Какие марки электродов применяют при сварке нержавейки?
Электроды по нержавейке: маркировка элементов для сварки
 Нержавеющая сталь неслучайно пользуется большой популярностью в самых различных сферах хозяйственной деятельности. Этот материал ценится в первую очередь тем, что не реагирует с влагой, а это исключает возникновение коррозии металла. Нельзя не отметить и превосходные эстетические свойства нержавейки, которые передаются и всем изделиям, изготовленным из этого популярного материала.
Нержавеющая сталь неслучайно пользуется большой популярностью в самых различных сферах хозяйственной деятельности. Этот материал ценится в первую очередь тем, что не реагирует с влагой, а это исключает возникновение коррозии металла. Нельзя не отметить и превосходные эстетические свойства нержавейки, которые передаются и всем изделиям, изготовленным из этого популярного материала.
- Особенности нержавеющей стали
- Особенности сварки нержавеющей стали
- Марки и виды электродов
- ЦЛ-11
- ОЗЛ-6
- НЖ-13
- Другие марки
- Полезные советы
- Стоимость электродов
Но в процессе изготовления различных металлоконструкций из нержавеющей стали возникают трудности: металл обладает недостаточной свариваемостью, поэтому для создания надежных соединений специалисты должны применять электроды, подходящие именно для нержавейки.
Особенности нержавеющей стали
В отличие от ряда других популярных металлов, нержавейка обладает рядом особенностей, которые могут проявиться при соединении элементов из этого металла. Всё это нужно обязательно принимать во внимание, приступая к изготовлению различных конструкций и изделий из этого материала. По сравнению со многими другими видами сталей, нержавейка обладает меньшей теплопроводностью. Из-за этого приходится тратить больше времени на прогрев зоны сварки или использовать для работы ток большей величины.
 Во время сварки элементов достаточно большой толщины из нержавейки зазор между ними должен быть немного больше, чем при соединении элементов из других видов стали. Это единственный способ, позволяющий свести к минимуму количество микротрещин, которые могут появиться после проведения сварочных работ.
Во время сварки элементов достаточно большой толщины из нержавейки зазор между ними должен быть немного больше, чем при соединении элементов из других видов стали. Это единственный способ, позволяющий свести к минимуму количество микротрещин, которые могут появиться после проведения сварочных работ.
Во время соединения элементов из нержавейки путем их сваривания сварочные стержни нагреваются до очень высоких температур. Происходит это из-за того, что металл обладает высоким сопротивлением к сварочным процессам. Для уменьшения подобного проявления специалисты рекомендуют применять для сварки специальные электроды, предназначенные для нержавеющей стали.
Особенности сварки нержавеющей стали
Сварка элементов из нержавейки требует знания ряда особенностей, касающихся правильного проведения этих работ:

 Соединение заготовок толщиной до 1,5 мм выполняется по технологии в защитных инертных газах, предусматривающей использование вольфрамовых неплавящихся электродов. В этом случае сварку можно выполнять вручную или же в автоматическом или полуавтоматическом режиме.
Соединение заготовок толщиной до 1,5 мм выполняется по технологии в защитных инертных газах, предусматривающей использование вольфрамовых неплавящихся электродов. В этом случае сварку можно выполнять вручную или же в автоматическом или полуавтоматическом режиме.- При работе с заготовками толщиной от 1,5 до 3 мм используется короткодуговая сварка.
- Для сваривания заготовок толщиной более 3 мм применяют метод электродуговой сварки, предусматривающий струйный перенос металла с электрода.
Пару слов хотелось бы сказать об аргонной сварке, которая имеет ряд важных нюансов. Во время сварки нужно следить за тем, чтобы вольфрам случайно не попал в сварочную ванну. Иначе это негативно повлияет на прочностные показатели сварочного шва. Этого можно избежать, если розжиг осуществлять бесконтактным способом, либо сперва зажечь дугу на графитовой или угольной пластине, а затем продолжить работу на подготовленных к соединению деталях из нержавеющей стали.
Марки и виды электродов
Электроды для нержавейки отличаются между собой различными характеристиками, в том числе и маркой. Чаще всего профессиональные сварщики для сварочных работ используют элементы следующих марок: ЦЛ-11, ОЗЛ-6 и НЖ-13.
 Расходные элементы, выпускаемые под этой маркой, предназначены для сваривания элементов из нержавейки с высоким содержанием никеля и хрома. В качестве примера можно привести стали марки 08Х18Н12Т или 08Х18Н12Б. Именно наличие в составе нержавейки двух вышеназванных металлов и обеспечивает ей такое ценное качество, как высокая антикоррозионная стойкость. По этой причине при сварке заготовок из стали этой марки к созданию сварочного шва необходимо подходить с особым вниманием.
Расходные элементы, выпускаемые под этой маркой, предназначены для сваривания элементов из нержавейки с высоким содержанием никеля и хрома. В качестве примера можно привести стали марки 08Х18Н12Т или 08Х18Н12Б. Именно наличие в составе нержавейки двух вышеназванных металлов и обеспечивает ей такое ценное качество, как высокая антикоррозионная стойкость. По этой причине при сварке заготовок из стали этой марки к созданию сварочного шва необходимо подходить с особым вниманием.
Сварка проводится вручную при температурном режиме от +450 градусов с использованием постоянного тока. Покрытие электрода содержит фтористые компоненты и карбонат. При помощи электродов можно сваривать заготовки в любом положении, за исключением вертикального.
Для сварочных швов, выполняемых при помощи электродов этой марки, характерен ряд достоинств:
- сварка заготовок не сопровождается образованием брызг металла от сварочного стержня;
- сварочный шов имеет аккуратный вид и лишён неровностей;
- шов надежно защищен от процессов кристаллизации коррозии;
- высокая ударная вязкость;
- пластичность;
- прочность шва.
Электроды для сварки нержавейки этой марки предназначены для сваривания изделий и конструкций из нержавейки, которым в процессе эксплуатации предстоит испытывать воздействие температур до +1000 градусов. По своим положительным свойствам эти электроды не отличаются от предыдущего вида. Для сварки используется только постоянный ток.
Выпускаемые под этой маркой электроды для нержавейки предназначены для сваривания заготовок из пищевой стали. За годы их использования неоднократно удалось убедиться, что этот расходный материал прекрасно подходит для соединения не только сплавов с содержанием хрома и никеля, но и тех, которые имеют в составе в качестве одной из составляющих молибден.
Другие марки
Помимо уже рассмотренных марок электродов для нержавейки, существует и ряд других, которые часто используются при сварочных работах:
 ЗИО-8. Предназначены для сваривания заготовок из жаростойких нержавеющих сталей. Имеют стандартную обмазку, сваривание можно выполнять при постоянном токе и обратной полярности. Допускается использовать любой из доступных способов соединения — вертикальный, верхний или нижний.
ЗИО-8. Предназначены для сваривания заготовок из жаростойких нержавеющих сталей. Имеют стандартную обмазку, сваривание можно выполнять при постоянном токе и обратной полярности. Допускается использовать любой из доступных способов соединения — вертикальный, верхний или нижний.- ЭФ400/10У. Эти электроды применяют для соединения деталей из нержавейки аустенитного класса. Изделия из этого металла рассчитаны на эксплуатацию в условиях агрессивных сред жидкого типа при температуре до +350 градусов.
- НИИ-48Г. Электроды универсального назначения. Могут использоваться для соединения ответственных конструкций из специальных низколегированных сталей. В них используется обычная обмазка, сварка может проводиться постоянным током при обратной полярности. В процессе сварки электроду можно придавать любое положение.
- ОЛЗ-17У. Применяют для сваривания электродуговым методом заготовок из нержавейки, предназначенных для эксплуатации в средах, содержащих фосфорную или серную кислоту. Сварка может проводиться в любом положении за исключением вертикального. Соединение деталей выполняется при токе постоянной величины и обратной полярности. Во время сварки с использованием электродов этой марки необходимо особое внимание уделить чистоте сварных кромок. Следует быть очень аккуратным при соединении деталей большой толщины, в отношении которых необходимо выполнить двустороннюю разделку сварных кромок.
- ЭА. Эти электроды выпускаются производителями в большом количестве вариаций. Большинство из них предназначено для сваривания ответственных конструкций, выполненных из высокопрочных легированных сталей. После сваривания заготовок с помощью электродов этой марки проводить дополнительную обработку сварочного шва не требуется. Рекомендуемый способ соединения — короткодуговая сварка.
Довольно часто профессиональные сварщики для проведения сварочных работ применяют электроды для нержавейки, выпускаемые шведской компанией ESAB:
 ОК 61.30. Материал универсального назначения с невысоким содержанием углерода. Допускается легкий поджиг, сварочный шов имеет ровную поверхность, трудностей при отделении шлака от металла не возникает. Все электроды имеют рудно-кислую обмазку. Сварку можно проводить током постоянной или переменной величины обязательно при прямой полярности. Во время работы электрод можно держать в любом положении, за исключением вертикального.
ОК 61.30. Материал универсального назначения с невысоким содержанием углерода. Допускается легкий поджиг, сварочный шов имеет ровную поверхность, трудностей при отделении шлака от металла не возникает. Все электроды имеют рудно-кислую обмазку. Сварку можно проводить током постоянной или переменной величины обязательно при прямой полярности. Во время работы электрод можно держать в любом положении, за исключением вертикального.- ОК 61.35. Предназначены для соединения ответственных конструкций, эксплуатация которых будет проходить в диапазоне температур от -196 до +400 градусов. Могут использоваться для соединения элементов трубопроводов разного назначения. Имеют стандартную обмазку, сварку разрешается проводить при токе постоянной величины и прямой полярности.
- ОК 67.45. Предназначены не только для сваривания заготовок из нержавейки, но и в качестве расходного материала для наплавки металлов с ограниченной свариваемостью. Во время сварочных работ используются для создания первого слоя, после чего на него наплавляют металлы, обладающие повышенной износостойкостью. Созданный при помощи электродов этой марки шов хорошо противостоит воздействию силы трения и высоким температурам, прост в обработке.
- ОК 63.30. Относятся к категории электродов универсального назначения. Можно применять для сваривания деталей из нержавейки любых марок.
Прежде чем использовать для сварки нержавейки любой из вышеописанных электродов, их нужно прокалить. Однако вначале следует выяснить допустимый температурный режим для электродов выбранной марки.
Полезные советы
Чтобы сварка деталей из нержавейки прошла без каких-либо трудностей, во время работы следует учитывать рекомендации от профессионалов:
- Если во время сварочных работ температура поднялась до отметки +500 градусов Цельсия и выше, то вполне возможно, что на месте будущего сварного шва появятся трещины кристаллизационного типа. Этого допускать нельзя, иначе соединение получится менее прочным и надежным.
 Во время сваривания деталей из нержавейки при температуре от +350 до +500 градусов Цельсия сплав становится менее пластичным, а это может сделать металл более хрупким.
Во время сваривания деталей из нержавейки при температуре от +350 до +500 градусов Цельсия сплав становится менее пластичным, а это может сделать металл более хрупким.- Для создания качественного сварного шва подготовленные к соединению детали из нержавейки обязательно нужно нагреть до температуры +1200 градусов, а затем охладить естественным путем. Остужать их нужно не менее 3 часов.
- Сварочный шов получается максимально прочным и надежным, когда сварка проходит за минимальный срок. Следует избегать длительного нагрева изделий из нержавейки. При использовании послойного способа сварки новый слой наносят, только когда предыдущий охладится до +100 градусов.
- Иногда перед нанесением основного слоя приходится прихватывать две заготовки. В этом случае нужно по возможности сделать так, чтобы зазор между ними был как можно меньше. Следует стремиться к тому, чтобы прихватки получились максимально длинными.
Стоимость электродов
Цена на электроды для нержавейки формируется под влиянием нескольких факторов, среди которых одним из основных является фирма-производитель. Среди предлагаемых разновидностей расходных материалов наиболее демократичные цены имеют электроды, предназначенные для соединения заготовок из стали с низким содержанием углерода.
 Из продукции зарубежных производителей этому требованию отвечают электроды таких марок, как WT, ESAB, E3, W. L. На отечественном рынке также можно найти немало достойных продуктов, которые не только более доступные по цене, но и обладают всеми характеристиками зарубежных электродов — ЭВЧ, ЭВЛ, ЭВИ, ЭВТ.
Из продукции зарубежных производителей этому требованию отвечают электроды таких марок, как WT, ESAB, E3, W. L. На отечественном рынке также можно найти немало достойных продуктов, которые не только более доступные по цене, но и обладают всеми характеристиками зарубежных электродов — ЭВЧ, ЭВЛ, ЭВИ, ЭВТ.
Из нержавейки изготавливается множество различных изделий и конструкций, хотя этот процесс является довольно сложным. Во многом это связано с низкой свариваемостью этого металла. Чтобы этот нюанс как можно меньше проявил себя не только во время сварочных работ, но и в процессе эксплуатации изделий, необходимо использовать подходящие для этого металла электроды.
Каждый тип электродов, которые сегодня можно приобрести на рынке, предназначен для сварки определенного вида изделий, что обязательно нужно учитывать при выборе этого расходного материала. Профессиональным сварщикам хорошо известно, что означает маркировка электродов, а вот у любителей с этим могут возникнуть проблемы. Поэтому специалисты советуют очень внимательно изучить перед покупкой все характеристики электродов конкретной марки, чтобы впоследствии не пожалеть о низком качестве выполненных сварочных работ.
Сварка нержавеющей стали.
Ответы на вопросы клиентов.
Вопрос: Какие марки электродов для сварки нержавеющей стали выпускает СпецЭлектрод?
В настоящее время нержавеющие стали превратились в неотъемлемую составную часть многих отраслей промышленности и прочно вошли в нашу повседневную жизнь. Их практическое применение характеризуется широким распространением, начиная с товаров широкого (народного) потребления, используемых в домашнем хозяйстве, охватывая оборудование для химической промышленности и, кончая оборудованием атомных электростанций. Поэтому для сварки этих сталей разработаны десятки марок покрытых металлических электродов специального назначения (спецэлектроды) по нержавейке и для сварки нержавеющих сталей. Практически все марки электродов для сварки нержавеющих высоколегированных сталей изготавливаются на ведущем в России и СНГ предприятии СпецЭлектрод. Это и нержавеющие электроды для сварки обычной (пищевой) нержавейки – ОЗЛ-8, ЦЛ-11; для сварки коррозионностойких нержавеющих сталей – ЦТ-15, НЖ-13, ЭА-400/10У, для сварки жаропрочных сталей – ОЗЛ-6, электроды по нержавейке ЦТ-28, КТИ-7А, для сварки разнородных нержавеющих сталей – ЭА-395/9, АНЖР-1, АНЖР-2, ОЗЛ-312.
Образцы сварных швов, выполненные различными электродами . ( Нажмите для увеличения.)
Вопрос: В чем состоят особенности сварки нержавеющих сталей?
Благодаря своей 70-летней истории, традициям, огромному накопленному опыту и знаниям в области разработки и производства сварочных материалов и нержавеющих сталей специалисты СпецЭлектрода рекомендуют для получения надежных сварных соединений этих сталей учитывать особенности сварки по нержавейке и придерживаться следующих рекомендаций:
— При сварке нержавеющих сталей нужно использовать только те нержавеющие электроды, которые подходят для данного типа основного металла. — Необходимо следить за тем, чтобы нержавеющие стали шли на сварку только с чистой и сухой поверхностью.
Для предотвращения насыщения сварочной ванны азотом длина дуги при сварке нержавеющими электродами должна быть минимальной.
— В обязательном порядке должны строго соблюдаться рекомендованные диапазоны тока, поскольку превышение сварочного тока может привести к перегреву стержня нержавеющего электрода и изменению характера плавления покрытия, вплоть до отваливания кусков.
— Электроды по нержавейке с рутиловым покрытием (НИАТ-1) обеспечивают малое проплавление металла изделия и обеспечивают бездефектную сварку тонколистового нержавеющего металла. Также некоторые марки с рутиловым покрытием обеспечивают сварку и на переменном токе — это электроды по нержавейке ОЗЛ-310, ОЗЛ-316.
— Ну и, конечно, использовать для сварки нержавеющих и других специальных сталей и сплавов электроды по нержавейке проверенных известных производителей, т.к. в противном случае результат может оказаться непредсказуемым.
Вопрос: Можно ли сваривать обычные стали с нержавеющими и какими электродами это можно сделать?
Существует ещё одна обширная область применения электродов для сварки «нержавейки» — это сварка разнородных сталей и сплавов, например, углеродистых сталей с нержавеющими. Сварка нержавеющих сталей с углеродистыми и низколегированными сталями должна выполняться высоколегированными нержавеющими электродами, т.е. более легированными, чем сам основной материал. В последние годы хорошо зарекомендовали себя электроды по нержавейке ОЗЛ-312. Они применяются, когда необходима высокая прочность соединения, часто используют при сварке сталей с неизвестным химсоставом. Электроды для нержавейки НИИ-48Г дают аустенитную структуру металла шва с отличной стойкостью к образованию горячих трещин и водородному растрескиванию, хорошо подходят для выполнения буферных (переходных) слоев. Также для сварки разнородных сталей применяют нержавеющие марки ЭА-395/9, АНЖР-1, АНЖР-2, ОЗЛ-32, ОЗЛ-28.
Данная тема опять же актуальна в свете того, что последнее время все чаще появляются «умельцы», которые сваривают нержавеющие стали с углеродистыми или со сталями с неизвестным химсоставом электродами АНО-4, МР-3С и т.д., особенно не задаваясь вопросами образования хрупких мартенситных участков, что приводит к разрушению самих изделий и конструкций даже от незначительных нагрузок.
Вопрос: Какие последние разработки электродов для сварки нержавеющих сталей имеются на Вашем предприятии?
Особо хочется отметить тот факт, что даже сегодня, в непростое для предприятий машиностроения и металлургии время, на СпецЭлектроде не прекращается работа по разработке новых нержавеющих электродов для сварки стандартных и специальных марок нержавеющей стали. Особенный интерес представляют марки по нержавейке ОЗЛ-312 и ОЗЛ-310.
Нержавеющие электроды ОЗЛ-312 предназначены для сварки трудносвариваемых нержавеющих сталей, а также разнородных соединений, сталей с неизвестным химсоставом и стали с 13% Mn (марганца); наплавки пластичных буферных слоев, восстановления зубчатых пар, колес, валов и других трущихся деталей. Эти высокопроизводительные электроды по нержавейке позволяют вести сварку на постоянном и переменном токе. Марка ОЗЛ-310 предназначена для сварки и наплавки конструкций из нержавеющих жаростойких сталей типа 25%Cr — 20%Ni, в том числе стали 45Х25Н20С2, работающих в окислительных средах при температуре до 1150 гр. С. Возможна сварка сталей 20Х23Н13 и 20Х23Н18. Сварку этими нержавеющими электродами можно вести как на постоянном, так и на переменном токе.
Марки и обозначение электродов для сварки нержавейки
Качество выполнения сварного соединения зависит от многих факторов, в том числе — квалификации сварщика, правильности выбора метода и режима сварки, сварочных материалов.
Сварка сталей, относящихся к классу нержавеющих, имеет свои особенности, связанные с их характеристиками — низкой теплопроводностью, повышенным коэффициентом линейного расширения и электрического сопротивления.

