения двух изделий не подразумевает между ними наличия чугунного сварочного шва.
Предварительный разогрев свариваемых деталей используют с целью предотвращения появления отбеленных и закаленных участков, а также трещин в теле свариваемых изделий. Горячие, так же как и полугорячие, способы сварки незаменимы в ситуациях, когда в теле сварного шва необходимо получить такой же по химическому составу чугун, из которого состоят две свариваемые между собой детали.
- весьма высокая продолжительность и дороговизна операции;
- трудоемкость сварочного процесса, которая обусловлена необходимостью преодоления ряда трудностей, связанных с равномерным разогревом свариваемых деталей и необходимостью формовки сварочного места.

Разновидности электродов для сварки чугуна
Электроды, предназначенные для сварки чугунных изделий, подразделяются на несколько разновидностей, изготовленных из следующих материалов:
- чугунный пруток;
- стальная сварочная проволока;
- проволока на основе легированных сталей;
- проволока на основе меди или сплавов этого металла.

Предназначенные для сваривания чугунных изделий электроды на основе стали обязательно должны иметь покрытие, в котором содержится ферросилиций. Присутствие этой составляющей позволяет получить в ходе сварочного процесса серый чугун. Как правило, сварка с использованием стальных стержней применима только для соединения между собой простых по форме изделий, конструкция на основе которых в дальнейшем будет эксплуатироваться при незначительных нагрузках. В том случае, когда операцию с подобными электродами производит специалист высокой квалификации, получается соединение, характеризующееся наличием высокой плотности, в результате чего в дальнейшем изделие можно дополнительно обрабатывать одним из механических способов.
Электроды на основе стальной проволоки, предназначенные для сваривания чугунных изделий, характеризуются маркировкой — Св-08А и Св-08. К этой категории относятся следующие разновидности сварочных электродов:
- ЦЧ-4. Данная разновидность электродов для сварки чугунных изделий имеет наиболее широкое в сравнении с другими разновидностями распространение. Эти электроды характеризуются наличием особого покрытия, которое состоит из компонентов, способных интенсивно вступать в химическую реакцию с углеродом. В ходе подобной химической реакции возникают карбиды, которые не способны растворяться в расплавленном железе.
- ЦЧ-3А. Этот тип электродов нашел широкое применение в процессе сварки деталей из серого чугуна. Стержни электродов этой категории изготовлены из стальной проволоки, на которую нанесено фтористокальциевое покрытие. Использование данных электродов гарантирует наличие прочного сварного шва, возможность его механической обработки и отсутствие трещин в области контакта свариваемых деталей.
- ЭМЧС. Стержень этих электродов выполнен на основе проволоки из низкоуглеродистых разновидностей стали. Специальное покрытие создано трехслойным, состоящим из шлакоформирующей и газообразующей, легирующей и газозащитной составляющей. Использование электродов данной разновидности не требует предварительного разогрева заготовок. Как правило, электроды этого типа используют для сваривания между собой изделий небольшой толщины (10 мм).
- МНЧ-1. Использование электродов на основе монель-металла, который представляет сплав никеля и меди в соотношении 70:30, позволяет добиться высокой стойкости исходных свариваемых изделий к образованию в их теле трещин и возможностью механической обработки наплава. Присутствие в составе стержня монель-металла на основе меди и никеля снижает степень растворимости углерода в железе и способствует штатному течению процесса графитизации, что снижает вероятность возникновения эффекта отбеливания.
- МНЧ-2. Этот тип используют для сварки всех разновидностей чугуна. В результате сваривания двух чугунных изделий, шов между ними получается устойчивым к коррозии, он хорошо поддается механическим видам обработки.
- Чугунные стержни. В ходе изготовления на стержни из чугуна наносят покрытие двух разновидностей – из углекислого бария и карборунда, соединенных жидким стеклом, а также на основе графитообразующих составляющих.
Кроме описанных выше типов электродов для сварки чугунных изделий на основе стальной проволоки, используют следующие комбинированные сварочные стержни:
- ОЗЧ-1. Этот электрод является железомедным стержнем, имеющим сечение 4-5 мм, на которое нанесено покрытие, состоящее на 50% из железного порошка и 50% специального состава УОНИ-13.
- ОЗЧ-2 используют в ходе сварки изделий из ковкого и серого чугуна.
- ОЗЧ-4 применяют в ходе сваривания деталей из серого и высокопрочного чугуна. При этом, образовавшийся сварной шов обладает высокой степенью устойчивости к нагрузкам ударного характера. Изделия, сваренные этими электродами, могут эксплуатироваться в условиях трения.
- ОЗЧ-6 используют в ходе сварки тонкостенных изделий на основе серого и ковкого чугуна.
- Медные разновидности электродов, обладающие жестяной оплеткой.
- Пучки стержней, состоящие из стальных и медных прутков.
Электроды для сварки чугуна


