
Как самостоятельно выполнить аргоновую сварку?
Выполнение сварки аргоном для начинающих сварщиков — инструкции, оборудование нюансы

Аргон-это газ, что часто применяется в сварке. Он полностью бесцветный, у него нет запаха и он защищает металл от плохого влияния атмосферы.
Главная причина по которой его так широко применяют в сварке-это его низкая цена, ведь другие защитные газы иногда имеют менее низкие цены, мастера просто их не покупают, чем снижают качество шва.
- Введение
- Самые информативные статьи
- Плюсы и характеристики сварки с помощью аргона
- Как сварить алюминий аргоном
- Особенности сварки черного металла аргоном
- Сваривание нержавеющей стали с помощью аргона
- Итог
Введение

Применение аргона настолько широко, что его используют не только на заводах и производствах, но даже в домашних условиях мастера научились его применять, хоть часто работа с газом бывает небезопасна и нет ничего хорошего, что оно стоит в гаражах у обычных людей, но это не тот вариант аргон полностью безопасен он не взрывается. Этот газ продается только в баллонах из стали.
Они бывают разных размеров, производитель предлагает объёмы от пятнадцати до сорока литров, так что если вам предстоит заварить метр участка раз в год, то вы просто можете пробрести маленький баллон вам его хватит на очень долго.
Ещё один плюс аргона по технике безопасности, он не взрывоопасен и также не выделяет токсинов при работе с ним, а это важно, потому что если речь идет о домашнем использовании, то возле баллона могут быть не квалифицированные люди или даже дети.
Самые часты сферы применения-это в дуговой, лазерной и плазменной сварке. Если это сварка с помощью дуги, то в комплекте к газу должен идти электрод, он может быть с плавящийся и не плавящимся покрытием.
В нашей статье мы сделали выжимку из основных статей на эту тему. Если вам они покажутся интересными, то можете их прочитать в полной версии.
Самые информативные статьи
Плюсы и характеристики сварки с помощью аргона

Конечно сварка аргоном имеет свои плюсы и характеристики, не отставая от всех прочих видов и технологий сваривания металлов.
Эта статьи расскажет вам обо всем плохих и хороших сторонах сварки аргоном, также некоторые тонкости работы с таким газом, и даже про то как настроить ваш сварочный аппарат, чтобы шов получился качественным.
Очень полезна к прочтению эта информация, оно даст сориентироваться в принципах аргона и не допускать оплошностей. А это важно для новичков, или людей которые ещё не пробовали работать с таким видом сварки.
Это статья очень базисная, она очень рекомендована к чтению если вы совсем ничего не знаете про варку аргоном.
Она приоткроет вам занавес на те процессы, которые проходят при таком виде варки и почему это происходит в принципе. Это статья должна быть первая в списке прочтения, потому что без нею вас не сориентироваться в других статьях.
Она ещё описывает, разнообразную оснастку к такому виду работ, чтобы ваш результат был удовлетворительным ведь очевидно, что если человек никогда не работал с таким видом варки он и не знает какие для этого нужны расходные материалы.
Как сварить алюминий аргоном

Алюминий –это один из тех металлов, что у каждого есть на языке, даже ребенок знает что алюминий это металл.
Этот металл используют на промышленных предприятиях, из него делают посуду и даже элементы к микроэлектронике, а это очень специализированная ниша.
НО даже такая широкая известность этого металла не обеспечила того, чтобы все знали как с ним обращаться. В большинстве случаев новичок не будет знать с какой стороны подойти к такому металлу, как алюминий.
Причина по которой швы на таком металле часто выходят слабыми и не красивые-это оксидная пленка что покрывает металл.
Именно из-за этого работа с одним из самых распространенных металлов так кропотлив и не легка. Подробнее про оксидную пленку мы расскажем вам в другой статье поскольку это очень широкая и болезненная тема.
Ещё статья расскажет вам про поджигание и поддержание стабильности дуги и образование сварочной ванны. Эта стать даст вам все необходимые сведенья о том как варить алюминий с помощью аргона даже в диких условиях.
Особенности сварки черного металла аргоном
Черными металлами классически считается железо и сплавы из него. Такие металлы редко выступают самостоятельно, чаще их берут как сырье, производят например чугун, или используют на переработку для производств стали.
Редко, но иногда возникают ситуации, когда нужно иметь дело с чистым железом.
Это очень непростая задача, но этот газ на много её упрощает. Как и любой метод сварка аргоном имеет преимущества, недостатки. И если вам нужно получить сносный результат, то придётся строго соблюдать технологию.
Про все это рассказывает эта статьи, также в ней будет идти речь про то как выбрать сварочный режим, какие стоит соблюдать правила безопасности, а в частности пожарной. Потому что сварка дело не простое и часто возникают небезопасные ситуации.
Сваривание нержавеющей стали с помощью аргона

Эта статья расскажет вам как сварить нержавейку с помощью, все нюансы и особенности. Те кто занимаются варкой, знают, что нержавеющая стал далеко не простой метал, при работе с которым часто возникает много проблем, нужно разрезать, переваривать, а иногда можно и не разрезать, швы сами по себе трескаются и расходиться, но как с этим бороться ?
Именно поэтому вам стоит прочитать нашу статью где мы расскажем как варить нержавеющую сталь своими руками с помощью аргона.
Важным этапом сварки является подготовка металла, именно от этого зависит качество шва, что у вас получиться в конце, металл нужно хорошо зачистить, проверить на дефекты.
В этой статье рассказывается как наиболее выгодно использовать газа к положению горелки. Тут вы найдете советы, которые мастера отточили в ходе практики, и вам уже не придётся повторять чей-то ошибок.
Просто возьмите и переймете опыт человека который уже знает как будет хорошо а как плохо. Например, как варить аргоном металл так, чтобы он не окислился, или как варить тонкий металл, ведь это филигранная работа, что требует внимательности.
Даже В ГОСТах таких советов не пишут, хотя там можно найти очень содержательные инструкции по эксплуатации, что помогут и новичкам и бывалым сварщикам.
Если вам нужно чтобы ваши швы были надежными и аккуратными, не приходилось переваривать по сто раз, тратить кучу денег на дорогие расходные материалы, то вам необходимо почесть эти статьи.
В них рассказывают все нюансы сварки с помощью аргона, самых разных, достаточно сложных в работе металлов. Если работать с нержавейкой или алюминием, то этих нюансов в разы больше чем при работе с другими металлам.
Нужно не слабо постараться чтобы ваши швы были крепкими, красивыми без наплывов и не проварвов. Прочитайте все приведенные нами плюсы, минусы сварки этим газом и оцените стоить ли вам её использовать, но чаще всего такой метал себя оправдывает.
Если вы бывалый мастер то напишите что вы думаете по этому поводу, приходилось ли вам работать с аргоном, облегчило ли вам это работу, или возможно даже наоборот.
Расскажите про расход газа, это будет очень полезно для предпринимателей что сваркой зарабатывают деньги. Ваш опыт будет полезен нам для следующих статей и новичкам, что только учатся. Желаем вам удачи и новых успешных работ!
Аргонодуговая сварка для чайников