Классификация высоколегированных сталей
Прежде чем приступить к вопросу выбора электродов для сварки нержавейки, необходимо определиться с самим понятием этого материала. Народная терминология делит все стали на два основных класса — рассматриваемую нержавейку и так называемую чернуху. Известными большинству признаками, отличающими нержавейку от чернухи, являются:
- внешний вид — нержавейка блестящая (хотя не всегда), без следов окалины и коррозии;
- вязкость и меньшая твердость, что легко определяется зубилом, напильником, сверлом, ножовкой или абразивным кругом;
- народным методом является также проба магнитом — нержавейка не магнитится, что также не всегда соответствует истине.
Приведенного багажа знаний явно недостаточно для выполнения такого ответственного соединения, как сварное, также недопустимо охватывать одним термином многочисленную группу сталей, классифицируемых ГОСТом как нержавеющие.
 К классу нержавеющих относятся стали, обладающие способностью работать в условиях коррозионно-агрессивных сред, а эта способность определяется наличием легирующих элементов, в основном, хрома и никеля.
К классу нержавеющих относятся стали, обладающие способностью работать в условиях коррозионно-агрессивных сред, а эта способность определяется наличием легирующих элементов, в основном, хрома и никеля.
Официальным документом, регламентирующим классификацию нержавеющих сталей, является межгосударственный стандарт ГОСТ 5632–14 . В соответствии с его определениями к легированным нержавеющим сталям относятся стали с содержанием хрома не менее 10,5% и содержанием углерода не более 1,2%, к коррозионно-стойким сталям и сплавам — обладающие стойкостью против любых видов коррозии (химической, электрохимической, межкристаллитной, коррозии под напряжением и других).
Классы нержавеющей легированной стали
Конкретное назначение и область применения стали определяется ее внутренней структурой — химическим составом и типом кристаллической решетки, которые в свою очередь также зависят от метода плавки, термообработки, прокатки. Не углубляясь в теорию металловедения, приведем деление легированных нержавеющих сталей на структурные классы в соответствии с ГОСТ 5632–14 :
- мартенситный;
- мартенситно-ферритный;
- ферритный;
- аустенитно-мартенситный;
- аустенитно-ферритный;
- аустенитный.
Структура стали во многом определяет и такое ее технологическое качество, как свариваемость. Наличие хрома в высоколегированных коррозионно-стойких сталях определяет характерное для них понятие «межкристаллитная коррозия». При сварке на границе зон термического влияния образуются зернистые структуры карбида хрома с пониженной прочностью и склонностью к хрупкому разрушению. Это качество во многом определяет специальные требования к технологии сварки данных сталей и сварочным материалам для ее выполнения.
Маркировка нержавейки
 Присоединяясь к народной терминологии — нержавейка — рассмотрим ее обозначение согласно требованиям ГОСТ 5632–14 . Для нержавейки обозначение соответствует общероссийской системе обозначения сталей, унаследованной от советской. Первые две цифры обозначают содержание углерода в сотых долях процента, далее последовательно буквой русского алфавита указывается легирующий элемент и его содержание в процентах. Если за буквой отсутствуют цифры, то содержание элемента не превышает 1 процент.
Присоединяясь к народной терминологии — нержавейка — рассмотрим ее обозначение согласно требованиям ГОСТ 5632–14 . Для нержавейки обозначение соответствует общероссийской системе обозначения сталей, унаследованной от советской. Первые две цифры обозначают содержание углерода в сотых долях процента, далее последовательно буквой русского алфавита указывается легирующий элемент и его содержание в процентах. Если за буквой отсутствуют цифры, то содержание элемента не превышает 1 процент.
Не перечисляя все химические элементы, приведем обозначения некоторых, характерных для нержавеющих сталей: Х — хром, Н — никель, Т — титан, В — вольфрам, М — молибден. Легирующими элементами могут быть и неметаллы. В обозначениях многих сталей по ГОСТ 5632–14 можно увидеть буквы, А — азот, Г — марганец, Е — селен.
Как видим, обозначение нержавейки несет в себе информацию о ее химическом составе, который в основном определяет и химический состав применяемых сварочных материалов.
Сварка нержавейки
 Так как темой статьи являются электроды для сварки нержавейки, рассмотрены будут два метода сварки, наиболее распространенные и в производстве, и на монтаже оборудования.
Так как темой статьи являются электроды для сварки нержавейки, рассмотрены будут два метода сварки, наиболее распространенные и в производстве, и на монтаже оборудования.
Первый из них — ручная аргонодуговая сварка (РАДС). Это один из видов сварки в среде защитных газов, газом является инертный газ аргон. Сварочная дуга создается неплавящимся вольфрамовым электродом диаметром от 1,6 до 4,0 мм, а заполнение сварочной ванны выполняют присадочной проволокой соответствующей марки. Этот метод сварки наиболее распространен как раз при сварке нержавеющих сталей.
Самым распространенным, широко известным большинству и практически универсальным методом является ручная дуговая сварка плавящимся электродом (РДС). Слово «электрод» в основном ассоциируется именно с этим методом.
Многообразие марок нержавейки по химическому составу определяет и многообразие типов и марок электродов для ее сварки по тому же принципу. ГОСТ 5632–14 классифицирует более ста марок высоколегированных сталей.
Основные типы электродов, дословно «электродов покрытых металлических для ручной дуговой сварки высоколегированных сталей с особыми свойствами» устанавливает другой стандарт — ГОСТ 10052–75 . Его классификация включает 49 типов электродов. Обозначение типов электродов начинается с буквы Э и тире, за которым следует уже рассмотренное нами обозначение содержания углерода и легирующих элементов.
Маркировка электродов для сварки
ГОСТ 10052–75 определяет именно типы электродов по химическому составу металлического стержня.
На практике обычно оперируют понятием марки электрода, которая зависит от его производителя. Один и тот же тип может выпускаться под разными марками, а производитель подтверждает соответствие своей марки электродов по нержавейке типу и требованиям стандарта.
Маркировка электродов должна содержать информацию о марке и типе электрода, его диаметре, виде покрытия, механических характеристиках выполненного соединения, допустимых пространственных положениях, роде тока — переменный или постоянный и его полярности — прямая или обратная. Для ответственных работ при изготовлении, сборке, монтаже или ремонте оборудования марку электродов определяют специалисты — конструкторы или технологи.
Какой электрод выбрать для сварки нержавейки для домашних или хозяйственных нужд — изготовление мангала или самодельной коптильни, сбросной трубы канализации или выхлопной трубы автомобиля — поможет справочная информация из технической литературы или ресурсов Интернета. Правда, эта информация будет полезной при условии наличия информации о марке самой стали.
Некоторые марки электродов
Наиболее распространенными по применению и известными многим по марке являются коррозионно-стойкие стали аустенитного класса — 08Х18Н10, 08Х8Н10Т, 12Х18Н10Т. Многим известна и марка электродов для их сварки — ЭА-400/10Т или ЭА/400/10У. Эта марка соответствует типу Э-07Х19Н11М3Г2Ф по ГОСТ 10052–75 . Их применяют для сварки труб любого диаметра, при изготовлении емкостей и сосудов с рабочей температурой до 350 °C. Этому же типу соответствуют и электроды марки ЦЛ-11. Их применяют для сварки изделий, работающих в агрессивных средах с температурой до 400 °C.
Для сварки сталей аустенитного класса используют и другие марки электродов. В машиностроении часто применяются электроды марки ОЗЛ-8. Они соответствуют типу Э-07Х20Н9, с их помощью сваривают конструкции при отсутствии жестких требований к стойкости против межкристаллитной коррозии. Для изделий, работающих в окислительных средах с температурой до 650 °C, применяют марки ЦТ-15 и ЗИО-3, соответствующие типу Э-08Х19Н10Г2Б.
И в энергетике, и в пищевой промышленности широко используются коррозионно-стойкие хромистые стали мартенситного, мартенситно-ферритного и ферритного классов — 08Х13, 12Х13, 20Х13. Рабочая температура деталей и конструкций из них достигает 600−650 °С. Их сварку выполняют электродами типа Э-12Х13 марки УОНИ-13/НЖ 12Х13.
Коррозионно-стойкие и жаростойкие стали тех же классов 12Х17, 08Х17Т сваривают электродами типа Э-10Х17Т марки УОНИ-13/НЖ 10Х17Т. Жаростойкость сварного соединения достигает 800 °C.
Электроды для сварки нержавейки

Нержавеющая сталь относится к числу наиболее востребованных материалов из-за полной инертности по отношению к влаге. Материал не подвержен коррозии, что значительно расширяет сферу его применения. В дополнение к этом – отличные эстетические характеристики, не требующие дополнительного декора или окрашивания. Недостатком металла является его плохая свариваемость. Соединить две заготовки можно только при помощи специальных электродов для сварки нержавеющей стали.
При этом необходимо учитывать ряд особенностей, которые проявляются в процессе сваривания двух заготовок из нержавейки:
- Материал обладает меньшей теплопроводностью по сравнению с другими марками стали. По этой причине нужно дольше греть зону сварки или же прибегнуть к другому приему, увеличив силу тока.
- Между толстыми заготовками из нержавеющей стали зазор должен быть больше, чем в случае соединения металлов других марок. Так удается сократить до минимума количество трещин, которые появляются в результате термического воздействия.
- Нержавейка обладает сильным коэффициентом сопротивления. Во время сварки ее поверхность сильно нагревается. Поэтому следует использовать только специальные электроды.
- Технология сварки нержавеющей стали
- Марки электродов по нержавейке
- Электроды ОЗЛ-6
- Электроды ЦЛ-11
- Электроды НЖ-13
- Другие популярные марки электродов для нержавеющей стали
- Советы и рекомендации по сварке нержавейки
Технология сварки нержавеющей стали
Специалисты выделяют три основных момента, на которые следует обратить внимание начинающим сварщикам:
- Сварка деталей с толщиной стенок до 1,5 миллиметра выполняется в инертной среде. Требуются вольфрамовые неплавящиеся электроды. Способ сваривания может быть любым: мануальным, автоматическим или полуавтоматическим.
- Заготовки со стенками 1,5-3 мм соединяются с использованием электродуговой сварки.
- Сварка металла с толщиной от 3 мм выполняется с использованием электродуговой сварки со струйным переносом металла от электрода к наплавляемой поверхности.
Максимум внимание необходимо уделить операциям с аргонной сваркой. Нельзя допускать попадания вольфрама в расплав. В этом случае будут резко уменьшены прочностные характеристики сварочного шва. Чтобы избежать подобного, необходимо разжигать дугу бесконтактным методом или же на отдельной графитовой пластине. И только после этого можно перенести сварочный процесс на свариваемые поверхности из нержавеющей стали.

