Как склеить силумин в домашних условиях
Сварка силумина в домашних условиях
Главная / Техника сварки
Время на чтение: 2 мин

Сегодня силумин применяют для производства всевозможных сложных элементов. Сварщики соединяют детали из силумина применяя этот метод сваривания.
Сложным этот способ не назовешь, но, когда дело доходит до практики, при работе со сплавом многие начинающие мастера встречаются с большим количеством трудностей.
Детали из этого металла, соединяются более сложно, так как при сварке сплав окисляется и нагревается. Учитывая такие особенности, для этого способа сваривания применяют аргон. Этот элемент препятствует окислительному процессу во время сварочных работ.
Примечание. Силумин – это кремнийсодержащий сплав в основе которого лежит алюминий. Из него производят разные изделия замысловатых форм.
Из физических свойств этого сплава следует выделить износоустойчивость, высокую прочность, а также не податливость коррозии и небольшой вес.
- Силуминовая сварка с применением аргона
- Как правильно сварить силумин
- Сварка силумина аргонодуговым методом: все «за» и «против»
Силумин как один из свариваемых материалов
Силумин – это сплав, в основе которого (более 90% химического состава) лежит алюминий. Остальные 10% приходятся на кремний. Последний добавляется для того, чтобы повысить прочность итогового сплава, что позволяет использовать его более широко. В некоторых случаях в состав сплава могут входить медь, железо, марганец и цинк. В случае если в составе силумина цинк присутствует в достаточных значениях, данный сплав следует относить к литейным маркам сплава, что позволяет говорить о возможности его сварки при наличии острой необходимости в таком действии.
По некоторым своим характеристикам силумин схож с нержавеющей сталью, но отличается заметной легкостью за счет легкости основного металла, входящего в состав сплава. По своей прочности данный сплав практически не уступает нержавеющей стали, что достигается наличием кремния в его составе. Кроме того, силумин также хорошо противостоит коррозии за счет такого свойства алюминия.
Еще одним ключевым свойством силумина является его пластичность, что позволяет изготавливать из данного металла большое количество различных сложных по своей форме деталей, так как он достаточно легко льется, что позволяет ему качественно заполнять искомые формы.








Припои для алюминия
Паять алюминий можно как обычными свинцово-оловянными припоями, так и специальными, имеющими в своем составе алюминий, цинк, серебро и др. металлы и даже неметаллы (к примеру, кремний). Припои ПОС, как и специальные для алюминия, имеют различные температуры плавления, что необходимо учитывать как при работе с ними, так и при эксплуатации отремонтированного изделия.
Если вы решили паять посуду, контактирующую с пищей (канистра, фляга, трубка дистиллятора и пр.), то припои, содержащие свинец, использовать нельзя. Придется заняться высокотемпературной пайкой, используя, к примеру, припой 34A, содержащий медь, кремний и, конечно, алюминий. Подойдет ЦОП-40, содержащий цинк.
Припои 34A (слева) и ЦОП-40
Из зарубежных можно порекомендовать Aluminium-13, который, по сути, является аналогом 34А.
Припой для пайки алюминия Aluminium-13
Еще один вариант — пайка чистым оловом. Оно великолепно подходит для ремонта пищевой посуды и имеет низкую температуру плавления, а значит, работы можно производить при помощи паяльника. Но используя олово, следите за тем, чтобы место пайки сильно не нагревалось в процессе эксплуатации изделия. Вы, к примеру, можете запаять оловом донышко чайника (оно соприкасается с водой и выше 100 градусов не нагреется), а вот клювик того же чайника отвалится после первого же кипячения.
Для пайки пищевой посуды можно использовать олово
Особого внимания заслуживают так называемые офлюсованные, уже имеющие в своем составе специальный флюс (обычно в виде обмазки, но необязательно). Бытует мнение, что для работы с ними флюс вообще не нужен и, в принципе, это так. Тем не менее он очень желателен для защиты от окисления места пайки в процессе работы. Для этих целей подойдет любой пассивный флюс, который выдерживает температуру пайки. Идеальным решением здесь может быть обычное трансформаторное масло, которым пользуются электрики при пайке высоковольтных муфт.
Оборудование для сварки
В связи с тем, что сварка производится двумя способами – с использованием плавящихся и неплавящихся электродов, оборудование будет различаться между собой.
В случае если речь идет о сварке плавящимся электродом, к оборудованию будут относиться:
- трансформатор или выпрямитель (для подачи сварочного тока необходимого уровня напряжения);
- паяльная лампа (для прогрева кромок свариваемых деталей);
- газовая горелка (для подачи газа, который будет прогревать сварное соединение в процессе сварки);
- держак для электрода (которым сварщик самостоятельно направляет электрод в сварочную ванну).
Если говорить об аргонодуговой сварке, то в перечень оборудования следует включить:
- сварочный инверторный аппарат;
- осциллятор для регулировки;
- баллон или иной резервуар с аргоном;
- газовая горелка, через которую подается защитный газ;
- присадка в виде неплавящегося электрода;
- шланги для подачи газа в горелку (ввиду особенностей конструкции горелки внутри таких шлангов находятся два рукава, один из которых предназначен для подачи газа, а внутри другого находится кабель, по которому подводится электрический ток).
Кроме того, потребуются также и средства защиты сварщика, а именно:
- специальный костюм, который защитит кожу от попадания горящих искр от сварки (ткань такого костюма должна быть не просто плотной, а прошедшей специальную пропитку огнезащитного типа с целью исключения риска возгорания от попавшей искры);
- маска с затемненными стеклами (используется для защиты лица и, в первую очередь, глаз, от негативного воздействия яркого света);
- рукавицы-краги (предназначаются для защиты кожи рук от воздействия высокой температуры, а также для исключения возможности поражения электрическим током от свариваемых деталей);
- защитная обувь (она одновременно выполняет две функции – защищает ноги сварщика от попадания капель расплавленного металла в виде искр от сварки в случае отсутствия специального сварочного стола и минимизирует риск полного прохода электрического тока через тело работника в случае наличия критической неисправности оборудования).




Особенности сплава
Силумин – это сплав алюминия и кремния, а кремний влияет на плохую свариваемость. Но примеси железа и титана дают возможность качественного сварного соединения. Марки материала силумин различны. Дешевые составы из Китая буквально плавятся при воздействии высокой температуры. Но изделия известных торговых марок выполняются из более качественного материала.
Среди особенностей силумина следует отметить следующее:
- высокая прочность;
- высокая износостойкость;
- коррозионная стойкость.
У каждого изделия имеется ресурс работы, после которого происходит его разрушение. Соединить элементы можно методами, описанными выше. Склеиваются декоративные изделия. Если к изделию не будут прилагаться значительные внешние усилия, то соединение можно произвести пайкой. Пайка силумина осуществляется при помощи специальных припоев. В основном применяются припои для алюминия: ЕR4043, Harris52, HTS2000.
Технология аргонодуговой сварки
Общий процесс аргонодуговой сварки, выполняемой в отношении деталей из силумина, следует разделить на три больших этапа:
- подготовительный;
- этап сварки;
- этап завершающей обработки.
Подготовительный этап
На подготовительном этапе сварщику необходимо выполнить следующие действия:
- зачистить кромки свариваемых деталей с использованием любого доступного механического способа;
- обработать зачищенные кромки специализированными химическими составами с целью обезжиривания и полного удаления возможных окислов металлов.
Этап сварки
Сварочный этап состоит из следующих шагов:
- подсоединение инвертора. Его лучше подключать с обратной полярностью, так как это позволит добиться лучшего качества сварки. В том случае, если подключить инвертор, соблюдая прямую полярность, происходит процесс ионизации газа, в результате чего образуется плазма, которая режет, а не плавит силумин в сварочной зоне;
- электрод, произведенный из вольфрама, необходимо подвести к свариваемой поверхности из сварочной горелки на расстояние не более 2,5 мм, однако, не допуская касания его до поверхности свариваемых деталей;
- подача аргона начинает осуществляться не ранее, чем через 15 секунд после появления сварочной дуги, так как это позволит обеспечить максимально качественный прогрев элементов, подлежащих сварке;
- сварочная ванна заполняется путем введения силуминового прутка или проволоки. Механизм подачи выглядит следующим образом: сам пруток или проволока подается под небольшим углом к сварочной ванне и электроду, а скорость подачи должна быть установлена в зависимости от опыта работы сварщика, так как неоправданно высокая скорость подачи может негативным образом сказаться на качестве сварного шва из-за высокой степени разбрызгивания металла;
- присадка (проволока или пруток) вводятся перед горелкой в соответствии с путем ее движения и перемещается только вдоль шва;
- после завершения работы дуги (ее горения) аргон должен подаваться в течение не менее 10 секунд, так как это позволит дать металлу немного остыть, что позволяет минимизировать риск возникновения трещин и окислов тугоплавкого типа.
Завершающая обработка
Этап завершающей обработки предусматривает проверку соединения после завершения сварочного процесса на наличие трещин или непроваров, так как в случае их выявления может потребоваться повторная обработка соединения с целью упрочнения шва.
В случае если все манипуляции выполнены правильно, шов получается аккуратным, не требует очистки от шлака, а качество соединения остается максимально высоким.
В том случае, если были допущены технологические ошибки, может потребоваться разъединение только что сваренных деталей с последующим повторением всего процесса.
Плюсы и минусы технологии
В отношении силумина как сплава достаточно сложно реализовывать различные сварочные технологии. Это связано с тем, что входящий в состав сплава второй элемент – кремний – оказывает негативное влияние на возможности сваривания материала. По этой причине наиболее распространенным способом сварки данного сплава при необходимости является аргонодуговая сварка, так как только она позволяет добиться наиболее высококачественных результатов.
К числу основных плюсов такого вида сварки указанного сплава следует отнести:
- высокая скорость сварочного процесса;
- наличие достаточно большого количества методик, которые можно использовать для осуществления сварки;
- возможность за счет узконаправленного действия дуги избежать деформации всей свариваемой детали в связи с узкой площадью нагрева детали;
- возможность максимально качественного выполнения сварных соединений за счет вытеснения кислорода из зоны проведения сварочных работ, что становится возможным за счет химико-физических свойств аргона, который тяжелее воздуха.
Несмотря на большое количество плюсов в использовании аргонодуговой сварки силумина, у этого способа имеются также и существенные минусы, к которым относятся:
- высокая стоимость оборудования, которое может быть использовано для осуществления работ;
- длительный процесс подбора наиболее оптимальных режимов сварки для того, чтобы качество соединений было максимально высоким;
- возможность выполнения работ только в закрытых помещениях с целью исключения вероятности выдувания аргона из-под горелки порывами ветра;
- наличие оборудования для дополнительного отведения тепла, образовываемого высокими мощностями сварочного тока.
Как склеить силумин в домашних условиях