SUPERIOR TIG 421 DC — HF/LIFT + TIG acc
Аргонодуговая сварка (TIG) – это сварка несгораемым вольфрамовым электродом в среде инертного газа. Основа процесса заключается в том, что между вольфрамом и деталью происходит интенсивное перетекание электрического тока (дуга), а зона сварочной ванны ограждена от вредного влияния воздуха защитной атмосферой.
В самом начале аргонодуговая сварка была создана для алюминиевых сплавов. Но в процессе освоения данного нового способа выяснилось, что таким образом отлично соединяются и нержавеющие стали, а так же другие металлы и их сплавы: черные стали (если требуются высокие показатели качества шва), Сu, Ti, Mg, бериллий (Be).
Плюсы (если сравнивать с ручной электродной и полуавтоматической сваркой):
- выполнение операций с деталями малых размеров.
- Отсутствие окалины, шлака, чистота рабочей зоны
- Широкий спектр свариваемых металлов. Есть такие, которые поддаются только TIGу : магний, титан.
- идеальный шов
- возможность работы с разнотолщинными листовыми металлами.
- небольшой КПД
 Читайте на сайте статью: Электроды ESAB OK |
Чтобы начать работать
с аргонной сваркой необходим источник тока, аксессуары к нему TiG –горелка, кабель массы, редуктор, баллон с газом, присадочные прутки, сварочная маска и краги (перчатки).
Выбор источника тока
зависит от того, какие задачи перед Вами стоят.
- Источников существует большое количество, начиная от самых простых и заканчивая довольно сложно устроенными аппаратами. Но для того, чтобы научиться варить и получить первые навыки достаточно приобрести инвертор ММА постоянного тока с функцией TiG. Чем он будет отличаться от тех, которые такой функции не имеют? Возможностью понизить выходное напряжение для TIG, тогда как ручная сварка выполняется на более высоком напряжении. Такой вариант подойдет для обучения и неответственных работ по нержавейке, углеродистой и низколегированной стали, латуни и меди.
- Для полноценной сварки в аппарате необходимо присутствие двух функций. Это :
- бесконтактный поджиг
- заварка кратера.
- Если вы хотите варить алюминий, магний, титан, вам нужно приобрести более серьезный инвертор, который кроме работы на постоянке, предоставит возможность переключиться на переменный ток.
- В последнее время появились инверторы, которые помимо прочих стандартных функций оснащены дополнительными, что облегчает работу с разнотолщинными деталями в разных пространственных положениях. Например, пульсовый режим. Но нужно заметить, что правильно им пользоваться и производить корректные настройки могут только сварщики с большим опытом.
Читайте на сайте статью: Сварка алюминия — инструкция, аппарат, проволока, газ |
Среда защитного газа
В аргонодуговой сварке применяется исключительно инертные газы: это аргон, либо гелий. но практически в 100% случаев используется аргон. Гелий применяется крайне редко в промышленных задачах, иногда применяется смесь аргона с гелием. Часто задают вопрос: можно ли применить углекислоту или смесь с ней. Ответ: нет, потому что вольфрам реагирует в окислительной среде и начинает плавиться. Давление/расход газа, если на редукторе установлен ротаметр 5-8 л./мин. Если редуктор без ротаметра, на манометре должно быть приблизительно 0,2 Бар
Вольфрамовые электроды
Очень важная часть сварочного дела. Так как между электродом и изделием зажигается дуга. элемент вольфрам выбран не случайно т.к. это самый тугоплавкий из металлов. Более высокая температура плавления, разве что у углерода, который, впрочем, относится к неметаллам. Вольфрам выдерживает высокие температуры и не плавится. Существует огромное количество марок вольфрамовых электродов. Все они обозначаются цветовыми кодами. Есть универсальные электроды для сварки на постоянном/переменном токе, а так же те, которые предназначены только для переменного или постоянного тока. Например, для сварки на переменном токе есть электроды, верхняя нерабочая часть которых окрашена в зеленый цвет, это означает, что они состоят из чистого вольфрама. На постоянном токе они не применяются, потому что их сложно заточить. Есть электроды с добавлением других компонентов, таких как: лантан, церий. Сами компоненты добавляются для того, чтобы электрод хорошо затачивался и держал форму в процессе работы. Окрашиваются они в синий, белый, серый, желтый и золотистый цвета. В серый и синий электроды добавляется лантан, только в разных пропорциях.
Электроды для сварки на постоянном токе окрашиваются исключительно в красный цвет, и это означает, что туда добавлен торий, что делает их максимально устойчивыми. Не забывайте, что торий радиоактивен и при его заточке нужно соблюдать правила техники безопасности. Нужно организовать вытяжку, которая будет вытягивать радиоактивную пыль, либо, если нет возможности таковую оборудовать, можно использовать специальные машинки для зачистки, единственный минус которых ( правда, довольно ощутимый) это их цена.
Есть возможность выбрать диаметр электрода Ø1мм;Ø 1,6мм; Ø2мм; Ø3,2мм; и мах -Ø4мм. Каждый существует для, того, чтобы им работать на определенном диапазоне сварочных токов.
| Электрод, мм | Ток, А |
| 1 | до 50 |
| 1,6 | до 100 |
| 2/2,4 | до 200 |
| 4мм | свыше 300А |
По заточке электродов
есть определенные требования, как это правильно делать, выдерживая определенный угол и направление, но многие затачивают «на глаз» так, чтобы он был острый, как игла. Это нужно для того, чтобы дуга была максимально сфокусирована в небольшом пятнышке сварочной ванны. Если заточки не будет, дуга образует слишком большой диаметр и тепловложение будет недостаточным.
Для сварки на переменном токе электрод так же необходимо затачивать, но таким образом, чтобы его кончик был немного притуплен, так как он греется сильнее и наблюдается подплавление. Это не страшно, так и должно быть.
Присадочный материал
Присадочный материал
 Так же для осуществления сварки необходимо в качестве материалов иметь сварочную проволоку в прутках, которая представляет собой главный компонент сварного соединения, помимо основного металла. Добавляется он для того, чтобы создать шов, заполнить фаски.
Так же для осуществления сварки необходимо в качестве материалов иметь сварочную проволоку в прутках, которая представляет собой главный компонент сварного соединения, помимо основного металла. Добавляется он для того, чтобы создать шов, заполнить фаски.
Химический состав прутков должен соответствовать химсоставу основного металла или быть близким к нему по количеству углерода и содержанию легирующих элементов.
Перечислим основные прутки применяемые для аргонодуговой сварки:
- TIG ER-308LSi для нержавеющих сталей аустенитного класса типа пищевой нержавеки 12Х18Н10Т или 308-й
- TIG 316LSiдля других коррозионостойких сталей типа10Х17Н13М3Т
- 5356 для алюминиево-магниевых сплавов, маркирующихся АМг
- 4043 подойдет для широкого спектра литейных алюминиевых сплавов. содержащих множество химэлементов в своем составе
- СuSi3 используется для сварки меди.
- Существуют так же отдельные виды прутков для низко/среднеуглеродистых сталей, низколегированных, а так же для латуни, магния, бериллия, титана и других спецметаллов.
Диаметр проволоки подбирается в зависимости от толщины металла. Если нужно сварить 1 мм, соответственно, берите миллиметровую присадку. Если толщина металла 5 мм – подойдут прутки 3-4мм.
One thought on “ Аргонодуговая сварка для чайников ”
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:

 Сварочный трансформатор PATRIOT 200AC 102,00 ₽
Сварочный трансформатор PATRIOT 200AC 102,00 ₽ Зарядное устройство GreenWorks G24C 2490,00 ₽
Зарядное устройство GreenWorks G24C 2490,00 ₽ Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽ Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽ Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
Стабилизатор напряжения Ставр СН-2000 3920,00 ₽ Сварочный аппарат BauMaster AW-79161 3990,00 ₽
Сварочный аппарат BauMaster AW-79161 3990,00 ₽ Hitachi AB17 зарядное устройство 4076,87 ₽
Hitachi AB17 зарядное устройство 4076,87 ₽
Как сделать самостоятельно аргонную сварку?
Существенным отличием работ с цветметом (к примеру, медью, бронзой, алюминием) и его сплавами, «нержавейкой», сталью легированной является то, что обычная сварка (хоть газовая, хоть электрическая) для них не подходит. Перед тем как рассматривать вопрос о том, что такое аргонная сварка своими руками, нужно для начала уяснить, что она из себя представляет в целом.

Аргонная сварка применяется для работы с алюминием и изделиями из него.
Аргонная сварка — это нечто среднее между газовой и электрической сваркой.
У нее есть признаки, которые делают ее сродни этим двум видам сварки: применение газа, образование дуги.
Хотя принцип ее действия имеет существенные отличия.
Чем вызвана необходимость использования аргона (инертного газа)?