Марки электродов по нержавейке
Ассортимент электродов для сварки нержавеющей стали включает большое количество марок продукции. Но наибольшей популярностью пользуются три – ЦЛ-11, ОЗЛ-6 и НЖ-13.
Электроды ОЗЛ-6
Расходные материалы данной марки применяются в случаях, когда изготовленная конструкция будет эксплуатироваться в условиях с высокой температурой: до 1000 градусов Цельсия включительно. Для проведения работ необходим постоянный ток. Основные преимущества электродов:
- высокая прочность сварочного шва;
- отличная ударная вязкость;
- пластичность соединения;
- внутри не происходят коррозийные процессы;
- нет брызг при сварке;
- ровный и аккуратный шов.

Электроды ЦЛ-11
Электроды предназначены для работы с металлами, которые характеризуются большим содержанием никеля и хрома. Именно эти два компонента определяют уровень устойчивости сплава к коррозии. Требования к сварочному шву данных металлов достаточно жесткие. Работы выполняются при температуре расплава +450 градусов Цельсия от источника постоянного тока. Обмазка электрода представляет смесь карбоната и фтористых компонентов. Преимущества электродов идентичны расходным материалам марки ОЗЛ-6.

Электроды НЖ-13
Электроды применяются в сварке заготовок из пищевой нержавеющей стали. Как показывает практика, расходные материалы с маркировкой НЖ-13 отлично справляются с задачами соединения металлов, содержащих не только никель и хром, но и молибден.

Другие популярные марки электродов для нержавеющей стали
- ЗИО-8. Используются в производстве конструкций из жаростойкой нержавейки. Электроды с основной обмазкой предназначены для работы в сети постоянного тока с обратной полярностью. Допускается любой способ формирования шва: горизонтальный, вертикальный, нижний или верхний;
- ЭФ400/10У. предназначены для работы с нержавеющей сталью аустенитного класса. Готовые конструкций из такого материала предназначены для эксплуатации в условиях агрессивной среды с температурой до +350 градусов Цельсия;
- НИИ-48Г. Универсальный расходник с основным покрытием, который отлично зарекомендовал себя в работе с низколегированной и специальной сталью. Допускается любое положение электрода. Необходим источник постоянного тока, подключение – с обратно полярностью;
- ОЛЗ-17У. специально разработан для ручной дуговой сварки нержавеющего металла, который без проблем будет контактировать с фосфорной и серной кислотой. При сварке допускается любое положение, кроме вертикального сверху вниз. Необходим постоянный ток, полярность – обратная. Важно обеспечить исключительную чистоту соединяемых кромок;
- ЭА. Очень широкий модельный ряд электродов. Рекомендованы для использования в сборке конструкций из высоколегированной стали, для которых важна прочность. По окончанию сварочного процесса не требуется финальная обработка шва.
Среди мастеров своего дела популярны электроды, производимые шведской компанией ESAB:
- ОК 61.30. Универсальный расходный материал с небольшим содержанием углерода. Обладают рудно-кислой обмазкой; легким розжигом, формируют ровный приятный шов. Работают от сети переменного или постоянного тока с прямой полярностью. Относительно поверхности можно размещать в любом положении, за исключением вертикального по направлению сверху вниз;
- ОК 61.35. Предназначены для создания конструкций с особыми условиями эксплуатации: от -165 до 400 градусов Цельсия. Нередко используются при строительстве трубопроводов для теплотрасс и другого предназначения. Предназначены для подключения к сети постоянного тока с прямой полярностью. Основная обмазка;
- ОК 67.45. Имеет двойное предназначение: для работы с нержавейкой и наплавки материалов с ограниченной свариваемостью. Накладывается на шов только как первый слой. После этого наплавляются износостойкие сплавы и металлы. Шов легко обрабатывается, выдерживает высокие температуры и легко переносит трение;
- ОК 63.30. Универсальный продукт, который показывает отличные результаты при сварке любых марок нержавеющей стали.
Следует учесть, что все перечисленный выше марки электродов для сварки нержавейки перед использованием следует прокаливать. Температурный режим свой для каждого продукта.
Советы и рекомендации по сварке нержавейки
Профессионалы делятся опытом. Их советы помогут новичкам избежать вовсе необязательных ошибок:
- Когда при сварке металла температура достигает 500 и больше градусов, то существует вероятность образования кристаллизационных трещин. Из-за это прочность и надежность соединения сильно пострадает.
- Пластичность металлической заготовки снижается при сваривании в температурном диапазоне от 350 до 500 градусов Цельсия. Материал становится более хрупким.
- Качество сварного шва будет намного лучше, если заготовки предварительно нагреть до 1200 градусов и дать остынуть естественным путем. По времени это займет около трех часов.
- Идеально, если получается соединить заготовки быстро. Перегрев отрицательно влияет на сам металл и стык. В случаях, когда нужно положить несколько слоев, рекомендуется после каждого этапа дать заготовкам остыть до 100С и только после этого наплавлять следующий слой.
- В случаях, когда для выравнивания заготовок применяются «прихватки», то желательно расстояние между ними делать небольшим, а сами «прихваты» — длинными.
Марки электродов для нержавеющей стали. Сварка нержавейки электродом
Тема статьи: электроды по нержавейке — маркировка стержней для сварки антикоррозийных и хромоникелевых сталей.
Типы покрытий (обмазка)
Для сварки нержавеющей стали используются стержни с такими покрытиями:
- рутиловым;
- основным;
- с повышенной степенью наплавки;
- специальным для сварки на спуск и гравитационной.
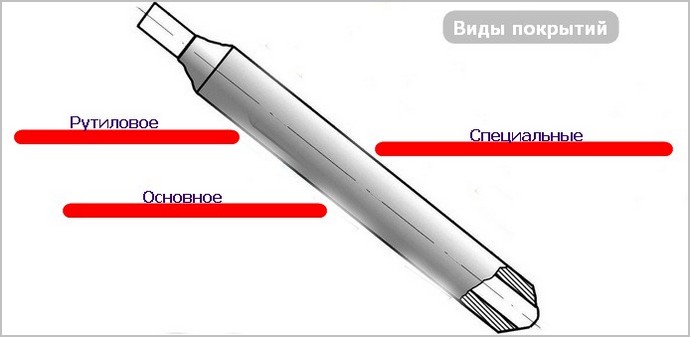
От вида обмазки зависят сварочные характеристики, перенос металла (капельный, струйный), отделяемость шлака, область использования расходника и положение соединения. Вид покрытия влияет на механические показатели наплавленного металла и шва.
Рассмотрим популярные покрытия и выберем подходящий электрод для наших задач!
Марки популярных ESAB расходников
Какими электродами варить нержавейку? Марки плавящихся изделий с рутиловым покрытием:
ОК 63.30 яркий представитель этого вида. Обеспечивает капельный перенос металла, постоянство дуги, малую разбрызгиваемость. Свойства самошлакоотделения делает процесс удаления простым. Шов качественный, даже при соединение угловых швов.
Рутиловое покрытие работает на переменном и постоянном токе. Электроды диаметром 1,6-3,2 мм применяются во всех пространственных положениях, но ввиду большой текучести шлака, лучше выполнять ими сварку в нижних положениях.
ОК 63.41 — рутиловый электрод с повышенной степенью наплавки. Наличие металлического порошка в обмазке увеличивает производительность стержней.
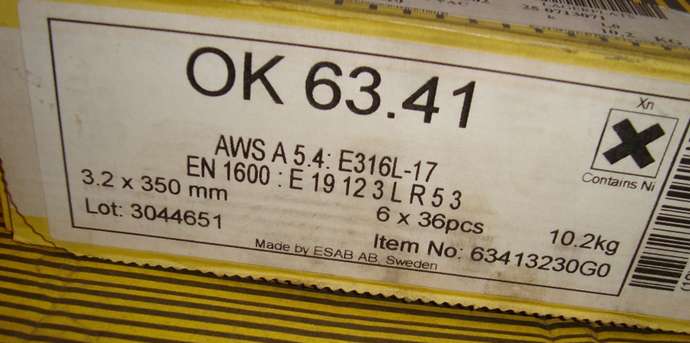
Ввиду отсутствия перегрева покрытия, изделия производятся большей длины. Длинные стержни снижают время на смену и поджиг расходников, что увеличивает длину сварного шва. Электроды для нержавейки с рутиловым покрытием применяются в основном для соединений в нижнем положении.
Заводы-производители поставляют на рынок электроды любых диаметров. Но сварщики приобретают расходники от 3 мм и выше. Большие диаметры позволяют опираться на обмазку, что благоприятно сказывается на сварке нержавеющей стали.
ОК 61.35 с основным покрытием отличаются от рутиловых изделий. Применяются на постоянном токе, во всех положениях. Шлак удаляется тяжелее, чем у рутиловых собратьев.
ОК 67.72 — синтетические электроды для сварки нержавейки применяются для соединения разнородных сталей с нержавеющей. Стержни 67.72 изготовляются из малоуглеродистой стали с легирующими элементами в обмазке. Специальные синтетические электроды длиной до 70 см, применяются для гравитационной сварки.
ОК 63.34 с рутиловой обмазкой используется для сварки на спуск. Улучшенное шлакоотделение позволяет варить на переменном и постоянном токе. Электроды подходят для тонкого и толстого металла. Для сварки в остальных пространственных положениях лучше применять рутиловые стержни.
ОК 63.20 электроды по нержавеющей стали с специальным покрытием для повторного возбуждения дуги, придумали для сварки точками. Процесс происходит при кратковременном поджиге и гашении дуги. Стержни востребованы для соединения труб и тонкого металла.
На каждую упаковку наносится специальная маркировка, обозначающая характеристики изделий:
- полярность;
- настройка тока;
- переменный или постоянный ток;
- напряжение холостого хода и др.
Видео:
Другие марки расходников
1) Электроды по нержавейке ЦЛ 11. Специальная обмазка с карбонатами и фтористыми соединениями. Постоянный ток обратной полярности. Напряжение холостого хода 65 В. Швы прочные и антикоррозийные. Аналог ESAB ОК 61.85. Цена 5-ти кг упаковки 690 рублей (ЛЭЗ, д 5 мм).
2) Castolin EutekTrode E308L с рутиловым покрытием. Для соединения стабилизированных и нестабилизированных CrNi-сталей, плакированных сталей и наплавок. Шов антикоррозийный, полируется до блеска.
Расходники используются при монтаже емкостей и трубопроводов, в пищевой отрасли. Цена 1 электрода 50 рублей, диаметр 3.2 мм, производство Симферополь. Таблица технических данных:
3) ЭА-400/10Т для нержавеющих коррозионостойких сталей разных марок.
4) ОЗЛ-8 для ручной дуговой сварки хромоникелевых, коррозионностойких сталей. Когда не требуется стойкость межкристаллитной коррозии.
5) Е308-16 (аналог ОЗЛ-8, ОК-61.30). Сваривание во всех позициях, минимальное разбрызгивание, самоотделяющийся шлак. Шов термо-коррозионностойкий.
6) Rost 1913 для многих видов корозионностойких сталей. Шов устойчив к межкристаллитной коррозии.

