
Газ для полуавтоматической сварки: виды и особенности
Критерии выбора защитного газа для полуавтоматической сварки. Виды используемых газов
В отличие от ручной дуговой сварки использование полуавтомата в большинстве случаев предполагает проведение работ непокрытым плавящимся электродом, что требует постоянной защиты сварочной ванны от пагубного воздействия атмосферного воздуха. Кроме того, некоторые металлы, склонные к быстрому поверхностному окислению, предъявляют особые требования к количеству и качеству внешней среды вокруг стыка свариваемых заготовок.
Какие газы используются для сварки полуавтоматом
Надежную защиту сварочных ванн при полуавтоматической сварке обеспечивают активные газы (метод MAG) и инертные газы (метод MIG), а также их смеси. Они формируют среду, непроницаемую для атмосферного воздуха, и удерживают ее с момента начала плавления до кристаллизации ванны. Выбор конкретного защитного материала определяется составом и характеристиками заготовок, режимом сварки, требуемым качеством шва. Рассмотрим самые востребованные газы.
Аргон
Одноатомный инертный газ аргон (Ar) нашел широкое применение как в чистом виде, так и в составе газовых смесей. Он тяжелее воздуха, бесцветен, не пахнет и не ощущается в воздухе, но опасен в больших концентрациях. Чаще всего аргон используют для соединения заготовок из цветных металлов и их сплавов, в том числе хрупких и химически активных.
Среди достоинств газа:
- предотвращение всех посторонних химических реакций;
- глубокое проплавление при малой ширине шва;
- быстрый поджиг и стабильное горение дуги;
- относительно малый расход.
Главным недостатком аргона является его дороговизна. Кроме того, в некоторых случаях газ может способствовать повышенному разбрызгиванию металла из сварочной ванны, а также не всегда обеспечивает достаточную энергию дуги.
Так, соединение толстых заготовок из тугоплавких материалов чаще проводится не чистым аргоном, а аргоносодержащими смесями.
Гелий
«Главный инертный газ» гелий (He) намного легче воздуха, не имеет цвета и запаха. Чаще всего чистый гелий используют для ответственной сварки заготовок из алюминия и его сплавов. При работе с другими цветными металлами могут использоваться смеси Ar-He и Ar-He-CO2 с различными пропорциями компонентов. Применение чистого гелия в MIG- и TIG-сварке дает такие преимущества:
- высокая теплопроводность и, как следствие, возможность наложения широких швов;
- высокая энергия дуги, незначительно изменяющаяся при изменении ее длины;
- надежная изоляция сварочной ванны от любого химического воздействия.
Однако важно помнить, что гелий дорого стоит и быстро расходуется. Ему свойственно усиливать разбрызгивание расплавленного материала, а с поджигом дуги в гелиевой среде у неопытного сварщика могут возникнуть большие сложности.
Углекислый газ
Углекислота относится к активным газам, она в 1,5 раза тяжелее воздуха, бесцветна и имеет едва различимый запах. Является единственным неинертным газом, который можно применять в чистом виде. Чаще всего углекислый газ используют для защиты сварочной ванны при работе порошковыми электродами и/или на короткой дуге. Это связано с такими его преимуществами:
- крайне высокая энергия дуги;
- быстрое и глубокое проплавление;
- очень низкая стоимость.
Углекислый газ не полностью исключает посторонние химические реакции, поэтому не рекомендуется к использованию в чистом виде с активными металлами.
Кроме того, он делает дугу нестабильной и провоцирует разбрызгивание расплавленного вещества, что затрудняет сварку.
Пиролизный газ
При нагревании древесных и некоторых других волокон до температуры не менее 450℃ выделяется несколько газов (водород, метан, этан, пропилен и т. п.), которые, смешиваясь, образуют пиролизный газ с температурой горения до 1100℃. По сравнению с другими средами пиролизная обладает такими преимуществами:
- простота синтеза;
- относительная дешевизна;
- щадящая проработка сварочной ванны без риска прожогов заготовок.
При этом материал не исключает вероятность возникновения окислительных реакций при работе с химически активными металлами. Его совместное использование с другими газами не рекомендуется, а вот обеднение путем удаления лишних фракций может улучшить качество пиролизного газа.
Водород
Одноатомный газ водород – самое распространенное и самое легкое вещество в мире. При его горении выделяется до 140 кДж тепла на каждый грамм, что в 2,5 раза превышает энергоотдачу природного газа и в 1,5-2 раза – инертных веществ. При использовании в качестве защитной сварочной среды водород гарантирует:
- равномерное проплавление ванны;
- формирование относительно узкого аккуратного шва;
- легкий поджиг и стабильное горение дуги;
- защиту от подавляющего большинства окислительных реакций.
Газ дешев и легко синтезируется в промышленных условиях. Использовать его рекомендуется для сваривания толстых заготовок, в том числе из тугоплавких металлов.
Главный риск здесь связан со взрывоопасностью сжатого водорода и водородно-кислородной смеси (т. н. гремучий газ). Поэтому к условиям заполнения, хранения и использования водородных баллонов предъявляются особые требования.
Коксовый газ
Материал выделяется при нагреве каменного угля до температуры 900-1100℃. Его основными компонентами являются водород, метан и оксиды карбона, кроме того, могут содержаться смолы, сероводород, аммиак. Наличие этих примесей делает коксовый газ непригодным для сварки большинства цветных металлов. При работе со стальными заготовками коксовая среда гарантирует:
Для улучшения свойств шва проводится физико-химическое очищение коксового газа, в процессе которого частично улавливаются и связываются механические примеси, удаляются нежелательные газовые фракции.
Критерии и особенности выбора газа
Выбор типа защитной среды для полуавтоматической сварки осуществляется на основе сведений о виде и марке металла заготовок, что, в свою очередь, указывает на их физико-химические особенности. В случае сваривания разнородных материалов основным считается менее стабильный и/или более тугоплавкий. Кроме того, должны учитываться:
- Геометрические параметры заготовок и способ их подготовки под сварку.
- Наличие и вид термообработки заготовок.
- Технологические особенности сварочного процесса, требования к качеству шва.
- Технические характеристики используемого оборудования и расходных материалов.
- Внешние условия, в том числе: температура, влажность, наличие и сила ветра, удобство доступа к стыку.
- Экономические показатели (стоимость и расчетный расход газа).
В таблице ниже приведены популярные виды металлов, а также газы и газовые смеси, рекомендуемые в качестве защитной среды для их сварки.
| Материал | Сталь низкоуглеродистая | Сталь легированная, средне- или высокоуглеродистая | Алюминий и алюминийсодержащие сплавы |
| Ar | Да | Да | Да |
| He | Нет | Нет | Да |
| CO2 | Да | Да, ограниченно | Нет |
| Ar+CO2 | Да | Да | Нет |
| Ar+O2 | Да | Да, ограниченно | Нет |
| Ar+He | Нет | Да | Да |
| Ar+CO2+O2 | Да | Да, ограниченно | Нет |
| Ar+H2 | Да, ограниченно | Да | Нет |
| Ar+He+CO2 | Да | Да | Нет |
| He+Ar+CO2 | Нет | Да | Нет |
Для MIG- и MAG-сварки подходят все указанные газы, для метода TIG рекомендуются аргон или гелий в чистом виде, а также их смесь. Иногда при работе с плавящимся электродом используют смесь аргона с водородом. Важно учитывать, что от правильного выбора защитного газа зависят:
- качество и аккуратность шва;
- безопасность проведения работ;
- финансовые и трудовые затраты.
Не допускается смена защитной среды в процессе сварки, даже если она проходит послойно с полной кристаллизацией. Подача газа должна начинаться за 15-30 секунд до поджига дуги и завершаться после затвердевания ванны.
Составы газовых смесей для сварки
Технологические особенности сварки металлов с привлечением инертных газов предусматривают использование специальных газовых смесей. Благодаря им качество сварочного шва существенно возрастает. Газовые смеси для сварки изготавливаются на основе таких известных составляющих, как гелий, кислород, аргон и углекислота.
Разновидности
Взятые в установленном техническими нормативами соотношении, перечисленные выше составляющие могут образовывать следующие смеси газов:

- аргон плюс углекислота;
- аргон в соединении с гелием и кислородом (водородом);
- соединение углекислоты и кислорода.
Некоторые из этих комбинаций оптимально подходят для полуавтомата, в конструкции которого уже предусмотрена возможность их эффективного использования. Однако к рассмотрению этого вопроса удобнее будет перейти после более подробного ознакомления с основными сварочными смесями.
Аргон и углекислый газ
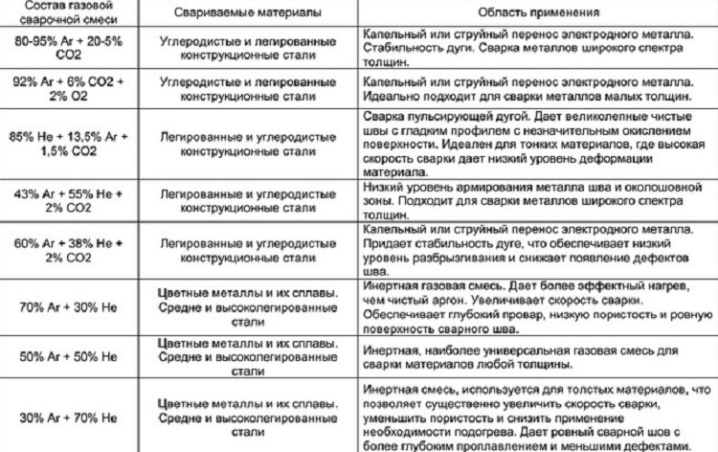
Подготовленная в определённой пропорции эта смесь газов наиболее продуктивна при работе с углеродистыми и низколегированными сталями. При сравнении эффективности данной комбинации с аналогичными показателями сварки на чистых газах обнаруживается, что этот сварочный состав облегчает струйный перенос вещества электрода.
Кроме того, швы на готовом изделии, в отличие от сваривания на чистой углекислоте, получаются более ровными и пластичными. При работе с указанной смесью газов заметно снижается возможность образования пор.
Аргон в сочетании с кислородом
 Аргонокислородная смесь очень часто требуется для эффективного сплавления легированных и низколегированных сталей. Небольшая добавка кислорода в рабочую комбинацию позволяет не только исключить образование пор, но и заметно расширить возможности сварочных процедур.
Аргонокислородная смесь очень часто требуется для эффективного сплавления легированных и низколегированных сталей. Небольшая добавка кислорода в рабочую комбинацию позволяет не только исключить образование пор, но и заметно расширить возможности сварочных процедур.
Прежде всего, это касается изменения пределов регулировки токов, а также применения более широкого набора разновидностей сварочной проволоки. Естественно, что качество образуемого при этом сварочного шва заметно возрастает, вследствие чего смеси этого состава пользуются повышенным спросом.
Углекислота и кислород
Применение этой сварочной смеси газов позволяет получить требуемый положительный эффект, проявляющийся в следующем:
- наблюдающееся во время сварки разбрызгивание металла ощутимо снижается;
- вследствие этого улучшается качество формируемого шва;
- повышается температура в рабочей зоне, что определённым образом влияет на эффективность проводимых работ (их производительность резко возрастает).
Однако у этого сварочного реагента имеется один существенный недостаток, связанный с повышенным окислением металла в зоне сварки. Как следствие, заметно ухудшаются механические параметры формируемого соединения. К тому же при данном соединении образуется вредный для человека угарный газ.
Особенности аргоновых и углекислотных соединений
 Перед тем как определиться, какой газ использовать в смеси, надо рассмотреть особенности применения каждого их них.
Перед тем как определиться, какой газ использовать в смеси, надо рассмотреть особенности применения каждого их них.
Согласно ТУ 2114-001-99210100-09 все перечисленные выше составы могут формироваться в самых различных пропорциях, отличающихся процентным содержанием каждой из составляющих. В подавляющем большинстве таких пропорций аргон или кислород содержится в объёмах, составляющих основную массу вещества (от 88 до 98%). Дополняющие их добавки (углекислый газ, в частности) редко превышают в объёмном исчислении 5-15 %.
Аргон в пропорциональном соотношении с гелием чаще всего применяется с целью обработки цветных металлов и их производных. Основные типы заготовок, для обработки которых используется аргонодуговая сварка – это медные, алюминиевые, никелевые, а также хромоникелевые сплавы.
Сварочные смеси из сочетания аргона с углекислым газом нередко применяются с целью подогрева металла перед сваркой или постепенного его охлаждения по окончании работ. Как правило, такая процедура организуется в случаях крайней необходимости.
Этот газообразный состав достаточно взрывоопасен, так что работа в среде СО2 требует от оператора соблюдения мер безопасности при его подготовке и использовании.
Особого внимания требует процесс сваривания металлических заготовок в смесях с высоким содержанием углекислого газа. Дело в том, что при его соединении с кислородом воздуха образуется опасный для здоровья человека угарный газ, для защиты от которого оператор должен работать в специальной маске.
Таким образом, аргон и углекислота в сочетании с рядом активных добавок относятся к универсальным сварочным смесям газов, применяемым при работе с большинством марок чёрных и цветных металлов. Их сочетание наряду с высокой эффективностью использования отличается сравнительно низкой ценой.
Для полуавтоматов
При рассмотрении этого вопроса надо акцентировать внимание на соединениях аргона с водородом и гелием, которые широко применяются для сварки никеля, высоколегированных и нержавеющих сталей и их сплавов. Каждая из этих смесей классифицируется именно как газ для сварки на полуавтомате, однако, в определённых ситуациях они могут использоваться и просто для формовки.
Ещё одним вариантом сварочной смеси, рассчитанной на сваривание в полуавтоматическом режиме, является сочетание аргона и СО2 (углекислоты). В основу применения этого комбинированного состава заложен принцип максимальной защиты металла и сведения к минимуму вредных для него побочных эффектов.
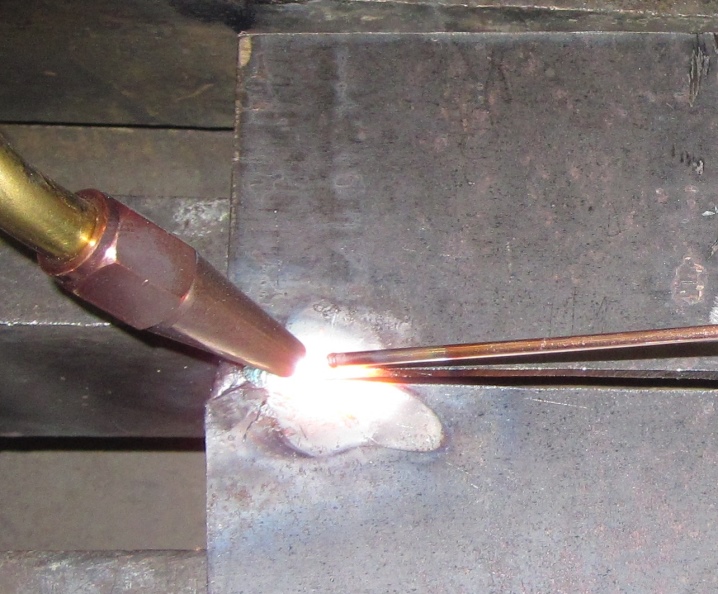
В начале работы с этим составом, прежде всего, поджигается горелка, через сопло которой сварочную смесь из аргона и углекислоты подают в рабочую зону.
Обратите внимание, что эта же струя может предназначаться для подогрева металла, если этого требуют технические условия на сварку.
После запуска горелки и подогрева материала с помощью неплавкого электрода с вольфрамовым покрытием поджигается электрическая дуга. В то же самое время специальной кнопкой включается подача плавильной проволоки, для защиты которой и применяется данная смесь газов.
Качественная сварка всеми перечисленными методами предполагает грамотный расчёт объёмов требуемого газа, а также выбор оптимальной скорости подачи сварочной плавильной проволоки. С этой целью разработаны графики и типовые режимы обработки металлов, рассчитанные для каждого вида газообразной смеси индивидуально.
Температура горения сварочной смеси выбирается с тем расчётом, чтобы сам металл и проволока не плавились от неё, так что отключать горелку при разовом удалении от ванны совсем не обязательно.
По завершении формирования шва для его постепенного остывания нередко используют приём кратковременного подогрева тем же горючим составом (по необходимости).
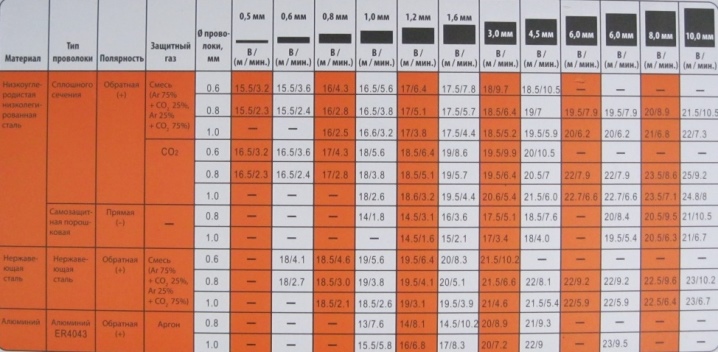
С данными таблицы по сварочным смесям, рекомендуемым для работы с полуавтоматом, можно ознакомиться в таблице:
| Исходный материал | Толщина, мм | Рекомендуемая смесь | Диаметр сварочной проволоки, мм | Скорость сварки, мм/мин | Ток сварки Iсв, А | Напряжение дуги Uд, В | Скорость подачи проволоки, м/мин | Расход газа, л/мин |
| Углеродистые конструкционные стали | 1,0 | К-3.1 | 0,8 | 350-600 | 45-65 | 14-15 | 3,5-4,0 | 12 |
| 1,6 | К-3.1 | 0,8 | 400-600 | 70-80 | 15-16 | 4,0-5,3 | 14 | |
| 3,0 | К-3.2 | 1,0 | 280-520 | 120-160 | 17-19 | 4,0-5,2 | 15 | |
| 6,0 | К-3.2 | 1,0 | 300-450 | 140-160 | 17-18 | 4,0-5,0 | 15 | |
| 6,0 | К-3.2 | 1,2 | 420-530 | 250-270 | 26-28 | 6,6-7,3 | 16 | |
| 10,0 | К-3.2 | 1,2 | 300-450 | 140-160 | 17-18 | 3,2-4,0 | 15 | |
| 10,0 | К-2 | 1,2 | 400-480 | 270-310 | 26-28 | 7,0-7,8 | 16 | |
| 10,0 | К-2 | 1,2 | 300-450 | 140-160 | 17-18 | 3,2-4,0 | 15 | |
| 10,0 | К-3.3 | 1,2 | 370-440 | 290-330 | 26-31 | 10,0-12,0 | 17 | |
| Легированные стали | 1,6 | НП-1 | 0,8 | 410-600 | 70-85 | 19-20 | 6,5-7,1 | 12 |
| 3,0 | НП-2 | 1,0 | 400-600 | 100-125 | 16-19 | 5,0-6,0 | 13 | |
| 6,0 | НП-2 | 1,0 | 280-520 | 120-150 | 16-19 | 4,0-6,0 | 14 | |
| 6,0 | НП-2 | 1,2 | 500-650 | 220-250 | 25-29 | 7,0-9,0 | 14 | |
| 10,0 | НП-3 | 1,2 | 250-450 | 120-150 | 16-19 | 4,0-6,0 | 14 | |
| 10,0 | НП-3 | 1,2 | 450-600 | 260-280 | 26-30 | 8,0-9,5 | 14 | |
| 10,0 | НП-3 | 1,2 | 220-400 | 120-150 | 16-19 | 4,0-6,0 | 15 | |
| 10,0 | НП-3 | 1,2 | 400-600 | 270-310 | 28-31 | 9,0-10,5 | 15 | |
| Алюминиевые сплавы | 1,6 | НП-1 | 1,0 | 450-600 | 70-100 | 17-18 | 4,0-6,0 | 14 |
| 3,0 | НП-1 | 1,2 | 500-700 | 105-120 | 17-20 | 5,0-7,0 | 14 | |
| 6,0 | НП-1 | 1,2 | 450-600 | 120-140 | 20-24 | 6,5-8,5 | 14 | |
| 6,0 | НП-2 | 1,2 | 550-800 | 160-200 | 27-30 | 8,0-10,0 | 14 | |
| 10,0 | НП-2 | 1,2 | 450-600 | 120-140 | 20-24 | 6,5-8,5 | 16 | |
| 10,0 | НП-2 | 1,6 | 500-700 | 240-300 | 29-32 | 7,0-10,0 | 16 | |
| 10,0 | НП-2 | 1,2-1,6 | 400-500 | 130-200 | 20-26 | 6,5-8,0 | 18 | |
| 10,0 | НП-3 | 1,6-2,4 | 450-700 | 300-500 | 32-40 | 9,0-14,0 | 18 |
В заключение надо напомнить, что газовые смеси – это неотъемлемая составляющая некоторых видов сварочных работ, которая согласно спецификации относится к категории расходных материалов.
При их применении очень важно установить точное соотношение компонентов, благодаря которому удаётся добиться высоких показателей сварочного процесса. Это правило справедливо как для начинающих сварщиков, так и для профессионалов, располагающих богатым опытом работы в газовых средах.
Какой газ используется для сварки полуавтоматом

Сварочный полуавтомат дает возможность увеличить продуктивность и качество работы. Оборудование не предполагает использования традиционных электродов. Вместо них применяется специальная присадочная проволока, которая намотана на катушку. Преимущество такого подхода заключается в том, что специалисту не приходится разрывать шов, чтобы сменить стержень. Операция выполняется непрерывно, сохраняется целостность шва и экономится время.
Помимо этого, оборудование позволяет сваривать заготовки разной толщины: от 0,2 мм до нескольких сантиметров. При этом сварщик может работать с заготовками из разных материалов или их сплавов. Для того, чтобы воспользоваться всеми перечисленными преимуществами требуется газ для сварки полуавтоматом. Он будет препятствовать проникновению в сварочную ванну атмосферной влаги и содержащихся в воздухе других элементов.
- Какой газ нужен для сварки полуавтоматом
- Сварочная смесь для полуавтомата
- Технология выполнения работ
- Особенности сваривания под газом
- Основные преимущества сварки полуавтоматом с газом
Какой газ нужен для сварки полуавтоматом

Технологическим регламентом при работе полуавтоматической сваркой предусматривается применения инертного или активного газа в качестве флюса. Активный вступает в химическую реакцию во время сварки и меняет физико-химические показатели сварного шва. Защитный газ не реагирует, но защищает рабочую среду от окислительных процессов. Такой способ особенно актуален в случаях сваривания заготовок из алюминиевого сплава, которые быстро поддаются окислению.
Наиболее распространенными газами из числа инертных являются гелий и аргон. Активная группа состоит из распространенных элементов: углекислый газ (СО2), кислород, азот. Самые популярные соединения:
- смесь аргона с углекислотой. Инертно-активная среда минимизирует количество брызг;
- состав из гелия и аргона. Инертная среда, позволяющая повысить температуру дуги;
- аргоно-кислородная газовая среда. Инертно активное соединение, которое используется при работе с легированной и низколегированной сталью;
- углекислый газ в сочетании с кислородом. Активная среда, применяемая для повышения производительности полуавтоматического оборудования.
Сварочная смесь для полуавтомата

Выбирая смесь для полуавтомата, специалист учитывает такие критерии: тип материала заготовок, диаметр используемой проволоки, оптимальная толщина сварного шва. На практике для выбора смеси достаточно сопоставить приведенные в специальных таблицах данные. Здесь уже подобраны оптимальные варианты составов для работы с конкретными материалами с учетом технологических особенностей процесса.
Опытный сварщик учитывает и сопутствующие эффекты от использования той или другой газовой смеси. К примеру, применение углекислого газа дает возможность снизить разбрызгиваемость. Поэтому их часто выбирают для формирования потолочных швов.
Технология выполнения работ

Принципиального отличия от дуговой сварки нет, поскольку в основу положены те же физико-химические процессы. Между электродом и рабочей поверхностью создается разница потенциалов, что дает возможность сформировать электрическую дугу. Она накаляется до температуры, которой достаточно для плавления металлов. Расплавленная присадочная проволока связывается с телом заготовки на атомарном уровне. После остывания образуется цельный конструкционный элемент. Прочность соединения присадки и тела заготовки составляет примерно 90% от показателя основного конструкционного материала.
Нужно учитывать и особенности, которые характерны для полуавтоматической сварки:
- Присадочная проволока подается в рабочую зону непрерывно через специальный проводящий электричество мундштук. При этом расход материала можно отрегулировать вручную, придерживая или отпуская кнопку подачи.
- Вместо привычного флюса в твердой форме, от плавления которого образуется газовое облако, тут подается уже готовая газовая смесь или же чистая среда. Газ поступает все время: как при активной, так и потухшей электрической дуге.
Благодаря такому решению уменьшается количество брызг, показатели работы дуги более стабильны, повышается производительность труда сварщика и, соответственно, снижается трудоемкость сварочных процессов.
Особенности сваривания под газом
Техника сваривания полуавтоматическими устройствами практически ничем не отличается от приемов, которые применяются в традиционной электродуговой сварке. При помощи полуавтоматов можно формировать горизонтальные или вертикальные швы, делать «прихватку», делать стыки герметичными, делать сопряжения встык или внахлест.
Способы формирования остаются точно такими же, как и при использовании классических аппаратов ММА-серии. Более того, по общей схеме определяются оптимальная сила тока и режима сварки — на основе данных о толщине стыка и диаметре электрода.
Единственная особенность, которую отмечают практически все пользователи — простота соединения тонких листов металла. Поэтому чаще всего полуавтоматы используются в кузовном ремонте и при сваривании металлических конструкций из тонких листов.
Основные преимущества сварки полуавтоматом с газом

- Высокая температура воздействует на ограниченный участок заготовки. Поэтому металлы не меняют свих физических свойств.
- Нет дыма в рабочей зоне. Это существенно облегчает визуальный контроль над сварочным процессом.
- Универсальность. Технология отлично подходит для соединения разных металлов: от алюминия и титана до высоколегированной конструкционной стали.
- Нет ограничений относительно пространственного расположения заготовки. Достаточно отрегулировать мощность горелки для того, чтобы положить наклонный или потолочный шов.
- Отсутствуют ограничения по минимальной толщине. Технология дает возможность работать с листами толщиной от 0,2 мм. Максимальная толщина заготовки зависит от навыков специалиста.
- Не требуется постоянно зачищать швы даже при многослойной сварке. Газовый флюс улетучивается сразу после прекращения подачи смеси.
- Высокая производительность установки.
Какой газ используется для сварки полуавтоматом
Газ для полуавтоматической сварки

Полуавтоматическая сварка – это процесс, который обеспечивает соединение металлов между собой. Она выполняется с помощью сварочного аппарата – механического прибора с проволокой внутри, выполняющей функцию электрода. Благодаря наличию специального механизма проволока подается в автоматическом режиме.
Для сваривания металлов используются защитные газы, такие как: аргон, углекислый газ, гелий и прочие. Их основная цель, защищать сварочный шов металла от окисления, за счет так называемой сварочной ванны, что обеспечивает прочность, надежность и долговечность сварки. Для достижения необходимого результата рекомендуется подготовить металл и очистить его от возможной ржавчины и загрязнений щеткой по металлу или наждачной бумагой. После настройки оборудования и подготовки поверхности приступают к процессу сварки. Дуга зажигается после открытия вентиля подачи газа. Для запуска процесса используется проволока, которая подается при нажатии на кнопку Пуск. Проволока должна находиться в перпендикулярном положении к свариваемому металлу, что обеспечит качественную сварку. В процессе работ рекомендуется выдерживать зазор, показатель которого зависит от толщины свариваемого металла. Свариваемые детали должны находиться в горизонтальном положении на металлической подкладке.
Дальнейший сварочный процесс с применением защитного газа может осуществляться в двух формах:
- Точечное нанесение. Заключается в соединении металлов сварочными точками, которые ставят равномерно определенными промежутками. Такой подход позволяет ускорить процесс и нести ощутимую экономию сварочных материалов, при снижении прочности соединения.
- Цельный сварочный шов. Его наносят по всей длине свариваемой поверхности, по сути получается монолитное соединение металла.
При использовании определенного газа в полуавтоматической сварке, достигается улучшение качества шва. Так каждый вид газа позволяет по-своему получить дополнительную механическую надежность, высокую плотностью или необходимую пластичность. Применение газа обеспечивает ускоренный процесс расплавления металла, благодаря использованию газа получают стабильную дугу, а также снижают уровень задымления.
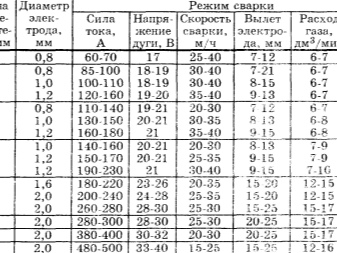
Технология сварки
| Диаметр проволоки, мм | Толщина детали, мм | Сварочный ток, А | Напряжение, В | Скорость сварки, м/ч | Вылет электрода, мм | Расход газа, л/мин |
| 0,8 | 1. 2,5 | 70. 150 | 17. 21 | 20. 35 | 7. 9 | 6. 7 |
| 1,0 | 1. 3 | 100. 180 | 18. 23 | 25. 40 | 8. 10 | 6. 8 |
| 1,2 | 2. 4 | 140. 300 | 20. 28 | 30. 45 | 9. 24 | 7. 9 |
Правильный подбор газа
 Для обеспечения качественной сварки рекомендуется научиться подбирать горелки для полуавтоматической сварки, а также газ, исходя из знаний об его свойствах. Специалисты советуют отдавать предпочтение природным вариантам газа:
Для обеспечения качественной сварки рекомендуется научиться подбирать горелки для полуавтоматической сварки, а также газ, исходя из знаний об его свойствах. Специалисты советуют отдавать предпочтение природным вариантам газа:
- Углекислый газ. С его применением проводится полуавтоматическая сварка с короткой дугой и сварка с порошковой проволокой. Газ используется в чистом виде, без смесей, поэтому металл глубоко проплавливается. В ходе работ, возможно, осуществлять выбор режима полуавтомата, в зависимости от толщины металла. Недостаток его применения – нестабильность дуги, поэтому в процессе работы могут появляться брызги.
- Аргон. С применением газа проводится аргонодуговая сварка разнообразных металлов. Благодаря химической инертности газа свариваются тугоплавкие и химически активные металлы. Материал обладает низкой теплопроводностью, что обеспечивает получение глубокого и тонкого сварочного шва.
- Гелий. Это одноатомный инертный газ, с применением которого осуществляется аргонодуговая сварка. Благодаря высокой теплопроводности и потенциалу ионизации получается широкий сварочный шов.
Для получения сварочной смеси газов используется кислород, водород, азот, коксовыеили пиролизные газы. Кислород является двухатомным защитным газом, который обеспечивает широкий сварочный шов и неглубокое проплавление металла. Кислород, как правило, смешивают с аргоном или углекислым газом, что гарантирует высокий уровень «смачиваемости» и струйный перенос.
Азот применяется в сварке для повышения коррозийной стойкости дуплексных сталей. Водород относится к категории двухатомных защитных компонентов, с помощью которых удаляется оксид и повышается тепловложение. При его использовании на поверхности появляется широкий сварочный шов и увеличивается проплавление металла.
Коксовый газ – это бесцветное вещество, которое имеет ярко выраженный сероводородный запах. Это безопасный состав, который применяется редко для сварки, так как имеет специфические характеристики. Пиролизный газ нуждается в постоянной генерации. С его применением свариваются тонкие стали. При использовании в генерации газа элементов нефтепродукта на горелке появляется коррозия.
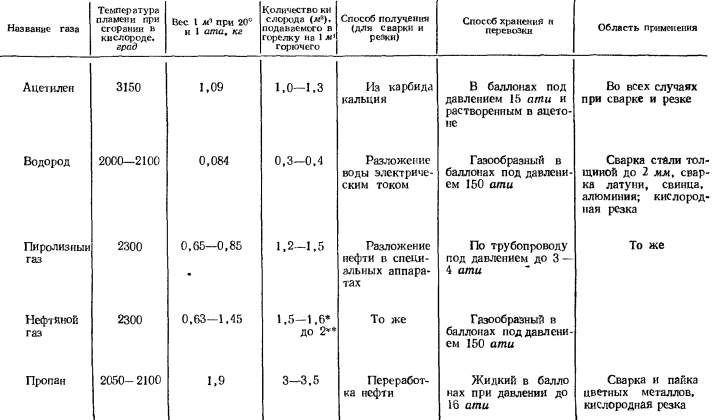
Так же в сварочных работах возможно применение газов метана, бутана, пропана. Самым распространенным сварочным газом является ацетилен, который имеет высокую температуру горения. С его применением проводится резка и сваривание металлов. Ацетилен – это прозрачный состав, который имеет специфический запах.
Газ для полуавтоматической сварки: виды и особенности
Сварщики и специалисты в этой сфере часто упускают из виду применяемый ими защитный газ и его вклад в процесс сварки.
Защитные газы влияют на режим переноса металла, свойства и геометрию сварочного шва, задымленность и многие другие характеристики сварочного шва.
Правильный выбор защитного газа для процессов дуговой сварки металла, таких как аргонодуговая TIG сварка и полуавтоматическая сварка MIG MAG могут резко повысить скорость, качество сварки и глубину проплавления.
Чистые сварочные газы
Чистые газы, используемые для сварки, это аргон, гелий, и углекислый газ. Эти газы могут иметь как положительное, так и негативное воздействие на дуговой процесс сварки и появление дефектов в сварочном шве.
- Аргон
100% аргон обычно используются для аргонодуговой TIG сварки для всех материалов и MIG сварки цветных металлов. Аргон химически инертен, что делает его пригодным для сварки химически активных и тугоплавких металлов.
Этот газ имеет низкую теплопроводность и потенциал ионизации, что приводит к низкой передаче тепла на внешнюю область сварочной дуги. В результате формируется узкий столб дуги, который в свою очередь, создает традиционный для сварки в чистом аргоне профиль сварочного шва: глубокий и относительно узкий.
Гелий
Гелий также является одноатомным инертным газом, и чаще всего используется для аргонодуговой TIG сварки цветных металлов. В отличие от аргона, гелий имеет высокую проводимость тепла и потенциал ионизации, которые дают противоположный, чем при сварке в аргоне, эффект. Гелий обеспечивает широкий профиль сварочного шва, хорошее смачивание по краю и более высокое тепловложение, чем чистый аргон.
Углекислый газ
Углекислый газ CO2 – активный газ — обычно используется для полуавтоматической MAG сварки короткой дугой и MAG сварки порошковой проволокой. CO2 является наиболее распространенным из химически активных газов, используемых в MAG сварке. И единственным газом , который можно использовать в чистом виде без добавления инертного газа.
Углекислый газ является одним из самых дешевых защитных газов, что делает его привлекательным выбором, когда материальные затраты являются основным приоритетом при сварочном процессе. CO2 обеспечивает очень глубокое проплавление, что полезно для сварки толстого металла, однако, при сварке в этом газе менее стабильна сварочная дуга, что приводит к большому образованию брызг. Также его применение ограничивается сваркой на короткой дуге и делает не возможной сварку со струйным переносом.
Сварочные газы, используемые как компоненты сварочной смеси газов
- Кислород
Кислород — двухатомный, активный защитный газ обычно используется для MIG MAG сварки как один из компонентов сварочной смеси, в концентрации менее 10%.
Кислород обеспечивает очень широкий профиль сварочного шва с неглубоким проплавлением и высокое тепловложение на поверхности металла. Кислородо-аргонные смеси обладают характерным профилем проплавления сварочного шва в виде «шляпки гвоздя». Кислород также используется в тройных смесях с СО2 и аргоном, где он обеспечивает хорошую смачиваемость и преимущества струйного переноса.
Водород
Водород — двухатомный, активный компонент защитного газа обычно используется в сварочной смеси в концентрации менее 10%. Водород используется главным образом при сварке аустенитной нержавеющей стали для удаления оксида и повышения тепловложения. Как и для всех газов из двухатомных молекул, результат — широкий на поверхности сварочный шов. Проплавление увеличенное.
Водород не подходит для ферритных или мартенситных сталей из-за возникновения трещин.
Водород может быть использован в более высокой концентрации (от 30 до 40%) для плазменной резке нержавеющей стали — для увеличения мощности и сокращения шлака.
Азот используется реже всего для защитных целей. Он в основном используется для того, чтобы повысить коррозионную стойкость в дуплексных сталях.
Сварочные смеси газов
В зависимости от сварочного процесса и материалов для сварки используется множество различных сварочных газов и их смесей:
| Сварка TIG | Сварка MIG MAG | |||||
| Сварочный газ или смесь | Сталь | Нерж. сталь | Алюминий | Сталь | Нерж. сталь | Алюминий |
| Аргон ( Ar ) | х | х | х | х | ||
| Гелий (He) | х | |||||
| Углекислый газ (СО2) | х | |||||
| Смесь Ar / СО2 | х | х | ||||
| Смесь Ar / О2 | х | х | ||||
| Смесь Ar / He | х | х | х | х | ||
| Смесь Ar / СО2/ О2 | х | |||||
| Смесь Ar / H2 | х | |||||
| Смесь Ar / He / СО2 | х | х | ||||
| Смесь He / Ar / СО2 | х | |||||
Стоимость сварочного газа на фоне общей стоимости сварочных работ

Если посмотреть на диаграмму распределения стоимости сварочных работ, то можно увидеть, что затраты на сварочный газ составляют всего 2-5% от всех затрат на сварку. Однако недооценивать эти затраты не следует.
Выбор правильного газа и его качество значительно влияют на расход сварочных материалов, геометрию сварочного шва и на весь процесс сварки в целом. Также выбор газа влияет и на затрачиваемый труд на исправление дефектов и обработку сварочного шва после сварки.
Расход газа при сварке полуавтоматом

На сегодняшний день существует множество режимов и видов сварки. Для одних типов требуются переносные (инверторные) источники питания другие же могут использоваться только в условиях цеха под наблюдение нескольких специалистов.
Чтобы получился хороший, ровный и прочный шов, нужно соблюдать все правила, знать какие газы будут оптимальны для данного аппарата и каких правил нужно придерживаться при работе с металлами.
Особенности
Алгоритм сварки полуавтоматом — это своего рода модификация ручной электродуговой сварки. Чтобы в полной мере оценить преимущества недостатки, нужно рассмотреть как именно проводится полуавтоматическая сварка.

Перед тем как приступать к процессу сварки нужно усвоить несколько пунктов:
- В плюсовую клемму нужно подключать горелку, а в минусовую — заготовку.
- Для каждого типа металла используется специальная проволока.
- Сила тока и скорость его подачи проволоки это прямо пропорциональное значение. Чем сильнее поступает ток, тем больше должна быть скорость подачи и наоборот.
- Токосъемный наконечник это расходный материал который будет часто меняться. Его диаметр должен соответствовать диаметру самой проволоки.
- В основном, от параметров работы механизма падающего проволоку зависит качество готового шва.
- Чтобы подача проволоки была непрерывной, шланг который подаёт её, должен быть крайне жестким.
- Если толщина металла который сваривают, менее 1 мм то лучше производить сварку точками, тогда заготовка не перегреется и не прогорит.
- В том случае когда напряжение в сети 190 вольт а не 220, то есть меньше стандартного, лучше использовать проволоку маленького диаметра. К примеру вместо 0,8 взять 0,6, тогда аппарат намного легче справится с ней и шов качественный.
- Если сварка полуавтоматическим устройством происходит без участия газа, то плюсовую клемму нужно подключать непосредственно к заготовке и применять для сварки специальную проволоку.
Сварочная смесь или углекислота – выбираем защитный газ для сварки
В качестве защитных газов наиболее распространенными являются углекислота или сварочные смеси, от выбора которых во многом зависит рабочий процесс. Также не стоит забывать, что сварочная смесь или углекислота могут применяться для различных типов сварки и, соответственно, в том или ином случае эффективность и качество работ будут разными.
Очень часто сварщики не уделяют должного внимания составу и качеству технического газа, напрасно преуменьшая его вклад в процесс сварки. Однако практика показывает, что газовый состав самым непосредственным образом влияет на глубину проплавления, пористость, надежность шва, выделение дыма и другие не менее важные параметры.
Для надежного шва используйте качественные составы сварочной смеси или углекислоты
Что можно варить?

Полуавтоматом можно варить металл любой толщины, тем не менее толстые изделия нужно разогревать докрасна паяльной лампой. Для этих целей отлично подходит инверторный источник питания.
Сварка в аргоне это совсем другое, ведь принцип работы полуавтомата заключается в том чтобы плавить стальную проволоку и заполнять ею швы. Чтобы не происходил процесс окисления, процедура проходит под действием углекислоты. Аргон применяется для защиты активных металлов от окисления.
Атмосфера из инертных газов не даст кислороду реагировать с поверхностью.
Основные виды защитных газовых сварочных смесей
— Аргон и углекислота
Такой состав наиболее эффективен во время сварки низкоуглеродистой стали. Добавление углекислоты позволяет проще осуществлять струйный перенос электрода, швы получаются более пластичными, а вероятность появления пор минимальна.
Аргон и углекислота
— Аргон и кислород Добавление в аргон незначительного (около 5%) количества кислорода дает возможность качественнее выполнять сварку легированной и низколегированной стали, благодаря меньшей пористости обрабатываемой поверхности.
Аргон и кислород
— Аргон и водород Используется для сварки никелевых сплавов и аутентичной нержавеющей стали способом ТИГ. Кроме того, может применяться в качестве формовочного газа.
Аргон и водород
— Аргон и гелий Такой состав позволяет осуществлять качественную сварку легких, медных и никелевых сплавов, хромоникелевой стали и алюминия методами МИГ и ТИГ.
— Аргон и активные газы Благодаря данному сочетанию достигается двукратная экономия. Применяется для ручной и автоматической МАГ сварки низколегированных, легированных и высоколегированных сталей.
Аргон и активные газы
— Универсальный защитный газ Это аргон высокой частоты, который имеет универсальное применение, но наиболее распространен при работе с алюминием и цветными металлами.
Разновидности
Рассмотрим виды газов, которые применяются при сварке полуавтоматом
Ацетилен это бесцветный газ, который легче воздуха. Он обладает особенным запахом. Один из широко распространенных газов, которые применяются в данной сфере, так как обладает самой высокой температурой горения и имеет повышенную полярность. Часто используется из-за высоких температурных показателей при резке металлических конструкций.

Водород — также бесцветный, не пахнущий газ, который относится к классу взрывоопасных веществ. При контакте с кислородом воздушная среда образует гремучую смесь. По технике безопасности водородные баллоны не должны находиться под давлением больше 15 мПА.
Коксовый газ не имеет цвета, но имеет специфический запах. Это отход, извлекаемый в процессе добычи кокса, который используется при сварке. Он выводится из каменного угля. Газ можно транспортировать при помощи трубопроводных магистралей.
Природные газы, такие как метан, бутан и пропан не имеют особых требований к хранению и транспортировке. Добыча газа чаще всего происходит прямо на месте зарождения.
Пиролизный газ добывается в процессе распада нефтепродуктов. Он способствует образованию коррозии горелки, из-за этого они быстро выходят из строя. Перед самим использованием пиролизный газ очищают. Использует такую субстанцию не только при сварке но и при резке металлов.
Непосредственно для сварки в стандартных условиях, то есть при подключении к сети 220 В, используется два вида газов — это Углерод и Аргон. Они оба подходят для сварки полуавтоматом. Иногда можно встретить комбинацию этих газов или особые газовые смеси которые отличаются по свойствам от их оригиналов.
Что лучше – углекислота или сварочная смесь?
Углекислота — это единственное вещество, которое применяется в сварочном процессе без добавления инертных газов. Кроме того, это еще и один из самых недорогих вариантов, поэтому пользуется большой популярностью, если материальные затраты отыгрывают приоритетную роль. Углекислота является самым распространенным из химически активных элементов, которые используются в МАГ методе. Она обеспечивает достаточно большой тепловой эффект, что важно при обработке металлов большой толщины. Но при этом дуга является не слишком стабильной, что приводит к частому образованию брызг. Поэтому обычно его применение в чистом виде ограничивается работой на короткой дуге. Если Вас интересуют вопросы заправки углекислотой, то советуем прочитать статью углекислота: где заправить — вопрос не праздный.
Баллон с углекислотой для сварного аппарата
Учитывая то, что любой чистый технический газ имеет как свои преимущества, так и недостатки, использование защитных сварочных смесей в правильной пропорции зачастую делает сварку более эффективной, повышает производительность и позволяет добиться более качественных швов, благодаря следующим особенностям:
- снижение количества брызг;
- увеличение скорости наплавления металла;
- повышение пластичности и плотности шва;
- уменьшение задымленности;
- увеличение стабильности дуги.
Перед тем как определиться, что лучше – сварочная смесь или углекислота, сварщики обычно сопоставляют сложность работ, необходимое качество и целесообразность материальных затрат, после чего делают свой выбор.
Расход в работе

Обычный 40-литровый баллон содержит в себе 24 кг углекислого газа. При испарении из него образуется 12000 дм. куб. Если учитывать данные, которые были выведены, можно узнать на сколько хватит баллона при непрерывном использовании.
Если при работе используется проволока, толщиной 1 мм и ток, напряжением в 100 А, то 40 литров газа хватит примерно на 24 часа. Из этого следует, что баллон, объемом 10 литров может обеспечить 6 часов беспрерывной работы. Если верить справочникам, на 1 кг расплавленного металла перепадает 1100 грамм углекислого газа и 1350 грамм сварочной проволоки. С помощью этих данных можно определить пропорцию соотношения углекислого газа и проволоки. На 1200 грамм проволоки расходуется примерно 1 кг углекислоты в жидком виде.
Итого, 24 кг углекислого газа хватит на 29 кг сваренного металла.
Исходя из статистики можно сказать, что в большинстве случаев эти данные соответствуют реальности.
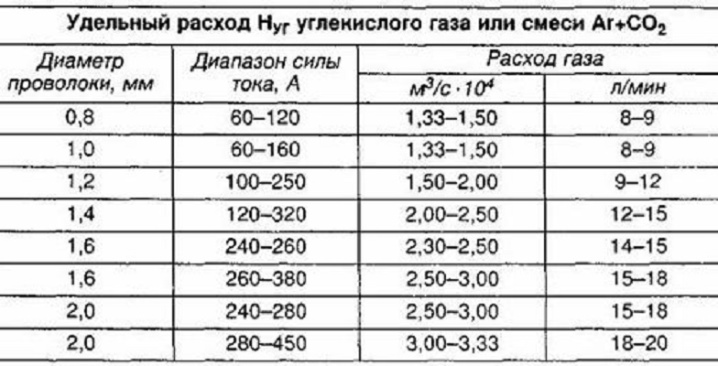
| Удельный расход газа (углекислый газ или смесь Аргона и углекислого газа) при сварке | |||
| Диаметр проволоки, мм | Диапазон силы тока, А | Расход газа | |
| м3/с *104 | л/мин | ||
| 0,8 | 60-120 | 8-9 | |
| 1,0 | 60-160 | 1,33-1,5 | 8-9 |
| 1,2 | 100-250 | 1,5-2,0 | 9-12 |
| 1,4 | 120-320 | 2,0-2,5 | 12-15 |
| 1,6 | 240-260 | 2,3-2,5 | 14-15 |
| 1,6 | 260-380 | 2,5-3,0 | 15-18 |
| 2,0 | 240-280 | 2,5-3,0 | 15-18 |
| 2,0 | 280-450 | 3,0 – 3,33 | 18-20 |
Можно ли самостоятельно смешивать газы?
Технически это возможно, для этого необходимо установить расходомеры-ротаметры на баллонах и по ним отрегулировать редуктором для полуавтомата подачу каждого газа в соответствии с требуемой пропорцией. На каждый литр основного газа будет расходоваться пропорциональная доля дополнительного.
На практике состав получаемой смеси будет нестабильным ввиду недостаточной точности расходомеров и неравномерного снижения давления в разных баллонах по мере расходования газа. Кроме того, сварочный редуктор будет периодически влиять на состав смеси. Какой еще способ применяется?
Надежный метод получения защитного сварочного газа
При работе с ответственными соединениями лучше применять готовые сварочные смеси в баллонах. Они готовятся на заводе по производству промышленных газов в специальных смесителях и равномерно перемешиваются.
Заправка газовых баллонов для сварки на таких предприятиях проводится с точным контролем количества и состава смеси. В этом случае состав смеси точен по пропорциям и постоянен во времени, в отличие от метода смешивания газов на рабочем месте с помощью редуктора для сварочной смеси. Состав смесей нормируется соответствующим ГОСТ и стабилен от партии к партии.
Газовые смеси

Подробнее о смесях — у них есть определенный ряд преимуществ перед чистыми глазами а именно:
- малое разбрызгивание металла;
- хорошая глубина проплавки;
- невысокая степень деформации;
- уменьшенное потребление проволоки;
- быстрая скорость сварки;
- высокая эффективность с точки зрения КПД.
Какие бывают смеси?
- Газовая смесь НП-1: состоит на 85% из гелия, на 13,5% из аргона, на 1,5% из двуокиси углерода. Обеспечивает ровный, гладкий шов, без оксидной плёнки. Хорошо взаимодействует с тонкими поверхностями, ведь не деформирует их.
- Газовая смесь НП-2: состоит на 55% из гелия, на 43% из аргона, на 2% из двуокиси углерода. Обеспечивает низкий уровень шва и быструю скорость сварки. Варить можно материалы любой толщины в любом режиме (в том числе и в автоматическом).
- Газовая смесь НП-3: состоит на 38% из гелия, на 60% из аргона, на 2% из двуокиси углерода. Обеспечивает стабильность дуге, низкую степень деформации и разбрызгивания металла. Подходит для сварки поверхностей, толще 9 мм.
В конечном итоге выбор смеси будет зависеть только от конкретного режим работы. Если сварка происходит в автоматических условиях, то лучше выбирать смесь НП-2 или чистый Аргон. Если сварка происходит вручную, то придется выбирать между НП-1 и НП-3. Далее всё зависит от толщины металла который будет свариваться.
Для промышленных предприятий и крупных партий сварок часто разрабатывается собственные смесь, которая удовлетворяет конкретно условиям изделия. Такие смеси на рынке чаще стоят намного дешевле обычных, но приобретать их можно только на свой страх и риск, потому что если она подошла для одной партии, она может не подойти для вашего изделия, а производителю нужно куда-то спихнуть остатки.
Газ для сварки полуавтоматом
- Информационные материалы по применению газов
- Часто задаваемые вопросы FAQ
- Новости
Сварочный полуавтомат повышает качество шва и скорость работы сварщика. Механизированная сварка не предполагает замену электродов — вместо прутков в таком аппарате используется проволока, подаваемая с катушки. Поэтому сварщику не приходиться разрывать шов, теряя время и нарушая герметичность соединения. Кроме того, работа в полуавтоматическом режиме позволяет соединять заготовки толщиной от десятых долей миллиметра до нескольких сантиметров, причем конструкционным материалом соединяемых элементов может быть практически любой металл или сплав. Однако эти преимущества невозможны без использования специального газа для сварки полуавтоматом, защищающего сварочную ванну.
Какой газ нужен для механизированной сварки

Технология полуавтоматической сварки предполагает использование в качестве флюса активного или защитного газа. Первый меняет физико-химические характеристики шва, второй — защищает металл от окисления, что особенно актуально при соединении заготовок из алюминия или быстро окисляемых сплавов.
Типичными представителями инертной группы являются аргон (Аг) и гелий (Не). В активную группу входит азот (N), кислород (O), углекислый газ (CO2). Самыми популярными смесями являются:
- аргоно-углекислый состав (Аг + СО2) — инертно-активная среда, снижающая разбрызгивание электрода;
- аргоно-гелиевый состав (Аг + Не) — защитная среда, повышающая тепловую мощность дуги;
- аргоно-кислородная газовая смесь (Аг + О2) — инертно-активная среда для низколегированных и легированных сталей;
- углекисло-кислородная смесь (СО2 + О2) — активная среда, повышающая производительность полуавтомата.
Критерии выбора газа или смеси для полуавтомата
При выборе смеси или технически однородной среды принято обращать внимание на следующие критерии: тип конструкционного материала свариваемых заготовок, толщину формируемого шва, диаметр проволоки.
В итоге выбор смеси для сварочных работ сводится к изучению таблицы, в которой указаны составы, рекомендуемые для каждого металла или сплава, с учетом глубины ванны и других характеристик.
Кроме того, опытный сварщик учитывает «бонусный» эффект, который дает та или иная среда. Например, углекислые газы обеспечивают минимальное разбрызгивание присадочного металла (электрода), поэтому с их помощью удобно варить потолочные швы. В этом случае СО2 убережет сварщика от контакта с каплями расплавленного металла.
Технология сварки в полуавтоматическом режиме
Принцип работы сварочного полуавтомата основан на хорошо изученном электродуговом процессе. Разница потенциалов между электродом и заготовкой позволяет сформировать электрическую дугу, температуры которой хватит на расплавление присадочного и свариваемого металла. Застывшая присадка контактирует с металлом заготовки на атомарном уровне, образуя шов с прочностью до 90% от показателя основного конструкционного материала.
Однако в работе полуавтомата есть свои особенности. Во-первых, проволока-электрод подается в зону сварочной ванны непрерывным потоком, проходя сквозь токопроводящий мундштук. Причем расход присадочного металла можно регулировать вручную, нажимая на кнопку подачи. Во-вторых, вместо классического «твердого» флюса, образующего газовое облако при горении дуги, полуавтомат использует газовые смеси или технически чистые среды. Причем подача газа осуществляется непрерывно, как до появления дуги, так и после ее разрыва.
Благодаря этому уменьшается количество брызг, стабилизируются параметры дуги, повышается производительность труда сварщика, снижается общая трудоемкость любого сварочного процесса.
Особенности выполнения сварки под газом
Техника работы на полуавтомате практически не отличаются от принципов применения классических аппаратов. С помощью полуавтомата можно варить горизонтальные и вертикальные швы, выполнять прихватывание заготовок, проваривать герметичные соединения, формировать сопряжение встык и внахлест.
Способ формирования соединений полуавтоматическим сварочным аппаратом не отличается от классических методик, реализуемых с помощью ММА-оборудования. Температурные режимы и сила сварочного тока определяется по общепринятой схеме — исходя из толщины стыков и диаметра электрода.

Единственной индивидуальной особенностью, которой обладает полуавтоматический газосварочный процесс, является простота соединения тонких заготовок. Поэтому полуавтомат используется преимущественно в кузовном ремонте и во время сборки тонколистовых металлоконструкций.
Основные преимущества сварки с газовой защитой
- Узкая зона высокотемпературного воздействия, поэтому MIG-MAG процессы не меняют свойства свариваемых металлов.
- Отсутствие задымления в зоне сварочной ванны, что облегчает визуальный контроль качества шва.
- Универсальность применения — MIG-MAG процессы совместимы с любыми металлами: от титана или алюминия до высоколегированной или конструкционной стали.
- Отсутствие ограничений по пространственному положению детали — отрегулировав напор горелки, можно варить потолочные или наклонные швы, не испытывая никаких затруднений.
- Нет ограничений по толщине — эта технология допускает сваривание листовых заготовок с толщиной от 0,2-0,5 миллиметра. Верхняя граница толщины соединения определяется только мастерством сварщика.
- Отсутствие необходимости зачищать швы даже при многослойной наплавке — флюс улетучивается после прекращения подачи смеси из горелки.
- Максимально возможная производительность труда даже при средней квалификации сварщика.
Все эти преимущества станут доступны только в случае поставки качественной смеси, подготовленной по ГОСТ и ТУ. Некачественные составы приведут к потере прочностных характеристик.
ООО «ИТЦ Промэксервис» готово предоставить заказчику высококачественный газ для сварочных работ, в любых объемах, с доставкой по Москве или Подмосковью. Мы работаем с крупными компаниями и физическими лицами, предлагая высокое качество и низкие цены. ИТЦ Промэксервис — лидер рынка с 1999 года.
Какой газ используется для сварки полуавтоматом?

- Особенности
- Обзор видов
- Выбор
- Советы по использованию
Для работы полуавтоматического сварочного оборудования используют различные газы. Виды, необходимые для работы, обладают определенными характеристиками, которые нужно обязательно учитывать перед использованием.
Особенности
Газ активно используется для полуавтоматической сварки для различных рабочих целей. Опытные специалисты, которые на протяжении многих лет работают с данным расходным материалом, отмечают следующие особенности сварки в сфере использования защитного газа.


Температура
В процессе сварки металлическая поверхность нагревается и после остывает. Это занимает длительный временной промежуток. В некоторых случаях работки может регулировать температурный режим, устанавливая необходимые параметры, например, при соединении несколько видом металла (сталь, медь и другие варианты). Делается это при помощи угла наклона дуги.
Рабочие параметры
Следующая особенность – возможность установить индивидуальные рабочие параметры. Благодаря этой функции можно настроить оборудование под конкретную ситуацию.
Чтобы получить надежное и прочное соединение, необходимо уметь правильно установить данные параметры.
Это такие характеристики, как скорость подачи газа, его расход, мощность, вариант используемой проволоки.
Выбор расходного сырья
Специалисты уверяют, что выполнять работу по сварке можно двумя способами. В одном случае необходимо сделать выбор в пользу углекислоты без каких-либо добавок. Также можно использовать различные примеси. Часто используют составы, разработанные на базе аргона.


Рабочий процесс
Данный вид расходника применяют для определенного характера работы. Этот материал используют для стационарной сварки в условиях закрытых помещений (мастерских). В некоторых случаях можно использовать баллоны под открытым небом, однако, такой вариант имеет множество неудобств.
Заметка: газ для полуавтомата используется в основном опытными работниками, которые имеют опыт обращения с такими расходными материалами.
Если знания в этой области отсутствуют, необходимо обязательно ознакомиться с особенностями газа каждого вида.
Обзор видов
В работе используются различные сварочные смеси. Чтобы точно определить, какой именно углекислый газ необходимо использовать для сварочного аппарата, необходимо знать его состав и свойства. Заправляют баллоны расходным сырьем, которое можно поделить на следующие категории.
- Активные газы.
- Инертные.
- Смеси.

Ацетилен
Вначале рассмотрим соединение, которое получилось самое широкое распространение среди всех. Главная особенность его заключается в весе, который легче воздуха. Газ не имеет цвета, но обладает резким запахом. Чаще всего ацетилен используют для резки различных металлов из-за высокой температуры горения.
При использовании этого газа в производственных масштабах, рабочие используют специальные генераторы. В емкостях содержится карбид калия, который взаимодействует с водой. Газ такого типа необходимо правильно хранить. Необходимо учитывать, что карбид углерода имеет свойства впитывать влагу из атмосферы, это создает определенные неудобства.

Водород
Следующий вид газа известен многим. Он обрел активное применение при работе с изделиями из алюминия. Также его часто используют для плазменной резки нержавеющей стали. Этот вид газа абсолютно бесцветен и не имеет запаха, поэтому при работе с ним нужно быть максимально осторожным. Это взрывоопасное вещество, которое образует гремучую смесь при соединении с водой или воздухом.
Получают водород при помощи синтеза воды. Молекулы жидкости разделяют на кислород и водород. Для этого процесса используют особые генераторы.
Водород строго запрещено хранить в баллонах под давлением, если его показатель превышает 15 МПа. Такое правило установлено нормативно-правовым актом техники безопасности.

Коксовый
Эта разновидность получила свое название за счет того, что газ представляет собой побочный продукт, получаемый в коксохимической сфере. Несложно догадаться, что он получается при изготовлении кокса. Основными характеристиками этого состава является резкий запах и полное отсутствие цвета.
Специалисты не предъявляют особых требований к хранению баллонов с таким расходным сырьем, при этом данный вид также считается взрывоопасным. При перевозке баллонов пользуются трубопроводными магистралями. Этот вид не используется так активно, как его собратья. Основная сфера использования – промышленность.

Природный
Это органический вид газа, который получается путем смешивания таких составляющих: бутан, метан и пропан. Природный газ полностью соответствует всем параметрам сварочных газовых смесей. Газ получил широкое применение за счет уникальных качеств и доступной стоимости.
Баллоны с таким газом разрешается хранить под открытым небом. Отсутствие строгих требований также сыграло важную роль в распространении газа. Создать данный вид путем синтеза нельзя. Добыча в природных месторождениях – единственный способ получить сырье.

Пиролизный
Данный вид имеет особые преимущества, которые выделяет его от остальных вариантов. Пиролизный газ не нужно генерировать. Этот вид получается в процессе распада нефтепродуктов.
Перед тем как использовать газ для сварки, его нужно тщательно очистить от лишних химических примесей.
Если этого не сделать, горелка может покрыться ржавчиной. Расходный материал активно используется при резке металлических конструкций, но также для сварочных работ различного вида.
Выбор
Для сварки различных металлоконструкций применяется множество видов газа. Не существует точного вопроса на ответ, каким газом лучше варить. Все зависит от характера работы, используемого оборудования и прочих параметров. Работником, которые не имеют большого опыта обращения с полуавтоматическими сварочными аппаратами, сложно выбрать подходящий баллон и его содержимое. При выборе опытные мастера советуют обращать особое внимание на следующие два показателя.
- Количество тепла, выделяемое во время горения расходного материала.
- Максимальный температурный показатель.
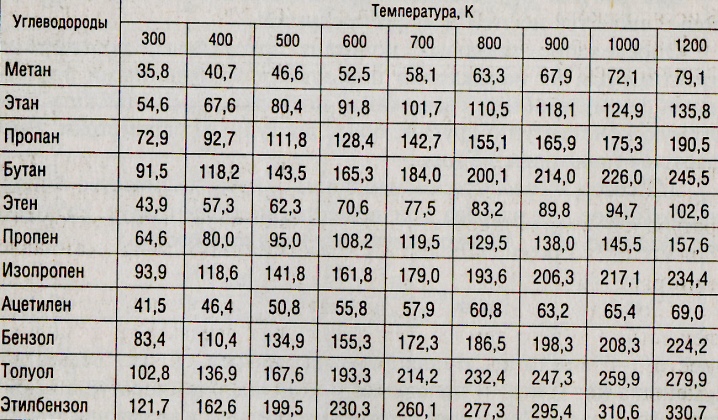
На просторах всемирной сети можно найти множество таблиц, в которых сравнивают сварочные газы. Данная информация находится в открытом доступе. Предлагаем вашему вниманию одну из таких таблиц.
Также обратите внимание на эту сравнительную характеристику.
Заметка: Если вы закупаете газ в крупном объеме или собираетесь долго хранить расходный материал, опытные специалисты рекомендуют выбрать готовые смеси.
Самостоятельно выполнять процедуру синтеза газа опасно. Для этого нужно специальное оборудование, инструменты и умения.
Также при выборе газообразного расходного материала необходимо обязательно учитывать тип рабочей поверхности. К примеру, для работы с медными деталями необходимо использовать чистый азот. Этот газ подойдет идеально за счет особых свойств.

Советы по использованию
Независимо от того, какой газ вы выбрали для работы, необходимо обязательно соблюдать правила техники безопасности. Первым делом нужно обязательно защитить органы зрения и лицо. Для этого используются специальные маски и очки. Они изготовлены из износостойких материалов, которые не боятся высоких температур, ударов и прочих механических повреждений. Также не забывайте о рабочей одежде, основной задачей которой является защита туловища.

Внимательно проверьте рабочее оборудование на исправность и наличие дефектов. Использование поврежденного инструмента чревато последствиями. Также нужно проверить баллоны с газом, они должны быть герметичными. Помните, что некоторые виды расходного материала взрывоопасны, некоторые виды представляют опасность даже при смешивании с воздухом. Если вы обнаружили повреждение, необходимо безопасным способом опустошить баллон.
При выборе газа для сварочного аппарата учитывайте его расход. Узнать необходимую информацию можно в специальных таблицах. Храните баллоны в безопасном месте.

Лучше всего подойдет стандартное складское помещение закрытого типа. Между баллонами нужно оставить минимальное расстояние в один метр. Запрещается устанавливать рядом с баллонами отопительные или нагревательные приборы. Также следите, чтобы на них не попадали прямые солнечные лучи, во избежание нагрева.
Наглядно демонстрируем вам одну из таких таблиц.
Также необходимая информация может быть оформлена в таком виде.
Какой газ используется для сварки полуавтоматом смотрите далее.
Режимы полуавтоматической сварки
Содержание:
- Суть полуавтоматической сварки
- Основные параметры
- Таблицы
- Главные особенности полуавтоматической сварки
- Плюсы и минусы
- Интересное видео
Полуавтоматическая сварка в среде защитных газов считается востребованным методом, которые обладает простой технологией. Он подходит для обработки разных металлов, при помощи него можно получить прочное и качественное сварное соединение, которое способно прослужить длительное время.
Существуют разные режимы сварки полуавтоматом в среде защитных газов, и чтобы их подобрать, была создана специальная таблица с отображением требуемых параметров. И перед тем как приступать к сварочному процессу требуется рассмотреть его основные особенности, потому что они будут оказывать влияние на итоговый результат.

Суть полуавтоматической сварки
Перед тем как рассмотреть основные режимы полуавтоматической сварки стоит разобраться, что представляет собой данная технология. Во время проведения процесса проволока подается с определенной скоростью. Она синхронизирована со скоростными показателями ее плавления.
Главная отличительная сторона полуавтоматических приборов состоит в том, что они работают в среде защитных газов. Сварочная технология может производиться инертной среде (аргон) и активной среде (углекислый газ). В первой ситуации процесс называется MIG (metal inert gas), а во втором — MAG (metal active gas).
Газовые смеси обеспечивают изолирование области нагревания и плавления от оксидов из воздуха. Они подаются через канал, который находится на рукаве вместе с трубкой. Рукав соединяет корпус сварочного полуавтоматического оборудования с горелкой. А вот регулирование всех процессов производится кнопкой «Пуск/Стоп», которая находится на горелке.
Стоит отметить! Если сравнивать полуавтоматическую сварку с оборудованием для ручной технологии, покрытой электродами, то она дополняется электрическим механизмом для подачи сварочной проволоки и газобаллонной аппаратурой. Именно это повышает производительность процесса и улучшает качество сварных соединений.
Основные параметры
Чтобы точно выбрать режимы полуавтоматической сварки стоит понимать из чего они должны состоять. Существуют определенные критерии и настройки сварочного оборудования, зная которые сварщик сможет провести все правильно.
Диаметр и марка проволоки
Перед тем как приступать к работам стоит разобраться с тем, какой должен быть правильный диаметр проволоки. Его показатель колеблется от 0,5 до 3 мм. Расчет режимов сварки в защитных газах обязательно должен проводиться с учетом этого показателя.
Но все же чтобы подобрать правильный диаметр проволоки стоит учитывать следующие нюансы:
- Диаметр присадочного материала стоит подбирать в соответствии с толщиной свариваемого металлического изделия.
- Стоит учитывать, что каждый диаметр имеет определенные характеристики. К примеру, во время использования проволоки с небольшим диаметром многие сварщики отмечают, что наблюдается устойчивое горение дуги и небольшое разбрызгивание металла.
- При применении проволоки с большим диаметром всегда необходимо повышать силу тока.
- Важно учитывать марку используемой проволоки. А именно металл, из которого выполнена проволока, а также компоненты, входящих в состав.
- Для сваривания изделий из низкоуглеродистой или низколегированной стали стоит применять проволоки с добавлением раскислителей. В состав должны входить такие компоненты, как кремний и марганец.
- Для обработки легированной или высоколегированной стали в среде защитных газов стоит применять проволоку, выполненную из того же металла, что и деталь, которая будет подвергаться свариванию.
Какой бы ни был использован режим газовой сварки, стоит подобрать необходимый диаметр присадочной проволоки. Это влияет на прочность соединения.
Сила, полярность и род сварочного тока
Параметры сварки полуавтомат включают правильную настройку тока, который применяется во время сваривания и обработки металлических изделий. В стандартном полуавтоматическом приборе можно самостоятельно отрегулировать показатели силы, полярности и рода сварочного тока. Но все же каждый обладает определенными критериями.
К примеру, если повысить показатели силы тока, то при проведении сварочного процесса повысится глубина провара. Сила тока увеличивается в соответствии с диаметром электрода. Кроме этого не стоит забывать про особенности металла, который применяется для сваривания.
Обязательно нужно учитывать свойства полярности и рода тока. Обычно полуавтоматический сварочный процесс осуществляется с применением защитных газов, но при этом требуется подобрать необходимые показатели постоянного тока и обратной полярности. Прямая полярность применяется в редких случаях, данные параметры сварки полуавтоматом не способны предоставить стойкое горение дуги, они ухудшают сварное соединение. Однако имеются исключения, переменный ток часто используют при работе с изделиями из алюминия.
Многие неопытные сварщики часто забывают про важный параметр — напряжение сварочной дуги. А ведь этот показатель оказывает основное влияние на степень глубины провара металла и габариты сварного шва. Не нужно устанавливать слишком высокое напряжение, это приведет к тому, что во время сварочного процесса расплавленный металл будет сильно разбрызгиваться, а в соединении появятся поры. Газовые смеси мне смогут в достаточной мере обеспечить защиту сварочной ванны. Если вы хотите правильно настроить напряжение дуги стоит ориентироваться на показатели силы тока.
Скоростные показатели подачи проволоки
Выполняя расчет режима сварки в углекислом газе, стоит учесть скорость подачи проволоки. Этот показатель оказывает огромное влияние на сварочный шов.
К главным особенностям скорости полуавтоматического сварочного процесса относятся:
- скоростные показатели подачи проволоки регулируются в соответствии с ГОСТами;
- этот показатель можно подобрать самостоятельно, но при этом стоит опираться на особенности металлической структуры, ее толщину;
- толстый металл требуется варить быстрее, а соединение должно быть тонким;
- при осуществлении сварки не стоит придаваться спешке, иначе электрод выйдет из области защитных газовых смесей, и это приведет к его окислению под воздействием кислорода;
- слишком медленная скорость приводит к тому, что в итоге образуется непрочный шов с пористой структурой.
Отходящие газы
Режимы сварки полуавтоматом предполагают использование газовых смесей, которые обеспечивают максимальную защиту сварочной зоны от окисления кислородом. Технология указывает, что могут применять разные газы. Но на практике часто применяется углекислый газ по ГОСТу 8050-85. К основному критерию выбора данного продукта относится его низкая стоимость и доступность. Он поставляется в баллонах.
Обязательно нужно знать какое давление в углекислотном баллоне для сварки. Показатель рабочего давления составляет 60-70 кгс/см2. На поверхности присутствует надпись с желтой окраской «Углекислота».
Какое давление углекислоты должно быть при сварке полуавтоматом можно узнать из таблицы ниже:
Также рабочее давление углекислоты при сварке полуавтоматом можно найти в специальной документации и в ГОСТах сварочных полуавтоматических приборов, которые предназначены для сварки с использованием защитных газовых смесей.
Помимо углекислоты для сварки полуавтоматом применяются другие газовые смеси, которые обладают характерными особенностями:
- аргон. Он используется достаточно часто. Но все же его в основном применяют при проведении аргонодугового сварочного процесса. Он является инертным газом, поэтому подходит для сваривания химически активных и тугоплавких металлов;
- гелий. Это инертный газ, который часто используется при проведении полуавтоматической сварочной технологии. Он обеспечивает получение прочных и широких сварных швов;
- различные смеси из аргона, гелия и углекислоты.
Особенности наклона электрода
Рассматривая режимы полуавтоматической сварки среде защитных газов, стоит изучить важные критерии угла наклона электрода. Частое нарушение, которое совершают новички — это удерживание электрода при сварке так, как они хотят. Но это считается грубейшей ошибкой.
Важно! Угол наклона электрода оказывает огромное влияние на глубину провара металлической структуры. Также от этого показателя зависит качество полученного сварного соединения.
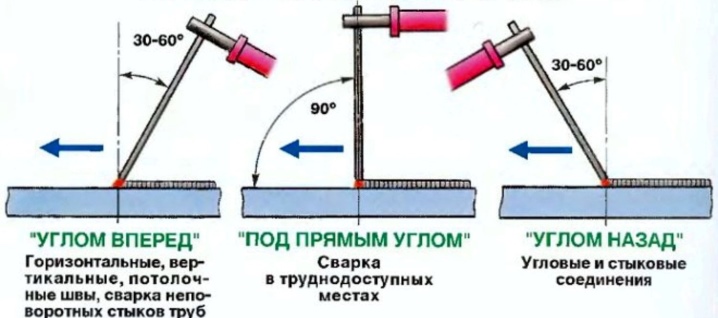
Существует два вида наклона электрода — углом назад и углом вперед. При этом каждое положение обладает положительными и негативными особенностями. Во время сваривания углом вперед электрод ведется под углом от 30 ° до 60 °. При соблюдении этого положения стоит быть готовым к тому, что расплавленная обмазка будет сверху образовывать покрытие из шлака.
При положении вперед электрод движется после сварочной ванночки, он ее защищает от проникновения вредных газовых смесей. Определенное количество шлака, попадающее впереди соединения, будет откладываться с двух сторон стыка. Если будет выделяться много шлака, то наклон уменьшается.
При удерживании электрода углом назад сварочная зона видна хуже, зато намного лучше прослеживается состояние кромок. Также наблюдается небольшая глубина провара.
Обратите внимание! Для тонких металлов рекомендуется удерживать электродом под наклоном вперед, это положение считается наиболее подходящим. А вот углом назад можно сваривать металлические изделия с любой толщиной.
Таблицы
Чтобы правильно выбрать и установить режимы полуавтоматической сварки в углекислом газе стоит внимательно рассмотреть все важные параметры технологии. Особенно это относится к новичкам, потому что опытные мастера способны с ходу определить правильные режимы сварки в углекислом газе. А вот для начинающих были разработаны специальные таблицы с содержанием основных критериев полуавтоматических сварных работ.
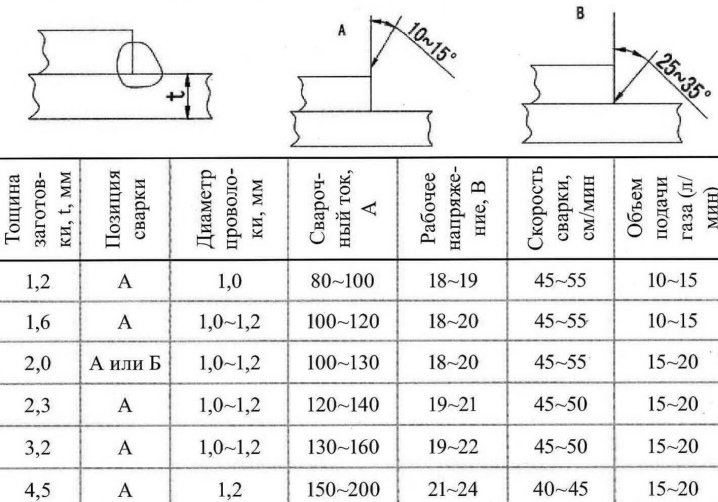
Ниже имеется таблица настройки полуавтомата для сварки. Ее стоит применять для стыкового шва в нижнем пространственном положении и для сварочной технологии изделий низколегированного и низкоуглеродистого металла. Важное условие сварки — использование защитного газа и тока с обратной полярностью.

Таблица режимов сварки полуавтоматом с параметрами, которые подходят для поворотно-стыковых швов. Во время сварочного процесса рекомендуется использовать различные защитные газовые смеси.

Сварочная таблица для полуавтомата с параметрами, которые подходят для образования нахлесточного соединения. Во время сварки применяется защитный газ и ток с обратной полярностью.

Ниже в таблице имеются рекомендуемые настройки, которые стоит использовать при проведении сваривания изделий из углеродистой стали в вертикальном положении в пространстве. Во время технологии используется ток с обратной полярностью, смеси из защитных газов.

Таблица сварочных токов и других важных параметров для полуавтомата с подходящими режимами сварочного процесса с использование углекислого газа методом «точка». Ее рекомендуется использовать при работе с углеродистыми сталями.

Главные особенности полуавтоматической сварки
Важно знать не только режимы газовой сварки и их правильный выбор, но и основные особенности проведения сваривания изделий из нержавеющей стали при помощи полуавтоматического оборудования. От этого будет зависеть итоговый результат и прочность соединений.
Среди главных особенностей полуавтоматического сваривания элементов из нержавейки можно выделить:
- При проведении сварки рекомендуется использовать ток с обратной полярностью.
- Электроды должны удерживаться с соблюдением угла наклона. Если не будут выполняться основные правила, к примеру, если электрод будет больше отклоняться вперед, то соединение будет широким, а глубина проваривания небольшой. Этот способ наклона стоит использовать для тонких металлов.
- Самый большой вылет проволоки должен быть не больше 12 мм.
- Давление углекислоты при сварке нержавейки полуавтоматом должно быть такое же, как и при сваривании других металлов. Рабочий расход должен быть не больше 12 м3 в минуту, но не меньше 6 м3 в минуту. Если не будут соблюдаться данные условия, то качество шва сильно ухудшится.
- При сварке обязательно нужно использовать осушитель. В качестве него применяется медный купорос, который предварительно прогревается при 200 градусов на протяжении 20 минут.
- Чтобы защититься от брызг раскаленного расплавленного металла рекомендуется использовать водные растворы с содержанием мела.
- Если вы хотите получить отличное соединение при сварке электродом стоит водить плавно, без колебаний.
- При сваривании от края обрабатываемого изделия стоит отступать не меньше 5 см.
Плюсы и минусы
Полуавтоматическая сварка в среде защитных газов имеет положительные и негативные качества. Среди плюсов стоит выделить:
- технология обладает высокой производительностью;
- она позволяет получить отличное сварное соединение. Правильная регулировка сварочного полуавтомата обеспечивает рациональный ввод легирующих элементов и раскислителей через проволоку;
- не требуется применять флюсы и покрытия. Это значит, что нет необходимости очищать сварную зону от шлака;
- высокая эффективность;
- подходит для работы с разными сталями и металлами.
Но имеются некоторые минусы:
- аппаратура обладает сложным устройством, для ее настройки требуется иметь навыки и знания;
- требуется защита при работе на открытых площадках;
- дополнительные затраты на защиту для глаз.
Проведение полуавтоматической сварочной технологии требует соблюдения важных режимов, от которых зависит качество и прочность соединения. Каждый сварщик должен знать диаметр проволоки, силу тока, полярность, виды защитных газов, а также какое давление углекислого газа должно применяться при сварке полуавтоматом. Для облегчения задачи были разработаны специальные таблицы с точными параметрами сварки полуавтоматом.