Устройство электрода для сварки.
Результатом влияния высоких температур становится то, что легированные стали и цветметаллы вступают в реакцию с кислородом и прочими газами, выделяя окислы, а какие-то даже возгораются (алюминий, например). Появление в области сваривания инородных примесей сказывается на надежности шва не в лучшую сторону. Аргоном, являющимся гораздо тяжелее воздуха, последний вытесняется из области электрической дугой, что исключает возможность соединения плохого качества. Помимо этого, появляется плазма, плавящая соединяемые между собой металлы.
Все электроды для сварки подразделяют на неплавящиеся (вольфрамовые) и плавящиеся. Исходя из выбранного вида электрода, аргонную сварку различают: либо ручную (при помощи неплавящегося электрода), либо по типу «автомат» (любым видом электрода). Хотя некоторые мастера из народа могут сделать аргонную сварку полуавтоматической, возможности которой не так велики, как у первых двух вариантов. Чтобы сделать аппарат, применяют различные «детали». Главное, что следует учитывать, что аргонная сварка своими руками, выполненная по-простому, выйдет не только дешевле, но и надежнее.
Для процесса обязательно потребуются
Трансформатор
![]()
![]()
Трансформатор: а- внешность; б- схема регулирования тока; в- электрическая схема; 1- корпус; 2- зажим; 3- ручка; 4- магнитопровод; 5- рукоятка; 6- рымболт; 7- шкала; 8- крышка; 9- вертикальный винт; 10- ходовая гайка винта; 11,12– обмотки.
Основываясь на том, что «варят», подбирают мощность прибора. Одну вторичную обмотку рассчитывают на напряжение в 65-70 В без нагрузки.
Некоторым новичкам не понятны рекомендации для самостоятельного выбора «железа» и по наматыванию обмоток. Требуется наличие опыта, чтобы изготовить прибор. Предпочтительнее воспользоваться купленным трансформатором, рассчитанным для значительной силы тока (к примеру, от «сварочника» электрического).
Потребуется изготовить выпрямитель, поскольку применяется постоянное напряжение. Важна его полярность, которая может быть изменена.
Горелка
Первым делом подбирают цангу (зажим) под диаметр около 0,2 см. К противоположному направлению зажима на держатель припаивают трубку из меди для подачи газа (аргона) и напряжения к электроду. Трубка должна иметь диаметр 0,6 см. Припой применяют с высокими температурами.
Еще к одному месту цанги прикрепляют рабочую трубку (из кварцевого стекла, керамики). Важно предусмотреть ее легкое снятие для перезаправки проволоки. Диаметр трубки подбирают в пределах 0,8-1,0 см, с длиной 5,0 см. Внутрь помещают изогнутый дугообразно электрод, удерживаемый зажимом. Назначение трубки — подача аргона к рабочей области.
Как изготовить аппарат под аргонную сварку?

Схема устройства горелки для сварки.
Трубку-держатель обматывают изолирующим материалом (стеклотканью), поверх него — еще одним слоем изоляции. Промеж них — силиконовый герметик. Должно получиться наподобие рукоятки револьвера. К ней крепят микровыключатель, управляющий действием газового клапана.
Горелку соединяют с газовым баллоном трубкой (диаметр 0,6-0,8 см), плюс два провода — от выключателя к клапану и под напряжение трансформатора (хватит 8 «квадратов»).
Важно: в рабочей области пламя должно исчезнуть не сразу, а по прошествии некоторого времени. Промышленные модели под аргонную сварку для этого имеют задержку выключения. На деле данное устройство электроники только делает схему сложнее, поэтому при самостоятельном изготовлении отключение делают ручным способом с некоторой задержкой.
Такой вариант считается наиболее бюджетным для получения аргонной сварки. Здесь главное — учесть стоимость самого аппарата (готовое изделие стоит недешево) и то, что таким промышленно созданным оборудованием не придется слишком часто пользоваться.
Некоторые источники дают указание на то, что можно применять, помимо аргона, и другой газ. Но это не верно. На практике достоверно выяснено, что содержание меньше, чем 99% аргона приводит к некачественно выполненной сварке.
Процесс аргонно-дуговой сварки: последовательность работ

Физические свойства защитных газов и металла электродов
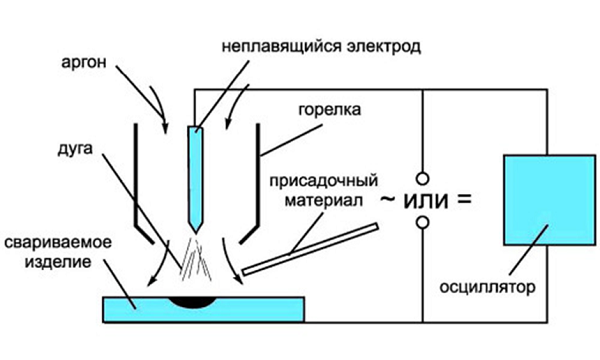
Сварочный ток и инертный газ подводят в газовую горелку, другую фазу тока для сварки подсоединяют к детали. В горелке вставлен вольфрамовый электрод, в процессе сварки не расплавляющийся. Горит дуга, идущая от вольфрамового электрода до детали, присадочную проволоку подают непосредственно в область дуги. Конец электрода из вольфрама при аргоновой ручной сварке затачивают конусообразно. Длину заточки делают равной 2-м или 3-м диаметрам электрода. В начале дугу зажигают на специальной пластине из угля.
Недопустимо зажигать дугу на базовом металле ввиду оплавления конца электрода и его загрязнения.
Возбуждение дуги выполняют, пользуясь источником питания, холостой ход у которого имеет повышенное напряжение, либо применяют дополнительный источник питания, имеющий высокой напряжение (осциллятор), поскольку потенциал возбуждения и ионизации аргона гораздо выше, чем у азота, кислорода или паров металлов.
Дуговой разряд аргона отличает надежная стабильность. Важная особенность аргонно-дуговой сварки при помощи неплавящегося вольфрамового электрода и применении переменного тока — появление в сварочной цепи показателя постоянного тока, величина которого может составлять до 50% от эффективной величины значения переменного тока в сварочной цепи.
Выпрямление тока находится в прямой зависимости от формы и размеров вольфрамового электрода, материала, из которого выполнено изделие, и режима сварки (токовой величины, скорости сваривания, длины дуги).

Схема аргоннодуговой сварки.
Когда величина постоянного тока будет слишком высока, то нарушится стабильность дугового горения и, соответственно, резко уменьшится качество наплавляемой поверхности металла, появятся надрезы, чешуйчатость. Но самое главное — снизится прочность соединения и пластичность металла на шве.
Особенно нежелательно образование в сварочной цепи характеристик постоянного тока в процессе сваривания алюминия и его сплавов. Чтобы получить качественные сварные соединения, нужно устранить в цепи сварки элементы постоянного тока. Аналогично аргонно-дуговой сварке выполняется гелио-дуговая сварка.
Отличие обычной ручной сварки дугой качественными электродами от ручной аргонной сварки дугой состоит в количестве задаваемых направлений движения электроду. В первом случае задают три движения электроду (по оси электрода, перпендикулярно шву и по оси будущего шва). Во втором варианте задают только одно направление — горизонтально оси будущего шва. Это правило распространяется и на механизированные способы сваривания изделий. Два других направления движения не применяют при аргонно-дуговой сварке по причинам:
- исключается передвижение согласно оси электрода книзу, так как при аргонно-дуговом сваривании не происходит его расплавление;
- в поперечном направлении согласно шву не двигаются, дабы не нарушить инертным газом защищенность расплавляемого металла.
Поскольку колебательное передвижение электрода перпендикулярно шву исключается, то швы, выполненные аргонным свариванием, получаются более узкие, нежели при ручной обычной сварке дугой хорошими электродами. Стык освобождают из приспособления, выполняя первоначальный слой шовного соединения, используя присадочную проволоку, марку которой устанавливают либо технологическим процессом либо техническими условиями. Дугу зажигают на пластине из угля, но ни в коем случае не на самой детали. Гашение дуги следует выполнять на расстоянии.
В целях недопущения пропитки металла шва воздушными О2 или азотом, концы расплавляемой проволоки сварочной и нагретого вольфрамового электрода никогда не должны выходить из области защитного газа. Чтобы избежать разбрызгивания расплавляемого металла, выполняют подачу проволочного конца в жидкую ванну плавными движениями.
Накладывая корневой слой шва, внимательно отслеживают, в какой степени полноты проплавились кромки, нет ли непроваренных мест. Насколько металл проплавился, определяют по конфигурации ванны расплавляемого металла: о качественном проплавлении свидетельствует ванна, длина которой вытянута в сторону направления сварки, недостаточность проплавления определяет ванна в форме круга либо овала.
Если послушать отзывы тех, кто уже применял аргонную сварку, то все они сходятся во мнении о том, что желания работать обычным аппаратом для сварки после такой технологии больше не возникает. И шов при этом образуется узенький и качественно выполненный. Для этого нужно лишь немного потренироваться.
Самодельная аргоновая сварка
Аргонная сварка является незаменимым методом, с помощью которого можно создавать неразъемные соединения изделий из цветных металлов, титана, нержавеющей стали и других сплавов. К тому же, данный вид сварки отличается хорошим качеством шва и высокой производительностью. Универсальные возможности аргоновой сварки привлекают и домашних мастеров. Но данное оборудование имеет высокую стоимость, и для домашнего использования практически не покупается. Поэтому все больше мастеров начинают задумываться о изготовлении агрегата аргонной сварки своими руками.
Технология и применение аргонной сварки
Аргоновая сварка немного напоминает обыкновенную дуговую, но для защиты сварочной ванны в ней используется защитный газ — аргон. Данный инертный газ имеет ряд присущих только ему свойств.
- Поскольку аргон тяжелее воздуха на 38%, он хорошо проникает в сварочную ванну и защищает ее от газов, находящихся в атмосфере. Благодаря этому сварочный шов получается без образования оксидной пленки, что улучшает качество соединения.
- Аргон присутствует в воздухе, поэтому он является побочным продуктом, образующимся при получении кислорода и азота из атмосферы, и является самым недорогим среди защитных газов для сварки.