7) ОЗЛ-310 для соединения и наплавки жаростойких сплавов, используемых в окислительных средах.
- ЦТ-15, НЖ-13, ЭА-400/10У;
- ОЗЛ-6, ЦТ-28, КТИ-7А.
Видео:
Какие электроды по нержавейке лучше, сказать трудно! Каждый сварщик отдает предпочтение своему расходнику.
Расходники для разнородных сплавов
Переходные электроды для сварки нержавейки и стали (чернухи). Соединение нержавеющих сталей с разнородными (углеродистыми и низколегированными) сталями выполняется более легированными расходниками, чем сам материал.
- ОЗЛ-312;
- НИИ-48Г.
- ОЗЛ-312 используются, когда марка сталей по химсоставу неизвестна.
- НИИ-48Г хорошо подходят для переходных (буферных) слоев. Шов отличается стойкостью к водородному растрескиванию и образованию горячих трещин.
Марки ЭА-395/9, АНЖР-1, АНЖР-2, ОЗЛ-28, ОЗЛ-32 тоже применяются для соединения разнородных сталей.
В среде домашних мастеров универсальный электрод ОЗЛ-6 отзывы получает хорошие. Хром и никель находящиеся в составе, создают хороший шов при сварке черных сталей с нержавеющими.
Как варить нержавейку электродом
За рубежом и в России популярны 4 марки нержавеющей стали. В различных странах, они имеют разную маркировку. Соответствие американской, европейской и российской маркировок представлены в таблице.

Перед сваркой нержавеющей стали электродами, заготовки подготавливаются так:
- кромки деталей зачищают щеткой;
- фаски разделывают по ГОСТ 5264.
Характер и разделка кромок подбирается исходя из вида соединения и толщины свариваемых элементов.
Хромоникелевые, высоколегированные стали — пластичны, не требуют подогрева при соединении, хорошо свариваются. Но, имеют нюансы при сварке: проявляют склонность к межкристаллитной коррозии металла шва и околошовной зоны, образуют горячие трещины в сварных соединениях.
Для предотвращения дефектов, необходимо:
- не перегревать металл шва и основное изделие (не более 150 градусов);
- сварку выполнять короткой дугой, без поперечных колебаний электрода, на низких токах с высокой скоростью;
- использовать медные пластины для теплоотвода;
- при больших толщинах применять многопроходное соединение.
Электросварка нержавейки электродом выполняется специальными легированными стержнями. После наплавки, шов зачищается щеткой и обрабатывается антикоррозионной пастой.

Как сваривать нержавейку электродом ? Для теста возьмем пластины толщиной 3 мм. Такие изделия соединяются без разделки. Ложим пластины на медную подкладку для отвода тепла. Для электродов 3 мм, устанавливаем на аппарате ток в 80 А. Зачищаем края пластин щеткой и выставляем между ними небольшой зазор.
Соединение производим короткой дугой, без колебаний. Молотком отбиваем шлак и зачищаем шов щеткой. Сварное соединение получается без дефектов, с полным проплавлением корня шва. Для восстановления антикоррозионных свойств, зону шва травим пастой SE. Через 20 минут остатки пасты смываем водой.
Видео:
Изделия не предназначенные для нержавейки
В целях экономии, домашние мастера спрашивают: можно ли варить нержавейку обычным электродом? Да, это возможно!
Человек поделился в видеоролике личным опытом. Он рассказывает, как заварил трещину в теплообменнике банной печи из нержавейки, стержнем АНО-4, выставив ток у аппарата 60 А.
Видео:
Ещё спрашивают, можно ли сваривать электродом LB-52U нержавейку? Мне такие случаи не известны. Если вы пробовали, то поделитесь в комментариях личным опытом.
Изделия LB-52U с пониженным содержанием водорода используются для морских конструкций, магистральных труб и резервуаров. Которые сваривают с одной стороны.
Чем варить нержавейку ? Обзор электродов
Нержавеющая сталь всегда была востребованным материалом. И основным ее популярным качеством является полное отсутствие взаимодействия с влагой, то есть, нулевая коррозия металла. Плюс прекрасные внешние данные, конструкция из нержавейки смотрится эстетично без всякого декоративного покрытия. Но этот металл обладает плохой свариваемостью, поэтому рекомендуется использовать для сварки только электроды по нержавейке.

К тому же необходимо учитывать и некоторые особенности материала, которые проявляются в процессе соединения частей конструкции между собой.
- Нержавеющая сталь характеризуется меньшей теплопроводностью, чем другие виды сталей. Поэтому прогревать зону сварки надо дольше, или использовать для этого ток большей величины.
- При соединении толстых заготовок из нержавейки, необходимо между ними оставлять больший зазор, чем при сварке остальных видов сталей. Только так можно сократить количество микротрещин, которые могут появиться.
- В процессе сварки сварочные стержни подвергаются сильному нагреву. Это обусловлено высоким сопротивлением нержавейки сварочным процессам. Поэтому рекомендуется использовать только сварочные электроды для нержавеющей стали.
Вкратце о технологии сварки нержавейки
Есть три основных момента, которые нужно учитывать при сварке заготовок из нержавеющей стали.
- Сварка заготовок толщиною до 1,5 мм производится по технологии в защитных инертных газах с использованием вольфрамовых неплавящихся электродов. Может использоваться ручной способ, автоматический или полуатоматический.
- Толщина от 1,5 до 3 мм требует короткодуговой сварки.
- Сварка деталей с толщиной свыше 3 мм производится электродуговой сваркой, где перенос металла с электрода производится струйно.
Особое внимание необходимо уделить аргонной сварке. Очень важно, чтобы вольфрам не попал в сварочную ванну. Это резко снижает качественные характеристики сварного шва. Поэтому рекомендуется розжиг производить бесконтактным способом или зажигать дугу на угольной или графитовой пластине отдельно, после чего переносить сварочный процесс на детали из нержавеющей стали.
Электроды для нержавейки – марки и виды
Электроды для сварки нержавейки – это огромный список марок. Наибольшее распространение среди сварщиков получили три марки это ЦЛ-11, ОЗЛ-6 и НЖ-13

Эта марка электродов используется для соединения сталей, в которых большое содержание хрома и никеля. К примеру, стали марки 08Х18Н12Т или последняя буква «Б». Именно содержание этих двух металлов создают такое свойство стали, как высокая антикоррозийная стойкость. Поэтому к сварочному шву стальных заготовок этой марки предъявляются достаточно жесткие требования.
Для этого используется ручная сварка при температуре +450С с применением постоянного тока. Обмазка электрода состоит из фтористых компонентов и карбоната. Сварку можно проводить в любом положении кроме вертикального. Преимуществ у шва, сделанного этим электродом по нержавеющей стали много.
- Прочность шва.
- Его пластичность.
- Немалая ударная вязкость.
- Внутри шва не образуются процессы по кристаллизации коррозии.
- Шов получается аккуратным и ровным.
- В процессе проведения сварочных работ не присутствует разбрызгивание металла сварочного стержня.

Этот электрод для сварки нержавеющей стали используется в тех случаях, если соединяемая конструкция будет эксплуатироваться в условиях с высокой температурой – до 1000С. При этом все достоинства этой марки в точности совпадают с предыдущим видом. Сварку проводят только постоянным током.

Электроды по нержавейке этой марки используются для соединения деталей из пищевой стали. Практика так же показала, что расходники данного типа прекрасно варят заготовки не только сплавов, где присутствуют хром и никель, но и с участием в сплаве молибдена.
И еще несколько популярных марок.
- ЗИО-8 используется для соединения жаростойких нержавеющих сталей. Обмазка – основная, варить можно постоянным током, полярность – обратная. Способ сварки – любой (нижний, верхний, вертикальный).
- ЭФ400/10У используется, когда надо сварить заготовки из нержавейки аустенитного класса. Обычно детали из такого металла используют в агрессивных средах жидкого типа, в которых температура поднимается до +350С.
- НИИ-48Г. Это универсальный электрод, который применяется для сваривания ответственных конструкций из специальных и низколегированных сталей. Имеет основной вид покрытия. Режим сварки: ток – постоянный, полярность – обратная. Положение электрода – любое.
- ОЛЗ-17У. Применяются для ручной электродуговой сварки нержавеющих сталей, которые работают в средах, где используется фосфорная или серная кислота. Варить можно в любых положениях, кроме вертикального сверху вниз. Ток – постоянный, полярность – обратная. Сварочный процесс этим электродом требователен к чистоте сварных кромок. Особое внимание свариванию деталей большой толщины, где необходимо проводить двустороннюю разделку сварных кромок.
- ЭА. У этой марки достаточно широкий модельный ряд. Но практически все они рекомендованы для проведения сварки ответственных конструкций, которые собираются из легированных сталей высокой прочности. После использования электродов по нержавейке этой маркировки обработка шва не требуется. Сваривание необходимо проводить короткой дугой.
Большой популярностью среди профессионалов пользуются электроды для сварки нержавеющей стали от шведской компании ESAB.
- ОК 61.30 – универсальная модель, в которой углерод содержится в небольших количествах. Легкий поджиг (даже повторный), шов получается ровным, шлак отделяется от металла легко. Обмазка – рудно-кислая. Можно варить переменным током или постоянным (полярность – прямая). Пространственное положение электрода – любое, кроме сверху вниз.
- ОК 61.35 используется для сваривания ответственных конструкций, которые будут эксплуатироваться при перепаде температур от -196С до +400С. Часто его применяют для сварки трубопроводов разного назначения. Обмазка – основная. Ток – постоянный, полярность – прямая.
- ОК 67.45. Электрод двойного назначения. То есть, может использоваться для соединения нержавеющих сталей и применяться в процессе наплавки металлов с ограниченной свариваемостью. Проходит в качестве первого слоя, далее на полученный шов наплавляются металлы износостойкого типа. Шов из такого электрода прекрасно переносит трение и высокие температуры, легко поддается обработке.
- ОК 63.30 – это электрод общетехнического назначения, то есть универсальный. Используется для сварки почти всех марок нержавеющих сталей.
Внимание! Все вышеописанные электроды перед сварочным процессом должны пройти прокалку. Правда, у каждой марки свой температурный режим.
Полезные советы
Несколько рекомендаций от профессионалов.
- Если температурный режим сварочного процесса повышается более +500С, то высока вероятность, что на участке сварного шва появятся трещины кристаллизационного типа. А это сильно ослабит прочность и надежность конструкции.
- В диапазоне температурного режима сварки от +350С до +500С показатель пластичности сплава снижается, что обязательно приведет к хрупкости металла.
- Чтобы качество сварного соединения было высоким, нужно предварительно нагреть заготовки из нержавейки до +1200С, после чего охладить их естественным способом. Длительность охлаждения – 3 часа.
- Оптимально, если сам сварочный процесс проводить быстро. Нельзя подвергать нержавейку длительному нагреву. Если сварка проводится послойно, то рекомендуется каждый нанесенный слой охлаждать до +100С до нанесения последующего слоя.
- Если до нанесения основного слоя свариваемого металла необходимо провести прихватку двух заготовок, то расстояние между ними лучше сократить. Идеальный вариант, если прихватки будут длинными.
При правильной сварке нержавейки выбору электрода нужно уделять не меньше внимания чем подбору режима сваривания и выбору самого аппарата.
Электроды для сварки нержавейки
Автор: Игорь
Дата: 28.08.2016
- Статья
- Фото
- Видео
Сваривание нержавеющей стали является одним из наиболее сложных моментов, которые встречаются на практике у мастеров. Вся проблема заключается в поведении металла в расплавленном состоянии, которое заметно отличается от других сортов стали. Он становится в жидком состоянии не вязким, а подобным воде, так что быстро растекается и из него сложно сформировать нормальный валик шва. Электроды по нержавейке обладают такими же свойствами, так как в них содержится тот же состав, что и в основном металле. Все это требует от сварщика не только хорошо подготовленной технической базы, но и практических умений обращения с металлом. Именно по этой причине электроды для сварки нержавейки практически не применяются в потолочном или вертикальном положении.

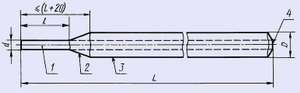
Внешний вид электродов для сварки нержавейки
Это далеко не единственная проблема, которая возникает во время процесса. Нередко после температурной обработки шов теряет свои антикоррозионные свойства. Это очень распространенная проблема, поэтому, электроды для сварки нержавейки инвертором содержат дополнительное количество легирующих материалов, отвечающих за антикоррозионные свойства. Они должны компенсировать ту часть, которая испаряется во время сварки. Это очень важный момент выбора, пропуск которого может привести к браку. Для этой цели могут также использоваться флюсы в качестве добавок. Как правило, используются электроды для сварки постоянным током обратной полярности, так как при переменном качество соединения будет сильно страдать.

Электроды для сварки нержавейки постоянным током
Обмазка хоть и должна обеспечивать безопасность сварочной дуги, а также ванны расплавленного металла, но не всегда с этим хорошо справляется. Сварка тонкой нержавейки представляет собой особо сложный процесс. Для этого требуется подбирать тонкие электроды, что также осложняет процесс проведения сварки из-за риска прожига.
Область применения данных материалов достаточно широка, так что несмотря на все неудобства, приходится искать решения проблем путем улучшения свойств расходных материалов. Они используются в ремонтных мастерских, для соединения металлоконструкций, в литейном производстве, для сваривания металлопроката, создания корпусов изделий и прочих вещей. Сварочные электроды по нержавейке являются неотъемлемой частью ремонта трубопроводов, выполненных из данного металла. Электроды для сварки нержавеющей стали создаются по ГОСТ 9466-75.
Виды электродов для нержавейки 
Достаточно распространенными являются шведские марки от компании ESAB, которые представлены в широкой линейке различными вариантами с несколько отличающимися свойствами.
- ОК61.30 – это универсальные электроды для нержавеющей стали, которые могут применяться для многих сплавов. Особенно хорошо они подходят для изделий с добавками в виде хрома и никеля. Наплавленный металл получается достаточно стойким к коррозии.
- ОК6135 – данная марка предназначена для сварки нержавейки с повышенными требованиями к качеству. Наплавленный металл получается достаточно прочным, так что может выдерживать сильные нагрузки. С его помощью сваривают ответственные сооружения и конструкции.
- ОК67.45 – эта марка электродов для сварки нержавеющей стали обладает повышенными свойствами свариваемости, так что ее рекомендуется применять для самых сложных ситуаций, когда условия не совсем пригодны для соединения.
- ОК63.30 – в данной марке стержни обладают относительно низким содержанием углерода, поэтому, подходят для тех металлов, в которых содержание данного металла также находится на низком уровне.

Электроды для сварки нержавейки марки ОК
Среди отечественных марок также имеются представители, которые часто используются в промышленности и частной сфере:
- ЦТ15 – этот электроды для сварки нержавеющей стали 12х18н10т. Они обладают высокой температурной стойкостью и могут выдержать большие перегрузки по данному параметру. Также они оказываются стойкими к химическим средам.

Электрод ЦТ 15 для сварки нержавейки
- ОЗЛ8 – наплавочные материалы, которые обладают достаточно длительным сроком эксплуатации и служат для создания соединений высокой прочности. Они сохраняют антикоррозийные свойства даже после температурной обработки.

Сварочный электрод ОЗЛ 8
- ОЗЛ6 – универсальная марка, которая может применяться как для сваривания чистой нержавеющей стали, так и для сварки нержавейки с черным металлом.

Сварочный электрод ОЗЛ 6
Физико-химический состав
Как правило, такие типы электродов обладают достаточно богатым химическим составом, который включает в себя множество химических элементов, служащих для создания антикоррозионного эффекта, а также прочих полезных вещей. Естественно, что при выборе какими электродами варить нержавейку, следует учитывать, чтобы эти элементы обеспечивали нужные для эксплуатации свойства. На примере одной из марок видно, что может содержаться в высоколегированной стали:
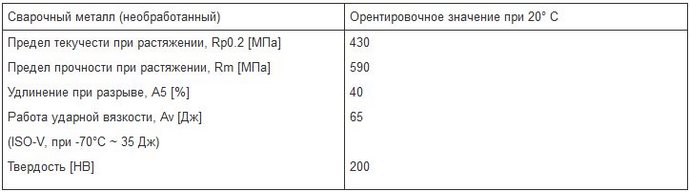
Технические характеристики
Механические свойства зависят от того, что именно входит в металл. Специалисты подбирают конкретную марку согласно тому, какими характеристиками будет обладать наплавленный металл. Марки электродов по нержавейки дают достаточно высокие параметры крепости, пластичности и температурной стойкости. Несмотря на то, что в каждом случае они будут отличаться, на примере одной из марок можно понять общую картину:
Обозначение и маркировка
На примере марке ОЗЛ 6 можно понять расшифровку. Это сварочные электроды, разработанные компанией «СпецЭлектрод». Они имеют основное покрытие и предназначенные для нержавеющих сталей.
Выбор
Подборка электродов для нержавеющей стали является очень ответственным процессом, так как здесь следует учитывать множество нюансов, чтобы добиться максимально качественного результата. Ведь здесь даже при стандартных условиях возникают сложности, но если сделать неправильный выбор, то все будет еще хуже. При выборе основной упор делается на состав. В марке должны содержаться такие же элементы, как и в основном металле. Тогда соединение будет иметь более высокое качество. На многих марках имеется обозначение, для каких именно сталей они предназначаются, что облегчает подбор.
Размер диаметра стержня также относится к важным параметрам. Чем толще основной метал, тем толще должны быть электроды. Величина их должна быть, примерно, одинаковой. Допускается разница в 0,5-1 мм, но это возможно только если толщина от 3 мм, так как тонкие листы нержавейки нужно сваривать очень аккуратно и превышение величины диаметра, а соответственно и сварочного тока, может привести к образованию дыр в месте соединения.
«Важно! При выборе следует всегда обращать внимание на аналоги, которые могут стать хорошей заменой отечественным маркам».
Электроды также должны быть достаточно длинными, чтобы вести шов без прерываний. В различных марках длина может варьироваться от 5 до 10 см, так что для создания длинных швов могут понадобиться изделия длиной 45 см. Но в большинстве случаев швы делаются короткими, так что тут не имеет большого значения длина. Не стоит забывать о покрытии. Его зачастую подбирают под стержень, но если предстоят нестандартные условия применения, то именно покрытие может повлиять на надежность проведения процесса.
Основные режимы и нюансы применения
Одним из главных нюансов использования является высокая скорость плавления, которая превышает показатели стандартных стальных электродов. Это требует более быстрых и аккуратных движений. Также здесь низкая вязкость расплавленного металла, так что нужно выработать особую технику формирования валика шва, иначе получится бесформенная масса наплавленного металла. После окончания процесса шов нужно подогревать, чтобы у него не возникли холодные трещины. Для этого можно использовать газовую горелку или другие подогревающие инструменты с регулировкой температуры.
Какие электроды используются для сварки нержавейки
Нержавеющая сталь, как материал, часто востребована в быту и на производстве. Ее особенность заключается в отсутствии химического взаимодействия с влагой, что обуславливает устойчивость к коррозии. Помимо этого, сама сталь смотрится эстетично и изделия зачастую не нуждаются в дополнительной обработке или декорировании.
Однако при попытке провести сварочные работы мастер сталкивается с рядом проблем, поэтому нержавейку относят к плохо свариваемым материалам. В настоящее время все трудности удается преодолеть, но при этом необходимо использовать специальные электроды для сварки нержавейки.

Особенности работы
Технология сварочного процесса при работе с нержавеющей сталью существенно отличается от традиционной технологии сварки черного металла. Именно устойчивость материала к коррозии вносит в процесс существенные изменения. Неопытные сварщики сталкиваются, в первую очередь, с тем, что в зоне формирования шва образуется течь. Прежде чем приступать к работе с нержавейкой, следует познакомиться с особенностями и свойствами металла.
Проблемы возникают по причине высокого коэффициента теплового расширения металла. С точки зрения внутреннего строения, при повышении температуры увеличивается расстояние между молекулами, причем в нержавеющей стали это выражено в большей степени, чем в других металлах. Естественно, при остывании это расстояние уменьшается до прежних показателей. Нержавейка как бы «стягивается». Но у материала, образующего шов, показатели расширения не такие высокие, поэтому в зоне сварки наблюдаются многочисленные разрывы, которые и провоцируют течи. Задачей производителей электродов является подбор такого материала присадки, который по физическим свойствам будет близок к нержавейке.

Многие начинающие мастера, не имеющие достаточного опыта, не могут понять, почему нельзя вести сварку обычными электродами, ведь требования по показателям температуры для этого металла не такие уж и высокие. Причина заключается в том, что при сварке обычным электродом образуется мощная дуга, которая выжигает все легирующие элементы. Даже если получится качественный шов, то в непосредственной близости к нему металл будет подвержен коррозии.
Опытные сварщики знают, что необходимо не только использовать специальные электроды, но и вести сварку по определенному алгоритму. Следует точно выбрать режим работы инвертора, а шов накладывать в шахматном порядке. Только такой подход обеспечит отсутствие участков с перегревом.

Еще одно затруднение при ведении сварки нержавеющей стали связано с попаданием кислорода в зону расплавленного металла. Он начинает взаимодействовать с углеродом, при этом образуется газ. При кристаллизации шва этот газ приводит к получению крупных пор. Прочность шва будет чрезвычайно низкой. Единственным вариантом избежать реакции с кислородом является применение защитного газа, препятствующего проникновению воздуха в сварочную ванну. В ряде случаев используется режим сварки MIG/MAG. Если же сварка ведется штучными электродами, то они должны иметь специальную обмазку.
Оборудование
При выборе оборудования сварщики не делают исключений для нержавейки, так как все работы выполняются с помощью сварочного инвертора. Существуют такие модели, которые способны вести качественные работы в бытовых условиях. Они компактны, питаются от бытовой сети (220 вольт) и надежны.
Характерной чертой работы любого инвертора служит неоднократное преобразование напряжения. При такой технологии присадка вплавляется в металл более эффективно, и шов получается качественным и ровным. Благодаря тому, что цены на такие аппараты более, чем демократические, они стали доступными не только для промышленных предприятий, но и для частных мастеров.

Как было отмечено выше, нержавейку можно сваривать в режиме MIG или MMA, это значит, что подойдет любой из имеющихся инверторов, даже самый простой. Важно, чтобы устройство позволяло точно настраивать параметры сварки, которые напрямую зависят от толщины заготовки. Перед работой следует обработать поверхность, очистить ее от грязи или маслянистых веществ.
Известно, что при сварке нержавейки следует между деталями выдерживать зазор, иначе будут образовываться трещины. При работе с листовым металлом, толщина которого не превышает 2 мм, зазор не нужен. Края деталей сводятся друг к другу вплотную. Если толщина листов превышает 4 мм, то кромки разделываются под углом 45° градусов, так увеличивается площадь зоны проплавления.
- При толщине металла 1,5 мм используются электроды диаметром 2 мм. Сила тока составляет 40 – 60 А.
- Толщина металла – 3 мм, диаметр электрода – 3 мм, сила тока – 85 А.
- Толщина металла – 4 мм, диаметр электрода – 3 мм, сила тока – 100 А.
- Толщина металла – 6 мм, диаметр – 4 мм, сила тока – 150 А.

Общие принципы выбора электродов
Если просто перечислить марки электродов, пригодных для сварки нержавейки, то такая информация будет полезной лишь разово. Специалист должен разбираться в особенностях выбора, впрочем, как и начинающий мастер. Ранее было определено, что обычные электроды не подходят для работ с нержавеющей сталью. Сразу после остывания шва можно услышать характерные щелчки. Это образуются трещины.
Специальные электроды должны состоять из такого материала, который имеет показатели теплового расширения, близкие к показателям для выбранного материала. В этом случае основной и присадочный материал будут хорошо взаимодействовать, не вызывая дефектов шва.

По причине доступности устройств ММА многие предпочитают работать плавящимися штучными электродами. Для них можно определить ряд основных требований.
- Металл электрода должен обладать устойчивостью к температурным деформациям (ползучести).
- Температурное расширение соответствует показателям для нержавейки.
- Стержни электродов должны быть упругими.
- Они обладают высокой теплопроводностью, а также устойчивы к механическим воздействиям.
Все перечисленные параметры имеют вполне определенное измерение и указываются при маркировке изделий. Нельзя забывать, что процессы сварки постоянным током и переменным током отличаются друг от друга, поэтому данное условие влияет на выбор электродов. При выполнении работ постоянным током существенно сказывается экономия расходных материалов, которая достигается, благодаря практическому отсутствию разбрызгивания.

Недостатки одного метода подчеркивают достоинства другого. Сварочное оборудование переменного тока доступно по цене. Здесь также можно получить качественный шов, однако стабильность дуги хуже, нежели в первом случае. В процессе сварки образуются брызги расплавленного металла. При подобном способе ведения сварки электроды расходуются значительно быстрее.
В зависимости от сварочного инвертора различают два способа сварки коррозионностойкой стали.
- Первый заключается в ведении сварки штучными электродами. Это ручная дуговая сварка, в которой применяются электроды со специальным покрытием.
- Второй способ связан с применением защитного газа. Там основным элементом служит вольфрамовый электрод.
Сварка постоянным и переменным током
Правильный выбор электродов является залогом успешной работы. Сварка ведется на обратной полярности. Нижеперечисленные марки отличаются наличием обмазки стержня. Марка ЦЛ-11 стала популярной среди сварщиков. Такие электроды используются при сварке сталей, содержащих хром или никель. Полученный шов отличается прочностью, пластичностью и аккуратностью. Именно пластичность дает высокий уровень ударной вязкости. Отметим, что при работе с ЦЛ-11 практически отсутствует разбрызгивание.
Аналогом представленной марки электродов является модель ОЗЛ-8. Расходные материалы с данными индексами обладают такими же высокими показателями, однако дополнительно адаптированы для применения в конструкциях, эксплуатируемых в условиях высоких значений температур (температура может достигать 1000°C градусов). ОЗЛ-8 и ЦЛ-11 применяются в пищевой промышленности.

Пищевая сталь безопасна для продуктов питания. Следовательно, наложенные швы также должны быть безопасными. Для сталей, содержащих молибден, никель и хром применяются электроды марки НЖ-13. При формировании шва может образовываться тонкая корка из шлака, однако она самопроизвольно отпадает.
Пополнить перечень расходников для сварки нержавейки под постоянным током можно такими марками, как:
- ЗИО-8. Электроды для нержавеющей стали и жаропрочных материалов.
- НИИ-48Г.
- ОЗЛ-17У. Применяются в том случае, если конструкция будет эксплуатироваться в агрессивной среде серной или фосфорной кислоты.

При отсутствии оборудования приходятся варить нержавеющую сталь переменным током. Данный факт и стал причиной возникновения ряда вопросов, связанных с технологией сварки. Сразу укажем, что существуют такие электроды, которые маркируются, как ОЗЛ-14, ЦТ-50, ЛЭЗ-8, ОЗЛ-14А, АНВ-38, Н-48. Вольфрамовые электроды также подходят для сварки переменным током. Их применяют при ремонте тонкостенных изделий, при необходимости получения качественного и аккуратного шва.
Рейтинг производителей и марок по популярности
Наибольшим спросом пользуются те электроды, которые произведены компаниями, специализирующимися на выпуске и продаже сварочного оборудования. Это именитые бренды, известные на российском и европейском рынке. Качество продукции всегда остается под контролем, вплоть до момента ее реализации. Кроме этого, официальные представители всегда готовы предоставить выгодные условия для постоянных клиентов.
Шведская компания Esab поставляет на российский рынок большое количество марок электродов, среди которых встречаются электроды для сварки нержавейки. Компания представляет целую серию данного типа расходных материалов. Электроды ОК 61.35 обычно используются при сварке трубопроводов и прочих конструкций, где нужна герметичность. Для сварки деталей из нержавейки с деталями из другого материала подходит марка ОК 67.72. В перечне продукции есть и универсальные электроды – ОК 67.45.

Описанные выше электроды ЦЛ-11 выпускаются российской компанией «Монолит». Для них характерны такие качества, как стабильность дуги, шлаковая корка, которая впоследствии сама отделяется, малое разбрызгивание.
Замыкает тройку лидеров бренд «Уони». Электроды УОНИ-13/НЖ, УОНИ-13/НЖ-2 и УОНИ-13/ЭП-56 расфасованы в пачки от 3,5 до 6 кг. К сведению потенциальных покупателей, бренд «Уонии», несмотря на видимую схожесть, принадлежит компании Esab.
Маркировка электродов по нержавеющей стали
[Электроды для сварки нержавейки] необходимы для правильного выполнения этого процесса.
Сварка нержавейки предполагает наличие электродов размером в 3-5 мм, а также навыков сварки.
В статье мы подробно расскажем, как правильно выбрать электроды, а также как работать с ними, а видео поможет вам разобраться в технологии этого процесса.

Электроды по нержавейке
Сложность выполнения сварки нержавейки состоит также в том, что после температурной обработки металл теряет антикоррозийные свойства, а это приводит к появлению ржавчины в соединительном шве. Чтобы исключить подобное электроды для нержавейки содержат многочисленные легирующие материалы, которые повышают антикоррозийные свойства соединения. Если же использовать дешевые электроды, которые не содержат в своем составе легирующих материалов, это приводит к ухудшению качества выполняемых работ. Наибольшую популярность при работе с нержавейкой получили сварочные аппараты, которые работают с постоянным током, тогда как при использовании переменного тока существенно страдает качество соединения.

В особенности сложно работать с тонкими элементами из нержавеющей стали, где требуется правильно подбирать используемые электроды и грамотно выполнять всю работу. В данном случае существует опасность прожига металлических элементов, что в последующем потребуется сложной наплавки.
Следует сказать, что, несмотря на сложность работы с нержавеющей сталью, этот материал нашел широкое применение в промышленности и быту. Объясняется подобная распространенность нержавейки ее отличными эксплуатационными характеристиками и прочностью. Сварочные работы могут выполняться при ремонте трубопроводов, сваривании металлокаркаса, соединении металлоконструкции и при различных ремонтных работах. Все требования к электродам для нержавеющей стали оговариваются в ГОСТе, что позволяет несколько упростить выбор.







Особенности сварки высоколегированной стали
Главным требованием к этому расходному материалу для высоколегированной стали является образование прочного шва, максимально соответствующего всем характеристикам свариваемых сталей. При работе, электроды должны обеспечить ровный, аккуратный, стойкий к разрыву и воздействиям окружающей среды шов. Еще на последнем этапе производства, электроды для нержавейки подвергаются строгой проверке на соответствие их химического состава. Для увеличения эффективности работы, стержни электродов производят из хромоникелевого сплава, который отличается высокими противокоррозионными свойствами, при образовании уже первого слоя шва. Для соединения нержавеющих сталей необходим аппарат с хорошо направленным током или монтированным осциллятором.
Виды электродов
Итак, разберем попорядку, каким электродом можно заварить нержавейку. Самыми распространенными видами этих расходников, предназначенных для сваривания нержавеющей стали являются ОЗЛ-6, ЦЛ-11, НЖ – 13. Для более детального ознакомления со всеми тонкостями выбора необходимого материала, рекомендую посмотреть обучающее видео для новичков.
Сварочные электроды ЦЛ-11 применяют при сварочных работах по хромоникелевым сталям, устойчивым к воздействию коррозии, следующих марок: 08Х18Н12Б, 08Х18Н12Т, 12Х18Н9Т, 12Х18Н10Т. То есть ЦЛ-11используют в том случае, когда к сварному шву предъявлены более строгие требования относительно устойчивости к воздействию межкристаллической коррозии. Соединение электродом ЦЛ-11допускается в любом положении шва, кроме вертикального с применением постоянного тока.
Электроды ЦЛ-11предназначены для ручной сварки при температуре до 450°С. Они обладают специальным покрытием, в котором присутствуют карбонаты и фтористые соединения. К преимуществам данных электродов можно отнести: стойкость шва к межкристаллической коррозии, пластичность и высокую ударную вязкость швов, исключение образования горячих трещин, низкий уровень разбрызгивания металла, аккуратный, ровный шов.
Сварочные электроды ОЗЛ-6 применяют при высоких температурах для работы на литейном оборудовании в окислительной среде. Сварка электродом ОЗЛ-6 допускается любом положении шва, кроме вертикального. Шов, образующийся в результате соединения материалами ОЗЛ-6, может выдержать температурную нагрузку до 1000°С.
Предназначаются для ручной дуговой сварки жаростойких нержавеющих сталей с применением постоянного тока. В их покрытии также содержатся карбонаты и фтористые соединения. К преимуществам ОЗЛ-6 можно отнести: повышенную жаростойкость металла шва, стойкость металла к межкристаллической коррозии, пластичность и высокую ударную вязкость шва, минимальное разбрызгивание металла, аккуратный шов.
НЖ – 13
Данный вид электродов рекомендуется для выполнения ручной дуговой сварки пищевой нержавейки с применением постоянно тока. Также их можно использовать в случае задействования современных нержавеющих сталей, с присутствием хромоникелемолибденовых или хромоникелевых сплавов.
Электроды по нержавейке маркировка
Наибольшей популярностью на рынке пользуются электроды от шведской компании ESAB, представленные в широком ассортименте и отличающиеся великолепным качеством исполнения.
- ОК61.30. Универсальные стержни для сварки нержавейки, которые отлично подходят для сплавов с добавками никеля и хрома. Полученный наплавленный сплав отличается устойчивостью к коррозии.
- ОК6135. Эта марка предназначена для сварки деталей из нержавейки, которые имеют повышенные требования к качеству материала. Наплавка получается особенно прочной, что позволяет выдерживать повышенные нагрузки. Можно использовать такие электроды для соединения различных нагруженных конструкций и ответственных сооружений.
- ОК67.45. Эта разновидность электродов отличается повышенными свойствами сваривания, поэтому их можно порекомендовать для использования в сложных условиях работы.
- ОК63.30. Стержни этой марки содержат минимум углерода, что позволяет использовать их для низкоуглеродистых стальных нержавеющих сплавов. Обеспечивают отличную прочность соединения.
- Из отечественных разновидностей электродов для сварки нержавеющей стали можно выделить следующие:
- ЦТ15. Обладают повышенной температурной устойчивостью, стойкостью к агрессивной химической среде и позволяют получить соединение отличного качества.
- ОЗЛ8. Данная разновидность стержней отличается длительным сроком эксплуатации, что позволяет сваривать детали с высокой прочностью. Соединение обладает отличными показателями антикоррозийной стойкости.
- ОЗЛ6. Универсальная разновидность, которая отлично подходит для чистой нержавеющей стали. Возможно также соединение нержавейки с черным металлом.
Химический состав стержней
Химический состав таких электродов включает различные металлы, углерод и водород с фосфором. Необходимо сказать, что выбирая такой наплавочный материал для сварки, необходимо учитывать химический состав самого стержня и соединяемого металла.

Свойства сварочные электроды по нержавейке напрямую зависят от их состава. Отметим повышенную прочность, пластичность и температурную устойчивость. При этом большинство таких стержней в расплавленном состоянии обладает повышенной текучестью, что следует учитывать при выполнении сварочных работ.