I got up and glued my sword! © old KVN
A couple of days ago, I could not sit and I decided to remove from the list of important cases on auto cleaning the rear door lock. Not that everything was bad there, and it was badly closed … I just wanted to clean and lubricate the lock.
In general, nothing complicated with the trim, and pull the lock itself was difficult. But 2 pairs of hands and the desire to finish all this quickly did their job. Lock in hand, carb ready. Washed it from the old grease, which was more like a frozen toffee. And then I accidentally pulled the handle that opens the tailgate from the inside. And the handle remained in one hand, and the lock itself in the other. Ambush … How many thoughts in my head … The most important — where will I find the same lock now?! …
But this is just metal. True silumin. An acquaintance argon man refused to boil immediately and said that it is unlikely that anyone in the country would help us — we needed some kind of super additive for argon.
But having rummaged on the Internet, I found this article (it makes sense to look beyond the 2nd page in Google search).
As if I had known before that super glue with soda works wonders, but did not know about it with regard to metal. Quickly went for a degreaser (in my case, acetone for nails), cotton wool, cotton buds, a tube of superglue and soda.
The process itself is intuitive. Thoroughly degrease, glue spilled on the parts, sprinkled with soda. I repeated this puff pie 4-5 times and got a monolithic construction.

To be honest, with skepticism, he believed in all of this, hoping at least that the pen would not fall off — and that’s fine.

But in the morning the result was very pleased — it turned out to be a monolithic and working detail. Just took the Dremel and cleaned out the technical hole with the shoroshka. If you look closely, you can see a crack in the photo from the inside. But everything works, biased with a technical check with a friend (he also didn’t believe that it was possible to take it and just put it all together).

Many forums on welding and other links Google talked about how difficult and hemorrhoid in terms of finding the right ingredients. But everything turned out to be very simple and almost free.
Периодически сталкиваюсь с разрушением силуминовых элементов. Внешне детали изготовленные из силумина похожи на алюминий, но это только на первый взгляд. Хотя его достаточно легко отличить когда изделие повреждено. Невооруженным гразом можно видеть спекшиеся крупицы порошка. Но, как говорится, надежда умирает, последней. В телефонной книге ищешь номер знакомого аргонщика. Приносишь деталь и после первого «чварка» можно наблюдать кислое лицо этого аргонщика. И вот после очередных повреждений силуминовых деталей уже и не хочется предпринимать попытки обращения к аргонщикам.

И вот я решил погуглить в сети, действительно ли этот самый силумин на сваривается. Для начала заглядываю в википедию, чтобы узнать из чего же состоит этот самый силумин. Его схожесть с алюминием не случайна, посколько это основная составляющая этого сплава. Второй основной элемент это кремний, доля которого составляет от 4 до 22% в зависимости от его марки. Также в состав силумина входит небольшое количество примесей: железо, медь, марганец, титан и прочие. Исходят из того, что процентное соотношение кремния разное, то скорее всего шанс сваривания есть.
Итак, погрузившись в бурные обсуждения интернет-форумов я понял следующее, что сваривать (спаивать) стоит только лишь в том случае, если деталь представляет некую ценность и если она находится под действием определенных нагрузок. В противном случае все ратуют за склеивание деталей силумина.
ОК. Все равно хотелось бы тезисно изложить основные требования к свариванию. Источник Websvarka.ru.
- Использовать только аргон.
- Силумин бывает разный. Надо всегда пробовать. Откровенно китайские изделия не свариваются. Тупо расплавляются. А вот, к примеру, автомобильные детали от известных производителей без проблем поддаются свариванию.
- Для сваривания силумина рекомендуют использовать специальные припои типа Harris-52, НТS-2000, ER 4043. Они предназначены для сваривания алюминия.
- Перед сваркой необходимо детали предварительно разогреть до температуры 220 градусов цельсия. Для более эффективного отвода тепла рекомендуют использовать стальные прокладки. Насколько я понимаю это необходимо для недопущения расплавления силумина.
- Жесткие закрепления стараться избегать во избежаний трещинообразования.
- Перед сваркой попытаться попробовать на тестовом образце.

Теперь что касается склеивания силумина. Прежде чем клеять необходимо тщательно подготовить поверхность. Максимально очистить от грязи и масла. Заранее продумать чем зафиксировать изделия после нанесения клея. Самое распространенный клее — эпокситный. Также многие советуют всяческие пятиминутки. После застывания клея можно армировать места склеивания. Для этих целей подойдет шпатлевка с волоконным наполнителем. Да, если вы надеетесь найти специальный клей для силумина, не теряйте зря время. Но здесь можно пойти по логике сварщиков, которые ищут припои для алюминия. Так и здесь, существуют специальные клеи предназначенные для склеивания алюминия.
Двухкомпонентные клеи COSMOFEN DUO и AL-1. Применяется в строительстве для склеивания алюминиевых элементов окон и дверей.

Вот такой вот краткий анализ в помощь тем, кто ищет способы сваривания и склеивания силумина. Здесь подход должен быть творческий, когда сумма попыток рождает победу.

Судя по многочисленным отзывам, очень часто домашним умельцам приходится склеивать вещи, изготовленные из алюминия. Данный материал широко распространен, поскольку он довольно прочный и устойчив к внешним воздействиям. Однако этому металлу не присущи адгезивные свойства. В итоге, если соединять друг с другом алюминиевые предметы, на их поверхности образуется окисная пленка и склеивание будет утруднено. Это объясняет, почему многих новичков интересует вопрос, чем склеить алюминий с алюминием.
Как утверждают опытные мастера, чтобы обеспечить качественное соединение, нужно приобрести специальный клей. В отличие от остальных клеевых смесей, его состав дополнен специальными добавками, задача которых – предотвращать образование оксидной пленки. О том, чем склеить алюминий с алюминием, вы узнаете из данной статьи.
О способах склеивания
Несмотря на наличие неоспоримых достоинств, благодаря которым алюминий приобрел большую популярность, этот металл имеет и недостаток. Заключается он в том, что во время крепежа у мастера могут возникнуть трудности. Ввиду того что алюминий довольно мягкий, обычными болтовыми соединениями обойтись не получится. Профессионалы соединяют друг с другом детали из алюминия посредством сварки.

Однако для этого способа нужен аргон и сложное оборудование, работать с которым может квалифицированный специалист. Поэтому чаще всего применяют холодную сварку. Данная техника предусматривает два способа соединения. В первом используется принцип диффузии. В момент соединения двух твердых поверхностей под действием давления происходит взаимопроникновение их молекул. Иными словами, они смешиваются друг с другом. Данный способ довольно сложный и применяется на предприятиях. Второй способ соединения представляет собой склейку при помощи специальных средств, речь о которых далее.
О полиуретановом клее
Тем, кто не знает, чем можно склеить алюминий, можно порекомендовать смесь на полиуретановой основе. Этот клей бывает одно- и двухкомпонентным. В первом случае состав клея представлен одним полиуретаном. Растворитель не предусмотрен. Эти клеящие средства наносят на открытые части соединяемых изделий. Перед склеиванием поверхности предварительно смачивают водой. Поскольку в составе двухкомпонентных средств есть отвердитель, алюминий обрабатывать водой не обязательно. Как утверждают специалисты, для двухкомпонентных изделий характерны повышенная пластичность и термостойкость. Соединения получаются очень прочные. Кроме того, на них не воздействует масло, грибки и плесень.
О составах на основе смолы
Если вас интересует, чем склеить алюминий с алюминием, воспользуйтесь двухкомпонентными составами, в основе которых эпоксидная смола. Особенность данных средств заключается в том, что они устойчивы к высоким температурам и имеют улучшенные адгезионные свойства. С их помощью склеивают материалы с разными показателями теплового расширения, а именно дерева, фарфора и камня.
Виды смоляных клеящих составов
В зависимости от условий, в которых происходит затвердение, клеи на основе эпоксидной смолы классифицируют на две категории:
- Средства, которые могут застывать при температуре свыше 1 тыс. градусов. Сфера применения – промышленные предприятия.
- Составы холодного затвердевания. Застыть клеи могут при температуре не более + 350 градусов.
При использовании двухкомпонентных эпоксидных клеев рекомендуется добавлять отвердители в разных пропорциях. Каким клеем склеить алюминий с алюминием? Подробнее об этом далее.
Чем склеить?
Намертво алюминий с алюминием соединяется посредством следующих смесей:
- Mastix. Качественная склейка возможна при температуре в пределах -50 — +145 градусов. Соединяет черные и цветные металлы. Используется также и в качестве герметика. Чтобы стать обладателем 50-граммового флакона, придется выложить 30 руб.