Чугун — это распространенный в настоящее время металлический сплав, который широко используется в различных сферах жизнедеятельности человека. Необходимо сказать, что материал обладает твердостью, что объясняется повышенным содержанием углерода, который существенно усложняет сварку такого металла. Используемые электроды для работы с чугуном должны компенсировать изменение структуры материала, что позволяет обеспечить прочность соединения, без какого-либо негативного влияния на прочность и надежность. Именно поэтому многие из нас сталкиваются с определенными сложностями при выборе электродов для этого металла. В чугуне находится около 6% углерода, соответствующим образом необходимо выбирать наплавочный материал, который содержит аналогичное количество углерода. Только в этом случае удастся гарантировать качество выполненной сварки.
Сварка чугуна электродом в домашних условиях
Перспективной технологией является сварка аргоном чугуна, что позволяет обеспечить прочность соединения. Однако необходимо сказать, что такой способ отличается дороговизной и требует использования соответствующего оборудования. В домашних условиях аргоном варить чугун невозможно. Именно поэтому при сварке этого металла в бытовых домашних условиях используют электроды, что позволяет существенно упростить данную работу и снижает ее стоимость. Необходимо лишь правильно подобрать используемые электроды, и грамотно подготовить металлические чугунные элементы для их соединения. Выбирая или иные стержни для работы, помните, что они должны остывать одновременно с основным металлом, что позволит обеспечить необходимую прочность соединения. У чугуна низкие показатели пластичности, поэтому разница температур может привести к перенапряжению сварного шва, что в свою очередь отрицательно скажется на прочности и долговечности выполненной работы.
Состав
Необходимо сказать, что химический состав таких стержней в первую очередь определяется свойствами сплава основного металла. Основой таких электродов является железо, а дополнительные элементы позволяют улучшить сваривание и непосредственно влияют на температуру и показатели пластичности. Выбор того или иного электрода и его конкретной разновидности необходимо выполнять с учетом особенностей основного соединяемого сплава, что и станет гарантией качества выполненной работы.
Технические характеристики
Одной из особенностей сварки чугуна является большой расход наплавочного материала. Так, например, для наплавки одного килограмма шва необходимо приблизительно на 80% больше электродов, нежели чем для других сплавов. При этом каких-либо особых требований к используемым стержням не выдвигается. Сам по себе чугун отличается уникальной твердостью, что значительно усложняет плавку металла, вынуждая работать на максимально высокой мощности и предельных температурах.
Марки электродов для сварки чугуна
На сегодняшний день существуют десятки различных марок таких стержней для сварки, которые позволяют обеспечить качественное соединение этих металлических сплавов. Предлагаем вам описанием наиболее распространенных марок, что и позволит упростить выбор материалов для сварки.
- МНЧ2. Универсальная разновидность, которая может использоваться для сварки различных чугунных сплавов. Возможно использование таких электродов для ликвидации имеющихся бракованных участков литья. Также возможно их использование для наплавки металла. Следует помнить о том, что такие стержни предназначены для работы со сварочными аппаратами постоянного тока и обратной полярности. Возможно их использование в любом положении в пространстве.
- ОЗЧ2. Эта разновидность электродов предназначена для работы с ковким и серым чугуном. Из особенностей подобных стержней можем выделить легкость работы с ними и отсутствие необходимости предварительного подогрева основного металла. В то же время необходимо помнить, что использовать их можно лишь в нижнем и вертикальном положении.
- ЦЧК. Может применяться для технологии холодной и горячей сварки. Предназначены исключительно для работы в нижнем положении. Также возможно использование таких стержней для соединения чугуна и стали. Работа выполняется с аппаратами на постоянном токе, и лишь при необходимости использования максимально высокого напряжения возможно применение переменного тока.
- ОЗЖН1. Возможно использование данной разновидности исключительно при холодной сварке. Имеется возможность соединения с помощью ОЗЖН1 серого чугуна и его высокопрочных разновидностей. Соединение больших объемов металла возможно в нижнем и вертикальном положении.
- ОК9218. Такие стержни применяются исключительно с предварительным подогревом соединяемых элементов. Возможно их использование с переменным и постоянным током. Они чувствительны к выбору используемого режима работы.
Маркировка электродов по чугуну
С помощью обозначений и соответствующей маркировки можно получить всю необходимую информацию о разновидности данного электрода и его составляющих. Так, например наличие маркировки с буквой М говорит о том, что в стержне содержится около 30% меди. Маркировка с буквой Н свидетельствует о 66% содержании никеля. Буква Ч в маркировке указывает, что этот материал предназначен исключительно для работы с чугуном.
Какими электродами варить чугун?
Необходимо сказать, что выбор той или иной разновидности стержня напрямую зависит от конкретной марки чугуна. В настоящее время распространены различные сплавы этого металла, которые могут отличаться по своим характеристикам и свойствам. Для каждого из них требуется выбирать различные виды стержней или же использовать универсальные марки. В последнем случае сварочные работы существенно упрощаются, однако качество соединения несколько ухудшается.
Кроме непосредственно состава электродов необходимо обращать внимание на наличие обмазки и ее характеристики. Рекомендуем использовать толстые обмазки для наплавки и изделия с большой толщиной материалов. Тонкие электроды применяются в тех случаях, когда сварной шов должен располагаться на одном уровне с основным металлом.
Как заварить чугун электродами?
Одной из особенностей работы с этим металлическим сплавом является необходимость его подогрева. Шов должен поддерживаться в теплом состоянии, и в последующем равномерно остывать. Подобная технология работ позволяет избежать увеличения содержания в сварном шве водорода и кислорода. Содержание этих элементов приводит к появлению трещин и брака соединения.
В настоящее время в продаже можно найти электроды, которые изготовлены различными отечественными и иностранными производителями. Можем порекомендовать вам не акцентировать свое внимание на производителе, а выбирать такие стержни в зависимости от их состава и характеристик свариваемого металла.
Виды электродов для сварки чугуна

Выполнение сварочных работ с металлом не вызывает особых трудностей. А вот когда дело касается сварки чугуна, то с этой задачей может справиться не каждый, особенно если за дело берется любитель.
В данном случае необходимо строго соблюдать технологию подготовки и сварки, иначе материал можно перепалить, что сделает его хрупким или приведет к другим проблемам. Давайте рассмотрим процесс сварки более подробно.
Основные сложности процесса
Сложность сварки чугуна объясняется в первую очередь химической структурой и свойствами этого материала. Чугун, как известно, является сплавом, содержащим железо и углерод, в составе которого дополнительно присутствуют как примеси (сера, фосфор, марганец, кремний), так и легирующие добавки (хром, алюминий, магний, ванадий, никель и др). Те марки данного металла, которые не содержат легирующих добавок и не подвергаются термической обработке, отличаются невысокой прочностью и твердостью. Детали из такого металла, кроме того, очень хрупкие.
Плохая свариваемость чугуна объясняется целым рядом факторов. К ним относятся следующие:
- В сварочной ванне происходит окисление различных элементов, в том числе и кремния, в результате на ее поверхности образуются тугоплавкие оксиды. По причине своей тугоплавкости такие оксиды приводят к образованию в зоне соединения непроваренных участков.
- Место соединения охлаждается очень быстро, и в структуре металла образуется цементит, который отличается повышенной твердостью. Участки металла с цементитной структурой, которые называются отбеленными, очень сложно поддаются дальнейшей механической обработке.

