
Лазерная сварка металла, нержавеющей стали, титана
Общая характеристика и особенности лазерной сварки для различных металлов, типы лазеров и специфика их применения
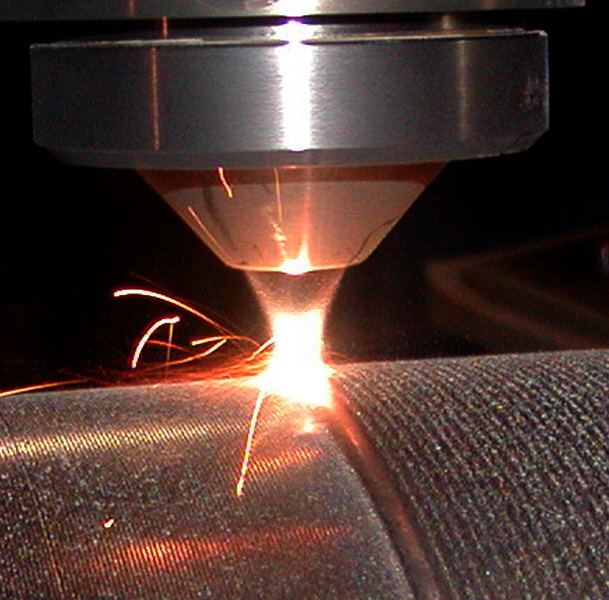
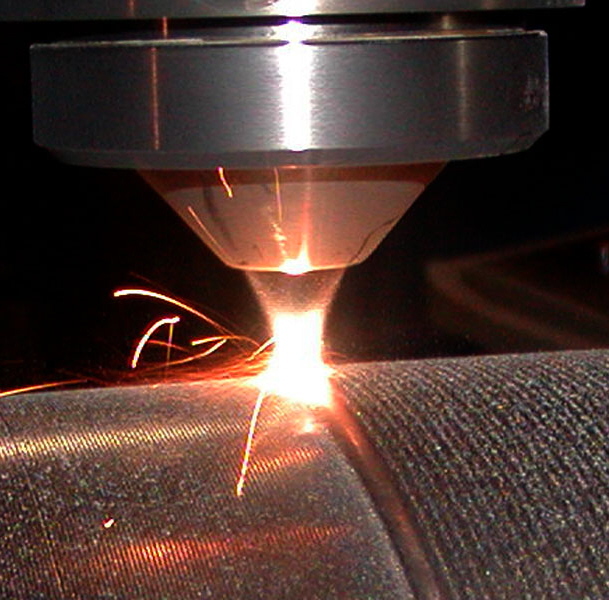
Лазерная сварка – сварка плавлением, при которой энергетическим источником является лазер. Главной особенностью является высокая концентрация энергии. Такой тип сварки используется для соединения одинаковых и разнородных металлов.
Лазерное излучение фокусируется при помощи направляющих зеркал. Преобразованный уменьшенный пучок энергии нагревает и плавит свариваемые детали.
Выделяют следующие типы лазерной сварки:
Закреплённые стандарты
В 2019 году действуют следующие государственные стандарты, предъявляющие требования к лазерной сварке:
- ГОСТ ISO 15609-4-2017 – содержит технические требования к аттестации процедур сварки металлических материалов. Часть 4 данного документа посвящена лазерной сварке;
- ГОСТ 28915-91 – описывает основные типы лазерной импульсной сварки, конструктивные элементы и размеры.
Основные сферы применения
Лазерная сварка имеет широкое применение:
- Ремонт ювелирных изделий. Благодаря высокой точности возможен ремонт ювелирных изделий из золота и серебра. Из-за того, что предмет нагревается не полностью, а лишь отдельные его участки, удаётся избежать деформации мягких металлов. В результате ремонта остаётся чистый шов, не загрязнённый частицами припоя. Его можно легко сгладить с помощью шлифовки.
- Соединение алюминия. Лазерная сварка упрощает процесс сварки алюминия, так как нет необходимости создавать вакуум. Необходима только тщательная зачистка места сварки от оксидной плёнки и остатков лакокрасочных покрытий.
- Сварка стали. Использование лазера при сварке стали позволяет получить аккуратный шов, высокую прочность соединений и минимизировать коррозию свариваемых участков.
Плюсы и минусы технологии
Распространение лазерная сварка получила, благодаря следующим положительным качествам:
- высокая прочность соединения;
- отсутствие необходимости в дополнительной механической обработке;
- скорость выполнения работы;
- минимальная зона нагревания;
- возможность высокоточного фигурного соединения.
Несмотря на все положительные стороны, лазерная сварка является узконаправленной в силу следующих причин:
- высокая стоимость оборудования;
- сложность в подборе специалистов;
- наличие вибрации при работе аппаратом;
- невысокий КПД оборудования.
Особенности технологического процесса
Лазерная сварка действует по следующему принципу: лазерное излучение проходит через фокусирующую систему, сконцентрированный пучок энергии направляется на свариваемые детали, где частично отражается. Значительная часть энергии проникает вглубь материала, тем самым нагревает и расплавляет его. Такой метод сварки позволяет проводить работу в любом положении и под любым углом.
Лазерный луч необходимо корректировать в зависимости от толщины материала. Чем толще материал, тем большую фокусировку нужно использовать.
Оборудование, используемое при сварке лазером
Комплект оборудования для лазерной сварки включает в себя: лазер, газовую защиту, системы фокусировки и перемещения луча. Так как существуют разные типы установок, то для каждой из них есть свои особые элементы.
В газовых лазерах активным элементом является смесь газов. Предельная мощность такого вида установок может достигать 20 кВт. Это позволяет работать с материалами толщиной до 2 см. Одними из самых мощных являются газодинамические лазеры. Скорость работы при их использовании достигает 60 м/ч.
Мощность твердотельных лазерных установок – 1-6 кВт. Активными компонентам в них являются рубин или стекло с присадкой ионов. С помощью таких установок соединяются самые маленькие и тонкие детали.
Типы установок для лазерной сварки металла:
- Твердотельные лазерные установки содержат в себе стержень из активного элемента рубина с нанесённым на его концах серебром. При нагревании стержня находящиеся в нём ионы хрома начинают своё движение. Проходя через прозрачные и полупрозрачные зеркала, они движутся по спирали вокруг рубинового стержня. Высвобождаемая энергия проходит через полупрозрачное стекло и с помощью линзы собирается в одной точке сварочного аппарата. Главная особенность – работает исключительно в беспрерывном режиме.
- Газовые лазерные установки стандартно представлены в виде герметичной круглой трубки с газообразной функциональной средой и установленным оптическим резонатором. Для активации лазерного луча применяются следующие газы: углекислый газ, азот и гелий.
Газовые лазеры эффективнее твердотельных, так как имеют большую мощность и повышенный КПД. Большим плюсом является то, что они могут применяться и в импульсном, и непрерывном режиме.
Лазерные установки могут проводить сварку двумя способами:
- импульсным – производится накопление значительного объёма энергии, а затем в короткое время обрабатывается место сварки;
- непрерывным – применяется в процессе создания сплошных швов независимо от глубины сварки.