- Cosmopur 819. Смесь на основе полиуретана. Посредством данного средства устраняют зазоры и вклеивают уголки. Цена тюбика с 300 мл клея — 500 руб.
- Astrohim ACE-9305. Используется в том же температурном диапазоне, что и Mastix. С помощью этого вещества в деталях восстанавливают сломанные фрагменты. Например, резьбу. Стоит клей дороже: 80 руб.
- «Эпокси металл Момент». Является двухкомпонентным клеем, с помощью которого соединяют друг с другом как алюминиевые, так и деревянные, мраморные и стеклянные поверхности. Данное средство также используется для устранения различных зазоров и трещин. 0,05-литровая упаковка стоит 350 руб.
- Abro Steel. Данное средство используют в тех случаях, когда нужно отремонтировать санитарно-техническое оборудование или баки, в которых хранится жидкость. Судя по отзывам, клей очень чувствительный к чистоте соединяемых поверхностей. 57-граммовая упаковка стоит 150 руб.
- Permatex Cold Weld. Данному двухкомпонентному термостойкому клею, в основе которого эпоксидная смола, присущи противопожарные свойства. Средство устойчиво к продолжительным (не выше 149 градусов) и кратковременным (до 177) нагревам. На полимеризацию уходит не более 15 минут. Цена 56-граммовой упаковки — 300 руб.

- «Титан». Довольно популярное клеящее средство. Образует устойчивый к механической нагрузке шов. Продается смесь в флаконах по 310 мл за 250 руб.
- Wurth Liquid Metal. Является цианакрилатным клеящим составом немецкого производства. Тем, кого интересует, чем склеить алюминий с алюминием, специалисты рекомендуют это средство. Особенность данной смеси в том, что застывает она очень быстро. Работать можно как с металлическими изделиями, так и с прозрачными материалами. 20-граммовый флакон стоит 100 руб.
- Cosmo PU-200. В данном двухкомпонентном полиуретановом средстве нет растворителя. Судя по отзывам, образующийся шов очень теплостоек. После того как он полностью застыл, его можно покрасить. Клеем соединяют алюминий, гипсоволоконные плиты, древесину, отшлифованный стекловолокнистый пластик и ламинат. Также восстанавливают монтажные швы, ширина которых не превышает 8 мм. Цена 900-граммового флакона: 800 руб.

Как использовать смеси?
Тем, кто не знает, как склеить алюминий в домашних условиях, нужно придерживаться следующей поочередности действий:
- С поверхности соединяемых участков при помощи мелкозернистой наждачной бумаги или щетки удаляются ржавчина и загрязнения.

- Далее поверхности обрабатывают ацетоном.
- После этого нужно некоторое время нужно подождать, чтобы участок высох.
- В отдельной емкости смешать клей и отвердитель. Должна получиться однородная вязкая масса.
- Клеящую смесь нужно нанести на поверхность в виде точек или тоненьких полосок. Затем детали плотно прижимают друг к другу. В такой позиции их нужно зафиксировать и оставить на 15-20 мин.
Если у вас образовались излишки, вы можете их удалить ветошью, предварительно смоченной в растворителе.
В заключение
Работая с клеящими составами, нужно помнить, что эти вещества очень токсичны. Поэтому склеивать алюминиевые детали желательно в хорошо проветриваемом помещении. Нелишним будет воспользоваться перчатками, респиратором и защитными пластиковыми очками.
Пайка силумина в домашних условиях
Сварка силумина при помощи аргоном
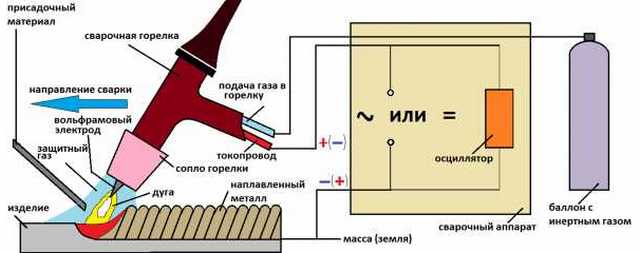
Технология сварки силумина практически идентична процессу сваривания алюминия. Она получила название аргонодуговой, поскольку в ней объединились электрическая и газовая сварки. А именно, сварка осуществляется при помощи неплавящегося электрода в защитном аргоном облаке.
Как уже отмечалось, основная функция аргона заключается в защите сплава от процессов окисления. За счет того, что он тяжелее воздуха, он вытесняет воздушные массы из зоны сварки. Еще одна отличительная особенность аргона состоит в том, что он является инертным газом, а значит ни с воздухом, ни с другими газами он ни при каких обстоятельствах не будет вступать в реакцию.
Если вы новичок, и впервые производите сварку силумина в домашних условиях, следует быть очень внимательным и не перегреть газ.
В случае, когда осуществляется сварка на обратной полярности (электрод подсоединяется к плюсу, а заготовленная деталь к минусу), от атомов аргона будут отсоединяться электроды. Таким образом, происходит ионизация газа и он начнет пропускать через себя электроток. Поэтому очень важно довести аргон до нужной температуры, ведь если его перегреть, то своей силой он будет не соединять заготовки из силумина, а начнет их разрушать.
Обратите внимание! Сваривать можно исключительно литейный силумин, в котором находится 5-20% кремния. Если в составе много цинка. То варить такой материал нельзя.
Как заварить силумин
Итак, для сварки силумина необходима аргонодуговая технология. В состав оборудования входит инвертор, баллон с газом, осциллятор и специальная горелка. В горелку устанавливается неплавящийся электрод из вольфрама. В качестве присадки здесь должна выступать силуминовая проволока.
Перед началом сварочного процесса силуминовые заготовки необходимо подготовить. Основное правило – это удалить оксидную пленку.
- Сначала необходимо зачистить кромки свариваемых деталей с помощью наждачки, металлической щеткой, пескоструйной машиной или любым другим способом.
- Далее производится обработка химическим составом. Это может быть любой растворитель, бензин или раствор каустической соды. Если используется последний материал, то после обработки рекомендуется промыть металлические заготовки напором воды.
Сварка производится на обратной полярности при короткой дуге. Объяснить это можно лишь тем, что при короткой дуге металл проплавляется лучше. Присадочная проволока подается в зону сварки, где она также расплавляется и соединяется с основным металлом, что в конечном итоге образует единую однородную жидкую субстанцию. Она при остывании превращается в монолит.
Подавать быстро присадку в сварочную ванну нельзя. Это приведет к разбрызгиванию металла, что снизит качество сварного шва. Проволоку надо подавать перед горелкой, при этом держать под углом. Движение и подача должны быть равномерными точно вдоль шва. Нельзя отклонять присадочный стержень, двигать его поперек. Ровный и узкий шов – вот высокое качество соединения.
Все остальное, в принципе, точно так же, как и при сварке алюминия. А именно:
- При поджиге электрода нельзя касаться свариваемых металлических заготовок.
- Подачу газа надо начинать после 15 секунд после розжига вольфрамового электрода. Что обеспечит нагрев пространства в сопле горелки.
- Заканчивая сварку, нельзя останавливать подачу газа. Отключение можно провести после 10 секунд, как отключится подача электроэнергии на электрод. Это обеспечит равномерное остывание металла в зазоре между заготовками.
В домашних условиях можно сварку силумина проводить плавящимся электродом. К примеру, расходником от известной шведской компании ESAB марки ОК 96.50. Но и здесь есть своя специфика.
- Точно также производится подготовка заготовок.
- Предварительно свариваемые детали подвергаются нагреву до 250-300С.
- Электроды также предварительно подогреваются до 150С.
Электроды этой марки состоят из силуминового стержня и щелочно-солевой обмазки. При сварке выделяется в большом количестве шлак, который необходимо тщательно удалять. И все же сварка аргоном является более качественной.
Достоинства и недостатки аргонодуговой сварки силумина
Данная технология отличается рядом достоинств, среди которых выделяются:
- во-первых, такой способ является практически единственной возможностью соединить силуминовые заготовки,
- во-вторых, при короткой дуге сварочный процесс не займет много времени,
- аргон зарекомендовал себя как надежный защитный элемент, поэтому при соблюдении всех правил сварки, в конечном итоге вы получите прочное соединение,
- сварочный процесс каждый может осуществить в домашних условиях, здесь большую роль сыграет опыт.
Несмотря на большое количество плюсов, есть у такого способа и некоторые недостатки:
- сварку силумина аргоном не рекомендуется проводить на улице, т.к. ветер будет сдувать из зоны сварки защитный газ, поэтому сварочные работы лучше производить в закрытых помещениях,
- для сварки с аргоном нужно обзавестись всем необходимым оборудованием,
- могут возникнуть сложности с настройкой режима сварки,
- в случае применения сварочного трансформатора с большим током, важно дополнительно охладить силуминовые детали.
Как использовать смеси?
Тем, кто не знает, как склеить алюминий в домашних условиях, нужно придерживаться следующей поочередности действий:
- С поверхности соединяемых участков при помощи мелкозернистой наждачной бумаги или щетки удаляются ржавчина и загрязнения.