На фото изделие из чугуна после сварочных работ
- Чугун относится к категории жидкотекучих материалов, в расплавленном состоянии из него очень сложно сформировать соединение и удержать металл в его зоне. Если посмотреть на видео процесса сварки чугуна, то заметно, как металл буквально вытекает расплавленными ручейками из-под электрода.
- При осуществлении сварочных работ с чугуном необходимо обеспечивать равномерный нагрев, а также охлаждение деталей. Если пренебречь этими требованиями, то велик риск появления трещин в зоне соединения.
- В расплавленном состоянии такой материал, как чугун, склонен к активному выделению газов, что приводит к пористости сварного шва.
Специфика обработки чугунных изделий
Рассматриваемый материал содержит более 2% углерода в составе, из-за чего становится одновременно твердым, но хрупким. Это осложняет его обработку. Подбираемые «расходники» должны компенсировать ряд отрицательных качеств материала, вытекающих из физико-химических свойств. 
Для соединения каждого типа материала выбираются электроды для чугуна с определенным соотношением химических элементов, а также метод термообработки. Наиболее качественным считается аргонодуговая сварка, однако это весьма затратно. Электроды же применяются как на предприятиях, так и в бытовой обстановке.
Главное требование к изделиям — совпадение времени остывания со свариваемым металлом, а у чугуна оно достаточно большое. Второе — одинаковая концентрация углерода в основном и присадочном материале. Грамотный выбор поможет избежать перенапряжения внутри заготовки или выгорания углерода.
Электроды для чугуна толще аналогов для стали, поскольку материал весьма массивен. Он служит основой громоздких конструкций. Большинству присуще основное покрытие (кислое — реже); это расширяет сферу использования расходников. Производство, маркировка, химические особенности электродов регламентируются ГОСТ 7293-85.
Подготовка чугуна к сварке
 Прежде чем варить чугун электродом, необходимо произвести подготовительные процедуры. Хрупкость сплава и трудности в удалении загрязнений с его поверхности требуют тщательной подготовки к сварочному процессу.
Прежде чем варить чугун электродом, необходимо произвести подготовительные процедуры. Хрупкость сплава и трудности в удалении загрязнений с его поверхности требуют тщательной подготовки к сварочному процессу.
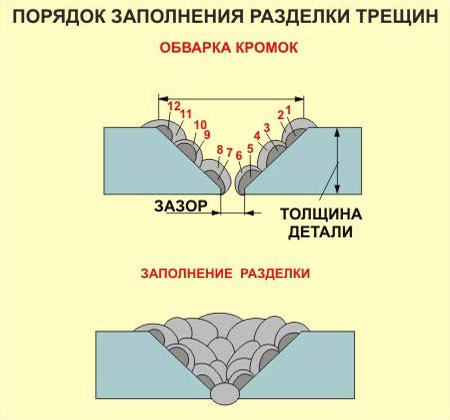
Трещины, имеющие на поверхности изделий, нужно разделать на всю длину с достаточным для качественной проварки углом разделки и засверлить по краям. Если трещины не засверлены, то их необходимо вырезать, а концы трещины можно закруглить.
Рабочую зону следует очистить от посторонних включений с помощью болгарки, металлической щетки или наждачной бумаги. Зачистку также можно произвести пескоструйным способом. Масло удаляется с помощью растворителей. Сильные загрязнения рекомендуется удалять пламенем горелки.
Методы сварки чугуна
- горячая;
- холодная.
Первый метод требует выполнения двух условий:
- предварительного подогрева заготовки до 500 градусов (+/- 200 град.);
- использования проволоки порошковой с присадкой.
Подогрев — краткосрочное действие, осуществляемое за счет силы тока. Остывает же материал равномерно, в течение 70-100 часов. Здесь подойдут электроды по чугуну диаметром около 10 мм, используемые при сварке током от 600 А до 1 кА.
Холодная сварка — более популярный метод соединения деталей, классифицируемый по типу используемого электрода (сталь, никель и др.). От горячей отличается длительной подготовительной работой, включающей зачистку, фрезеровку и сверление с целью придания ей максимальной чистоты и гладкости.
Работа с разным материалом
В некоторых случаях возникает необходимость соединить разные материалы, например, сталь и чугун. Хоть они и сплавы на основе железа, но количественное содержание углерода имеет первостепенное влияние на качество сварки.
Разберемся, как приварить железо к чугуну. Производители давно уже выпускают электроды, предназначенные для соединения железа и чугунного сплава. Из отечественных марок следует отметить ОЗЛ27 и ЦЧ4. Процесс производится без предварительного нагрева, что для стальных элементов важно.
Холодная сварка чугуна
Холодная сварка — это сварка чугуна без предварительного подогрева деталей.
Для холодного метода сварки тебуются специальные электроды. Сюда относят такие марки, как МНЧ-2 (хорошо сваривают детали в ответственных конструкциях) ОЗЧ-2, ОЗЧ-6 (особенно эффективны при работе с тонкостенными изделиями), ЦЧ-4, а также ОЗЖН-1 (устранение серьезных дефектов).
Лучшие электроды по чугуну
Указанные особенности требуют выбора специальных марок электродов. Они должны обеспечивать одинаковую концентрацию СО2 в основном и присадочном металле и их одинаковое время остывания. В состав электродов по чугуну часто входит медь (медно-никелевые, медно железные электроды), однако они могут быть и стальными, ферро-никелевыми или никелевыми. Тип покрытия стержня — основной, реже кислый. В ряду наиболее популярных марок, которые используются для сварки по чугуну, — МНЧ-2, ОЗЧ-4, ОЗЧ-6, ОЗЧ-2, ОК 92.18, ОЗЖН-1. Часть из них универсальна по назначению, позволяет работать со всеми типами чугунов (кроме указанного выше белого), часть имеет более узкую специализацию (об этом — ниже).
Электроды для наплавки чугуна
 Наиболее распространенными марками электродов для наплавки чугуна различных видов являются:
Наиболее распространенными марками электродов для наплавки чугуна различных видов являются:
- МНЧ-2;
- ОЗЖН;
- ОЗЧ-2;
- ЦЧ-4.
Наплавка чугуна электродами т 590 также гарантирует получение качественного соединения. Данная марка широко применяется в различных сферах деятельности, для работы с разными конструкциями и деталями. Доступная цена стержней Т-590 делает эти расходники такими популярными у мастеров сварочного дела.
Более подробная информация представлена в статье «Наплавка металла: электродом и другие».
Данная статья поможет каждому исполнителю выяснить, какие лучшие электроды по чугуну.
Чем резать?
Необходимость выполнения подобной процедуры чаще всего связана с демонтажем чугунных труб, батарей отопления и других коммуникаций. На первый взгляд может показаться, что выполнение данной работы не вызовет много труда. Тем не менее в Советском Союзе трубы соединяли добротно, поэтому резать их не так уж и просто.