Процесс сварки в среде аргона происходит по следующему принципу. Буквально за 1 секунду до розжига дуги в горелку подается аргон. Сварщик подносит электрод к детали, приготовленной для соединения, и нажимает кнопку включения. Но поскольку для розжига дуги в среде защитного газа требуется его высокая ионизация, то в работу вступает осциллятор.
Осциллятор — это прибор, вырабатывающий высокочастотные и высоковольтные импульсы, способные ионизировать газ и зажечь дугу между электродом и заготовкой.
После розжига дуги в место соединения деталей подается присадочная проволока вручную или в автоматическом режиме. Детали свариваются за счет плавления присадки, металл которой попадает на расплавленные кромки соединяемых заготовок.
Традиционно под аргоновой сваркой подразумевают соединение металлов с помощью неплавящегося вольфрамового электрода, создающего дугу, и присадки в виде металлического прутка или проволоки. Данный тип сварки имеет международное обозначение “TIG”.
Применяется аргонная сварка в следующих сферах.
- Каркасное строительство. Сварные швы способны выдерживать постоянные нагрузки.
- Стыковка труб как стальных, так и из цветных металлов, в том числе труб из различных сплавов.
- Соединение разнородных металлов.
- Сращивание практически любых металлов между собой: титана, меди, алюминия, нержавейки, бронзы, латуни, чугуна и т.д. Особенно это важно для автомобилестроения.
- Изготовление декоративных и ювелирных изделий.
Элементы для сборки самодельного аппарата
Чтобы собрать оборудование для аргоновой сварки, потребуются следующие элементы:
- сварочный аппарат постоянного тока или инверторного типа;
- осциллятор;
- блок защиты инвертора;
- горелка;
- баллон с аргоном;
- газовый редуктор;
- газовый шланг;
- сварочные кабели.
Источник тока
В качестве источника тока для TIG сварки можно взять обычный сварочный трансформатор и на его выходе приспособить диодный мост для выпрямления тока. Также можно использовать сварочный выпрямитель. Но для обоих типов аппаратов потребуется добавить еще и осциллятор, который будет способствовать бесконтактному розжигу дуги.

На просторах интернета можно прочитать, что проще всего сделать аргонную сварку из инвертора. Но здесь имеется несколько нюансов. Существуют инверторы, в которых уже встроена возможность для TIG сварки. В таком случае достаточно подсоединить к аппарату рукав с горелкой для аргоновой сварки, подсоединить шланг к баллону с аргоном, и агрегат готов к работе. Но сначала нужно переключить его в режим TIG и выставить необходимую силу тока.
Следует заметить, что в таких инверторах уже встроен осциллятор и необходимая защита.
Инверторы без встроенной функции TIG сварки использовать для этой цели не получится. Даже если к нему подключить внешний осциллятор, то инвертор просто сгорит. Чтобы этого не произошло, понадобится небольшая переделка инвертора, которая заключается в добавлении в его схему блока защиты. Данный блок можно собрать вместе с осциллятором на одной плате и поместить ее в отдельный корпус. Получится небольшая приставка к инвертору.
Осциллятор и блок защиты
Как уже говорилось выше, для сварочного инвертора потребуется специальная приставка для TIG сварки. Ее можно собрать своими руками по схеме, предоставленной ниже.
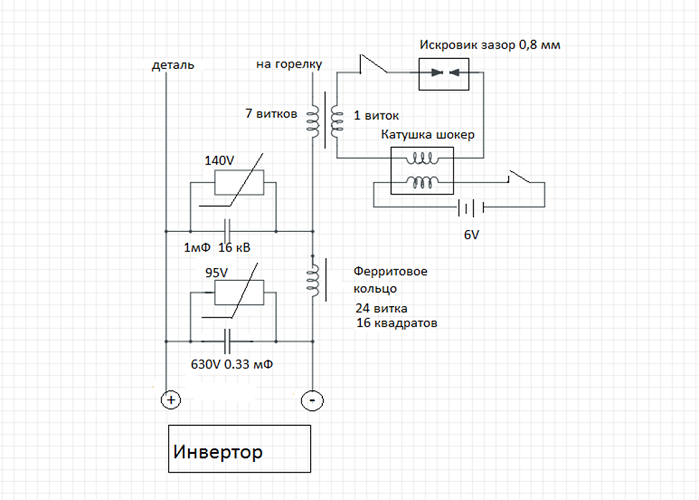
Данная схема включает блок защиты (расположен слева) и осциллятор. Последний можно приобрести в Китае или собрать самостоятельно. Как собирается приведенная выше схема, можно узнать, посмотрев это видео.
Горелка
Для аргоновой сварки используется специальная горелка, состоящая из керамического сопла и держателя вольфрамового электрода.

Также на горелке расположены кнопка пуска и вентиль для подачи газа. Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую (собранную).
Баллон с аргоном
В целях безопасности все баллоны с газом принято окрашивать в разные цвета и наносить на них надписи тоже различных цветов. Ниже приведен рисунок, на котором показаны все разновидности газовых баллонов с соответствующей их содержимому маркировкой и цветом.
Как видно из рисунка, для аргона используют баллоны черного цвета (с белой полосой) либо серого цвета (с зеленой полосой и надписью). Для TIG сварки применяют очищенный аргон. Поэтому понадобится приобрести баллон серого цвета с зеленой надписью “Аргон чистый”.
Совет! Для профессионального использования используются баллоны емкостью около 50 литров, имеющие большой вес. Но для бытового использования будет достаточно баллона на 10 литров, который можно перемещать самостоятельно.
Редуктор
Поскольку газ в баллоне находится под большим давлением, то чтобы подать его на горелку, потребуется редуктор. Данный прибор показывает давление в баллоне и позволяет регулировать скорость потока газа по шлангу, ведущему к горелке.