- Далее поверхности обрабатывают ацетоном.
- После этого нужно некоторое время нужно подождать, чтобы участок высох.
- В отдельной емкости смешать клей и отвердитель. Должна получиться однородная вязкая масса.
- Клеящую смесь нужно нанести на поверхность в виде точек или тоненьких полосок. Затем детали плотно прижимают друг к другу. В такой позиции их нужно зафиксировать и оставить на 15-20 мин.
Если у вас образовались излишки, вы можете их удалить ветошью, предварительно смоченной в растворителе.
Технология сварки силумина
Соединение можно сделать двумя способами:
- с помощью плавящихся электродов, такой сваркой заделывают детали, работающие на сжатие,
- используя присадочную проволоку.
Прежде, чем сварить силумин, необходимо:
- зачистить стык до зеркального блеска,
- снять оксидную пленку растворителем или бензином, работать надо в перчатках, чтобы не оставлять потожировых следов.
Аргонодуговая сварка силумина
Для работы нужно подготовить:
- инвертор сварочный на 220В или 380 В (сила тока зависит от толщины ремонтируемого участка),
- осциллятор, подающий напряжение на электрод, он нужен для создания дуги,
- комплект газового оборудования,
- горелка,
- баллон с защитным газом,
- присадочный пруток.
У сварки силумина аргоном есть ряд особенностей:
- Полярность должна быть обратная, к электроду подводится плюсовой контакт. Это необходимо для ионизации аргона, повышении его электропроводности.
- Аргон должен поступать в рабочую зону только после розжига. Шов нужно охлаждать в защитной атмосфере не меньше 10 секунд, пока верхний слой металла не схватится.
- Присадка вводится перед горелкой, со средней скоростью, под углом к электроду и диску. При быстрой подаче образуется много искр.
- Электрод нужен для создания дуги, ближе, чем на 2,5 мм его к металлу не приближают.
- Плавное движение горелки и прутка должны совпадать.
- Диаметр присадочной проволоки всегда меньше размера электрода.
Пайка силумина в домашних условиях
Детали различных форм из сплава алюминия и кремния славятся повышенной износостойкостью и прочностью. Этот сплав называется силумином.
Что он представляет собой, какие существуют особенности сварки изделий в домашних условиях, чем спаять силуминовые детали? Ответы на эти вопросы рассмотрим в статье.
Особенности сплава
Алюминиево-кремниевый сплав легко поддается ковке и литейным работам. Изделия из него прочные, легкие и устойчивые к коррозии, внешне привлекательны.
Симулин используют во многих сферах деятельности:
- машиностроении;
- архитектуре;
- изготовлении посуды;
- деталей для сантехники и многих других.
Его физические свойства сравнивают со сталью, однако силумин гораздо легче. Он имеет низкую стоимость, поэтому стал более предпочтительным в производстве недорогой бытовой техники.
Чтобы восстановить или соединить силуминиевые детали используют сварку. Соединение этого сплава на практике имеет ряд сложностей и отличается от обычной сварки.
Поговорим подробнее о способах и технологии сварки силумина самостоятельно. Существует два способа соединения силумина в домашних условиях:
- аргонодуговой;
- плавящимися электродами.
Технология сваривания аргоном
Прежде чем начать работу нужно приготовить оборудование. Вам понадобится:
- инвертор;
- горелка с неплавящимся электродом;
- баллон с газом;
- осциллятор;
- присадочная проволока.
Подготовка деталей заключается в удалении оксидной пленки:
- Для этого наждачной бумагой или другими средствами зачищаются места соединения деталей.
- Далее края обрабатываются любым химическим средством: растворителем, каустической содой.
Важно! После применения каустической соды, заготовки обязательно промыть напором воды.
Технология сварки силумина аргоном напоминает процесс сваривания алюминия. Это самый надежный способ соединения силуминовых изделий.
При соединение деталей происходит их нагрев, образуется устойчивая к высокой температуре пленка, которая ограничивает надежность скрепления. Для избегания этого, применяется инертный газ — аргон. Он выталкивает воздух в сварочном пространстве, не позволяя окислятся деталям.
Требования к выполнению работ в домашних условиях:
- выполнять работу на открытом пространстве не рекомендуется, лучшим вариантом будет закрытое помещение (подойдет гараж или бытовая пристройка);
- в процессе сварочных работ нужно избегать перегревания газа, иначе аргон начнет разрушать элементы.
- Сварку производят с использованием короткой дуги на обратной полярности (подключение электрода к плюсу, а заготовки к минусу). При таком способе изделие плавится легче.
- Присадочная проволока подается в рабочую зону, где она плавится и соединяет изделия.
- Присадку нужно подавать постепенно, иначе велик риск разбрызгивания металла, что приведет к плохому соединению.
- Подача присадки происходит под углом к горелке, направления выполняются строго вдоль шва.
Выполнение этих условий гарантирует ровный и узкий шов.
В этом видео показывается, как отремонтировать (заварить дюралевый поддон):
Преимущества и недостатки аргоновой сварки
Плюсы метода:
- Этот вариант соединения элементов считается самым прочным.
- Сварка не занимает много времени.
- Технология подходит даже новичкам.
- Сварочный процесс, возможно, выполнить в домашних условиях.
- Деформация деталей исключена.
Минусы:
- Невозможность провести работу на открытом воздухе, ветер будет мешать правильному распределению газа над рабочей поверхностью.
- Необходимость иметь специальное оборудование.
- Высока вероятность со сложностью в настройках.
- Если работа производится трансформатором с высокой силой тока, то потребуется охлаждение.
Выполнение сварки в домашней обстановке требует соблюдения техники безопасности. В процессе работы применяют средства защиты, надевают:
- специальную одежду;
- маску;
- перчатки;
- обувь с резиновой подошвой.
Проводят работы по изоляции всех токопроводящих элементов. Исключают присутствие легковоспламеняющихся предметов возле рабочего пространства. Помещение должно быть хорошо вентилируемым.
Сварка плавящимся электродом
Второй способ соединения деталей при помощи плавящего электрода. Подготовка деталей осуществляется по такому же принципу, что и в предыдущем способе.
В этом случае используют электроды, покрытые щелочной оболочкой, с силуминовой сердцевиной. Качество такой сварки значительно ниже, чем аргоном.
Процесс происходит так:
- Свариваемую зону прогревают горелкой или паяльной лампой до температуры 250-300 градусов.
- Электроды тоже подвергаются нагреванию до температуры 150 градусов.
- Во время сваривания деталей на шве от электрода появляется шлак, его необходимо полностью счищать.
Смотрите видео, соединение алюминия электродом:
Чем спаять?
Пайку силумина можно произвести газовой горелкой или паяльником с мощным жалом. Запаивают детали, предварительно очистив и обезжирив поверхность.
Для разрушения оксидной пленки используют флюс Castolin 190 Flux и другие.
Смотрите видео по теме, припой HTS-2000 пайка алюминия без флюса:
На этом видео, показан крутой способ пайки алюминия паяльником:
Наименее эффективный способ сваривания деталей происходит с помощью холодной сварки. Окончательный результат такого способа зависит от качества обработки поверхности склейки.
Можно ли заварить холодной сваркой крупные трещины? Нет, такой способ применяется только для микротрещин в деталях.
-тест, сравнение холодной сварки по алюминию:
Заключение
Сварка силумина – процесс трудоемкий, требующий навыков и умений в этом деле. Правильно выполнить процесс поможет изучение свойств, технологий, принципов работы с ним. А также разобраться в вопросе, чем варить силумин в зависимости от проблемы.
Выполнив все эти условия, отремонтировать детали из силумина сможет даже начинающий мастер.
Основные свойства силумина
При сравнении свойства силумина приравнивают к свойствам нержавеющей стали, но при этом первый обладает меньшей массой.
О свойствах сплава алюминия с кремнием:
- Прочность, устойчивость к износу и к проявлению коррозии. Оксидная пленка, образующаяся на поверхности, служит защитой от негативных факторов окружающей среды.
- Плотность материала составляет около 3 гр/см3.
- Пластичность или жидкотекучесть сплава – это немаловажное свойство, необходимое для заливки сложных конфигураций, что значительно удешевляет процесс литья.
- Температура плавления силумина составляет около 6000 С, что почти в три раза ниже температуры плавления стали, и это тоже влияет на качество литья и стоимость выполнения работ.
Исходя из перечисленных показателей, изделия из этого материала все больше пользуются потребительским спросом.
Как заварить силумин в домашних условиях? Доступные способы сварки и пайки
Детали различных форм из сплава алюминия и кремния славятся повышенной износостойкостью и прочностью. Этот сплав называется силумином.
Что он представляет собой, какие существуют особенности сварки изделий в домашних условиях, чем спаять силуминовые детали? Ответы на эти вопросы рассмотрим в статье.
Особенности сплава
Алюминиево-кремниевый сплав легко поддается ковке и литейным работам. Изделия из него прочные, легкие и устойчивые к коррозии, внешне привлекательны.

Симулин используют во многих сферах деятельности:
- машиностроении;
- архитектуре;
- изготовлении посуды;
- деталей для сантехники и многих других.
Его физические свойства сравнивают со сталью, однако силумин гораздо легче. Он имеет низкую стоимость, поэтому стал более предпочтительным в производстве недорогой бытовой техники.
Чтобы восстановить или соединить силуминиевые детали используют сварку. Соединение этого сплава на практике имеет ряд сложностей и отличается от обычной сварки.
Поговорим подробнее о способах и технологии сварки силумина самостоятельно. Существует два способа соединения силумина в домашних условиях:
- аргонодуговой;
- плавящимися электродами.
Технология сваривания аргоном
Прежде чем начать работу нужно приготовить оборудование. Вам понадобится:
- инвертор;
- горелка с неплавящимся электродом;
- баллон с газом;
- осциллятор;
- присадочная проволока.
Подготовка деталей заключается в удалении оксидной пленки:
- Для этого наждачной бумагой или другими средствами зачищаются места соединения деталей.
- Далее края обрабатываются любым химическим средством: растворителем, каустической содой.
Важно! После применения каустической соды, заготовки обязательно промыть напором воды.
Технология сварки силумина аргоном напоминает процесс сваривания алюминия. Это самый надежный способ соединения силуминовых изделий.
При соединение деталей происходит их нагрев, образуется устойчивая к высокой температуре пленка, которая ограничивает надежность скрепления. Для избегания этого, применяется инертный газ — аргон. Он выталкивает воздух в сварочном пространстве, не позволяя окислятся деталям.
Требования к выполнению работ в домашних условиях:
- выполнять работу на открытом пространстве не рекомендуется, лучшим вариантом будет закрытое помещение (подойдет гараж или бытовая пристройка);
- в процессе сварочных работ нужно избегать перегревания газа, иначе аргон начнет разрушать элементы.
- Сварку производят с использованием короткой дуги на обратной полярности (подключение электрода к плюсу, а заготовки к минусу). При таком способе изделие плавится легче.
- Присадочная проволока подается в рабочую зону, где она плавится и соединяет изделия.
- Присадку нужно подавать постепенно, иначе велик риск разбрызгивания металла, что приведет к плохому соединению.
- Подача присадки происходит под углом к горелке, направления выполняются строго вдоль шва.
Выполнение этих условий гарантирует ровный и узкий шов.
В этом видео показывается, как отремонтировать (заварить дюралевый поддон):
Преимущества и недостатки аргоновой сварки
Плюсы метода:
- Этот вариант соединения элементов считается самым прочным.
- Сварка не занимает много времени.
- Технология подходит даже новичкам.
- Сварочный процесс, возможно, выполнить в домашних условиях.
- Деформация деталей исключена.
Минусы:
- Невозможность провести работу на открытом воздухе, ветер будет мешать правильному распределению газа над рабочей поверхностью.
- Необходимость иметь специальное оборудование.
- Высока вероятность со сложностью в настройках.
- Если работа производится трансформатором с высокой силой тока, то потребуется охлаждение.
Выполнение сварки в домашней обстановке требует соблюдения техники безопасности. В процессе работы применяют средства защиты, надевают:
- специальную одежду;
- маску;
- перчатки;
- обувь с резиновой подошвой.
Проводят работы по изоляции всех токопроводящих элементов. Исключают присутствие легковоспламеняющихся предметов возле рабочего пространства. Помещение должно быть хорошо вентилируемым.
Сварка плавящимся электродом
Второй способ соединения деталей при помощи плавящего электрода. Подготовка деталей осуществляется по такому же принципу, что и в предыдущем способе.