Горячая сварка чугуна.
Аргонная сварка чугуна позволяет формировать надежные соединения этого вещества со многими другими. Например, это может быть сварка чугуна со сталью или алюминием. В любом случае разобрать заваренную конструкцию не просто.
Тут главное правильно выбрать способ резки. Можно использовать хорошо знакомые инструменты, такие как труборез, зубило, лобзик, газовые резаки и так далее.
Каждый приведенный метод обладает своими достоинствами и недостатками. Например, в некоторых случаях можно спокойно обойтись обычным молотком и зубилом. Особенно если технология сварки чугуна была нарушена и сформированное соединение оказалось слабым.
В других случаях лучше использовать более продуктивные механические, а не ручные, инструменты, для которых электродуговая сварка чугуна – не помеха.
Изготовление электродов своими руками
Если вас не устраивает стоимость промышленных расходных материалов, то их можно изготовить самостоятельно. Есть несколько способов.
- В качестве стержня можно взять электроды для сварки стали марок УОНИ, АНО и прочих. Поверх них на обмазку следует намотать медную проволоку. Толщина медного слоя должна быть не менее 2 мм. Намотку можно провести, зажав стержень в ручную электрическую дрель.
- Взять медную проволоку толщиной порядка 5 мм. Нанести на него обмазку. Для приготовления обмазки необходимо:
- сколоть и измельчить покрытие со стальных электродов;
- добавить мелкую стальную стружку;
- жидкое стекло.
Измельченное покрытие смешать со стружкой в пропорции 50:50. Залить жидким стеклом и тщательно перемешать. Погружать медные стержни в замешенную массу, чтобы слой обмазки был около 2 мм. Сушить необходимо в подвешенном состоянии, а после прокалить их при температуре 200 °C — 250 °C.
Важные рекомендации
Нужно помнить, что электроды для стальных заготовок непригодны для сварки чугуна по причине других физических свойств и структуры материала. Остаточные напряжения и усталостные явления способны вызвать разрушение сварного шва при дальнейшей эксплуатации. Электроды для чугуна куда толще расходников для стали, что определяется массивностью материала.
У применяемых электродов должно соответствовать время охлаждения с основным металлом, которое у чугуна очень большое. Процент содержания углерода в чугуне и присадочном материале должен совпадать. Соблюдение основных условий поможет избежать выгорания углерода и возникновения избыточных внутренних напряжений.
Чаще используются стержни с основным типом покрытия. Кислое напыление менее распространено.
Итоги
Сварка изделий из чугуна может стать проблемой для любого новичка. Тем не менее достаточно следовать нескольким несложным правилам и соблюдать технологию рабочего процесса, и тогда сваренное соединение будет обладать хорошим качеством и надежностью.
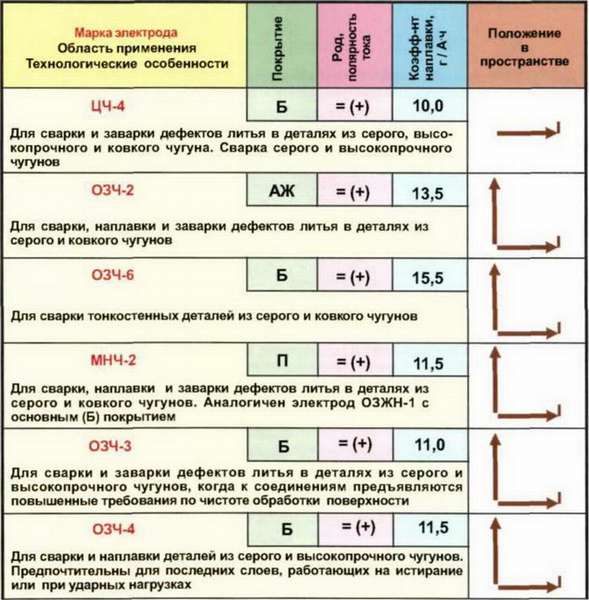
Электроды с основным покрытием, предназначенные как для горячей, так и для холодной сварки ковкого, высокопрочного, серого чугунов. Основное назначение — заварка дефектного литья, наплавка при ремонте чугунных деталей. Также это — электроды по чугуну и нержавейке, они позволяют качественно сваривать два этих сплава с разной структурой. Нередко для получения более эфективного результата применяются только для наплавки первых слоев, после чего она выполняется другими, специальными электродами.
ОЗЖН-1
Сфера использования — исключительно холодная сварка. Используется постоянных ток обратной полярности. Типы свариваемых чугунов — высокопрочный и серый. Перед сваркой необходима часовая прокалка электрода при температуре 350°С. Как и в случае с другими марками по чугуну, валик следует проковать легкими ударами молотка для снятия внутреннего напряжения в металле шва. Данная марка часто используется при заварке крупных дефектов литья и многослойной, с большими объемами металла, наплавке. В последнем случае эти электроды необходимо комбинировать с МНЧ-2 или ОЗЧ-3 (ими наплавляются первый и промежуточные слои).