Редуктор должен подбираться строго под определенный газ, то есть в данном случае – под аргон. Обычно прибор имеет такой же цвет, как и баллон с газом.
Шланг и сварочные кабели
Если собирать рукав для аргоновой сварки самостоятельно, то он получится толстым и плохо гнущимся, поскольку в него нужно поместить электрический кабель и газовый шланг. К тому же, потребуется отдельно приобретать разъемы для подключения к горелке и к инвертору (если использовать инвертор с возможностью TIG сварки). Готовый рукав для аргоновой сварки можно купить там же, где и горелку.
Алгоритм сборки сварочного аппарата
Сборка оборудования для аргоновой сварки из инвертора достаточно проста.
- Подключите к инвертору защитный блок с осциллятором согласно схеме, приведенной выше.
- Кабель массы необходимо подсоединить к клемме осциллятора со знаком “+“. Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются наоборот.
- Подсоедините к рукаву с кабелем и газовым шлангом горелку.
- Прикрутите к баллону с аргоном редуктор.
- Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном.
- Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В.
После этого собранный своими руками сварочный аппарат TIG будет готов к работе. Но предварительно его следует правильно настроить.
Настройка готового оборудования
Самодельная установка для аргоновой сварки требует следующих настроек.
- Заточите вольфрамовый электрод на точиле, чтобы он стал похож на иглу. Делается это для того, чтобы дуга концентрировалась на конце иглы и не “гуляла” в разные стороны.
- Возьмите горелку и установите в нее вольфрамовый электрод. Диаметр электрода должен соответствовать цанге, в которой он закрепляется.
- Откройте вентиль на горелке и отрегулируйте необходимую скорость потока аргона с помощью редуктора (будет достаточно расхода 12-15 л/мин.), после чего снова закройте вентиль на горелке.
- Включите осциллятор и поднесите горелку с электродом к металлу, к которому подключен кабель массы.
- При нажатии кнопки включения между металлом и электродом на расстоянии около 0,5 мм должна появиться дуга.
- Включите подачу газа и снова нажмите на кнопку. В этом случае дуга должна поджигаться уже на расстоянии 10 мм и более.
После проведения вышеописанных несложных настроек можно сказать, что аппарат c функцией TIG полностью готов к работе.
Все особенности сварки аргоном в статье и видео урок для начинающих
Сварка аргонодуговым способом — это умение легко приобрести даже без особых навыков сварочных работ. Видео- уроки для начинающих помогают освоить данное умение. Как варить аргоном, помогут разобраться мастера сварки. Вашему вниманию предлагается вводное описание процесса и информативные видеоуроки.
 Умение выполнять аргонную сварку значительно экономит средства. Вызывать специалиста — это «дорогое удовольствие». Особенно это обойдется в копеечку, если нужно регулярно выполнять сварочные работы. Поэтому серия видео уроков даст возможность освоить полезный навык без особых усилий. Для начала разберем, где применяют аргонную сварку.
Умение выполнять аргонную сварку значительно экономит средства. Вызывать специалиста — это «дорогое удовольствие». Особенно это обойдется в копеечку, если нужно регулярно выполнять сварочные работы. Поэтому серия видео уроков даст возможность освоить полезный навык без особых усилий. Для начала разберем, где применяют аргонную сварку.
Где же применяют аргонную сварку?
Она подходит для сварки металлов: легированной стали, алюминия, титана. Данный тип сварки эффективен в работе со сплавами. Например, алюминий очень тяжело поддается свариванию другими способами. А в процессе использования аргонного газа алюминий будет соединен долговечным и красивым швом.
Метод имеет целый ряд преимуществ на фоне других способов:
- Образуется поток плазмы, усиливающий накал и расплавление кромок.
- Работы проводятся как на крупных деталях, так и на ювелирных изделиях.
- Присадочный материал расходуется по минимуму.
- Швы получаются однородными и надежными.
Аргонная сварка основные принципы работы
 Если у мастера есть опыт работы с газовой сваркой, то разобраться с аргонной технологией будет легко. Они очень схожи между собой: электрическая дуга нагревает кромки соединения деталей.
Если у мастера есть опыт работы с газовой сваркой, то разобраться с аргонной технологией будет легко. Они очень схожи между собой: электрическая дуга нагревает кромки соединения деталей.
В процессе задействуется газ для подавления химических реакций. Он подается в ванну и обеспечивает высокий уровень качества шва. Без инертного газа металл вступает в реакцию с воздухом, поэтому шов получается с дефектами и низкой прочности.
Необходимое оборудование для аппарата
- Сварочный трансформатор. На его основе может быть выполнен самодельный аппарат (напряжение до 60 В).
- Кандерборд.
- Осциллятор.
- Контактор.
- Расходомер.
- Таймер, отслеживающий время подачи аргона.
- Горелка с регулятором воздушного охлаждения.
- Баллоны с защитным газом — аргоном.
- Вольфрамовые стержни.
- Шланг, подсоединяющий боллоны с газом и горелку.
- Электрические провода, соединяющие сеть, аппарат, горелку и заземление.
- Проволока для присадки.
 Основная часть конструкции аппарата — горелка. В ней устанавливается вольфрамовый электрод. Для этого в конструкции предусмотрен цанговый держатель. Он отлично крепит электроды разных размеров, которые подбираются по типу работ. Электрод выступает над торцом держателя на 2-5 мм.
Основная часть конструкции аппарата — горелка. В ней устанавливается вольфрамовый электрод. Для этого в конструкции предусмотрен цанговый держатель. Он отлично крепит электроды разных размеров, которые подбираются по типу работ. Электрод выступает над торцом держателя на 2-5 мм.
Вокруг горелки находится сопло. Оно выполняет две защитные функции : сохраняет зону работы и предохраняет вольфрамовый электрод.
Используются плавящиеся и неплавящиеся электроды. Чаще они изготовлены из вольфрама — это самый неплавящийся материал. Расход электрода зависит от сплавляемого материала и толщины заготовки. Сам электрод влияет на расход энергии, затрачиваемого на соединение заготовок.
Чтобы материал сваривался используется присадочный материал в виде тонкой нити металла. Присадочная проволока должна максимально подходить под свариваемые детали по составу. А также учитывается диаметр проволоки. Новичкам определить размер присадочного материала помогут специальные таблицы.
Газ должен подаваться на 20 секунд раньше, чем появится дуга, а заканчивается на 10 секунд позже.
 Дополнительное устройство — осциллятор — изменяет вид электрической дуги, делает ее более стабильной и соответственно облегчает процесс сварки. Он вырабатывает импульсы тока с высокой частотой.
Дополнительное устройство — осциллятор — изменяет вид электрической дуги, делает ее более стабильной и соответственно облегчает процесс сварки. Он вырабатывает импульсы тока с высокой частотой.
Для начинающих данное усовершенствование позволит делать сварочные швы быстрее и качественнее . Как собрать аппарат и подключить, чтобы начать работу, подробно рассматривается в видеороликах. Для примера просмотрите видео сварки титана аргоном, данное в конце статьи.
Какие бывают сварочные аппараты?
- Ручная аргонодуговая сварка. Для нее применяют неплавящийся электрод (РАД). Название говорит само за себя. Материал для присадки и апарат находится в руках сварщика. Из горелки извлекается сварочная дуга, нажимается кнопка и начинается подача аргона. Другой рукой сварщик вносит в зону воздействия дуги присадочный материал. Усвоить данный вид работ легко. На примере видео «сварка алюминия аргоном» можно понять насколько легко проходит данный вид работ.
- Автоматическая аргонная сварка. При ней используют неплавящейся электрод (ААД).
- Аргонодуговая автоматическая сварка с использованием электрода плавящегося типа (ААДП).
Как правильно варить аргоном: советы мастера
Покупая личный аппарат обратите внимание на маркировку. Обозначение «TIG» свидетельствует, что аппарат работает с вальфрамовыми электродами. Именно такой аппарат подойдет для начинающих мастеров.
Начинающим сварщикам лучше начать сваривать аргоном детали или конструкции из однородного материала. Когда будет уже определенный опыт, то сварщик может экспериментировать с изготовлением деталей из цветных металлов.
Аргонодуговая сварка на специально подготовленном видео, чтобы рассказать об основных этапах работы для новичков. В нем освещены этапы процесса сварки:
- Подготовительный. Как и чем обработать заготовки, чтобы швы были гладкими и надежными. На этом этапе применяются шлифовальная машинка и химические средства.
- К соединяемым деталям прикрепляют массу. Для каждого размера детали есть свои приемы прикрепления массы. И опять на помощь приходят специальные таблицы и видео об аргонной сварке.
- Сначала подается газ, а потом создается электрическая дуга.
- Расстояние от сварочного аппарата до заготовок должно быть до 2 мм. В результате получается узкий и надежный шов.
- Присадочный материал подается в зону сварки плавными движениями. Металл не должен разбрызгиваться.
- Движение горелкой и присадочным материалом делается только вдоль шва. Поперечные движения повреждают заготовки и делают шов слабым и некачественным.
- Присадочную проволоку подают перед горелкой. Их нужно удерживать под углом. Такая подача самая удобная, чтобы получить качественный шов.
Умение соединять две детали из сложных сплавов — это полезный навык, который может пригодится в самых разных ситуациях. Овладеть этим умением несложно, просмотр ряда уроков и немного тренировки, позволят начать активно использовать его в повседневной жизни. После обучения новичок сможет выполнять изделия даже из алюминия и титана.
Аргоновая сварка алюминия
Для соединения термическим путем цветных металлов необходимо использовать специальную технологию. С такой целью выполняется аргоновая сварка, которую можно произвести и своими руками.
Что это такое
Аргоновая или аргонодуговая сварка ГОСТ 14771 – это методика температурного воздействия на металлические соединения, которая позволяет не использовать металлическую проволоку в качестве наполнителя места соединения. Аппарат для аргоновой сварки производит двойную дугу, за счет чего шов не образовывается. Холодная дуговая сварка аргоном считается одной из самых сложных процесс обработки металла, но зато она дает возможность обработать любые сплавы и цветные металлы без образования на них шва.
 Фото — ручная аргоновая сварка
Фото — ручная аргоновая сварка
Аргон – это газ, который считается одним из самых распространенных соединений на земле. Вредность сварки этим элементом сама по себе низкая, аргон – это благородный газ. Но он может образовывать ядовитые соединения, если работает с другими газами или металлами.
Нельзя сказать, что шов не образовывается совершенно. Он есть, но если сварочные швы от классической дуговой сварки зачастую очень широкие, то после аргона место соединения практически не выделяется на общей поверхности металла.
Преимущества такого типа сварки:
- Высокое качество соединений;
- Этот вид обработки используется для нержавеющей стали, чугуна, меди, алюминия и сплавов этих металлов;
- Помимо соединения сложных металлических конструкций, аргоновая ручная сварка позволяет скреплять между собой детали одного механизма, выполненные из разных материалов. Благодаря этому аргоновой сваркой можно варить редуктор, различные металлические трубы. Технология также часто применяется для соединения литых станочных деталей, головок блока, автомобильных радиаторов, поддона картера и электрических приспособлений;
- Если в процессе сварки возникли какие-либо трещины – то они очень быстро устраняются повторным проходом без видимых дефектов;
- Поверхность после работы поддается окраске;
- Аргон подходит для устранения поломок в климатической технике, тонких автомобильных деталях и т. д.
Одним из главных составляющих процесса является вольфрамовый электрод для аргоновой сварки. Это специальный пруток, который представляет собой сердце сварочного процесса. Как известно, вольфрамовое оборудование считается очень тугоплавким, для большей прочности вокруг электрода есть керамическое сопло. Именно из этого отверстия выдувается аргон. Благодаря такой конструкции, место обработки защищено от воздействия кислорода, что предотвращает трещины и вздутия на сварочном шве.
 Фото — конструкция аргонового инвертора
Фото — конструкция аргонового инвертора
Аргоновая горелка также называется рукавом и является самым важной составляющей сварочного аппарата. От качества горелки зависит весь процесс сварки, точность работы и геометрические параметры шва. В бытовых условиях часто используется самодельная горелка, но она не всегда отличается прочностью и качеством, поэтому лучше отдельно покупать рукава для сварки различных материалов. В профессиональных установках часто используется горелка, выполненная из того же металла, что и обрабатываемая поверхность.
https://www.youtube.com/watch?v=-RFTNzS8UDc
Как варить аргоном
Принцип варки этим газом довольно сложный, понадобится не одна неделя практики, чтобы соединить металл идеальным и тонким швом. Рассмотрим пошагово, как варить аргоновой сваркой поверхность из алюминия или нержавейки:
- Вначале на поверхность, которую будут варить, подается масса, также, как и при электрической сварке;
- Схема работы: в одну руку берется горелка, которой будет производиться аргоновая газовая сварка, а в другую – электроды, которыми будет обрабатываться покрытие (для нержавеющих деталей – нержавейка, для алюминиевых – проволока из алюминия);
 Фото — аргоновая сварка
Фото — аргоновая сварка - Далее, инвертором начинается производиться подача тока. Сварочный аппарат (полуавтомат и автомат), образовывает между свариваемой деталью и электродом дугу, именно в этот момент и образовывается припой;
- Принцип работы аргонового сварочного аппарата представляет собой что-то среднее между электрической сваркой и газовой. Высокая температура дуги плавит присадочную проволоку и деталь, образовывая между ними тонкий и прочный шов.
Диаметр электрода и время обработки зависят от толщины металла. В частности, если Вы работаете с листом алюминия толщиной в 3 мм, то его можно обработать за один проход электродами 3 мм при токе 180 А. Но если нужно сварить алюминий, толщиной 6 мм, то необходимо использовать двойной проход и большее время обработки при аналогичной силе тока. Для того, чтобы ускорить рабочий процесс, можно сделать трехфазную сварочную дугу.
Если Вы хотите производить аргоновую сварку своими руками – то обязательно просмотрите видео. Это поможет избежать грубых ошибок. Нужно понимать, что качество шва прямо пропорционально опыту сварщика, поэтому как можно больше тренируйтесь.
 Фото — аргоновый сварочный инвертор
Фото — аргоновый сварочный инвертор
Работа на аргоновых сварочных аппаратах – это всегда повышенная опасность здоровья. Вам обязательно нужно использовать защитные приспособления: сварочные маски, перчатки и очки для сварки, специальную одежду.
 Фото — защита при сварке
Фото — защита при сварке
Дешевле всего данной услугой пользоваться на различных автосервисах, СВАО и СТО – там можно не только подобрать нужные электроды и размеры горелок, но и быстро произвести ремонт сломанных приспособлений.
Продажа аппаратов производится в официальных магазинах известных компаний, а также отечественных сварочных предприятиях. Купить инвертор для аргоновой сварки можно также в интернет-магазине.
Как модернизировать инвертор для сварки аргоном
Аргонная сварка из инвертора своими руками — решаемая задача даже в условиях личного гаража, не говоря уже о мастерской или металлообрабатывающем цехе.