В этом случае используют электроды, покрытые щелочной оболочкой, с силуминовой сердцевиной. Качество такой сварки значительно ниже, чем аргоном.
Процесс происходит так:
- Свариваемую зону прогревают горелкой или паяльной лампой до температуры 250-300 градусов.
- Электроды тоже подвергаются нагреванию до температуры 150 градусов.
- Во время сваривания деталей на шве от электрода появляется шлак, его необходимо полностью счищать.
Смотрите видео, соединение алюминия электродом:
Чем спаять?
Пайку силумина можно произвести газовой горелкой или паяльником с мощным жалом. Запаивают детали, предварительно очистив и обезжирив поверхность.
Для разрушения оксидной пленки используют флюс Castolin 190 Flux и другие.
- Harris-52;
- HTS-2000.
Смотрите видео по теме, припой HTS-2000 пайка алюминия без флюса:
На этом видео, показан крутой способ пайки алюминия паяльником:
Наименее эффективный способ сваривания деталей происходит с помощью холодной сварки. Окончательный результат такого способа зависит от качества обработки поверхности склейки.
Можно ли заварить холодной сваркой крупные трещины? Нет, такой способ применяется только для микротрещин в деталях.
Заключение
Сварка силумина – процесс трудоемкий, требующий навыков и умений в этом деле. Правильно выполнить процесс поможет изучение свойств, технологий, принципов работы с ним. А также разобраться в вопросе, чем варить силумин в зависимости от проблемы.
Выполнив все эти условия, отремонтировать детали из силумина сможет даже начинающий мастер.
Mercedes-Benz W123 вагон голубого фарфора › Бортжурнал › Ремонт силумина
Встал и склеил мне меч! (с) олдовый КВН
Пару дней назад мне спокойно не сиделось, и я решил убрать из списка важных дел по авто чистку замка задней двери. Не то чтобы там всё было плохо, и она плохо закрывалась… Просто захотелось прочистить и смазать замок.
В общем ничего сложного с обшивкой, а вытащить сам замок было трудно. Но 2 пары рук и желание закончить всё это побыстрее сделали своё дело. Замок в руках, карб на готове. Вымыли его от старой смазки, которая больше была похожа на застывшую ириску. И тут я случайно дернул ручку, которая открывает дверь багажника изнутри. И ручка осталась в одной руке, а сам замок в другой. Засада… Сколько мыслей в голове… Самая главная — где я теперь такой же замок найду?!
Но это всего лишь металл. Правда из силумина. Знакомый аргонщик отказался варить сразу и сказал, что нам вряд ли кто-нибудь в стране поможет — нужна была какая-то супер присадка для аргона.
Но покопавшись в интернете я нашёл эту статью (есть смысл заглядывать дальше 2-й страницы в гуглопоиске).
Как бы я и раньше знал, что супер клей с содой творят чудеса, но не знал об этом в отношении металла. Быстренько сходил за обезжиривателем (в моем случае ацетон для ногтей), ватой, ватными палочками, тюбиком суперклея и содой.
Сам процесс интуитивно понятен. Тщательно обезжирил, пролили на детали клей, посыпал содой. Повторил этот слоённый пирог 4-5 раз и получил монолитную конструкцию.
Если честно, то со скепсисом верил во всё это, надеялся хотя бы на то, что не будет отваливаться ручка — и ладно.
Но утром результат весьма порадовал — получилась монолитная и рабочая деталь. Просто взял дремель и шорошкой зачистил техническое отверстие. Если присмотреться, то на фото изнутри видно трещину. Но всё работает, пристрастно провели техническую проверку с другом (он тоже не верил, что можно взять и так просто склеить это все).
Многие форумы по сварке и прочим ссылкам гугла говорили о том, как это сложно и геморройно в плане поиска нужных ингредиентов. Но всё оказалось очень просто и почти бесплатно.
Чем варить силумин
Силумином называют алюминиевый сплав с высоким содержанием кремния. Из него делают детали сложной конфигурации. Для их восстановления используют холодные и горячие методы.
Сварка силумина производится несколькими способами: плавящимися и тугоплавкими электродами. Металл легко окисляется, поэтому желательно использовать защитную атмосферу. Качество соединения без нее страдает. Виной всему жаропрочные оксиды алюминия. Как варить металл, какие тонкости важно учитывать, расскажут опытные сварщики.

Особенности сплава силумина
Он прочнее дюраля, устойчив к коррозии, пластичен – легко штампуется, поддается литью и ковке.
Его ценят за декоративность, износостойкость, легкость (у него низкий удельный вес). Силумин используют во многих отраслях, делают из него детали для машин и мотоциклов, накладные элементы для сантехники, оформления интерьеров.
Из-за окислительной активности сплав алюминия и кремния плохо поддается сварке. Вообще не варят сплавы с большим содержанием цинка, при нагревании он выгорает, металл становится хрупким. Литейный силумин с содержанием кремния от 5 до 22% горячим способом соединяют. При температурной обработке применяют инертные газы, преимущественно аргон, он тяжелее воздуха, оседает на заготовке, держится облаком.

Пайка силумина
Декоративные детали и те, которые не испытывают нагрузок, можно спаять газовой горелкой, металл нагревают до 200°С. Пайка силумина с тонкими стенками производится паяльником с мощным жалом. Для защиты от окисления применяют металлические накладки. Неприкрытой оставляют только рабочую зону.
- ЕR4043 – присадка для литейного алюминия, легированного кремнием и магнием марки АД31, АД33, АД35;
- Harris52 – припой для алюминия с флюсовыми присадками;
- HTS2000 – китайский аналог Harris52.
Металл в месте пайки нагревают до 600°С, технология та же, что при работе с алюминием. Для разрушения оксидной пленки применяют флюс Castolin 190 Flux и его аналоги.
Технология сварки силумина
Соединение можно сделать двумя способами:
- с помощью плавящихся электродов, такой сваркой заделывают детали, работающие на сжатие;
- используя присадочную проволоку.
Прежде, чем сварить силумин, необходимо:
- зачистить стык до зеркального блеска;
- снять оксидную пленку растворителем или бензином, работать надо в перчатках, чтобы не оставлять потожировых следов.
Аргонодуговая сварка силумина
Для работы нужно подготовить:
- инвертор сварочный на 220В или 380 В (сила тока зависит от толщины ремонтируемого участка);
- осциллятор, подающий напряжение на электрод, он нужен для создания дуги;
- комплект газового оборудования;
- горелка;
- баллон с защитным газом;
- присадочный пруток.
У сварки силумина аргоном есть ряд особенностей:
- Полярность должна быть обратная, к электроду подводится плюсовой контакт. Это необходимо для ионизации аргона, повышении его электропроводности.
- Аргон должен поступать в рабочую зону только после розжига. Шов нужно охлаждать в защитной атмосфере не меньше 10 секунд, пока верхний слой металла не схватится.
- Присадка вводится перед горелкой, со средней скоростью, под углом к электроду и диску. При быстрой подаче образуется много искр.
- Электрод нужен для создания дуги, ближе, чем на 2,5 мм его к металлу не приближают.
- Плавное движение горелки и прутка должны совпадать.
- Диаметр присадочной проволоки всегда меньше размера электрода.
Под воздействием дуги присадка и кромки образуют однородный сплав. Важно поддерживать защитную атмосферу, следить, чтобы аргон не сдувало. Без него сразу начинается процесс окисления.
Сварка плавящимся электродом
Имея трансформатор или выпрямитель, заварить деталь можно плавящимся электродом ОК 96.50 – стержня из силумина, покрытого щелочной обмазкой. Перед работой его нагревают до 150°С. Восстанавливаемую зону детали тоже необходимо прогреть паяльной лампой или газовой горелкой до 300°С (на металле появятся темные пятна побежалости, если они желто-коричневые – температура 250°С). При этой же температуре делается наплавка. При такой сварке силумина в домашних условиях прочного шва не получится, частички шлака, а его при работе с плавящимся электродом образуется много, неизбежно остаются в расплаве.
Достоинства и недостатки аргонодуговой сварки силумина
- в отличие от других методов восстановления деталей из силумина, при дуговом в атмосфере аргона получают более прочные соединения;
- режим формирования шва – скоростной, сварка не отнимает много времени;
- не нужно предварительно прогревать детали и электрод;
- отработанная технология по силам начинающим;
- направленная дуга не перегревает деталь, она не деформируется.
- работы нельзя проводить на открытом пространстве, в закрытых помещениях необходимо избегать сквозняков, чтобы облако аргона оставалось над рабочей зоной;
- сложно сразу подобрать режим сварки;
- при работе с толстостенным металлом нужно продумывать способ теплоотведения;
- необходимо иметь специальное оборудование.
Тем, кто регулярно занимается ремонтными работами, недостатки аргоновой сварки не мешают создавать качественные и надежные соединения.
Как правильно выбрать и применять клей для алюминия
Алюминий получил широкое распространение благодаря прочности и устойчивости к факторам окружающей среды. Но при этом металл не обладает адгезивными свойствами (сцепляемостью) по причине формирования пленки из окислов на склеиваемой поверхности. Для обеспечения качественного соединения необходимо подбирать клей для алюминия, имеющий в составе специальные добавки, препятствующие образованию оксидов. Следует использовать, например, двухкомпонентный жидкий материал или мастику на основе эпоксидной смолы со стальным порошком.