OK 92.18
Новое название этих электродов — OK Ni-Cl. Имеют основное покрытие с высоким содержанием графита. Предназначены для сварки с минимальным подогревом. Работают и на постоянном, и на переменном (при этом пониженных) токах. Хорошо зарекомендовали себя при ремонте изделий из нетолстых деталей (заварка повреждений и дефектов в коробках передач, корпусах насосов, блоках двигателей и т. д.). Отвечая на вопрос, какие подходят электроды для сварки чугуна и стали, отметим, что наряду с ЦЧ-4 подходят и эти.
Сколько стоят электроды по чугуну
Основные факторы, определяющие стоимость этого расходного материала, — бренд и страна-производитель, тип электродов, их марка и состав покрытия. Традиционно более дорогими считаются качественные европейские и американские аналоги — например, продукция таких известных брендов, как ASPIK или UTP. Отличные потребительские свойства при работе с чугуном демонстрирует электрод UTP 86 FN немецкого производства и также немецкая продукция марки Capilla. Российские аналоги стоят дешевле, при этом качество современной отечественной продукции находится на высоком уровне.
Где можно купить электроды по чугуну
Конечно же покупать такую продукцию стоить только у известных производителей и проверенных поставщиков — это гарантия высокого заводского качества и, что немаловажно, это — репутация бренда. Именно такое, и только такое качество имеют электроды по чугуну, производителем которых является старейшее в России профильное предприятие — Магнитогорский электродный завод.
Правила выбора электродов для чугуна по маркировке
Для соединения деталей из чугуна различных марок применяются электроды по чугуну, а маркировка изделий указывает на их состав и назначение. Выбор связан с технологией сварки и маркой свариваемого материала.
Чугун – это сплав элементов железа и углерода с легирующими добавками (никель, хром, ванадий, магний) для формирования необходимых физико-механических свойств. В нем содержится высокий процент углерода (свыше 2%), что придает твердость и хрупкость, но затрудняет свариваемость.
Процесс сопровождается повышенным газообразованием, что приводит к пористости и неоднородности шва. Неравномерный прогрев становится причиной появления трещин, а по причине окислообразования остаются непроваренные зоны. Замечено, что термовоздействие приводит к растеканию металла, что затрудняет формирование шва.
Существующие способы сварки
Для сваривания чугуна применяется горячий и холодный способ. Первый нуждается в дополнительном подогреве заготовки до температуры +650°С – горячий или же до +450°С – полугорячий. Нагрев происходит силой тока, а потом — плавное остывание на протяжении 80-90 часов. Электроды по чугуну используются сечением близким к 10 мм. Они должны выдерживать ток порядка 600-1000 А.
Холодная сварка чугуна наиболее популярна. Соединение классифицируется в зависимости от типа электрода: сталь, никель, медь и ряд сплавов. Процесс требует большого количества подготовительных операций, таких как фрезерование, сверление, зачистка.
Виды электродов
Для сваривания чугунных конструкций предназначены электроды из различных материалов:
- Сталь;
- Никель;
- Медно-никелевые;
- Медно-железные;
- Ферро-никелевые сплавы.
Стальные используются для старого чугуна, уже подвергавшегося температурному воздействию. Также они подходят для изделий со шлаковыми и металлическими загрязнениями, что имеет место в производственных печах и насосных установках. Только перед сваркой потребуется подготовительная очистка поверхности.
 Виды электродов для плавки чугуна
Виды электродов для плавки чугуна
Для графитсодержащего чугуна необходимы биметаллические электроды, а для ковкого (КЧ) – ферро-никелевые.
Различаются электроды по чугуну видом стержня. Это может быть проволока: стальная медная или из сплава металлов. Второй вариант – чугунный пруток.
Изделия предназначены для промышленного и бытового использования. Их производство, состав, свойства и маркировку устанавливает ГОСТ 7293-85.
Основные марки
МНЧ-2 и ОЗЧ-4. Расходники универсального назначения, позволяющие работать со всеми видами чугуна. Данные электроды используются и в ремонтных целях, когда нужно устранить брак или выполнить наплавку. Для работы необходим постоянный, обратнополярный ток.

Марка МНЧ-2 используется для деталей, работающих во влажной среде и при высокой температуре. Они обеспечивают антикоррозионную защиту на открытых площадках эксплуатации.

ОЗЧ-2. характеризуется узкой областью применения: лишь для серых и ковких чугунов. Область использования: устранение дефектов в отливках и многослойное наплавление. Технология не требует дополнительного нагрева заготовок. Наиболее качественный шов получается при малой толщине стенок.

ОК-92.18. Предназначены для горячей сварки с переменным током.

ЦЧ-4. Применяются для наплавки и устранения дефектов литья в чугуне всех типов. Позволяют соединять чугун со сталями отдельных марок. Универсальны по способу сварки, т. е. используются и при горячем и при холодном методе. Обеспечивают однородность шва и равномерную ширину. Работают от постоянного тока обратной полярности либо от «переменки» высокого напряжения.

ОЗЖН-1 и ОЗЖН-2. Электроды для сварки чугуна нужны для холодного соединения крупных изделий из серого и высокопрочного материала. Состоят из сплава никеля с железом. Ими выполняют значительный объем сварочных работ по исправлению литейного брака. Используются для многослойной наварки в сочетании с ОЗЧ-3 или МНЧ-2.

Чугунные стержни. Имеют особый тип покрытия из графитосодержащей смеси или соединения из бария, жидкого стекла и карборунда.

Расшифровка маркировки
Маркировка на электродах, регламентированная ГОСТ, содержит сведения о входящих в состав компонентах. Основа у большей части марок состоит из железа, но бывают и другие варианты. Например, МНЧ-2 содержит:
- М – около 30% меди;
- Н – никель 65%;
- Ч – указание предназначения «для чугуна»;
- 2 – серийный порядковый номер, обозначающий соотношение компонентов.

Критерии выбора электродов
Качество выполнения сварочных работ зависит от правильности выбора марки электродов по основным критериям:
- Соответствие марки электродов чугуну в ремонтной детали;
- Толщина свариваемой стенки;
- Тип применяемой технологии;
- Требования к сварному шву по физическим и механическим параметрам;
- Необходимость в последующей механообработке стыка;
- Наружное покрытие – основное либо кислое, имеет разную реакцию на условия эксплуатации;
- Для старого, низкокачественного чугуна и при наличии загрязнений сечение стержня должно быть больше;
- Сваривание тонкостенных деталей производится электродами, сечение которых приближено к толщине стенки.