Сварка цветных металлов и сплавов — сложная операция даже для опытного мастера. Кто хоть раз стыкался с необходимостью сваривания алюминия или титана, тот знает цены на эти услуги. Часто они столь высоки, что от сварки приходится отказываться и покупать новую деталь или менять целый узел. Но чаще всего, 80-90% цены — это не стоимость оборудования, а оплата услуг сварщика.
Не хочу утверждать, что сварка аргоном, а именно она применяется в этом случае, очень сложна и сильно отличается от сварки ММА. Да, она несколько сложнее в техническом плане и требует определенных навыков, но если вы освоили сварку покрытым электродом, то, после небольшой практики, сможете варить и аргоновой сваркой ТИГ.
Закономерный вопрос — где взять аппарат? Решить его можно двумя путями — купить инвертор с режимом TIG или переделать свой аппарат. Аргонная сварка из инвертора своими руками — вполне решаемая задача даже в условиях личного гаража, не говоря уже о мастерской или металлообрабатывающем цехе.
Особенности аргоновой сварки
Сварка в аргоновой атмосфере отличается от обычной ММА такими особенностями:
- производится при постоянном обдуве аргоном;
- ток может использоваться как переменный, так и постоянный (обратной полярности);
- необходимо использовать вольфрамовый электрод;
- без присадочной проволоки варить можно только особо тонкие листы;
- для розжига дуги необходим осциллятор;
- техника проводки электрода имеет определенную специфику.
Рассмотрим все пункты по отдельности. Может показаться, что они напрямую не относятся к теме, как из обычного инвертора сделать профессиональную аргоновую сварку, но, зная эти тонкости, станет легче учесть все особенности аппарата и технологии.
Схема аргонной сварки:

Зачем нужен аргон
Практические свойства при сварке определяет его вес — он тяжелее азота и кислорода более чем в два раза, появляясь в зоне сварного шва, он попросту вытесняет эти газы и окутывает ванну, не допуская возникновения химических реакций окисления. Этот факт необходимо учитывать при сварке на открытом воздухе — сильный или умеренный ветер может ухудшить качество сварки.
Сварочный ток
Электрический ток напряжением 30-80 В и силой 20-200 А — диапазоны, применяющиеся при сварке цветных металлов в инертной атмосфере. Выбор параметров тока производится согласно специальных таблиц и зависит от диаметра электрода и толщины свариваемого металла. Правильно выбрав характеристики тока, вы сможете выполнить самый сложный шов даже на самодельном аппарате.
Электрод
- он не плавиться (Т плавления выше 3000 0 С, даже при красном калении он не размягчается) при температурах сварки цветных металлов;
- позволяет получить очень тонкую дугу, дает возможность формирования компактного шва;
- испарение электрода составляет не более 0,01 грамма на 1 м шва.
При этом промышленность выпускает такие электроды в более чем 25 видах, выбрать нужный не составит особого труда.
Присадочная проволока
Материал проволоки выбирается в соответствии со свариваемым металлом: для алюминия — алюминиевая, для нержавейки — из легированной стали определенной марки.
Осциллятор
При сварке постоянным током вольфрамовым электродом довольно сложно разжечь электрическую дугу. Если выполнять эту операцию касанием, как при сварке ММА, то возможно пригорание электрода, проплавление металла, приварка части материала к острию электрода и прочие неприятности.
Осциллятор — специальный аппарат, который вырабатывает высокочастотный ток для подачи импульса розжига. В дальнейшем он периодически генерирует поддерживающие импульсы, стабилизирующие дугу и позволяет сварщику уверенно работать как при постоянном, так и при переменном токе.
Перед тем, как сделать полноценную аргоновую ТИГ сварку самому, необходимо купить осциллятор, например УВК 7, или собрать его самостоятельно по одной из схем:


Но практика показывает, что осциллятор заводского изготовления работает намного надежнее. А цена его не столь высока, чтобы тратить неделю времени на поиск деталей, сборку и настройку самодельного устройства.
Тем более, что заводской осциллятор подключается очень просто практически к любому аппарату инверторного или трансформаторного типа — достаточно при помощи специальных разъемов навесить его на сварочные электрокабели. Он работает параллельно с аппаратом и на сварочный ток влияния не оказывает, поддерживая только стабильность дуги.
Но при покупке осциллятора следует учесть, что некоторые модели работают при напряжении холостого хода от 40 В. Если вы собрались вести сварку при U= 28-30В, то генератор импульса может не сработать.
Техника сваривания
Этим достигается две цели — поток аргона не уходит из зоны сварочной ванны и не позволяет ей окислиться и появляется возможность выполнения очень тонкого шва, практически незаметного на поверхности металла.

Самодельный аппарат ТИГ на инверторе
Основными частями такой установки являются:
- инвертор с возможностью сварки ММА;
- горелка TIG;
- баллон с аргоном;
- манометр;
- осциллятор;
- соединительные шланги и кабели.
Собрать их нужно в соответствии со следующей схемой:

После настройки параметров тока, включить инвертор, подготовить металл и начинать сварку.
На максимальных параметрах работать все равно не придется, а переплачивать вдвое за горелку промышленного уровня нет смысла. Многие сайты интернета рекомендуют сделать горелку самостоятельно. В принципе, это возможно. Но если купить все детали и собрать самостоятельно, то по стоимости она сравняется с заводской, а по качеству сборки и возможности регулировок и настроек будет хуже на порядок. В этом случае остается только успокаивать себя тем, что горелка сделана своими руками.
Можно сделать вывод, что переделка инвертора ММА в установку ТИГ не требует вмешательства в работу самого аппарата — необходимо только докупить периферию и правильно все собрать. По сравнению с покупкой инвертора, в котором предусмотрен режим TIG, это обойдется почти вдвое дешевле.
О собственном опыте трансформации инвертора в аппарат TIG редакция предлагает поделиться на страницах сайта. Нас и наших читателей интересуют советы и личные разработки практиков. Пишите нам, самые интересные разработки будут опубликованы под именем автора.
Как варить сталь в аргоновой среде
Аргонодуговая сварка стали — простой способ получения прочного соединения. Такая технология часто используется для создания швов в сложных конструкциях. При сварке черного металла не требуется использовать дорогостоящие расходные материалы. Подойдут стандартные электроды без специального покрытия.
.jpg)
Правила безопасности сварки в домашних условиях
Независимо от опыта работы, сварщик должен позаботиться о снижении вероятности травм и других негативных явлений в процессе соединения стальных деталей.
Техника безопасности подразумевает соблюдение следующих правил:
- Возле рабочего места не должны находиться легковоспламеняющиеся предметы и жидкости. При случайном попадании искры может начаться пожар. С рабочей поверхности убирают все, что может помешать во время сварки.
- В процессе соединения деталей могут выделяться токсичные пары, поэтому над сварочным столом устанавливают вытяжку.
- Перед началом сварки проверяют основные элементы агрегата. Не допускается использование оборудования с поврежденным кабелем или шлангом подачи газа. Убеждаются в правильности выбора режима работы аппарата.
- Нельзя использовать тройники или иные средства одновременного подсоединения нескольких горелок. Устройства подключают к отдельным розеткам.
- Для защиты кожи и глаз сварщика используют костюмы и маски. На руки надевают огнеупорные перчатки.

Какие режимы использовать для сварки черного металла
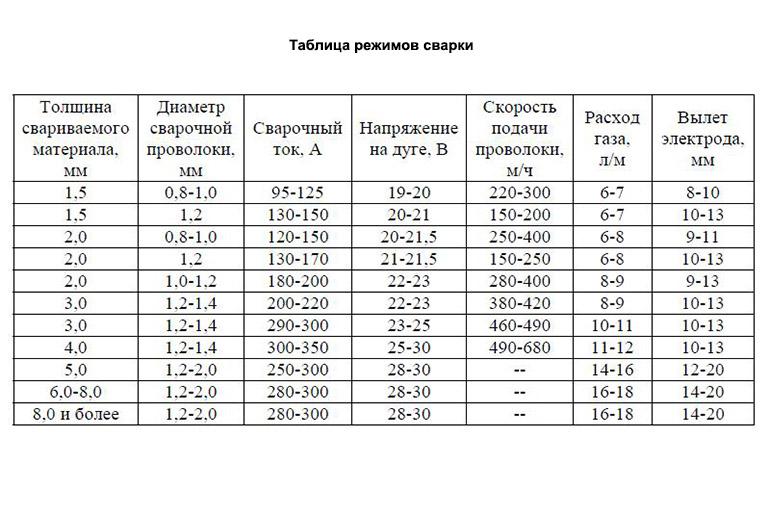
Правильно выбрав основные показатели функционирования аппарата, можно получить качественный сварной шов. Силу тока устанавливают в соответствии с толщиной детали. Если последняя равна 1 мм, параметр должен составлять 95-100 А. Скорость подачи присадочного материала — 25-30 см в минуту. Расход защитного газа при сварке черного металла — 8 л в минуту.
Выбор аппарата
Для соединения стальных заготовок в среде аргона применяют следующие виды сварочных агрегатов:
- Ручные. Выбравшему этот инструмент сварщику придется удерживать присадочную проволоку и горелку самостоятельно. Все параметры также задаются вручную.
- Полуавтоматические. Газ и проволока подаются специальным механизмом в горелку, которую сварщик ведет вдоль соединения.
- Автоматические. Непосредственного участия оператора в рабочем процессе не требуется. Он управляет устройствами дистанционно.
- Роботизированные. Оператор включает программу, система ЧПУ следует ей. Выбор такого способа целесообразен при сварке сложных конструкций, которые невозможно соединять иными методами.

Возможные проблемы при работе со сталями
Аргонная сварка труб из черного металла может вызывать затруднения, связанные с растрескиванием поверхности.
Это объясняется следующими свойствами стали:
- Небольшая теплопроводность. Обрабатываемая область быстро перегревается. В таком случае в шве появляются сквозные отверстия, конструкция становится ненадежной. При возникновении этой проблемы силу тока снижают на 20%.
- Некоторые виды стали сильно расширяются при нагревании. Последующая усадка приводит к деформации сварного соединения. В шве появляются трещины, его качество ухудшается. Увеличение ширины стыка помогает справиться с этой проблемой. Чем толще заготовки, тем больше должно быть расстояние между ними.
- При TIG-сварке стали повышается вероятность кипения расходного материала с образованием большого количества брызг.
- Металл имеет высокое сопротивление, из-за которого электрод быстро перегревается. Исключить эту проблему помогает использование коротких стержней.
- Нарушение температурного режима ухудшает свойства некоторых видов стали, например, нержавеющей.