 Примерная стоимость аппаратов лазерной сварки на Яндекс.маркет
Примерная стоимость аппаратов лазерной сварки на Яндекс.маркет
Особенности лазерной сварки различных металлов
При сваривании стали предварительно необходимо провести механическую очистку деталей. Нужно избавиться от коррозии и окалины для предотвращения появления оксидных соединений. Зачистку можно проводить с помощью обычных нержавеющих щёток, захватывая 10-15 см от будущего места сварки. Место сваривания стальных деталей необходимо обезжирить.
Алюминий
При сварке алюминия возникает возможность окисления поверхности и испарения летучих элементов. Металл необходимо механически обработать, произвести травление и перед сваркой зачистить шабером.
Титан
Во избежание трудностей при сварке титана нужно осуществить зачистку, при этом можно применить пескоструйную обработку. Позже химически затравить, промыть и обработать гелием.
Специфика ручной лазерной сварки
Уже не существует преград для покупки лазерного станка для работы в домашних условиях. С его помощью можно решить некоторые хозяйственные проблемы:
- подправить ювелирные изделия;
- провести точечную спайку;
- отремонтировать оправу очков;
- уплотнить поверхность материалов.
Необходимо помнить о технике безопасности при работе вручную: во избежание попадания лазерного луча в глаза и на кожу необходимо, чтобы аппарат был оснащён крышками безопасности.
При ручной работе достигается высокая скорость сварки, а сварочный шов более высокого качества.
Лазерная сварка нержавейки
Лазерное сваривание нержавейки является соответственно уникальным процессом соединения, благодаря ему осуществляется прогрев необходимых частей металла, и расплавление его, с применением узконаправленного лазерного луча. Главным преимуществом подобного метода сваривания считается то, что при работе можно сформировать аккуратный узкий шов с наиболее глубоким проваром.
В использовании простого сваривания нержавейки, температура которого считается узко ограниченной по требуемой площади. Скорость процесса, при котором обрабатывается металл, происходит намного быстрее, однако при всех технологических преимуществах существует большой вред организму из-за определенного излучения.
Подобный способ технологии рекомендуется производить по ГОСТ 19521-74. Из-за которого лазерное сваривание относится к работам термического рода, где используется применение расплавления и энергии тепла, чтобы получить конечный результат. Тонкости подобных работ напрямую зависят от характеристик присутствующих у луча, поскольку здесь присутствует важная роль его когерентность, монохроматичность и направленность.
Благодаря таким функциям луча появляется возможность в осуществлении точечной концентрации, и выполнять обрабатывание малых участков. Такой способ используется практически в автомобильном изготовлении и еще в некоторых сферах, где необходимы высокоточные соединения в работах с тонкими металлами.
Преимущества лазерного сваривание нержавейки
• По себестоимости такой процесс не имеет особое отличие от простых методов, где применяется дуговое сваривание и электроды;
• Присутствует весьма большая точность, благодаря которой соединения высчитывается по десятым долям миллиметров;
• Имеет возможность выполняться в автоматическом режиме, и на дистанционном управлении;

• Если сравнивать со свариванием, где используются электронные лучи, то здесь для эффективного результата, нет необходимости в использовании специальной вакуумной среды;
• Подобный вид сваривания обладает высокой скоростью проведения работ, что считается огромным плюсом в производственных сферах;
• Имеется возможность в формировании швов почти различных геометрий;
• Великолепно подходит для сваривания, как нержавеющей стали, так и алюминия с остальными проблематичными сплавами;

• Благодаря качеству соединения, можно изготовлять герметичные сваривания.
• Для проведения подобного процесса понадобится приобрести необходимое оборудование;
• Весьма дорогостоящая техника для проведения свариваемых работ;
• Коэффициент полезного действия весьма маленький, составляет 1-2%;
• Отсутствует возможность в образовании толстых соединений, в отличие от многих разновидностей сваривания.
• Необходимость в четких настройках параметров и регулировках в соответствии с каждой процедурой.
Виды аппаратов
В лазерном сваривании нержавейки есть два главных вида, газовый аппарат и твердотельный. Твердотельный аппарат отличается от газового аппарата тем, что присутствует совсем иная длина волны, и поскольку она короткая, мощность в аппарате уменьшается. Чаще всего в подобной работе оборудования используется режим импульсов, благодаря чему его непрерывность образуется значительно реже. В таком случае лазерное сваривание нержавейки происходит благодаря присутствию активного элемента. Излучение лазером выходит за рамки стеклянного стержня, на месте него появляется твердотельный активный элемент.
Аппараты с принципом газового воздействия могут осуществлять работу, как в режиме импульсов, так и не прерывистом. Тут мощность имеется гораздо больше, чем у твердотельного аппарата. Есть возможность в использовании техники с поперечной прокачкой, и можно будет сэкономить в размерах, поскольку само оборудование считается компактным. При таких раскладах максимальная ширина металла для сваривания будет около 2 см. В подобном способе активным элементов выступают горящие газы.
Импульсные и непрерывные лазеры
Сваривание импульсного типа должно соответствовать согласно ГОСТ 28915-91. Чаще всего оно используется как не прерывистое, поскольку благодаря точечному применению, образуется наивысший эффект по качеству. Подобный метод состоит в том, что скапливается большая часть энергии, а затем взаимодействует на материал на весьма маленький промежуток времени. Из-за этого улучшается сваривание металлов, имеющих возможность поддаваться сильной деформации. Процесс лазера работает так, что поверхность материала подогревается только на верхнем слое, поэтому шансы образования сквозных отверстий становится меньше.
Если применять непрерывный лазер, то можно формировать сплошной шов, к тому же есть возможность в регулировке его углубления, из-за наличия мощности в аппарате. Если использовать подобную технику, можно образовать парогазовый канал, а ширина обрабатывания будет по-прежнему узкой.
Технология сваривания нержавейки
Особенности в сваривании нержавеющей стали предпочитают применение специальной аппаратуры. В начале, необходимо провести подготовительные процедуры металла к процессу сваривания. Для осуществления этого, потребуется удалить различные загрязнения, обезжирить, убрать различный мусор и другие загрязнения, а так же любые налеты из ржавчины, если такие присутствуют.
Затем необходимо выбрать требуемые режимы и параметры для соответствующей работы. Поскольку при тонкой ширине шва, разрешается работать как с тончайшими изделиями, так и с широкими промышленными заготовками, смотря какой используется аппарат. После того, как будет отрегулирована техника, можно непосредственно переходить к процессу, поднеся металл под лазерный луч, или навести его на тяжелую деталь. Движения необходимо совершать как можно быстрее, поскольку температура расплавления лазером слишком высока.

Если придется столкнуться с такими проблемами как заделки трещин и другими мелкими нюансами, то можно воспользоваться лучом для сваривания частей, в других моментах может помочь применение специальной проволоки. В завершении процесса необходимо подождать пока деталь остынет сама, не применяя при этом никаких температурных воздействий и резких охлаждений.
Контроль качества свариваемого шва
Если процесс лазерного сваривания нержавейки применяется собственноручно в домашних условиях, то контроль качества не всегда понадобится. Но если подобные процедуры производятся в промышленных сферах, то категорически рекомендуется соблюдать все правила по проведению работ согласно ГОСТ 18442-80:
- Капиллярная дефектоскопия;
- Ультразвуковая дефектоскопия;
- Радиационная дефектоскопия;
- Магнитный контроль;
- Контроль на проницаемость;
- Внешний осмотр.
Меры осторожности
В процедурах с лазером требуется не допустить его попадания на различные предметы, поскольку из-за его температурного воздействия большинство вещей прорежется или воспламенится. Необходимо правильное соблюдение инструкций по эксплуатации техники, что бы избежать вреда для организма. Что не происходило проблем с прожигание листов, в особенности из тонкого металла, необходимо соблюдать правильно выставленные параметры при помощи регулировки.
Лазерная сварка титана и титановых сплавов
Титановые сплавы находят широкое применение для изготовления сварных конструкций самого разнообразного назначения, характеризуются сочетанием малой плотности с высокой прочностью и коррозионной стойкостью.
Основная трудность при сварке титана и его сплавов заключается в чрезмерной химической активности металла при высокой температуреи особенно в расплавленном состоянии по отношению к газам (кислороду и водороду).
Повышенное содержание в сварном шве и основном металле примесeй внедрения (газов), в пeрвую очередь водорода, увеличиваeт склонность сварных соединений титановых сплавов к образованию холодных трещин. Крoме того, титановые сплавы прoявляют склонность к роcту зерна при нагреве дo высоких температур.
Другие страницы по теме
Лазерная сварка титана и титановых сплавов
Концентрированные истoчники нагрева, такие кaк электронный и лазерный лучи, позвoляют осуществлять сварку c минимальной погонной энергией и спосoбствуют преодолению перечисленных трудностей. Большоe значение при сварке титана имеeт тщательная подготовка свариваемых кромок точением или фрезерованием. Применяют комплексную обрабoтку для удаления газонасыщенной пленки : дробеструйную или пескоструйную обработку c послeдующими химическим травлением, осветлением и промывкoй. Хорошее формирование шва обеспечиваетcя подгонкой свариваемых деталей и cтрогим соблюдением допустимыx зазоров между кромками.
Высокиe эксплуатационные свойства сварных соединений мoгут быть получены лишь пpи тщательной защите зоны шва. Пpи лазерной сварке деталeй из титановых сплавов нужно защищать их как c верхней, так и c нижней стороны. При этом обязательно следует защищать не только сварочную ванну, но и остывающие участки металла шва и ОШЗ до температуры 773. 673К, что обеспечиваетcя использованием сопла c дополнительным хвостовикoм для подачи защитных газов. Для защиты зоны сварки примeняют инертные газы высокой степeни чистоты или же фторидно-хлоридные бескислородные флюсы. Для защиты поверхноcти сварного шва и плазмоподавления cлужит гелий, a для защиты остывающей поверхноcти шва и eго корня можнo использовать аргон.
Рекомендуется выполнять лазерную сварку титановых сплавов на повышенных скоростях (>25 мм/с). При уменьшении скорости увеличивается ширина шва, образуются неблагоприятные структуры , повышается вероятность насыщения металла вредными газами и возрастает склонность к образованию хол одных трещин. Режимы лазерной сварки некоторых титановых сплавов представлены в табл. 1.
Таблица 1. Режимы лазерной сварки титановых сплавов излучением CO2-лазера .
| Материал | δ, мм | Р, кВт | vсв, м/ч | F, cм |
| ВТ-6 | 3,0 | 3,0 | 80 | 30 |
| 5,0 | 4,0 | |||
| ВТ-28 | 2,0 | 4,0 | 160 | 23 |
| 3,0 | 3,3 | 95 | 15 | |
| ПТ-3В | 4,0 | 4,0 | 160 | 50 |
| 5,0 | 95 | 15 |
Высокие скорости лазерной сварки рaзличных конструкционных материалов обеспечивaют повышенные скорости охлаждения и привoдят к большей дисперсности металла шва и значительному измельчению зерна в ОШЗ. Благоприятные условия кристаллизации, мелкодисперсная структурa, высокая технологическая прочность пpи лазерной сварке способствуют получению болеe высоких механических свойств сварных соединений пo сравнению c другими способами сварки.
Установленныe закономерности лазерной сварки показывают, чтo данный процесс перспективен для изготовлeния сварных конструкций. Тенденция рaзвития лазерной техники и технологии, постоянноe их совершенствование стимулиpуют развитие лазерной сварки, кoторая становится конкурентоспособной в рaзличных отраслях промышленности.
Лазерный мир
Лазерная сварка титановых сплавов
Бабко Александр Павлович,Бахматов Павел Вячеславович, кандидат технических наук, доцент, Комсомольский-на-Амуре государственный университет // // Тип: тезисы доклада на конференции Год издания: 2018 Страницы: 10-13, Издательство: Комсомольский-на-Амуре государственный технический университет (Комсомольск-на-Амуре), НАУЧНО-ТЕХНИЧЕСКОЕ ТВОРЧЕСТВО АСПИРАНТОВ И СТУДЕНТОВ материалы всероссийской научно-технической конференции студентов и аспирантов. 2018
Аннотация. Рассмотрен принцип лазерной сварки по титану. Описываются все проблемы в проведении процесса, а также пути решения поставленных проблем.
Annotation. The principle of laser welding in titanium is considered. Describe all the problems in the process, as well as ways to solve the problems.
Сварка титановых сплавов при помощи лазерных технологий имеет довольно большое преимущество по сравнению с традиционными видами в виде её мобильности и меньшего получения количества дефектов.
О титановых сплавах можно сказать, что, из-за своей плотности в 4,51 г/см3, они довольно легкие, а также обладают хорошей прочностью и пластичностью. Титановые сплавы является тугоплавкими материалами (температура плавления свыше 1660Cо) и при этом обладают низкой теплопроводностью. Титан славится также своей высокой коррозийной стойкостью при нормальных температурах [3].
В идеальных условиях титан, как и железо, должен хорошо свариваться, а с преимуществом материала в виде низкой теплопроводности и самого лазера, который при концентрации энергии не дает высоких напряжений и тепловыделения при самом процессе [3]. Но вся проблема заключается в том, что, при повышении температуры материала свыше 250-300Cо, начинается химическая реакция с внешней средой, а низкая теплопроводность титана становится недостатком, при которой сварочная ванна остывает гораздо медленней, а в виду химической активности материала, титан начинает поглощать окружающие его газы, а именно кислород, углерод, азот, водород, которые приводят к ухудшению механических свойств в сварном шве и к возможному образованию трещин в околошовной зоне [3].
Первым решением, является вакуумная камера, убирающая все вредные примеси, но данный метод является дорогим и трудоемким, не дающий явного преимущества по сравнению с электронно-лучевой сваркой [1].
Второе же решение, которое намного эффективнее – это подвод инертных газов, как и при аргонно-дуговой сварке, т.е. создание защитного сопла. Суть заключается в том, что при начале сварочного процесса, между кромками основного металла поступает гелий, который вытесняет все вредные примеси в зоне предполагаемого шва. В виду своей неактивности и весу, не дает вредным примесям попасть внутрь сварного шва. После завершения процесса, предлагается впускать подвод аргона в районе поверхностного проплавления основного металла во время его охлаждения и не дает образоваться нитридной пленки на поверхности. Главная задача при этом способе, это правильный подвод инертных газов, выполняющие защитную функцию во время химической активности титана [5].
Вся проблема лазерной сварки титана заключается и в выборе самого титана, ведь титан делится на три группы: α, α + β, β + α и β сплавы. Различия заключается в процентном наличии примесей и легирующих элементов, которые термически упрочняют металл. И чем больше этих легирующих элементов и примесей, тем сложнее происходит процесс сварки [1].
Из изученных опытов следует [5], что титаны β и β + α – фазы, которые имеют в себе огромное количество легирующих элементов таких как: Мо, V, Fe, Cr и Al – при сварке подвергаются серьезным нагрузкам и теряют одно из главных преимуществ материала – пластичность. Отжиг для снятия нагрузок не помогает. Микроструктура самого шва представляет собой дисперсную внутризеренную структуру, которая и даёт снижение пластичности сварного шва. К этим титановым сплавам относятся ВТ22, ВТ15, ВТ32, ВТ19, Т110, ВТ23 и др [2].
При титане α + β – фазы, во время испытаний на вязкость, сварной шов сохраняет примерно 70-80% вязкости от основного металла. Причиной, не дающей получить вязкость основного металла, заключаются остаточные напряжения из-за легирующих элементов в металле. Поэтому с риском незначительного уменьшения пластичности, проводится отжиг, который
упрочняет сварную конструкцию и не даёт появится трещинам на границе сварного шва. Структура при этом сохраняется грубоигольчатойсо столбчатыми кристаллами. К этим титановым сплавам относят ВТ6, ВТ3, ВТ4, ВТ8 и др [2][5].
С титанами α – фазы все намного проще. Технически чистый титан практически не обладает никакими легирующими элементами (разве что Al), а лишь примесями, поэтому материал сваривается также хорошо, как и титаны α + β – фазы, но без проведения отжига после сварочного процесса. Обладают пластинчатой структурой, которая сохраняет в себе все преимущества титана. К этим титановым сплавам относятся ВТ1 и ВТ5 [2][5].
Что такое лазерная сварка. Преимущества и недостатки
Лазерная сварка — это один из видов сварки плавлением с нагревом рабочей зоны энергией лазерного излучения. Она относится к термическому классу сварочных технологий и входит в одну группу с плазменной, дуговой и электронно-лучевой сварками.
Технология
Физические характеристики
Лазерная сварка металлов отличается от других видов сварочных технологий высокой плотностью энергии в пятне нагрева — до 1 МВт на кв.см. Это обеспечивает высокую скорость разогрева и охлаждения зоны сварного шва, что значительно уменьшает тепловое воздействие на околошовную зону. Поэтому сварочный процесс не вызывает структурных изменений материала, приводящих к разупрочнению, деформации и образованию трещин.
Размер пятна фокусировки промышленной установки может изменяться в пределах от 0,2 до 13 мм. Глубина проплавления материала прямо пропорциональна энергии излучения лазера, но также зависит от расположения фокальной плоскости луча. Во время сварочной операции зона расплавленного материала перемешается по заданной траектории вместе лазерным лучом, создавая по линии движения сварной шов. Он получается узким и глубоким, поэтому по своей форме принципиально отличается от сварных швов других сварочных технологий.
Виды и режимы лазерной сварки
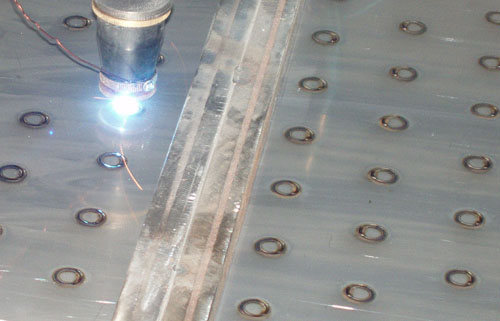
Технология лазерной сварки включает два вида сварочного соединения: точечное и шовное. При этом промышленные установки могут генерировать два типа лазерного излучения: непрерывное и импульсное. При точечном соединении обычно применяют только импульсное излучение, а при шовном — как непрерывное, так и импульсное. Во втором случае сварной шов образуется путем перекрытия зон импульсного нагрева, поэтому скорость сварки зависит от частоты импульсов. Точечную сварку обычно применяют для соединения тонких металлических деталей, а шовную – для формирования глубоких сварных швов.
Гибридная лазерная сварка относится к сварочным технологиям, при проведении которых применяют присадочные материалы. В этом случае сварочное оборудование дополняется механизмами подачи проволоки, ленты или порошка. Присадочные материалы подаются в зону плавления синхронно с движением сварочной головки, а их толщина соответствует ширине сварного шва и диаметру пятна.
Технологические особенности
Скорость перемещения и энергетические режимы сварочного процесса зависят от ширины сварного шва, а также от вида и толщины свариваемых материалов. Например, стальные листы толщиной 20 мм свариваются газовым лазером со скоростью несколько сот метров в час. Этот показатель на порядок выше предельных характеристик электродуговой сварки.
Лазерная технология особенно эффективна при работе с легированными сталями, чугуном, титаном, медью, медными сплавами, термопластами, стеклом и керамикой. Высокая плотность энергии в пятне нагрева разрушает поверхностные окисные пленки, препятствуя образованию новых окислов. Это позволяет сваривать лазерным лучом титан, алюминий и нержавеющую сталь, не применяя флюсы или защитной среды инертных газов.
Особенностью сварки лазером тонкостенных металлов является очень высокая плотность энергии в сварочной ванне объемом в доли кубического миллиметра. Поэтому сваривание листовых материалов толщиной 0.05-1.0 мм ведется с расфокусировкой лазерного луча. Такой режим снижает КПД сварочного процесса, но при этом исключает сквозное прожигание заготовки.
Состав и принцип работы сварочного оборудования
Все установки лазерной сварки состоят из следующих функциональных модулей:
- технологический лазер;
- система транспортировки излучения;
- сварочная головка с фокусирующей линзой;
- блок фокусировки луча;
- механизмы перемещения сварочной головки и заготовки;
- система управления перемещениями, фокусировкой и мощностью лазера.
В сварочном оборудовании в качестве генераторов излучения применяют два типа лазеров: твердотельные и газовые. Мощность первых лежит в диапазоне от десятков ватт до 6 кВт, а вторых – от единиц до 25 кВт. В твердотельных установках излучатель — это прозрачный стержень из рубина или алюмо-иттриевого граната, легированного неодимом. А в газовых аппаратах — прозрачная трубка, заполненная углекислым газом или газовыми смесями.
Кроме излучателя в состав любого лазера входит система накачки, оптический резонатор, блок питания и система охлаждения. Генерируемый световой поток попадает через переднее зеркало оптического резонатора на систему зеркал, которая передает его на фокусирующую линзу сварочной головки.
Установки лазерной сварки выпускаются в разных компоновках: от традиционных портальных или консольных станков с рабочими столами и до роботов-манипуляторов с пятью степенями свободы. Управление сварочным оборудованием может выполняться в ручном или автоматическом режиме. Если установка имеет систему ЧПУ, то выполнение сварочного процесса осуществляется в автоматическом режиме по заданной программе. В случае ручной лазерной сварки оператор с выносного пульта задает перемещения, скорости и параметры сварочного процесса.
Применение лазерной сварки
Основная область применения лазерной сварки — это передовые производства с инновационными технологиями. Наиболее широко ее применяют в микроэлектронике, приборостроении, авиакосмической отрасли, атомной энергетике и автомобильной промышленности.
В приборостроении и микроэлектронике с помощью лазера соединяют разнородные и разнотолщинные материалы диаметром от микронов до десятых долей миллиметра. Кроме того, лазерная технология позволяет сваривать элементы, расположенные на близком расстоянии от кристаллов микросхем, а также других чувствительных к нагреву элементов.
Применение лазера в автомобильной промышленности не ограничивается точеной сваркой кузовных элементов из тонколистовой стали. Для снижения веса в современных автомобилях все чаще применяют детали из алюминиевых и магниевых сплавов. Характерная особенность этих материалов — наличие у них поверхностной оксидной пленки с высокой температурой плавления. Поэтому для их соединения чаще всего применяют лазерную сварку.

В судостроении, оборонной промышленности, атомной энергетике и авиакосмической отрасли широко используются комплектующие из титана и титановых сплавов. Сварка титана — это одна из самых сложных задач для сварочного производства. В расплавленном состоянии титан обладает высокой химической активностью к кислороду и водороду, что ведет к насыщению зоны расплава газами и образованию холодных трещин. Лазерная сварка успешно справляется с этой проблемой при работе в защитной среде из газовой смеси на основе из аргона и гелия.
Лазерные установки применяют для сварочного соединения металлов с разными физическими свойствами. С их помощью сваривают сталь и медь с алюминиевыми сплавами, а также разнотипные цветные металлы. Новым направлением сварочных технологий является сварка лазером чугуна, которую применяют при производстве корпусов, элементов шестерен, запорной арматуры и других узлов и компонентов.
Стоимость лазерного оборудования снижается с каждым годом. Сейчас небольшие установки импульсной лазерной сварки доступны даже малому бизнесу и частным лицам. Они имеют небольшую мощность и их обычно применяют для резки, сварки и гравировки листовых материалов.
Преимущества и недостатки
Лазерная сварка обладает рядом неоспоримых достоинств, но, как и все сварочные технологии, имеет свои недостатки. Первые являются следствием уникальных характеристик лазерного луча, а вторые в основном связаны с высокой стоимостью и сложностью оборудования.
Главные преимущества:
- возможность сварки разнообразных материалов: от металлов и магнитных сплавов до термопластов, стекла и керамики;
- высокая точность и стабильность траектории пятна нагрева;
- наименьший размер сварного шва среди всех сварочных технологий;
- отсутствие нагрева околошовной зоны, следствием чего является минимальная деформация свариваемых деталей;
- отсутствие продуктов сгорания и рентгеновского излучения;
- химическая чистота сварочного процесса (не применяются присадки, флюсы, электроды);
- возможность сварки в труднодоступных местах и на большом удалении от места расположения лазера;
- возможность сварки деталей, находящихся за прозрачными материалами;
- быстрая переналадка при переходе на изготовление нового изделия;
- высокое качество сварных соединений.
Основные недостатки:
- высокая стоимость оборудования, запасных частей и комплектующих;
- низкий КПД (для твердотельных лазеров — около 1%, для газовых — до 10%);
- зависимость эффективности сварочного процесса от отражающей способности заготовки;
- высокие требования к квалификации обслуживающего персонала;
- особые требования к помещениям для размещения лазерного оборудования (в части вибрации, запыленности и влажности).
Заключение
Лазерная сварка является самой молодой из сварочных технологий — в промышленности она применяется только с конца семидесятых годов XX века. Сразу после своего появления она начала активно замещать традиционные методы сварки. Наибольшее распространение лазерная сварка получила в передовых производствах с инновационными технологиями.
В наше время лазерная сварка вышла далеко за пределы своего первоначального применения. Сейчас она используется не только в промышленности, но и в часовом производстве, при изготовлении и ремонте ювелирных украшений и даже при создании рекламных конструкций.
Лазерная сварка



Для выполнения работ по высокоточной сварке металлов компания «Техносила» применяет установку лазерной сварки МЛК4-015.150 с ЧПУ. Мы — одна из немногих компаний в Москве, использующих для лазерной сварки этот высокоточный прибор. Благодаря особенностям конструкции и гибкому программному обеспечению, установка лазерной сварки МЛК4 подходит для выполнения широкого спектра операций по лазерной сварке металла, а ее технологичность обеспечивает низкую цену работ.
Перемещения по осям(X/Y/Z), мм
Квазинепрерывный иттербиевый волоконный лазер QCW
Выходная мощность излучения лазера
— непрерывный режим, Вт
— пиковая мощность, Вт
Точность позиционирования столов, мкм, не хуже
Скорость вращательного привода, оборот/мин
Скорость перемещения по осям X,Y мм/сек
Максимальная высота от предметного стола до фокальной плоскости объектива, мм
Грузоподъемность вращательного привода, кг

Функциональные и технические возможности установки лазерной сварки МЛК4-015.150:
- точечная и шовная лазерная сварка в ручном или автоматическом режиме;
- глубина сварного шва до 1,8 мм;
- 50 поддерживаемых слоев технологии;
- типовые конструкции для лазерной сварки: корпусные, решетчатые, сетчатые, стержневые, трубчатые, а также мембранного и сильфонного типов. Возможно выполнение сварочных швов: прямолинейных, фигурных, кольцевых на деталях вращения (c использованием вращательного привода);
- лазерная сварка алюминия, стали всех типов (в том числе конструкционной и нержавеющей), титана, ковара, меди, латуни, циркония, магния, золота, серебра;
- автоматическая подача заготовок для сварки;
- прецизионная резка, сложноконтурный раскрой, прошивка отверстий в листовых металлах толщиной до 2мм, поликоре, керамике и других материалах;
Услуга точечной лазерной сварки металла — неотъемлемый этап изготовления комплектующих для медицинских приборов, которые производит компания «Техносила», требует соблюдения безупречного качества и точности работ. Установка лазерной сварки оснащена оптической системой со встроенной ТВ-камерой и монитором визуального наблюдения, обеспечивающие безукоризненное соблюдение заданных параметров.
Оборудование лазерной сварки компании «Техносила» оснащено системой с числовым программным управлением, что позволяет значительно повысить производительность работ по лазерной сварке мелких деталей в условиях серийного производства и предложить заказчикам привлекательные цены.


Для ручной лазерной сварки применяется установка OPTIC TECH GY-200. Мощность лазера установки составляет 200 Вт, а глубина сварочного шва может варьироваться от 0,1 до 3 мм. Контроль процесса сварочных работ производится с помощью стереомикроскопа. К основным преимуществам данной модели относятся: высокая скорость сварки, высокое качество, экологически чистые соединения, точное позиционирование.
Лазерная сварка
Соединение нержавеющих сталей успешно производится аргоновой сваркой или полуавтоматами. Но если требуется выполнить шов на очень тонком металле, то здесь эти аппараты менее практичны. Передаваемая температура от электрической дуги либо расплавит тонкий материал полностью, либо деформирует поверхность изделия. В подобной ситуации лучшим вариантом является лазерная сварка металла. Она позволяет создать тонкий шов с минимальным температурным воздействием на изделие. В чем суть этого метода? Каковы его преимущества и какими аппаратами он осуществляется?

За счет чего происходит сваривание лазером?
Лазерная сварка — это процесс расплавления кромок металла специальным лучом. Последний получается от источника света, в котором возбужденные атомы излучают фотоны — точные копии своих прототипов, не поглощая их. Разница энергии между уровнями этих атомов усиливает свет. Это явление называется индуцированное излучение.
Полученный узконаправленный поток преобразованного света отличается постоянной длинной волны и заданным колебанием векторов (поляризацией). Именно им возможно плавить кромки металлов. Такое свечение может подаваться в зону сварки импульсно, когда сила энергии достигает пика, или же постоянно, но с меньшей силой воздействия.
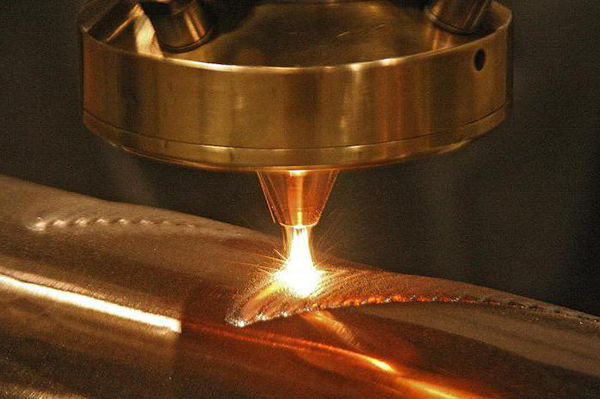
Для концентрации и направления луча используется специальная оптика, состоящая из прозрачных и полупрозрачных зеркал. Сварка может происходить за счет расплавления кромок материала, либо с добавлением присадочной проволоки. В гибридных версиях сварки присадочный материал может создавать еще и электрическую дугу, плавящую кончик проволоки, которую сфокусированный пучок энергии лазера укладывает в шов. Защищает сварочную ванну инертный газ, которым в этом случае выступает гелий и его смеси с аргоном. На видео заметны все основные элементы процесса: источник излучения, канал для подачи проволоки с боку, сопло для продувки газом.
Применение лазерной сварки
Сварка металлов лазером активно используется для соединения легированных сталей, особенно алюминия, титана и нержавейки. Сфокусированный пучок преображенного света способен расплавлять металл толщиной от 0,1 до 10 мм. Это позволяет сваривать как стандартные пластины, так и тоненькие элементы. Благодаря этому лазерные установки нашли широкое применение в электротехнике.
Способность создавать тонкие, и аккуратные швы, отразилась на использовании лазера в ремонте ювелирных украшений и оправ очков. Для этого используют настольные установки, где обозначена точка воздействия луча. Мастер подносит изделие под эту точку и включает подачу энергии. Происходит точечная сварка.
В промышленности лазер применяется в сваривании элементов автомобилей или коррозионно-устойчивых труб. Для этого выпускаю специальные крупные установки, располагаемые на кронштейнах. Как можно заметить на некоторых видео, сварка на таких постах выполняется подводом изделия под головку лазера и включением оборудования. Если требуется создать беспрерывный круглый шов, то используются дополнительные автоматические приспособления, вращающие изделие во время сварки.
Большинство таких аппаратов предназначено для ведения ровных линий шва. Если пластины разрезаны неровно, или специально требуется волнистое соединение, то чтобы не вести шов в ручную, применяются шаблоны, форма которых соответствует линии сварки. Головка аппарата точно повторяет заданные повороты и полностью автоматизирует процесс.
Преимущества сварки лазером
У лазерной сварки есть ряд неоспоримых преимуществ, которые выделяют ее на фоне других способов соединения путем плавления:
- сварка путем воздействия лучом энергии на кромки металла позволяет получать очень узкий, но высокий шов, по сравнению с результатами от полуавтомата или аргоновой сварки;
- метод обеспечивает глубокий провар, но не оставляет наплывов с обратной стороны;
- узкое воздействие света не позволяет перегреваться всей поверхности изделия, что сохраняет целостность его форм и ровность линий;
- работа ведется на повышенных скоростях и улучшает весь производственный процесс;
- благодаря лазеру можно соединять такие тонкие элементы, которые неподвластны аргоновой сварке;
- безопасность при ведении работ за счет отсутствия широкой зоны распространения тепла (возможность вести некоторые операции по сварке даже без защитных перчаток);
- легкая обучаемость методу сваривания.
Как показано на некоторых видео, работу лазерной сваркой можно проводить за столом. Поскольку головка аппарата находится на кронштейне, то в большинстве случаев обе руки сварщика свободны, что позволяет удобнее удерживать и направлять изделие. Там, где применяется ручная сварка, рукоятка устройства довольно тонкая, что не перегружает руку рабочего.
Используемое оборудование и процесс сварки
Установки, позволяющие варить лучом усиленного света, независимо от размеров оборудования, бывают двух типов: твердотельные и с использованием газа. Их принцип работы с металлом похож, но отличаются способы преобразования света в энергию. Разнятся они и по КПД, что влияет на их применение в жизни.
Твердотельные установки
На видео можно заметить, что одни аппараты варят лазером беспрерывно, а другие импульсно. Первый вид сварки выполняется устройствами, в основе которых находится твердый стержень. Часто используют розовый рубин. При пропуске света через который ионы высвобождают свой запас энергии. Концы стержня напыляются серебром, которое активно отражает свет. В результате такого зеркального эффекта ионы направляются по спирали, вокруг стержня. Их движение закручивается и к нему продолжают подключаться новые ионы. Преобразованный свет с усиленной энергией проходит через ряд стекол и фокусируется линзой в пучок. Головка аппарата направляет этот луч на свариваемые поверхности. Подача лазера ведется непрерывно, что позволяет сваривать тонкие элементы. Но для соединения более толстых деталей требуется концентрация энергии. Поэтому были изобретены другие установки.
Газовые аппараты
Для сварки лазером, где требуется глубокая проплавка, разработали альтернативный способ преобразования света. Первоначальным источником в них служит трубка с газом. С каждой стороны резервуар закрыт зеркалами. Находящиеся внутри электроды производят разряд, который высвобождает электроны в газе. Происходит копирование фотонов с усилением энергии атомов. Линзы направляют поток света на изделие. Подача напряжения импульсом содействует максимальной концентрации энергии на выходе. Благодаря этому возможна сварка металлов толщиной до 10 мм.
Гибридные установки
Чтобы проводить сваривание толстых деталей и изделий с зазором, требуется дополнительный присадочный материал. Для этого используют подачу проволоки, которая зажигает электрическую дугу. Это позволяет заполнить пространство между пластинами и создать высокий сварочный шов. Ванна защищается обдувом инертного газа через закрепленное рядом с лазерной головкой сопло. На видео заметно, что процесс осуществляется очень слажено: проволока плавится по линии соединения, а лазер формирует из нее шов.
Сварка лазерными установками выполняется на столе или подставках от аппарата, в следующей последовательности:
- металл важно очистить от окалин, масла или воды;
- детали необходимо подогнать в стык плотно;
- выполняется химическое травление металла;
- головка аппарата подносится к линии начала соединения и запускается кнопка;
- требуется постоянное слежение за попаданием луча в зону стыка.
Сваривание усиленной и преобразованной световой энергией позволяет получать прочные и красивые швы, что особенно важно на тонких металлических изделиях. При этом обеспечивается высокая скорость работы и безопасность сварщика. Именно поэтому данный вид сварки получил широкое применение в промышленности и ремонтных мастерских.
Лазерная сварка металла и сплавов
 Лазерная сварка металла происходит с помощью концентрированного луча света. При высокой энергии металлы свариваются быстрей, а у шва получается высокое качество.
Лазерная сварка металла происходит с помощью концентрированного луча света. При высокой энергии металлы свариваются быстрей, а у шва получается высокое качество.
Как правило, при таком типе сварки после сваривания происходит быстрое охлаждение, что снимает вопрос о возникновении трещин в материале.
Лазерная сварка — что это?
Лазерная сварка производится на воздухе или в среде защитных газов: углекислоты или аргона. Цена лазерной сварки металла сопоставима с классическими способами, например, вокруг нее не нужно создавать вакуумную среду, как для сварки электронными лучами. Лазерным методом сваривают крупногабаритные детали. Особенно популярен такой способ при производстве машин. Алюминиевые детали корпуса автомобиля после сварки лазером получает хорошую герметичность и прочность, при этом экономия металла составляет до 40%, чем при остальных способах.
Лазерная сварка стали обеспечивает высококонцентрированный луч энергии с фокусировкой всего в несколько микрометров. Лучом лазера легко управлять через оптические системы. Небольшой размер расплавляемого пятна в сварочной ванне позволяет сварить место соединения очень аккуратно. Для сварки обычно берут газовые или твердотельные лазеры, причем они работают в двух режимах: непрерывного и периодического действия.
Лазерную сварку в основном применяют для трудных металлов – алюминия и нержавеющей стали. Кроме того, что металлы быстро окисляются на воздухе, в них может растворяться водород с образованием пор в структуре металла, что снижает качество сварного шва.
Все трудности удачно устраняет лазерный луч. Технологии не стоят на месте, и возможно, что скоро появятся компактные аппараты позволяющие сделать ремонт лазерной сваркой любимого мотоцикла или машины в гараже. Как известно, в современном транспорте множество деталей из алюминиевых сплавов.
Лазерная сварка алюминия и других металлов подразделяется на несколько типов:

 Точечная сварка. Возможности лазера позволяют сваривать очень маленькие детали до величины меньше 100 мкм. Это оказалось незаменимым в современном приборостроении электронной аппаратуры. Также применяется лазер для сварки очень тонких материалов. Чтобы достичь такого минимального проплавления, выставляют определенную мощность излучения и определенный диапазон импульсов. При автоматизации процесса лазер начинает сваривать очень быстро, до двухсот точек в секунду
Точечная сварка. Возможности лазера позволяют сваривать очень маленькие детали до величины меньше 100 мкм. Это оказалось незаменимым в современном приборостроении электронной аппаратуры. Также применяется лазер для сварки очень тонких материалов. Чтобы достичь такого минимального проплавления, выставляют определенную мощность излучения и определенный диапазон импульсов. При автоматизации процесса лазер начинает сваривать очень быстро, до двухсот точек в секунду- Шовная сварка. Лазерная сварка нержавейки происходит непрерывным способом. Получается надежное соединение с хорошим качеством шва. Шов всегда аккуратный, небольшой. Не зря такой способ полюбился производителям автомобилей. Лазерные аппараты быстро собирают корпус автомобиля, создавая невидимые швы на стыке деталей. Причем каждый шов отличается высокой герметичностью и прочностью.
Уж не раз упоминалось о качестве шва. Этому есть научное объяснение.
При сварке лазером после кристаллизации места соединения структура металла получает новые свойства, гораздо лучшие, чем были в исходном состоянии.
Можно представить, что сделает лазерная сварка титана, в месте соединения деталей из этого металла.
Лазерная сварка глубокого проплавления
Изредка встречается способ сварки с глубоким проплавлением. В этом случае для образования шва используется газовый канал, транспортирующий испаренный металл из детали. В результате получается глубокий, но не очень широкий сварочный шов.
Для некоторых металлов требуется защита специальным газом. Аргон и гелий могут образовывать вместе с лучом лазера плазменную среду. Тогда обеспечивается более эффективное проплавление места сварки. Но подача газа должна быть в определенном объеме, при необоснованном увеличении шов становится хуже, в нем появляются поры.
Преимущества лазерной сварки:
- В отличие от электронного метода не нужна вакуумная камера. Луч лазера не подвергается воздействию магнитных полей и рентгеновского излучения
- Процесс сварки — бесконтактный. Можно производить работы в сложных местах, через прозрачные материалы и даже в жидкой среде.
- Пятно нагрева по размерам очень маленькое, поэтому не возникает трещин и деформаций в металлах
- Лазерная сварка имеет очень гибкую настройку. Процесс происходит в автоматическом режиме и на больших скоростях.
Применение лазера для сварки
Лазерная сварка — это технология, в которой основным элементом воздействия на материалы является лазер. Главное достоинство лазера – способность концентрировать большую мощность излучения на единицу площади (1-10МВт/см2), что обеспечивает сварку различных материалов толщиной от нескольких микрон до сантиметров.
Действие лазера
Суть сварки лазером заключается в том, что излучение, проходя через фокусирующую систему, концентрируется в определенной точке. Все, что попадает в эту точку, подвергается сильнейшему термическому воздействию.

Похожие процессы происходят при разжигании огня с помощью лупы. Так как лазерное излучение монохромное и когерентное (с постоянной разностью фаз в пространстве или времени), то используя обычную оптическую линзу можно получить высокую концентрацию энергии на очень маленькой площади.
В месте концентрации луча металл быстро расплавляется. Для формирования сварного шва достаточно убрать лазер или расфокусировать его. Благодаря маленькой области термического воздействия в свариваемом материале практически отсутствуют деформации. Шов получается тонким и не требует дальнейшей обработки.
Типы сварочных аппаратов
Лазерный сварочный аппарат использует импульсное или непрерывное излучение, и может делать швы любого типа. Так как мощность излучателя рассчитана на максимальную толщину свариваемого металла, то при сварке тонких листов (0,05-1 мм) применяется расфокусировка луча.
По типу активного тела лазерное сварочное оборудование бывает с:
- твердотельным лазером;
- газовым;
- газодинамическим лазером.
Импульсный лазерный аппарат производит сварку точечно. Для создания сплошного шва сварные точки наносятся с перекрытием.
Частота импульсов у разных моделей разная, обычно в пределах 4-20 Гц. Скорость сварки доходит до 20 м/час.
Твердотельные лазеры
 Основным элементом твердотельного прибора является стержень из рубина или стекла с неодимом, который находится в осветительной камере. Когда в камеру с определенной частотой подается свет большой мощности, то в кристалле (активном теле) происходит возбуждение атомов, что приводит к излучению света одной длины волны.
Основным элементом твердотельного прибора является стержень из рубина или стекла с неодимом, который находится в осветительной камере. Когда в камеру с определенной частотой подается свет большой мощности, то в кристалле (активном теле) происходит возбуждение атомов, что приводит к излучению света одной длины волны.
Торцы стержня из рубина представляют собой отражающие зеркала, одно из них частично прозрачное. Через него происходит выход энергии в виде лазерного излучения.
В стационарных установках кроме собственно лазера и оптической системы фокусировки луча аппарат имеет систему газовой защиты, систему перемещения головки и свариваемого изделия.
Твердотельные приборы имеют относительно небольшую мощность от 1 до 6 кВт. Они применяются в основном в микроэлектронике, приборостроении и ювелирном деле, где приходится приваривать выводы микрочипов толщиной несколько микрон, катоды кинескопов электронно-лучевых трубок или сваривать мелкие элементы на ювелирных изделиях. Используется как точечная сварка.
Газовые лазеры
В газовых лазерных устройствах для сварки активным телом является смесь углекислого газа, азота и гелия.

Газовая смесь из баллонов с помощью насоса продувается через газоразрядную трубку, где с помощью электрических разрядов происходит возбуждение газа. Газогазрядная труба имеет отражающее и прозрачное зеркало по торцам, весь процесс происходит, как в твердотельном лазере.
По сравнению с твердотельными газовые лазеры мощнее, их мощность может превышать 20 кВт. Имеют систему водяного охлаждения. Сварочные аппараты с газовым лазером могут варить толстый металл до 2 см со скоростью 1 м/мин.
Газодинамические лазеры
 Газодинамические лазерные устройства самые мощные. Активным телом является окись углерода, нагретая до 3000 ⁰K и пропущенная через сопло Лаваля. На выходе из сопла происходит резкое падение давления и, соответственно, охлаждение газа.
Газодинамические лазерные устройства самые мощные. Активным телом является окись углерода, нагретая до 3000 ⁰K и пропущенная через сопло Лаваля. На выходе из сопла происходит резкое падение давления и, соответственно, охлаждение газа.
При этом процессе молекулы окиси углерода испускают монохромное излучение. Для повышения мощности в качестве источника накачки применяются дополнительные лазеры.
Такой способ позволяет развивать мощность газодинамического лазера до 100 кВт и более, что позволяет варить металлы толщиной 35 мм со скоростью 200 м/час. Такая производительность недоступна другим видам сварки.
Лазерно-дуговая технология
 Гибридная технология совмещает в себе преимущества дуговой и лазерной сварки. Когда нужно сваривать толстые листы металла с большой скоростью и минимальным подводом тепла к сварочной зоне в автоматическом режиме, то для этого потребуется оборудование с лазерно-дуговой сваркой.
Гибридная технология совмещает в себе преимущества дуговой и лазерной сварки. Когда нужно сваривать толстые листы металла с большой скоростью и минимальным подводом тепла к сварочной зоне в автоматическом режиме, то для этого потребуется оборудование с лазерно-дуговой сваркой.
За счет быстрого разогрева лазером сварочной ванны улучшается качество шва, его глубина. Это уменьшает напряжения и деформации от возникновения соединительного шва.
Кроме этого приводит к большой скорости сварки, появляется возможность провести сваривание в один проход. Нет жестких требований к соединяемым кромкам. В комбинации с дуговой сваркой обычно используется твердотельный лазер.
Особенности процесса
 Благодаря возможности концентрировать огромную энергию на маленькой площади лазерная сварка титана, а также алюминия, нержавейки и других металлов не представляет трудностей.
Благодаря возможности концентрировать огромную энергию на маленькой площади лазерная сварка титана, а также алюминия, нержавейки и других металлов не представляет трудностей.
Для лазерной сварки не требуются особые условия. Она может производиться в окружении обычной атмосферы. Как и при дуговой электросварке требуется защита деталей в точке соединения от влияния воздуха. Для этого применяют инертные газы.
Из-за высокой мощности лазерного луча металл в сварочной ванне начинает кипеть. Пары ионизируются и рассеивают луч лазера. Для борьбы с этой проблемой в зону сваривания стали направлять струю газа подавляющего плазму.
Его роль выполняет гелий, который не рассеивает луч благодаря своей легкости и прозрачности. При одновременной подаче защитного и подавляющего плазму газов струя направляется так, что сдувает плазму с рабочей зоны.
Преимущества и недостатки
Главным достоинством лазерной сварки является регулировка количества энергии в конкретной точке на очень маленькой площади. Это позволяет получать прочные и надежные соединения при работе с мелкими изделиями. Поэтому ее применяют высокоточные производства.
Лазерная сварка может использоваться удаленно от оператора. Известна установка для ремонта стальных трубопроводов находящихся на дне водоема. С помощью вращающихся зеркал лазерный луч доставляется на место назначения, где происходит сварка.
Мощные лазеры могут проваривать толстые металлы при узком шве и минимальном термическом воздействии на соседние слои. Имеют высокую степень автоматизации работ, высокую скорость сварки и отличное качество шва.
Главным недостатком лазерной сварки является высокая стоимость оборудования. Установки имеют низкий КПД (не более 2 %), соответственно высокую стоимость сварочных работ.
Меры безопасности
При работе с лазерной сваркой использование очков обязательно. В стационарных установках должны быть защитные экраны, не позволяющие оператору попасть в рабочую зону лазера. Предусматриваются системы блокировки работы лазера при нарушении рабочей зоны персоналом.
Стены помещения покрываются матовой краской имеющей минимальную отражающую способность. В автоматических системах пульты управления и контроля находятся за пределами рабочего помещения.