Важные рекомендации
Нужно помнить, что электроды для стальных заготовок непригодны для сварки чугуна по причине других физических свойств и структуры материала. Остаточные напряжения и усталостные явления способны вызвать разрушение сварного шва при дальнейшей эксплуатации. Электроды для чугуна куда толще расходников для стали, что определяется массивностью материала.
У применяемых электродов должно соответствовать время охлаждения с основным металлом, которое у чугуна очень большое. Процент содержания углерода в чугуне и присадочном материале должен совпадать. Соблюдение основных условий поможет избежать выгорания углерода и возникновения избыточных внутренних напряжений.
Чаще используются стержни с основным типом покрытия. Кислое напыление менее распространено.
Видео: Электроды для сварки и наплавки чугуна EutecTrode 224
Какие бывают сварочные электроды по чугуну?
Наряду со сталью чугун является основным конструкционным материалом. Однако в силу своего физико-химического состава он имеет массу особенностей, которые следует учитывать при сварке. Кроме того, типов чугуна несколько, что также необходимо брать во внимание при выборе сварочных расходников. Какие же бывают сварочные электроды по чугуну? Для начала рассмотрим специфические свойства.
Наряду со сталью чугун является основным конструкционным материалом. Однако в силу своего физико-химического состава он имеет массу особенностей, которые следует учитывать при сварке. Кроме того, типов чугуна несколько, что также необходимо брать во внимание при выборе сварочных расходников. Какие же бывают сварочные электроды по чугуну? Для начала рассмотрим специфические свойства.
Особенности чугуна
В отличие от стали чугун содержит в себе значительное количество углерода — от 2 до 6%, при этом СО2 находится в нем в свободном состоянии — в виде графита. Это обуславливает его уникальные характеристики — он чрезвычайно тверд, но при этом хрупок, обладает низкой пластичностью и вязкостью. Эти свойства сказываются при обработке и сварке металла. При неправильно выбранных параметрах, материалах и технике сварки существуют следующие риски:
- из-за наличия графита в металле могут образовываться трещины;
- углерод выгорает, что приводит к образованию пор в сварном шве;
- образуются тугоплавкие окислы, у которых температура плавления выше, чем у чугуна.
Кроме того, затруднения при сварке может вызвать и такое его свойство, как высокая жидкотекучесть, препятствующая образованию качественного шва.

Быстрое охлаждение серого чугуна после температуры нагрева более 750°С ведет к превращению графита в карбид железа — цементит. Сам чугун превращается из серого в белый. Такой чугун сварке не подлежит.
Лучшие электроды по чугуну
Указанные особенности требуют выбора специальных марок электродов. Они должны обеспечивать одинаковую концентрацию СО2 в основном и присадочном металле и их одинаковое время остывания. В состав электродов по чугуну часто входит медь (медно-никелевые, медно железные электроды), однако они могут быть и стальными, ферро-никелевыми или никелевыми. Тип покрытия стержня — основной, реже кислый. В ряду наиболее популярных марок, которые используются для сварки по чугуну, — МНЧ-2, ОЗЧ-4, ОЗЧ-6, ОЗЧ-2, ОК 92.18, ОЗЖН-1. Часть из них универсальна по назначению, позволяет работать со всеми типами чугунов (кроме указанного выше белого), часть имеет более узкую специализацию (об этом — ниже).
Холодная сварка чугуна
Холодная сварка — это сварка чугуна без предварительного подогрева деталей.
Для холодного метода сварки тебуются специальные электроды. Сюда относят такие марки, как МНЧ-2 (хорошо сваривают детали в ответственных конструкциях) ОЗЧ-2, ОЗЧ-6 (особенно эффективны при работе с тонкостенными изделиями), ЦЧ-4, а также ОЗЖН-1 (устранение серьезных дефектов).
Горячая сварка чугуна
Горячая сварка — это сварка, при которой требуется предварительная прокалка чугуна.
Собственно «горячим» методом называется тот, при котором металл нагревается до температуры +500. + 600 °С, «полугорячим» — температура достигает +300 +400 °С, «теплым» — +200 °С. Наиболее часто для этого используются универсальные электроды марки ЦЧ-4, а также OK 92.18 («теплый» способ) и ОМЧ-1. Также в этом случае применяются электродные прутки марок УОНИИ, АНО, угольные и другие электроды.
Основные марки электродов по чугуну

Универсальные никелемедные электроды, позволяющие работать с любыми видами чугуна — ковким, серым и высокопрочным. Изделия этой марки специально разработаны для того, чтобы сварку можно было выполнять без предварительного прокаливания. Сердечник из монель-металла (большая часть — никель, 28,5% медь, также присутствуют железо и марганец) имеет специальное покрытие. Основное назначение: холодная сварка, наплавка, заварка дефектов литья. Сварка возможна в любых пространственных положениях кроме потолочного и сверху вниз, производится при постоянном токе обратной полярности. Помимо универсальности применения в ряду преимуществ:
- отсутствие в необходимости прокалки — незначительный подогрев требуется только при работе с толстыми изделиями;
- легкий поджиг, стабильное горение дуги, высокая скорость расплавления при сравнительно низкой температуре, легкое отделение шлаковой корки;
- отличное качество получаемого шва по прочности, пластичности, стойкости к коррозии;
- цветовая идентичность основного и наплавляемого металла;
- низкая твердость шва, благодаря чему при эксплуатации конструкции риски образования трещин в районе соединения минимальны.
Данная марка электродов по чугуну для электродуговой сварки повсеместно применяется при ремонте изношенных деталей в шестернях, насосах, редукторах, экскаваторных ковшах и других узлах и механизмах. Аналоги марки МНЧ-2 по международной классификации — электроды типа ENiCu-B.
Важно. Если осуществляется многослойная наплавка, валик необходимо постепенно охлаждать до температуры 60 °С и проковывать легкими ударами молотка. Таким образом снижается внутреннее напряжение в структуре металла и снижаются риски появления в околошовной зоне трещин. Длина самого сварочного валика — от 30 до 50 мм.
По своим свойствам эти электроды с основным покрытием практически так же универсальны, как и марка МНЧ-2 — с ними можно выполнять сварку чугунов любого вида. Электроды позволяют получить шов повышенной износостойкости (что важно, если эксплуатация изделия предусматривает постоянное трение металла о металл), а также высокую технологичность при обработке резанием и высокую стойкость к ударным нагрузкам. Для сварки и наплавки используется ток обратной полярности. Возможное пространственное положение — нижнее и вертикальное. При технологии сварки следует соблюдать требования, предъявляемые и к изделиям марки МНЧ-2 (охлаждение и легкая проковка валика), однако в отличие о МНЧ-2 в данном случае необходима предварительная часовая прокалка при температуре 250…280 °С.