Виды клея
Наиболее подходящим для работы с алюминиевыми поверхностями является полиуретановый клей или изготовленный на основе эпоксидной смолы.
Клеи на полиуретановой основе бывают:
- однокомпонентные;
- двухкомпонентные.
В однокомпонентных составах содержится полимер полиуретан и нет растворителя. Подобные средства применяются на открытых частях изделий. Перед скреплением поверхность необходимо смочить водой. Благодаря этому однокомпонентный клей вступает в реакцию с алюминием, формируя тем самым очень прочное соединение.
 PERMATEX Cold Weld
PERMATEX Cold Weld
Из-за содержащегося в двухкомпонентных составах отвердителя смачивание поверхности водой не требуется. Подобные средства обладают устойчивостью к маслам, грибкам, плесени, отличаются повышенной пластичностью и термостойкостью.
Двухкомпонентные составы на основе эпоксидной смолы характеризуются улучшенными адгезионными свойствами и отличаются устойчивостью к воздействию высоких температур. Часто используются при монтаже конструкций из алюминия, а также для соединения материалов, имеющих разные показатели теплового расширения (дерево, фарфор, камень). Качественного склеивания поверхностей из различных материалов добиться сложно, потому дополнительно используются механические приспособления, например, эластичная лента.
 Abro Steel
Abro Steel
Составы на основе смолы бывают:
- горячего затвердевания — применяются, по большей части, на промышленных предприятиях и застывают при температуре +1000° С;
- холодного — твердеют при температуре от +15 до +350° С.
Любой двухкомпонентный клей перед нанесением смешивается с отвердителем, пропорции могут быть разными, соответствующая информация находится на упаковке.
 Cosmopur 819
Cosmopur 819
Характеристики популярных марок
Существует несколько клеевых составов, которые позволяют качественно, прочно и надежно соединить алюминий с алюминием или другими материалами:
- Mastix. Смесь подходит не только для склейки алюминиевых поверхностей, но и для герметизации соединений. А также для ремонта изделий, изготовленных из черных и цветных металлов. Состав позволяет качественно склеить детали при невысокой температуре окружающей среды, его рабочий в диапазон — от –50 до +145° С. Кроме того, Mastix надежно и быстро скрепляет влажные поверхности. Средняя стоимость флакона в 50 г составляет 30 рублей.
- Cosmopur 819 представляет собой полиуретановый материал, позволяющий прочно и надежно склеить алюминий с алюминием благодаря созданию вязкого шва между поверхностями. Превосходно подойдет для ликвидации зазоров, вклеивания уголков. Cosmopur 819 чаще всего используется для соединения деталей конструкций. Цена за 300 мл приблизительно 500 рублей.
- ASTROhimACE-9305 — это холодная сварка, позволяющая моментально ликвидировать различные поломки. Клей качественно соединяет поверхности из алюминия и его сплавов при температуре от –50 до +145° С. Состав чаще всего применяется для восстановления сломанных фрагментов деталей, например, резьбы. Одна упаковка в среднем стоит 80 рублей.
- «Эпокси металл Момент» — двухкомпонентный клей, надежно фиксирует между собой не только алюминиевые поверхности, но и комбинации других металлов с деревом, мрамором, стеклом. Состав эффективно устраняет зазоры и трещины. Цена за упаковку объемом 50 мл составляет примерно 350 рублей.
- Abro Steelпредставляет собой универсальную холодную сварку от одноименного американского производителя. Служит оптимальным вариантом для ремонта санитарно-технического бытового оборудования, баков для хранения жидкостей, так как обеспечивает безупречную герметичность. При помощи состава соединяют металл, дерево, керамику, а также между собой материалы разных типов. Клей отличается высокой чувствительностью к чистоте скрепляемых участков. Если хранение было неправильным, то состав невозможно будет использовать по назначению. Цена — приблизительно 150 рублей за 57 граммов.
- PERMATEX Cold Weld — двухкомпонентный термостойкий клей на основе эпоксидной смолы, очень быстро застывает, пожаробезопасный, превосходно склеивает различные материалы, в том числе и алюминий. Полимеризация состава происходит в течение 15 минут, материал выдерживает продолжительный нагрев до +149° С, кратковременный — до +177°. Формирующийся шов, очень устойчив к нагрузкам на сдвиг и отрыв. Стоимость упаковки 56 г составляет около 300 рублей.
- «Титан» — отличается невысокой стоимостью и устойчивостью к любым механическим нагрузкам. Флакон объемом 310 мл стоит около 250 рублей.
- WURTH LiquidMetal— цианакрилатный состав от немецкого производителя. Представляет собой оптимальный вариант для соединения металлических поверхностей различных деталей. Очень быстро застывает, потому идеально подходит для быстрого ремонта. Формирует незаметный шов, что дает возможность клеить не только металлические изделия, но и прозрачные материалы. Цена флакона 20 г составляет приблизительно 100 рублей.
- COSMO PU-200.280 COSMOFEN DUO — двухкомпонентный высокопрочный клей на полиуретановой основе, не содержит растворителей. Обладает превосходными показателями теплостойкости и выдерживает воздействие факторов окружающей среды. После полного отверждения шов допускается красить. Применяется для склеивания гипсоволоконных плит, древесины, отшлифованного стекловолокнистого пластика, алюминия, ламината, а также для восстановления и заполнения монтажных швов не более 0,8 см шириной. Флакон 900 г стоит примерно 800 рублей.
 COSMO PU-200.280
COSMO PU-200.280
Совет! Применяя Abro Steel, неукоснительно следуйте инструкции производителя на упаковке, так как нарушение правил использования приводит к резкому ухудшению технических характеристик клея.
Как правильно работать с клеевым составом
Соединение алюминиевых деталей при помощи клеевого состава в домашних условиях гораздо проще и потому чаще применяется, по сравнению со сваркой. Для того чтобы качественно склеить металлические поверхности, потребуется наждачная бумага, специальный состав и обезжиривающее средство (как правило для этих целей используется ацетон).
 Эпокси металл Момент
Эпокси металл Момент
Совет! Все работы проводите в хорошо проветриваемой комнате, надев перчатки и респиратор. В составе клеев зачастую имеются компоненты, способные спровоцировать серьезное раздражение слизистых оболочек органов дыхания и глаз.
Перед тем как ошкурить поверхности наждачной бумагой, очистите их от грязи, пыли и жирных пятен при помощи ершика или щетки с жесткой щетиной.

Инструкция по склеиванию поверхностей:
- Освободите соединяемые участки от ржавчины и загрязнений, используя наждачную бумагу (лучше предпочесть мелкозернистый вариант).
- Удалите жир, протерев поверхность ацетоном: замасливание под слоем клея уменьшает адгезию приблизительно на 20 %.
- Дождитесь высыхания участка.
- Соедините клей с отвердителем в специально предназначенной для этой цели емкости.
- Перемешивайте получившуюся массу до тех пор, пока она не станет абсолютно однородной по цвету и вязкости. Готовую смесь необходимо использовать за 10—60 минут. Конкретное время указывается производителем на упаковке.
- Нанесите клей на обе поверхности точечно или тоненькой полоской и соедините их, плотно прижав друг к другу. Слишком сильно прижимать поверхности не следует, так как это приведет к выдавливанию клеевой массы.
- Излишки смеси удалите при помощи сухой ветоши. Допускается смочить ее в воде или растворителе.
- Зафиксируйте положение до полного затвердевания состава (примерно на 15 минут).
- В зависимости от марки клея и температуры окружающей среды окончательное застывание происходит через 2—24 часа.

Совет! Схватывание различных марок происходит в течение различного периода, который составляет от пяти минут до одного часа. Именно на такой промежуток времени необходимо оставить в покое изделие и не трогать его.
При выборе клея следует обращать внимание на следующие характеристики, указанные на упаковке:
- термостойкость;
- устойчивость к воздействию влаги;
- время отвердения.
 WURTH Liquid Metal
WURTH Liquid Metal
Полезные советы
Рекомендации специалистов помогут выбрать для склеивания алюминия наиболее подходящий состав, а также сделать соединение поверхностей максимально качественным и надежным:
- Алюминиевые конструкции вполне склеит двухкомпонентный состав на основе эпоксидной смолы. Но если требуется соединить поверхности сплава, в составе которого имеется алюминий, то лучше предпочесть продукт, содержащий метилакрилат.
- Для алюминия подходящим является только специальный состав, содержащий кислоты и щелочи. Эти компоненты обеспечивают расщепление пленки из оксидов, что значительно улучшает адгезию клея.
- Применение клеящих материалов на основе эпоксидной смолы категорически запрещается, если в будущем изделие будет применяться для хранения питьевой воды и продуктов или контактировать с ними.
Средства, используемые для склеивания алюминия, не провоцируют окисление металла, в отличие от газовой сварки. В результате отремонтированное изделие прослужит гораздо дольше. Еще одним положительным моментом является невысокая стоимость холодной сварки.
Создаем металлические предметы в домашних условиях: силумин – что это такое и для чего применяют
На магазинных прилавках все чаще попадаются изделия из силумина. Это могут быть сковородки, кастрюли, водопроводные краны и иные изделия. Этот материал получается искусственным путем, подробнее ответ на вопрос: силумин – что это , вы найдете в статье ниже.
Описание материала
Определение силумина несложно найти в википедии – это сплав на основе алюминия с добавлением кремния. При этом содержание дополнительного компонента колеблется в пределах от 4 до 22%, и основную часть составляет алюминий. Состав сплава силумин также содержит небольшое количество примесей иных металлов: меди, кальция, титана, железа, цинка, марганца и других.
Так как максимальное количество кремния до 22 %, то внешне его несложно отличить от настоящего металла. Он немного затемнен, поэтому напоминает чугун, но фактически распознать этот материал сумеет только человек с опытом.
Что такое силумин в реальной жизни, и где он встречается?
Основные свойства силумина
При сравнении свойства силумина приравнивают к свойствам нержавеющей стали, но при этом первый обладает меньшей массой.
О свойствах сплава алюминия с кремнием :

- Прочность, устойчивость к износу и к проявлению коррозии. Оксидная пленка, образующаяся на поверхности, служит защитой от негативных факторов окружающей среды.
- Плотность материала составляет около 3 гр/см 3 .
- Пластичность или жидкотекучесть сплава – это немаловажное свойство, необходимое для заливки сложных конфигураций, что значительно удешевляет процесс литья.
- Температура плавления силумина составляет около 600 0 С, что почти в три раза ниже температуры плавления стали, и это тоже влияет на качество литья и стоимость выполнения работ.
Исходя из перечисленных показателей, изделия из этого материала все больше пользуются потребительским спросом.
Как маркируется силумин
Маркирование сплавов выполняется исходя из требований международных стандартов системы ИСО:
- “АЛ 9” означает: А- алюминий, Л- литейный, 9 – процентное содержание дополнительного составляющего вещества.
- “АК 15” маркируется по тому же принципу, только буква “К” означает “Кремний”.
В состав входят:
- 90% основного компонента (алюминия);
- около 9% кремния;
- марганца до 0,5%;
- титана до 0,1%;
- меди до 0,6%;
- цинка до 0,3%.
Маркирование производится следующим образом: к примеру , силуминовый сплав это – АК5 Ц8. А – алюминий, К – кремний в количестве 5%, Ц – это цинк в количестве 8%.
Виды силумина
 Классифицируется материал по 3 видам:
Классифицируется материал по 3 видам:
- Доэктевтический. Характеризуется тем, что содержание кремния находится в пределах от 4 до 10% от основной массы. В этот состав также могут входить дополнительные элементы: марганец, медь или магний.
- 2 вид – относится к более износоустойчивым, при этом содержание кремния около 20%.
- Специальные сплавы с добавлением примесей иных металлов, к примеру, цинка или титана.
В зависимости от технических параметров в производственных процессах выполняются различные отливки.
Группы сплавов
Сплавы из силумина подразделяются на несколько групп. Такое разграничение осуществляется по назначению материалов:
- АК 12 – это эвтектический силумин, в его состав входит кремний в количестве 12%. При термообработке отливка не упрочняется и не становится твердой при усадке. Детали, выполненные из такого материала, конструктивно предназначены для герметичных приборов низкого уровня нагрузки.
- Высоколегированный заэвтектический силумин маркируется, к примеру, АК4М5. Относится к поршневой группе, применяется при выполнении работ с высокотемпературными режимами. Обладает высокой устойчивостью к высоким температурам и износостойкостью. Применение этого сплава для особо важных изделий, работающих в условиях повышенных нагрузок. Это крупногабаритные и ответственные детали.
Как произвести ремонт изделий из силумина
 На изделиях из этого материала в процессе эксплуатации могут появиться трещины или сколы. Чем склеить силумин ? Чтобы восстановить внешний вид можно применить эпоксидный клей. Но при этом стоит учитывать, что при повышенных нагрузках это изделие работать не будет.
На изделиях из этого материала в процессе эксплуатации могут появиться трещины или сколы. Чем склеить силумин ? Чтобы восстановить внешний вид можно применить эпоксидный клей. Но при этом стоит учитывать, что при повышенных нагрузках это изделие работать не будет.
Технология выполнения операций:
- Обезжирить места для склеивания и немного подсушить.
- Развести клей в соответствующей консистенции и нанести на предназначенную для склеивания поверхность.
- Соединить части изделия и приложить усилия, затем оставить на сутки в состоянии покоя.
Совет! Места склеивания рекомендуется армировать специальной шпатлевкой с волокнистым наполнителем. Вместо эпоксидной смолы можно использовать припои, предназначенные для алюминия или клеи для этого же материала.
Ремонт силумина с помощью сварки
Ошибочно думать, что сварка силумина – несложный процесс, который можно выполнить всем. При сваривании изделий может возникнуть много вопросов. Материал быстро нагревается, вследствие чего начинает появляться оксидная пленка. Такое явление не даст возможности соединиться частям изделия. Поэтому выбор сделан в пользу сваривания аргоном, так как именно этот газ обеспечивает защиту от внешних негативных факторов при выполнении операций. Сплав будет лучше восстанавливать и укреплять структуру. Как сварить силумин?
Описание процесса: 
- Подготовить электроды для сварки, для этих целей подойдут вольфрамовые неплавящиеся. Для сваривания изделий рекомендуется применять припои: НТS-2000, Harris-52 или ER 4043, предназначенные для сваривания алюминиевых конструкций.
- Произвести обезжиривание свариваемых кромок.
- Для обеспечения надежной свариваемости деталь необходимо зафиксировать в жестком приспособлении.
- Перед проведением сварочных работ следует произвести разогрев поверхности до 220 0 С. Чтобы тепло было отведено, следует применять прокладки из стали.
- Проведение сварочных работ. Для сварки поверхностей применяется переменный ток. Работа производится в ручном режиме.
Это интересно! С варочный инвертор какой лучше купить? Форумы расскажут и подскажут, какой инструмент лучше приобрести для самостоятельных работ.
После проведения работ изделия можно эксплуатировать при пониженных нагрузках. Перед непосредственным проведением сварки силумина в домашних условиях рекомендуется потренироваться на образцах.
Где применяют силумин
Популярность применения силумина на сегодняшний день наиболее высока в области машиностроения и авиастроения. И это не удивительно, так как материал легкий и прочный. Самолетам он облегчает подъем, а для машин это влияет на стоимость: чем больше вес, тем меньше цена.
Из него производятся такие запчасти, как поршни, двигатели, корпусные детали и цилиндры. Часто слав применяется в производстве орудия, к примеру, пневматических винтовок, в том числе коробок для стволов и практически всех узлов этого оружия. В современном исполнении оружие из силумина при обращении легкое и удобное. Основной недостаток конструктивных элементов – это хрупкость материала, то есть при любом незначительном ударе изделие может дать трещину или сломаться. Кастрюли из силумина легкие, но, опять же, хрупкие.
Силумин, применение которого стало популярно для газотурбинных генераторов, состоящих из пластинчатых теплообменников – отличное решение для оснащения систем энергообеспечения. Температура плавления позволяет использовать материал для этих изделий.
Цены на изделия из силумина
Производство силумина
Изготовлением силумина занимаются не только крупные предприятия металлургической промышленности, но и частные лаборатории. Усовершенствование технологического процесса постоянно модернизируется.

- Из руды добываются металлы для шихты, можно производить силумин из золы, которая остается после работ теплоэлектроцентралей. Зола восстанавливается способом электронизации и с помощью элемента – криолита. В шихте еще много иных примесей, которые не оказывают влияния на качественные характеристики сплава. Единственное – железо влияет на качество лигатуры, но если оно находится в пределах от 0,8 до 1,5%, то такое количество допускается и содержится в отходах после ТЭЦ, поэтому использование таких шлаков для изготовления продукции благотворно отражается на экологии.
- В природе тоже встречаются соединения алюминия и кремния в бокситовой руде, но, согласно технологии, сплавы этих компонентов производятся искусственным путем, что способствует улучшению качества готовых изделий.
Что такое латунь
Материал внешне напоминает золото, но это соединение меди и цинка. Для улучшения эксплуатационных свойств в состав добавляют никель, железо, олово, свинец и иные ингредиенты. Примесей около 10%, а цинка от 30 до 35%.
- плотность 8500 кг/м 3 ;
- температура плавления от 880 до 950 0 С;
- легко поддается обработке;
- износоустойчивость;
- вязкость;
- в зависимости от содержания преобладающего металла, бывает теплопроводной или пропускающей электричество.
Производимая продукция: проволока, фольга, прутья, металлические листы, трубы, арматура. Из нее выполняют украшения, фоторамки и значки. Стоимость изделий относительно невысокая, а срок эксплуатации длительный, при этом не утрачивается товарный вид.
Сравнение силумина и латуни
 Силумин или латунь что лучше? По сравнению с латунью силумин является более хрупким материалом, но по ценовым характеристикам он дешевле.
Силумин или латунь что лучше? По сравнению с латунью силумин является более хрупким материалом, но по ценовым характеристикам он дешевле.
У кранов и вентилей из силумина непродолжительный срок службы, они быстро ржавеют и при возникновении технической аварии могут быстро сломаться, что не исключает затопление нижних этажей. Приборы учета энергетических ресурсов с использованием элементов из этого материала также могут не выдержать параметров высокого давления и быстро придут в негодность
Материал силумин не выдерживает высокую температуру воды, срок эксплуатации водопроводных кранов не превышает года, на них постепенно образовываются микротрещины, что приводит к поломке устройства.
Для систем водоснабжения выбирать лучше всего изделия из латуни, хотя они и дороже, но выдерживают горячую воду и высокое давление.
Как отличить силумин от латуни? Чтобы отличить эти два материала следует обратить внимание на цвет изделия, из которого они изготовлены: из латуни – желтоватого цвета, а из силумина – белого. Причем по весу первый тяжелее второго.
Конструктивные изделия из силумина можно выбирать для иных целей, в случаях, если основная нагрузка приходится на другие элементы.
Совет! При выборе смесителей лучше не экономить, от этого зависит безопасность личная и окружающих.
Изделия из силумина сегодня пользуются спросом, так как они недорого стоят, а их внешний вид вполне эстетичен, но при выборе рекомендуется владеть знаниями об их предназначении.
Видео по теме: кран из силумина
Холодная сварка для алюминия – разновидности, советы по применению
Холодная сварка для алюминия может быть применена в тех ситуациях, когда нет возможности использовать электродуговую сварку в среде защитного газа. Данная методика актуальна применительно к алюминию еще и по той причине, что заготовки из данного металла очень плохо соединяются при помощи болтов и гаек. Под понятием «холодная сварка алюминия» может подразумеваться и способ соединения деталей из данного металла при помощи деформации, и технология, предполагающая использование специального клея.

Под «холодной сваркой» чаще всего подразумевают специальный клей, но существуют еще и механические методы холодной сварки — сварка деформацией
Холодная сварка деталей из алюминия при помощи специального клея
Холодная сварка деталей из алюминия, выполняемая при помощи специального клеевого состава, – это технология, позволяющая очень быстро и без особой подготовки поверхностей получить неразъемное соединение. Очень часто данную методику используют в тех случаях, когда необходимо устранить аварийную ситуацию и оперативно соединить алюминиевые детали. Естественно, простота данной технологии позволяет использовать ее чаще всего в домашних условиях.

Клей для скрепления алюминиевых деталей методом холодной сварки
Специальный состав, который применяется для выполнения такой сварки, – это двухкомпонентный клей, выпускаемый в виде мастики или густой жидкости. Состоит такой клей (его можно приобрести практически в любом хозяйственном магазине) из эпоксидной смолы и стального порошка, который служит для упрочнения формируемого соединения.
Чтобы улучшить характеристики клеевого состава для холодной сварки (адгезия с соединяемыми поверхностями, устойчивость к высоким температурам и к воздействию агрессивных сред), в его состав добавляют специальные присадки. Благодаря их использованию свойства застывшего клеевого состава часто превосходят характеристики соединяемых деталей по своей прочности и надежности.

Использование двухкомпонентного клея для фиксации штуцера в трубе из алюминиевого сплава
Любой клей для выполнения холодной сварки – как жидкий, так и в виде мастики – состоит из двух компонентов, которые необходимо смешать непосредственно перед использованием. Следует иметь в виду, что применить смешанный состав необходимо в течение 20–30 минут (спустя полчаса он начинает активно затвердевать). После нанесения на поверхности деталей из алюминия клеевого состава их необходимо прижать друг к другу и выдержать в таком состоянии 40–45 минут. Полное застывание состава происходит в течение 2–2,5 часов.
Чтобы в производственных или домашних условиях получить надежное соединение при использовании клея для холодной сварки, необходимо предварительно очистить и обезжирить соединяемые поверхности. При помощи данного метода можно не только соединить плоские заготовки из алюминия, но и заварить небольшие отверстия и трещины, потратив на это минимум времени и усилий. Соединенные при помощи клея для холодной сварки детали хорошо переносят любые механические воздействия, кроме нагрузок на разрыв.

Ремонт холодной сваркой пробитого поддона картера автомобиля
Применение данного метода холодной сварки алюминия позволяет получить прочные и надежные соединения, но имеет ряд ограничений, о которых необходимо знать.
Так, клей не рекомендуется использовать:
- в местах, характеризующихся высокими температурами;
- в тех местах, к которым предъявляются повышенные требования по экологической безопасности;
- для соединения деталей, условия эксплуатации которых часто изменяются;
- для герметизации сосудов и емкостей, находящихся под высоким давлением;
- для соединения деталей, эксплуатируемых в условиях агрессивной окружающей среды;
- для герметизации труб и сосудов, контактирующих с жидкими пищевыми средами и продуктами питания.
Следует также отметить и преимущества применения клея для холодной сварки, которые делают его очень популярным средством соединения деталей из алюминия:
- исключение окислительных процессов в месте стыка заготовок, что придает долговечности такому соединению;
- простота использования;
- минимум времени, необходимого для формирования неразъемного соединения;
- невысокая цена состава и отсутствие необходимости в использовании специального оборудования и энергоносителей.
Небольшой обзор распространенных на отечественном рынке составов для холодной сварки, основанный на отзывах людей, применявших их на практике.
- «PERMATEX Cold Weld»
Эффективный и весьма универсальный клей, допускающий применение с различными материалами. Отлично выдержал нагрузки на отрыв и на сдвиг в ходе испытаний. - «WURTH Liquid»
Великолепно подходит для работы с металлическими деталями. - «Abro Steel»
Хорошо подойдет для ремонта емкостей для хранения жидкостей благодаря высокой способности обеспечивать герметичность. - «Титан»
Доступная цена, отменное противодействие механическим нагрузкам. - «Cold Weld PERMATEX»
Довольно популярный состав, заслуживший немало положительных отзывов.
Сварка деформацией – особенности технологии
Детали из алюминия по данной технологии соединяют при комнатной температуре, отсюда и название – «холодная сварка». Для того чтобы получить неразъемное соединение, заготовки подвергают значительной пластической деформации, в результате которой происходит разрушение оксидной пленки на поверхности алюминия. Кроме того, сильное сдавливание деталей из алюминия друг с другом в процессе холодной сварки способствует тому, что между их кристаллическими решетками создаются межмолекулярные связи.
Важным условием формированием надежного соединения, получаемого по технологии холодной сварки, является тщательная очистка поверхностей заготовок и их обезжиривание. Давление, которое воздействует на соединяемые детали из алюминия, может быть статичным или с переменной вибрацией.
В зависимости от типа формируемого соединения различают холодную сварку следующих видов:
- стыковую;
- точечную;
- шовную.
Стыковой метод
Детали из алюминия при использовании данного метода холодной сварки соединяются своими торцевыми частями, которые предварительно тщательно очищают и обезжиривают. Для того чтобы выполнить соединение по этой методике, заготовки фиксируют в специальных губках с небольшим выпуском торцевых частей, которые и будут подвергаться сдавливанию. После того как детали надежно зафиксированы, на зажимные губки подается осевое давление, которое и сжимает торцевые части соединяемых заготовок, что сопровождается формированием надежного неразъемного соединения.

Схема стыковой холодной сварки деформацией
Данный способ холодной сварки, несмотря на свою простоту, имеет ряд существенных недостатков и ограничений в применении.
- Габариты зажимных устройств, используемых для выполнения такой сварки, ограничивают длину формируемого соединения.
- При сжатии деталей из алюминия пластической деформации подвергаются не только соединяемые торцы, но и та часть, которая зажата в губках.
- После получения неразъемного соединения заготовки достаточно трудно извлекаются из зажимных губок.
Точечная технология
Данная технология, предполагающая соединение деталей из алюминия внахлест, является наиболее распространенным методом холодной сварки этого металла. Соединяемые заготовки сдавливаются в отдельных сварных точках, для чего используется специальный пуансон. По данной технологии детали преимущественно соединяют несколькими сварными точками, расположенными с некоторым интервалом друг относительно друга.

Схема холодной точечной сварки
Качество холодной сварки, выполняемой по точечной технологии, напрямую зависит от степени деформации алюминия в области сварной точки. В числовом выражении данный параметр характеризует соотношение между толщиной соединяемых деталей и глубиной, на которую в металл вдавливается пуансон. Существуют нормативы, согласно которым данный параметр для алюминия должен составлять 60–70%, а для сплавов на основе данного металла – 75–90%.
Точечная холодная сварка, с помощью которой можно соединять достаточно габаритные листы из алюминия и сплавов на основе данного металла, обладает рядом преимуществ.
- Соединяемые детали не нуждаются в предварительной фиксации в специальных зажимных устройствах.
- Алюминий деформируется на очень небольших локальных участках – сварных точках.
При наличии механического устройства, способного создавать значительное давление, холодную сварку по данной технологии можно выполнять и в домашних условиях.
Шовный способ
При использовании данного способа холодной сварки место соединения заготовок из алюминия приобретает форму сплошного шва, который формируется при помощи вращающихся роликов или пуансона с рабочей частью в форме кольца.

Схема шовного метода холодной сварки
Предварительно очищенные и обезжиренные детали из алюминия, которые необходимо соединить при помощи холодной шовной сварки, помещают между одним подвижным и одним неподвижным роликами (односторонняя сварка), либо между двумя подвижными роликами (двухсторонняя сварка). После сдавливания роликов и металла под ними на требуемую глубину подвижные ролики начинают вращаться, что приводит к перемещению соединяемых заготовок и формированию сплошного шва.

Процесс контактной шовной сварки на промышленном аппарате
Использование данной технологии позволяет заварить даже очень габаритные листы из алюминия, но наличие сплошного вдавленного в металл шва серьезно ослабляет конструкцию. Именно по этой причине, когда необходимо соединить холодной сваркой плоские листовые конструкции из алюминия, используют шовно-точечную технологию.
Она подразумевает получение соединения при помощи вращающегося ролика, на котором расположены рабочие выступы, оказывающие давление на свариваемый металл. Шов в таком случае выглядит не как сплошная линия, а как прерывистая цепочка сварных точек, которые очень незначительно ослабляют конструкцию.