Подготовка изделий
Перед тем как варить сталь ТИГом, металлические заготовки нужно соответствующим образом обработать. Края деталей очищают от пыли, грязи, следов коррозии. Для обезжиривания поверхностей используют растворитель или спирт. Остатки лакокрасочного покрытия удаляют металлической щеткой или шлифовальной машиной.
На края деталей толстым слоем наносят флюс. После этого выбирают силу тока и напряжение на аппарате.
Инструкция по сварке стали аргоном
Процесс соединения стальных элементов трубопровода прост. При наличии хорошего ручного или полуавтоматического оборудования сварку можно легко выполнить в домашних условиях.
Инструкция предписывает соблюдение следующих рекомендаций:
- Шов начинают формировать по направленности обрабатываемых краев. Зигзагообразные движения увеличивают ширину стыка, снижая прочность шва.
- Необходимо поддерживать среднюю скорость движения горелки. При слишком большом показателе проварить детали на всю толщину не получится. Если скорость будет низкой, образуются сквозные дефекты.
- Проволоку необходимо подавать равномерно. Это исключит образование наплывов и других недостатков. Лучший вариант — использование механического устройства подачи расходного материала.
- Электрод удерживают перпендикулярно обрабатываемым поверхностям или с небольшим уклоном. Присадочный материал подают под углом 45° к стержню.
- Пуск газа начинают за 10 секунд до возбуждения электрической дуги, прекращают через 5-7 секунд. Аргон защищает шов от проникновения кислорода, повышая прочность.
- Завершают сварку железа, плавно снижая силу дуги с помощью реостата.
Проверка качества
Способ оценки прочности и равномерности шва выбирают с учетом назначения свариваемой конструкции. Визуальный контроль — самый простой способ выявления дефектов.
Во время процедуры замеряют ширину и высоту стыка, которые на всем протяжении соединения должны быть одинаковыми. При осмотре обнаруживаются непровары, наплывы, складки.
Для выявления мелких дефектов используют капиллярный метод, при котором применяется проникающее контрастное вещество. Для оценки сварных швов конструкций, испытывающих повышенные нагрузки, предназначен ультразвуковой контроль. Это недорогой и эффективный метод выявления дефектов, не требующий определения состава и иных свойств стали.
Как правильно варить алюминий аргоном
Есть несколько способов неразъемного соединения этого капризного материала, у каждого есть достоинства и недостатки. Но надежные и эстетичные швы, не требующие дополнительной обработки, создаются только сваркой алюминия аргоном. Успешность работы определяется правильностью выбора оборудования, расходных материалов и знания нюансов метода.

Особенности сварки алюминия аргоном
Выполняя работу нужно учитывать неординарность характеристик этого металла:
- Из-за повышенной химической активности поверхность алюминия при контакте с воздухом быстро покрывается оксидной пленкой. Она плавится при температуре более 2000⁰C, а металл — 660⁰C. Если твердые кусочки пленки попадут в шов, его прочность уменьшится.
- При сварке алюминия трудно контролировать процесс, так как его цвет не меняется после расплавления.
- Материал гигроскопичен, поэтому впитывает атмосферную влагу, которая при нагреве испаряется с поверхности, снижая качество соединения.
- Из-за высокого коэффициента линейного расширения место соединения при остывании может деформироваться и растрескаться. Для компенсации усадки сварка аргоном проводится с повышенным расходом проволоки или модифицируют шов.
- Если неправильно настроить расход газа при выполнении аргоновой сварки алюминия, он вспенивается при недостатке, а избыток затрудняет сформировать шов.
Необходимое оборудование и материалы
Для работы потребуется аппарат выдающий переменный ток, поскольку сварку алюминия постоянным током аргоновым методом провести не получится. Оптимальным вариантом будет инвертор с режимом тиг и набором опций, позволяющих:
- бесконтактно зажигать дугу;
- заваривать кратер на конце шва;
- регулировать баланс тока;
- устанавливать период времени, в течение которого продолжается подача аргона после отключения дуги.
Чтобы снизить расход газа для сварки алюминия нужно обзавестись горелкой с газовой линзой (цангодержателем), внутри которой помещена сетка. При проходе аргона через ячейки улучшается защита места сварки при меньшем расходе. Для установки линз выпускаются сопла нескольких диаметров, чем больше размер, тем надежнее защита.
Сварка проводится универсальным вольфрамовым электродом (AC/DC) любой окраски или специализированным для работы переменным током (AC) зеленого цвета. Конец заостряется, но оставляется притупление. После розжига дуги он станет похожим на каплю. Чтобы вольфрам не перегревался, электрод вставляют в сопло с вылетом 3 — 5 мм. При работе он загрязняется алюминиевыми брызгами, тогда конец снова заостряют.
Так как у алюминия высокая скорость плавления присадочная проволока должна быть диаметром не меньше толщины деталей, чтобы успевать продвигать ее. Она может подаваться вручную или механизмом полуавтомата. Работая с чистым алюминием, чаще всего выбирают проволоку №5356, а со сплавами — №4043, с добавлением кремния.
Для tig сварки алюминия требуется чистый газ аргон с концентрацией 98 — 99%. Поэтому покупать его нужно у надежных продавцов. Редуктор и манометры лучше выбрать импортные, поскольку они позволяют точнее настраивать расход, чем отечественные модели.
Настройка аргонового аппарата
Сначала настраивается расход газа в диапазоне 6 — 12 л/мин по манометру, который ближе к шлангу. Работая в помещении, значение устанавливается в 1,5 раза меньше чем на улице. Завышенный расход создает турбулентные завихрения, которые газ смешивают с воздухом, снижая тем самым надежность защиты зоны сварки.
В зависимости от толщины заготовок настройку аппарата для сварки аргоном по току проводят по таблице:
Толщина металла, мм
Величина тока, А
Диаметр электрода из вольфрама, мм
Для алюминия устанавливается полярность 50/50. Однако при работе с чистым металлом для получения тонкого шва и меньшего разогрева электрода регулятор баланса тока сдвигают в сторону отрицательных значений. Для сплавов лучше пользоваться положительным диапазоном, но не увлекаясь. Переменный ток с большой положительной полуволной губителен для электрода.
Время затухания дуги при заваривании кратера, в зависимости от толщины заготовок устанавливается 2 — 4 секунды. Продолжительность подачи аргона после завершения сварки 3 — 5 секунд.
Подготовка деталей к сварке
Прежде чем начинать сваривать детали их очищают от грязи и жира любым растворителем. Оксидную пленку удаляют щеткой с металлическим ворсом или напильником. Использование абразивного инструмента нежелательно. Крупинки, оставшиеся в царапинах, попадут внутрь шва, что не лучшим образом скажется на его качестве. С кромок толстого алюминия (больше 4 мм) снимают фаски под углом 45 — 65⁰.
Для удаления влаги заготовки подогреваются до 150⁰C. Для снижения риска прожога тонкого металла до нуля под заготовки подкладывают стальные или медные пластины. Они улучшают отвод тепла, что позволяет ускорить процесс, за счет чего экономится энергия и газ. Сварку в среде аргона проводят сразу после подготовки, чтобы алюминий не успел окислиться.
Процесс сварки алюминия аргоном: пошаговая инструкция
Главным для начинающих, осваивающих эту технологию, является строгое выполнение несложных правил:
- Для создания ровного шва заготовки предварительно прихватываются с обеих сторон.
- Присадочную проволоку подают после появления сварочной ванны. Важно не промедлить, чтобы не прожечь в металле дырку.
- При сваривании алюминия аргоном длину дуги выдерживают на уровне 3 мм.
- Электрод располагают под углом 80⁰, а проволоку перпендикулярно к нему. Для предотвращения разбрызгивания алюминия ее подают плавно, без рывков.
- Если сваривается тонкий алюминий, электрод ведут вдоль стыка без поперечных движений. При работе с заготовками толще 3 мм допускаются зигзагообразные колебания.
- Технология сваривания аргоном предусматривает движение проволоки перед электродом.
- Шов завершается нажатием кнопки на аппарате, которая включает таймер затухания дуги.
- Положение горелки не меняют до окончания продувки аргоном.
- У правильно сделанного шва поверхность получается ребристой без пор и трещин.
Освоив технологию аргонодуговой сварки алюминия можно неплохо зарабатывать. За 1 см такого соединения платят 45 и более рублей. Но чтобы стать востребованным специалистом придется сначала потренироваться, чтобы научиться создавать надежные швы.