Важно. Наиболее эффективно электроды ОЗЧ-4 проявляют себя при сварке последних слоев, обеспечивая металлу шва высокую сопротивляемость истиранию и ударную вязкость.
Электроды с основным покрытием, предназначенные как для горячей, так и для холодной сварки ковкого, высокопрочного, серого чугунов. Основное назначение — заварка дефектного литья, наплавка при ремонте чугунных деталей. Также это — электроды по чугуну и нержавейке, они позволяют качественно сваривать два этих сплава с разной структурой. Нередко для получения более эфективного результата применяются только для наплавки первых слоев, после чего она выполняется другими, специальными электродами.
Это медные электроды для сварки чугуна (медный сердечник) с кислым покрытием. Имеют ограниченную сферу использования — применяются для работы только с ковким (мягким и вязким) и серым чугуном. Спектр работ — холодная сварка, а также наплавка и заварка дефектов литья при восстановлении чугунных изделий. Длина валика, которыми рекомендуется выполнять сварку, — небольшая, в диапазоне 30. 50 мм. Полученный валик необходимо охладить до 60 °С и далее проковать несильными ударами молотка. Перед сваркой электрод следует прокалить в течение часа при температуре 190-210 градусов. Сварка допустима в нижнем и вертикальном положениях постоянным током обратной полярности.
ОЗЖН-1
Сфера использования — исключительно холодная сварка. Используется постоянных ток обратной полярности. Типы свариваемых чугунов — высокопрочный и серый. Перед сваркой необходима часовая прокалка электрода при температуре 350°С. Как и в случае с другими марками по чугуну, валик следует проковать легкими ударами молотка для снятия внутреннего напряжения в металле шва. Данная марка часто используется при заварке крупных дефектов литья и многослойной, с большими объемами металла, наплавке. В последнем случае эти электроды необходимо комбинировать с МНЧ-2 или ОЗЧ-3 (ими наплавляются первый и промежуточные слои).

OK 92.18
Новое название этих электродов — OK Ni-Cl. Имеют основное покрытие с высоким содержанием графита. Предназначены для сварки с минимальным подогревом. Работают и на постоянном, и на переменном (при этом пониженных) токах. Хорошо зарекомендовали себя при ремонте изделий из нетолстых деталей (заварка повреждений и дефектов в коробках передач, корпусах насосов, блоках двигателей и т. д.). Отвечая на вопрос, какие подходят электроды для сварки чугуна и стали, отметим, что наряду с ЦЧ-4 подходят и эти.
Сколько стоят электроды по чугуну
Основные факторы, определяющие стоимость этого расходного материала, — бренд и страна-производитель, тип электродов, их марка и состав покрытия. Традиционно более дорогими считаются качественные европейские и американские аналоги — например, продукция таких известных брендов, как ASPIK или UTP. Отличные потребительские свойства при работе с чугуном демонстрирует электрод UTP 86 FN немецкого производства и также немецкая продукция марки Capilla. Российские аналоги стоят дешевле, при этом качество современной отечественной продукции находится на высоком уровне.
Где можно купить электроды по чугуну
Покупать такую продукцию стоит только у известных производителей и проверенных поставщиков – это гарантия высокого заводского качества и репутация бренда. Именно такое высокое качество имеют электроды по чугуну, производителем которых является одно из старейших в России профильных предприятий – Магнитогорский электродный завод.
На нашем сайте вы можете купить продукцию по цене производителя. В зависимости от марки материал отлично подойдет как для сварки, так и для восстановительной наплавки. Изделия имеют сертификаты ГОСТ Р и санитарно-эпидемиологической экспертизы.
Какие выбрать электроды для сварки чугуна: маркировка, правила выбора
Соединив железо и углерод, человек получил особенный материал – чугун. Но без специальных добавок он получается хрупким. Поэтому обязательно выполняется легирование сплава, то есть, к основным компонентам добавляют хром, никель или магний. Элементы придают соединению такие свойства, как:
- легкость;
- прочность;
- устойчивость к коррозии.
Но они не облегчают процесс сварки, в которой нуждаются изделия из сплава. Для выполнения работы требуются специальные электроды по чугуну. Они бывают разных видов, что слегка усложняет выбор. В статье рассматриваются виды и отличия расходных материалов, маркировка электродов по чугуну, а также их выбор.

Особенности материала
Для сплава характерна низкая свариваемость. Поэтому прежде чем приступать к работе, необходимо узнать о некоторых особенностях процесса. Это свойство объясняется тем, что в составе содержится более 2% углерода. Из-за чего выбирают такие сварочные электроды, которые компенсируют отрицательные качества материала.
Причины затруднений в работе легко также бывают следующими:
- образуются не проваренные участки в зоне соединения из-за окисления поверхности;
- место стыка быстро охлаждается и становится твердым;
- процесс сварки такого металла усложняется из-за его жидкотекучей формы. Поэтому удержать сплав в одном месте непросто.
Особенностью сварки чугунный изделий является необходимость поддержания равномерного нагрева и охлаждения деталей. При халатном отношении к требованию на месте соединения могут появиться трещины. Другая проблема при сварке, с которой сталкиваются мастера – пористость шва. Это происходит из-за активного выделения газов во время плавления.
Для чугуна важно подобрать электроды с определённым химическим составом и правильный метод обработки.
Какими электродами можно варить чугун – виды и свойства
Электроды по чугуну различаются по материалу, из которого выполнен стержень. Это может быть следующее:
- проволока, изготовленная либо из легированной стали, либо из углеродистой стали;
- прутки, созданные из чугуна;
- медная проволока.
Все детали, которые произведены из стали, обрабатываются специальным составом, содержащим ферросилиций. Благодаря их использованию получают сварочный шов, который состоит из серого вида.
Этот вид расходного материала чаще всего используется для соединения несложных деталей, на которые в будущем не будет прикладываться серьёзная нагрузка. Материал подходит для применения в домашних условиях. Но прежде чем приступать к сварке, важно ознакомиться с основными нюансами работы, чтобы получить плотный и надёжный шов.
Марка электродов по чугуну СВ-08 и СВ-08А говорит о том, что они изготовлены из стальной проволоки. Существуют и другие виды, каждых из которых обладает индивидуальными качествами. Также выпускаются расходные материалы со стержнем, изготовленным из чугуна. Мастерам также предстоит выбрать один из двух типов изделия, которые отличаются покрытием.
В одном случае покрытие представляет собой смесь углекислого бария и карбоната, а во втором – компоненты графитообразующей группы. Специалисты также используют детали для сварки изделий, изготавливаемые из стержней комбинированного типа. Выбирая, какие использовать, необходимо учитывать их эксплуатационные и геометрические характеристики, а также предусмотреть, каким требованиям должно соответствовать соединённое изделие.
Маркировка и обозначение
Выбрать подходящий расходный материал, можно по наименованию изделий, установленных ГОСТом. Маркировка даст необходимую информацию о составе. Большинство изделий изготавливается из железа, но есть и с другими химическими элементами.
Достаточно посмотреть на обозначение марки, чтобы расшифровать состав. Например, популярный расходник МНЧ-2, состоит из:
- М-меди;
- Н- никеля;
- Ч- предназначен для чугуна;
- 2-соотношение основных элементов.
Профессионалы и домашние мастера давно используют определённые электроды для сварки чугуна, среди которых следует отметить следующие:
- ОЗЧ-4, который выгоден, потому что позволяет соединять детали в любом положении;
- ОК -92.18, подходящий для горячей сварки;
- ЦЧ-4, относящийся к универсальным электродам.
Расходные материалы также выпускаются зарубежными производителями – UTP и ASPIK. Выбор для конкретного случая зависит от типа сплава и толщины изделия.

Какие выбрать электроды
Главным критерием при покупке является соответствие материала типу свариваемого предмета. Несмотря на наличие универсальных изделий, рекомендуется сваривать электродом, стержень которого выполнен из особого материала.
При выборе также следует присмотреться к наружной обработке, которая бывает основной или кислой. Каждый из видов по-разному реагирует на условия эксплуатации. Если предстоит работа со старым и некачественным изделием из чугуна, то необходимо использовать модели с толстым слоем покрытия.
Для тонкостенных предметов применяются элементы, толщина которых совпадает с толщиной изделий или максимально приближена. Проигнорировав правило, мастер сталкивается с залипанием или плавлением деталей насквозь. Из-за этого пострадает внешний вид изделия.
Насколько успешной, быстрой и результативной окажется работа, определяется правильностью выбора расходных материалов. Поэтому мастерам, которые впервые в жизни собираются соединить детали из этого сплава при помощи сварки рекомендуется использовать проверенные элементы, вроде марок ИНЧ-2, ЦЧ-4. Их толщина составляет от 3 до 6 мм, поэтому шов получится качественным. Из зарубежных марок для этого случая подходит универсальная UTP, обладающая всеми необходимыми свойствами.
Для серых и высокопрочных чугунов применяются марки ОЗЖН – 1 и ОК- 92.18. Новички могут изучить таблицы с маркировкой, где указывается также, для какого вида сплава предназначается тот или иной вариант, в каком положении его использовать и технологические свойства.

Чем заварить ковкий чугун
На сегодняшний день все марки электродов для сварки чугуна обеспечивают качественное соединение металлических сплавов. Но крайне важно для каждого вида сплава подобрать правильные варианты, потому что они значительно упростят процесс.
Поэтому для ковкого чугунного изделия следует выбирать такие марки электродов, как:
- ОЗЧ-2, для которого не нужен подогрев и допускаются любые положения для работы, кроме полупотолочного;
- МНЧ-2, главное достоинство которого – стойкость к появлению трещин. Сварка выполняется постоянным током обратной полярности.
Какие электроды подходят для серого чугуна
Другой вид сплава – серый также требует использования конкретных марок при сварке. Наплавка материала осуществляется следующими видами – ОЗЧ-2 и ОЗЖН-1. Условия использования практически идентичные описанным выше. За исключением марки ОЗЖН-1, который применяется при больших объёмах работы и применяется при холодном методе.
Способ сваривания металла также следует учитывать, выбирая детали из широкого ассортимента.
Холодная сварка чугуна – нюансы и выбор электродов
Холодная сварка – это один из самых распространённых способов соединения деталей. Она отличается от горячего метода длительной подготовкой. Перед началом сварки требуется зачистка, фрезеровка и сверление изделий. Таким образом добиваются максимальной чистоты и гладкости.
Электроды для холодной сварки чугуна рекомендуется использовать следующие:
- чугунные;
- стальные;
- медные, но содержащие не более 50% железа;
- медные, в состав которых входят 15% никеля.
Если детали соединяются при помощи холодного метода, то следует следить за тем, чтобы они не достигли определённой температуры. Иначе шов в месте соединения получится очень хрупким. К этому методу особенно часто прибегают в бытовых условиях потому что не требуется высокое качество соединения и применение специализированного оборудования.
Наиболее качественный результат можно получить, используя чугунные электроды. В процессе крайне важно придерживаться всех требований и правил безопасности, подобрать правильные материалы, тогда можно будет надеяться на ожидаемый результат. После изучения нюансов работы с ней справится и непрофессионал.
Рекомендуем также к прочтению:

