
О сварке нержавейки полуавтоматом (MIG) в среде защитных газов
Сварка нержавейки полуавтоматом
Сварка нержавейки полуавтоматом в среде углекислого газа – процесс не самый простой даже для очень опытных сварщиков. Все дело в самом свариваемом металле, потому что нержавейка – это сталь, в состав которой кроме углерода входит и хром (12%). Так вот именно хром в соприкосновении с кислородом, находящемся в воздухе, образует на поверхности заготовок оксидную пленку толщиною всего лишь в несколько атомов. Но именно эта пленка и не дает проводить сварочный процесс, потому что она тугоплавкая. Кстати, именно она отражает такой высокий показатель, как стойкость к коррозии. Ее можно легко удалить, используя, к примеру, железную щетку или наждачку. Но пленка быстро восстанавливается.

Все эти особенности нержавеющей стали влияют на способ ее обработки и сварки, правильному выбору режима сваривания и подбора расходных материалов. Но необходимо учитывать и тот факт, что производители нержавейки предлагают сегодня не только сплав из железа и хрома. Есть три класса, у которых разные свойства.
- Ферритный – в нем содержится только хром. Такой металл используется в агрессивных средах. Одна из его особенностей – устойчивость к термической закалке.
- Аустенитный – в состав кроме хрома входит и никель. Такая сталь обладает повышенной прочностью и пластичностью.
- Мартенситный – в составе хром и углерод. При достаточно высокой прочности такая нержавейка очень хрупкая, поэтому применяется только в слабоагрессивных средах.
Свойства нержавеющей стали
Перед тем как варить нержавейку с углекислотой, необходимо понимать, что это не обычная сталь. Это сложный сплав для процесса сваривания, поэтому рекомендуется обратить внимание на его физические свойства.
- По сравнению с той же обычной сталью у нержавейки теплопроводность в два раза ниже. То есть, чтобы проводить ее сварку, необходимо понижать сварочный ток. При высоком токе может образоваться прожог, потому что сам металл на всю свою массу тепло будет проводить с трудом. К тому же перегретый участок – это гарантия снижения антикоррозийных способностей металла. Поэтому выход один – увеличить охлаждение сварного шва и понизить ток на 20-30%.
- Существует такое понятие, как межкристаллитная коррозия металла. По сути, это когда при нагреве внутри стали образуется карбид, как следствие соединения железа и хрома. Такое может случиться, если температура нагрева доходит до +500С. Сами карбиды изнутри металла приводят к его растрескиванию. И, как следствие, коррозия. Поэтому нельзя допускать долгого действия температуры данного значения. Выход из этого положения – охлаждать зону сварки любыми средствами, даже водой.
- Нержавейка – это сталь с высоким линейным расширением. При нагреве металл очень сильно расширяется, а при охлаждении, соответственно, и сильно сужается. Такая огромная усадка приводит к растрескиванию сварного шва. Поэтому при сварке нержавейки даже полуавтоматом необходимо между заготовками оставлять увеличенный зазор. Он и будет компенсировать величину усадки.
- Есть такой показатель – электрическое сопротивление. Он у нержавеющей стали достаточно высокий. Именно это свойство влияет на перегрев электрода, сделанного из высоколегированной стали. Именно поэтому такие расходники имеют небольшую длину – в пределах 35 см.
Как правильно варить нержавейку полуавтоматом
Чтобы провести сварку нержавеющей стали полуавтоматом, необходимо правильно выбрать состав защитного газа. Оптимально считается, если газ должен состоять из аргона – 98% и углекислоты – 2%. Хотя многие сварщики, чтобы снизить себестоимость проводимых работ, увеличивают процентное соотношение в пользу дешевого углекислого газа. К примеру, 30% — углекислота и 70% — аргон.
Что касается присадочной проволоки, то рекомендуется использовать точно такую же, как и сам свариваемый металл. К примеру, если свариваются заготовки из нержавейки 304, то рекомендуется использовать для их соединения присадку марки Y 308.
С неплавящимся вольфрамовым электродом все также просто. Его диаметр будет зависеть от толщины свариваемых деталей. К примеру, если их толщина не будет превышать 1 мм, то используется электрод диаметром 1 мм. Толщина 1-4 – диаметр 1,6. Толщина свыше 4 мм, диаметр 2,5 мм.
Нюансы сварки
Полуавтоматы для сварки нержавейки обеспечивают сразу несколько функций технологического сварочного процесса.
- равномерная скорость подачи присадочного материала в зону сварки;
- возможность отрегулировать точную силу сварочного тока;
- охлаждение горелки.
Все это обеспечивает высокое качество сварного шва, плюс увеличивается скорость сварочного процесса. Конечно, необходимо сказать и о том, что в среде углекислого газа присадочная проволока расплавляется интенсивнее, поэтому нагрев сварного участка будут происходить при низких (относительно) температурах.
Все остальные операции проводятся точно так же, как при сварке полуавтоматом обычных сталей.
- Производится подготовка свариваемых заготовок из нержавейки. Их очищают железной щеткой от грязи, красок и других материалов. Если есть необходимость, то и обезжиривают. Для этого можно использовать спирт, ацетон, бензин и так далее. Если соединяются детали толщиною долее 4 мм, то обязательно формируются кромки. Обязательно производится подогрев до +100С, чтобы полностью удалить влагу с поверхностей.
- И сам процесс сварки.
Очень важно соблюдать точную схему проведения сварки полуавтоматом. Горелка должна подноситься к зазору между заготовками под небольшим углом. Присадочная проволока подается под противоположным углом. При этом сопло горелки должно находиться на расстоянии 10-12 мм от поверхности сварочного шва.
Получается так, что дуга, возникающая между вольфрамовым неплавящимся электродом и металлом заготовок, расплавляет металл присадочной проволоки. Он каплями падает между заготовками, образу шов. При этом капли под действием давления защитного газа растекаются по всей сварной ванне. И все это происходит равномерно. Это очень хорошо видно на видео.
Подводя итог всему вышесказанному, необходимо обозначить позиции, которые влияют на качество конечного результата при сварке нержавейки полуавтоматом в среде защитного углекислого газа.
- Сварка производится на постоянном токе обратной полярности.
- Горелка наклоняется вперед, присадка назад.
- Максимальный вылет вольфрамового электрода – 12 мм.
- Очень важен показатель расхода защитного газа. Его диапазон 6-12 м³/ мин. Увеличение расходуемого объема приводит к снижению качества шва.
- Обязательно в баллон с газом добавляется осушитель, к примеру, медный купорос. Все дело в том, что при соприкосновении углекислого газа с металлом образуется кислота, которая при подаче в зону сварки будет разрушать углерод. Поэтому нельзя допустить, чтобы кислота образовалась.
- Сам процесс наплавления должен проводиться плавно.
- Рекомендуется также после окончания работы простучать молотком по сварочному шву. Таким образом, удаляются пузыри, образовавшиеся на поверхности шва при сварке.
И все же при кажущейся простоте, сварка нержавейки полуавтоматом – процесс не самый простой, и очень ответственный. Для его проведения нужны навыки и опыт. Так что начинающим сварщикам он не под силу. Посмотрите видео, как правильно варить нержавеющую сталь полуавтоматом в среде защитного углекислого газа.
Сварка нержавейки полуавтоматом — инструкция от профессионалов
Сварка нержавеющих металлов полуавтоматом
Содержание:
- Метод полуавтоматической сварки нержавеющих металлов – что это.
- Оборудование и расходные материалы.
- Сварка нержавейки полуавтоматом с другими типами металлов.
- Рекомендации и нюансы.
- Обработка нержавейки после проведения сварочных работ.
- Защитный газ, нужен ли при сварке полуавтоматом нержавейки.
- Преимущества и недостатки по сравнению с другими методами сварки.
Метод полуавтоматической сварки нержавеющих металлов – что это
Современный MIG/MAG полуавтоматический процесс сварки нержавеющих сталей с использованием защитного газа заключается в автоматической подаче присадочного материала в сварочную зону.
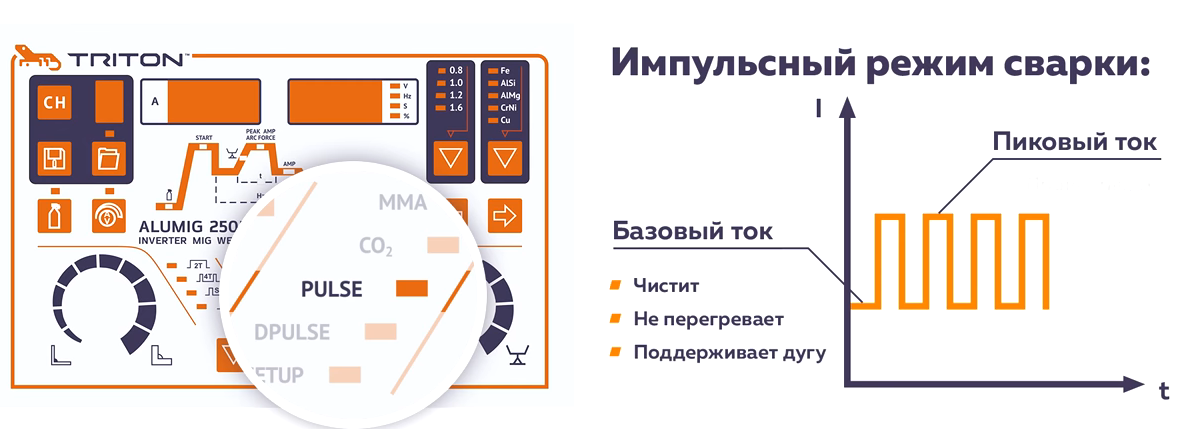
Присадочная проволока под воздействием дуги начинает расплавляться, формируя сварочный шов вместе с нержавеющим металлом. Для достижения более качественной сварки нержавеющих сталей используется импульсный режим. Импульсная сварка полуавтоматом позволяет добиться полного контроля над тепловложением и формированием сварочного качественного шва с оптимальной глубиной проплавления, а также исключить коробление и деформацию изделия. Кроме того, необходимо правильно выполнить все настройки инвертора, подобрать присадочный материал и выбрать защитный газ. При полуавтоматической сварке МИГ/МАГ нержавеющих металлов достигается высокая скорость формирования шва с оптимальной глубиной провара и красивой формой сварочного соединения.
Сварка нержавеющих металлов полуавтоматом может выполняться тремя методами:
- короткой дугой – для сварки нержавейки толщиной до 0,8 миллиметров;
- струйной дугой – для сварки изделий толщиной от 0,8 до 3 миллиметров;
- импульсный режим сварки – для сварки нержавейки разного сечения – наиболее эффективный метод, позволяющий добиться качественного провара с контролируемым тепловложением.
Оборудование и расходные материалы
- инверторный полуавтомат c импульсным режимом сварки, к примеру;
- присадочная проволока нужного сечения, которая по составу идентична свариваемому металлу;
- баллон с газом (преимущественно смесь аргона и углекислоты);
- материалы для обработки и подготовки изделия до и после проведения сварочных работ.
| Толщина металла, мм | Сечение проволоки, мм | Сила тока, Ампер |
| 1 | 0,8 | 65 |
| 1,5 | 0,8 | 115 |
| 2 | 0,8 | 130 |
| 3 | 1 | 215 |
| 3 | 1 | 210 |
| 4 | 1 | 220 |
| 4 | 1,2 | 280 |
| 5 | 1,2 | 300 |
| 5 | 1,2 | 190 |
| 6 | 1,2 | 300 |
| 6 | 1 | 115 |
| 8 | 1,2 | 300 |
| 8 | 1 | 130 |
| 10 | 1,2 | 300 |
Сварка нержавейки полуавтоматом с другими типами металлов
- сварка с черными металлами – снижается текучесть металла, защищается рабочая поверхность от воздействия атмосферы;
- при сварке металлов марки Ст40 с нержавейкой используется проволока 08Г2С, что позволяет исключить деформацию шва (разрыв) по границе с черным металлом при остывании;
- при сварке меди с нержавейкой используют легкоплавкие припои и флюс;
- импульсный режим сварки нержавейки с алюминием и другими металлами позволяет добиться хорошую коррозийную стойкость, качественный провар с контролируемым тепловложением;
- сварку алюминия с нержавейкой рекомендуется выполнять в импульсном режиме в среде аргона с использованием медно-порошковой проволоки.

Рекомендации и нюансы
- Иногда сварку нержавейки выполняют в режиме Double Pulse – двойной пульс. В данном режиме происходит наложение двух импульсов (низкого и высокого) на сварочный базовый ток. Во время высокого импульса достигается высокоэффективная сварка, а в период низкого импульса металл остывает, исключается образование подтеков и коробления В высокий период импульса сварочная капля «вгоняется» в зону расплава, без включения коротких замыканий, а в низкий период происходит остывание металла, исключая образование наплывов и подтеков. . В режиме Double Pulse достигается идеальный теплообмен плавления присадочного материала и ванны нержавейки, и повышается качество шва. Режим «Двойного пульса» реализован в аппарате TRITON ALUMIG 250P Dpulse Synergic.
- Сварка осуществляется при обратной полярности. Сварка при прямой полярности осуществляется только под флюсами.
- В качестве защитного газа применяется смесь углекислоты и аргона.
- Вылет присадочной проволоки должен быть в пределах 6-12 миллиметров. Средний расход газовой смеси настраивать в пределах 6-12 м³/мин.
- Сварка осуществляется углом горелки назад для достижения глубокого проплавления и правильной формы шва. Сварка углом вперед используется для тонколистовых металлов, когда необходима небольшая глубина провара с широкой формой шва.
Соблюдая вышеописанные рекомендации и правильные настройки инверторного полуавтомата, можно добиться качественной сварки изделий из нержавеющих сталей.
Обработка нержавейки после проведения сварочных работ
При сварке нержавейки полуавтоматом в режиме МИГ/МАГ образуется пористый слой окиси на поверхности заготовки. При этом хром, который содержится в металле, ослабляет свойства стали, подвергая ее коррозии. Для устранения этих дефектов нужно выполнять тщательную подготовку и обработку изделий после завершения сварочного процесса.
Перед началом работ необходимо:
- очистить рабочую поверхность заготовки от следов масла, ржавчины и т.д.;
- обезжирить поверхность изделия с помощью ацетона или растворителя.
В конце сварочного цикла следует проверить внешний вид шва, и при необходимости выполнить очистку и шлифовку.
Как правильно настроить сварочный полуавтомат. Таблица настройки полуавтомата для сварки

Многие домашние мастерские укомплектованы не хуже специализированных профессиональных сервисов. В том числе – и оборудованием для выполнения сварочных работ. Но далеко не все возможности аппаратов используются в полном объеме. Причина заключается в том, что не каждый любитель сможет самостоятельно настроить сварку на работу с алюминием, нержавейкой или другими металлами. Инструкции бывает недостаточно. Недостающим звеном может стать опыт производственников.
- На настройки влияют внешние параметры
- Газозащита
- Подбор газовой смеси
- Настройка напряжения
- Скорость подачи проволоки
- Полярность
- Выпуск и вылет проволоки
- Настройка дуги
- Таблица настройки полуавтомата
- Влияние напряжения на качество соединения
- Проблемы и ошибки
На настройки влияют внешние параметры
Толщина заготовок, пространственное положение сварного соединения, конфигурация стыка, необходимость в усилении катета и другие показатели требуют корректировки в настройках аппарата. Основные настройки полуавтоматической сварки:
- сила тока – подача присадочной проволоки. Зависимость прямо пропорциональна: увеличение скорости подачи проволоки требует более высоких значений в настройках силы тока;
- напряжение дуги. Значения регулировки влияют на величину тока;
- расход защитного газа зависит от основных параметров сварки.
Первичные значения можно задавать по настроечной таблице. Далее выполняется тестовое сваривание определенного количества элементов. По его результатам настройки корректируются.

После приобретения полуавтомата необходимо время для того, чтобы привыкнуть к особенностям его работы. Со временем даже звучание электрической дуги станет для пользователя информативным. А пока что нужно привыкать к изменениям:
- комплектация полуавтоматов с идентичными эксплуатационными показателями могут сильно отличаться. Отличия в настройках – не редкость даже среди моделей одного производителя;
- из-за перепадов напряжения настройки полуавтоматической сварки сбиваются;
- изменение марки и состава проволоки;
- изменение состава газа;
- даже небольшой ремонт, а тем более замена комплектующих ведут к изменениям в работе оборудования.
Газозащита
Газовый поток тоже является справочной величиной и не влияет напрямую на настройки сварочного агрегата. Контроль над расходом газа существенно упрощается при условии, что редуктор имеет две шкалы. Более точно объем потока учитывает ротаметр, который довольно часто устанавливают на промышленных сварочных линиях.
Ротаметрический показатель расхода газа дает данные о подаче инертного газа в зону сварочного процесса в постоянных величинах. Статическое давление будет снижено в том случае, когда сработает горелка и будет создано облако защитного газа. Стартовый диапазон значений для ротаметра составляет от 6 до 10 литров на минуту. В случаях, когда установлен манометр – порядка 1-2 атмосфер.

Норма расхода газа подбирается в зависимости от наличия пор в зоне сварного шва. Газовый поток увеличивается в объеме до того момента, когда поры не исчезнут. Применение газа на ветру или в помещениях со сквозняком не оправдано. Здесь лучше прибегнуть к проволоке с флюсом.
Подбор газовой смеси
На выбор газовой защитной смеси влияют два фактора – свойства свариваемых материалов и требования по качеству исполнения:
- углекислый газ идеально защищает сварочные ванны. Является идеальным вариантом для обеспечения глубокого проплава. Но не подходит для тонкой работы в силу грубого по внешнему виду шва и большой разбрызгиваемости;
- аргон в сочетании с углекислотой в пропорции 3:1 применяется для сваривания тонколистовых заготовок. Формируется тонкий шов высокого качества, генерируется минимальное количество брызг;
- для нержавейки оптимальной газовой смесью является композиция из аргона (98%) и углекислоты (2%);
- при сварке алюминия применяется чистый аргон.

Настройка напряжения
Изменения вольтажа определяются издержками энергии на плавление металла и горение дуги. Рост энергозатрат вызывает увеличение толщины расходного материала и глубины провара заготовок. Настраиваются бытовые полуавтоматы ступенчатым методом.
На крышке кожуха с внутренней стороны есть справочная таблица выбора значений напряжения. Это важная информация от компании-изготовителя, которая позволяет для каждой модели подобрать оптимальные значения мощности с учетом конкретных условий работы.

Скорость подачи проволоки
От скорости подачи расходного материала в зону расплава зависит и значение силы тока. Величина подачи проволоки является одним из основных изменяемых параметров. Выбирается она после того, как уже установлено напряжение, так как интенсивность плавления напрямую влияет на скорость подачи.
Величина изменяется в зависимости от марки и диаметра используемого материала и после каждого изменения в значениях напряжения. На рынке представлено оборудование с автоматической настройкой параметра. Однако, оно относится к числу дорогостоящих полуавтоматов.
Чтобы оптимизировать настройки полуавтоматической сварки, требуется тонкая корректировка значений. В случае слишком быстрой подачи присадочной проволоки будут образовываться наплывы; медленная подача станет причиной разрывов шва, просадки или волнистости. Хороший валик невозможен без точной балансировки трех параметров: напряжения, силы тока и скорости подачи расходника.

Слишком высокая подача проявляется сразу же после начала работы. С зажженной дугой скорость подачи снижается, но проволока не перестает изгибаться, липнуть к поверхности металла и не успевает плавиться. При этом наблюдается активное продуцирование брызг. Недостаточная подача проявляется в том, что электрод перегорает еще до касания с металлом. При этом наконечник, откуда подается расходный материал, будет забиваться. Таким образом, можно сделать вывод: правильный выбор режима скорости подачи и величины тока при ранее выставленных настройках напряжения является первым шагом к профессиональному росту.
Талица прямой зависимости между регулировками и результатом работы:

Полярность
Изменение полярность относится к числу наиболее простых регулировок. Под крышкой большинства полуавтоматов предусмотрена табличка с информацией о том, какой из металлов требует полярность прямую или обратную. Начинающему сварщику необходимо твердо усвоить, что при прямой полярности горелка подключается к минусовой клемме. При такой схеме коммутации проволока плавится быстрее в полтора раза, однако ухудшается стабильность электрической дуги.
При прямом подключении свариваются заготовки с использованием проволоки с флюсом. Большая часть тепловой энергии идет на защиту сварного соединения. Флюс полностью реагирует и в свободном остатке его нет. Основные издержки метода – обилие брызг и приличное количество шлака.

Омедненная цельная проволока должна быть запитана от плюсовой клеммы. Подготовка свариваемых заготовок заключается в зачистке поверхности и разделки. С увеличением диметра проволоки возрастает и проводимость. Поэтому при работе с заготовками большого размера целесообразно увеличить диаметр расходника.
Выпуск и вылет проволоки
На качество сварного шва влияет длина вылета расходного материала из наконечника, а также размер зазора между проволокой и рабочей поверхностью. Несоответствие между диаметром проволоки и величиной ее выхода из наконечника приводят к избытку брызг, прожигу металла, непроварам и короблению.
В некоторых конструкциях полуавтоматов предусмотрена возможность изменения расположения наконечника горелки относительно сопла. Размещены они на одном уровне, но контактная трубка по отношению к соплу может выдвигаться или, наоборот, утапливаться. Амплитуда регулировки составляет 3,2 мм.

Короткий вылет используется для формирования швов на конструкционной низколегированной стали. При увеличении расстояния в этом случае снижает эффективность защитного газового облака. Для того, чтобы увеличить температуру плавления, можно немного удлинить флюсовую проволоку.
Выпуск и вылет напрямую зависят от диаметра присадочной проволоки:

Настройка дуги
Даже сравнительно недорогие модели полуавтоматических сварок наделены верньерами управления индуктивностью. Данные настройки изменяют температуру сварочной дуги, глубину проплава металла, выпуклость соединения. Можно работать с чувствительными к перегреву деталями, тонкие листовые материалы теперь не представляют серьезной проблемы для сварочного аппарата.
Возрастание индуктивности возникает из-за сжатия токового канала. С ростом показателя возрастет и температура плавления, глубина расплава; сварочная ванночка становится более жидкой. Валик готового шва при этом будет более плоским. При небольшом диаметре присадочной проволоки дуга становится устойчивей, возрастает коэффициент наплава, глубина проплава металла; уменьшается количество брызг.

Параметры сварного шва в зависимости от индуктивности:

Таблица настройки полуавтомата
Перед началом работы не будет лишним уточнить основные настройки полуавтомата. Для ориентира ниже приведена таблица. Все значения в ней носят рекомендательный характер и выражают взаимосвязь всех объективных компонентов процесса:

Влияние напряжения на качество соединения
Красивый без пор шов, достаточно выпуклый, без подрезов, наплывов и прочих дефектов можно получить только при условии сбалансированности напряжения с другими регулировками. При низком напряжении сварочный шов получается узким с малой глубиной провара. И наоборот – при высоких показателях напряжения шов получится слишком широким, высоким; кратер ванны будет глубоким.
Проблемы и ошибки

В случае слепого копирования усредненных данных по настройкам оборудования, которые приведены в разных справочниках и таблицах, не исключены проблемы и промахи. Вина здесь полностью лежит на сварщике. Важно учитывать не только рекомендации, но и тонкости выполнения каждой конкретной задачи. Внимание к мелочам и творческий подход являются залогом успешного выполнения работы.
Опытные специалисты сразу улавливают некорректность работы оборудования. Вот некоторые из признаков:
- щелчки и потрескивания свидетельствуют о недостаточно высокой скорости подачи расходного материала;
- если припой начинает плавиться возле самого наконечника на приличном удалении от места стыка, то скорость его подачи является низкой;
- слишком много брызг: нужно увеличить показатели индуктивности и подачи газа;

- шов изобилует оттенками зеленого или коричневого и получается пористым – недостаточно хорошая газовая защита;
- непроваренные, равно как и прожженные участки говорят о необходимости регулировки напряжения. Не исключено, что требуется повернуть регулятор индуктивности;
- сочетание непроваров, неустойчивости дуги и неоднородного шва – ослаб контакт массы или в сварочной среде много разного мусора (возможно из-за плохо подготовленной к работе поверхности заготовок);
- зазубрины и неодинаковая полнота валика нарушена скорость ведения горелки по шву;
- прерывистый шов + избыточное разбрызгивание – длина дуги очень большая.
Технология сварки нержавейки полуавтоматом
По эффективности сварка нержавейки полуавтоматом превосходит многие другие. Специфика материала, особенности способа, поэтапные действия рассмотрены далее.

Нержавеющая сталь сваривается несколькими способами. Распространены ручной (при помощи электродов) и аргонодуговой. Однако в данном материале речь пойдет о таком способе, как сварка нержавейки полуавтоматом. По эффективности он превосходит ранее названные. Специфика материала, особенности способа, поэтапные действия рассмотрены далее.
Особенности нержавеющей стали
Нержавейка отличается от обычной низкоуглеродистой стали тем, что в ее составе присутствует небольшое количество хрома. С одной стороны, это делает ее более устойчивой к воздействию кислот.  С другой же — у металла снижается теплоотдача и проводимость тока. Это также отражается на ухудшении сопротивлению действия воды и химических веществ, а еще осложнением термической обработки.
С другой же — у металла снижается теплоотдача и проводимость тока. Это также отражается на ухудшении сопротивлению действия воды и химических веществ, а еще осложнением термической обработки.
Возникает резонный вопрос — какими способами выполнять неразъемное соединение заготовок и можно ли варить нержавейку полуавтоматом? Ручной способ хорош и востребован, но при серийном производстве он неэффективен. В чем же специфика обработки стали полуавтоматическими установками?
Особенности сварки
Рассматриваемый метод зарекомендовал себя как один из самых надежных по причине высокого качества шва и долговечности полученного соединения. Различают три способа сварки полуавтоматом:
- короткой дугой;
- с использованием струйного переноса;
- в среде углекислого газа.
Первый способ подходит для термообработки тонколистового металла. Достоинство метода — в малой вероятности прожигания стали. Второй способ зачастую исключает применение газа, но требует использования флюсовой проволоки (порошковой). Также понадобятся особые головки на полуавтоматический аппарат.
Импульсный метод также известен как сварка нержавейки полуавтоматом в среде углекислого газа. Это наиболее точный способ, полностью контролируемый. Его преимущества:
- постепенная подача проволоки малыми количествами, предотвращающая разбрызгивание металла;
- малый расход проволоки;
- высокое качество шва;
- эффективность работы при серийном производстве.
Наиболее часто применяемый газ при сварке импульсным методом — аргон, однако на практике он не так хорош, как кажется. Опытные сварщики жалуются на обилие брызг и нестабильность дуги. По этой причине аргон в чистом виде никогда не используется — применяют лишь его смесь с углекислым газом в соотношении 98:2 или 95:5. Все промышленные работы проводятся при подобных пропорциях, при этом углекислота порой заменяется на чистый кислород. Аналогичные соотношения рекомендованы для сварки в домашних условиях.
Последовательность работы
- очистка и обезжиривание свариваемых поверхностей;
- обезвоживание места будущего шва (непродолжительный прогрев горелкой);
- подбор мощности установки и силы тока в зависимости от толщины деталей;
- подбор и закупка необходимых расходников в достаточном количестве (конкретнее о них рассказано ниже).
Не будем вдаваться в подробности, как сваривается нержавеющая сталь при помощи установок MIG/MAG — этому посвящены другие статьи ресурса. После работы необходимо провести ряд процедур, а именно:
- Устранение возможных деформаций. Для этого продукт сварки укладывают на наковальню, обрабатывают через гладилку оббивают молотком. Если в процессе сварки появился пузырь, его обрабатывают ударным инструментом сначала по периметру, постепенно приближаясь к центру.
- Обработка детали.
Включает три подэтапа:
- механическое воздействие (пескоструем, шлифмашинкой, щеткой и др.);
- травление (обработка швов веществами, разъедающими окалину; при появлении последней изделие покроется ржавчиной);
- пассивация (нанесение на поверхность средств, вызывающих появление пленки из оксида хрома; делается с целью улучшения устойчивости от коррозии).
Вкратце вы узнали, как правильно варить полуавтоматом нержавейку. Теперь — несколько слов о требуемых расходных материалах.
Что понадобится для процесса
- сварочный аппарат типа MIG/MAG (полуавтоматический);
- стальная щетка (для удаления грубых брызг после окончания работ);
- баллон с газом;
- растворитель (противокоррозийный);
- присадочная проволока, предназначенная для сварки нержавеющих сталей в соответствии с ГОСТ 2246-70.
Конечно, стоит помнить про средства индивидуальной защиты — маску сварщика, рукавицы, брезентовая спецодежда и иже с ними.
Примером присадочной проволоки выступают изделия отечественной фирмы БАРС (например, БАРС ER-309LSi) или зарубежных производителей (BRIMA, ESAB, Linkoln Electric и ряд других).
Если вы собираетесь варить металл без использования газа, обязательно приобретите порошковую проволоку с функцией самозащиты.
Несколько полезных советов
- В классическом случае (использование смеси аргона и углекислого газа) образуется обратная полярность, и лишь при сварке под флюсом — полярная.
- Электродная проволока вылетает на расстояние не более 12 мм. При сварке же между ней и поверхностью образуется зазор от 5 до 15 мм. При выполнении данных условий рабочий расход смеси углекислоты и аргона составит не более 13 куб.м/мин при установленном давлении до 0,2 атм. Если расход смеси понизить, качество шва станет неудовлетворительным.
- При сварке движение рабочего элемента осуществляется слева направо, а угол сварки должен смотреть назад от пользователя.
- Угол сварки выполняется в пределах 5-10 градусов, чтобы достичь хорошей проплавки заготовки, получить надежный и прочный шов. Способ хорош для толстолистового металла.
- При обработке тонких листов нержавейки можно увеличить шов путем наклона головки аппарата вперед — это уменьшит глубину проплавки, а риск прогорания детали насквозь сведется к нулю.
Некоторые сварщики рекомендуют изменять пропорции между углекислотой и аргоном до 70:30. Однако данное соотношение не обязательно соблюдать.
Как выбрать хороший полуавтомат
Однако производители сварочного оборудования разработали хорошие варианты для тех, кто прибегает к сварке время от времени. Для работ в домашних условиях достаточно мощности 10 кВт, чтобы сварить хромированную сталь. Стоят такие аппараты не дороже 25 тысяч рублей, а большой их ассортимент предлагается отечественными производителями.
Примером подобного полуавтомата выступает «Ресанта САИПА-165». Его характеристики:
- мощность — 5 кВт;
- напряжение дуги — от 17 до 26 В;
- максимальный потребляемый ток — 22 А;
- совместимость с проволокой диаметром от 0,6 до 0,9 мм;
- габариты — 300х140х270 мм;
- вес — 11,5 кг.
Оптимальный выбор для дачи, дома или гаража стоимостью 16 до 20 тысяч рублей. При благосклонности к отечественным товарам также стоит рассмотреть продукцию брендов «Сварог» и «ФЕБ».
Сварка нержавейки полуавтоматом — способ, учитывающий специфику обрабатываемого материала. Его итогом станут качественный сварной шов, минимум дефектов на поверхности, ее однородность. Если вам известны тонкости сварки нержавейки с помощью MIG/MAG, напишите об этом в комментариях. Также вы можете высказать свое мнение относительно того или иного сварочного полуавтомата, если пользовались им.
Как выполняется сварка нержавейки полуавтоматом?
Время чтения: 6 минут
Нержавеющая сталь применяется во многих сферах: от производства кастрюль до сборки космических кораблей. Такая популярность нержавейки связана с ее эксплуатационными свойствами: металл практически не подвержен коррозии и надолго сохраняет свой привлекательный внешний вид. Именно по этой причине сейчас так востребованы сварщики, которые могут качественно сварить детали из нержавеющей стали.

А сварить нержавейку не так уж просто. Здесь не получится применить ручную дуговую сварку и обойтись покрытыми электродами. Вам понадобится профессиональный или полупрофессиональный полуавтомат, а также защитный газ и присадочная проволока. Эта технология сварки нержавейки одна из самых эффективных. Она применяется как в быту, так и на производстве.
В этой статье мы подробно расскажем, как использовать полуавтомат для сварки нержавеющей стали и какова технология сварки нержавейки полуавтоматом. Вы узнаете все, что необходимо для качественного выполнения работ.
Общая информация
Сварка и резка полуавтоматом нержавеющей стали с применением защитного газа — это технология, которая давно зарекомендовала себя как одна из самых оптимальных. У данной технологии есть аббревиатура MIG/MAG, что означает «сварка металла инертным газом» или «сварка металла активным газом» соответственно.
Суть этой технологии проста: для сварки применяется газ и сварочная проволока, которая непрерывно подается в зону сварки и формирует шов. В процессе формируется дуга, которая плавит металл и позволяет расплавленной проволоке смешаться с заготовкой для формирования шва. Газ выполняет защитную функцию, не позволяя кислороду проникнуть в зону сварки и окислить металл.

Чтобы сформировать качественный шов, необходимо правильно настроить режим сварки. Режим сварки — это совокупность настроек. А именно, сила тока, скорость подачи присадочного материала, сам тип присадочного материала, а также выбор газа и его оптимальный расход.
Зачастую для MIG/MAG сварки нержавеющей стали применяют смесь из углекислого газа и аргона. Сварка нержавейки полуавтоматом в среде аргона или сварка нержавейки полуавтоматом в среде углекислого газа в чистом виде применяется редко.Порой углекислый газ заменяют кислородом, но это необходимо для выполнения определенных технологических требований и малоприменимо в любительской сварке.
Есть три способа сварки нержавеющей стали с применением технологии MIG/MAG: это сварка с применением короткой дуги, с помощью технологии струйного переноса или импульсная сварка. Выбор способа зависит от толщины металла. Для тонкой нержавейки подойдет первый способ, для сварки металла толщиной до 3 мм подойдет метод струйного переноса, ну а импульсная сварка эффективна при сварке нержавеющей стали толщиной от 3 мм и более.
Достоинства и недостатки метода
MIG/MAG сварка нержавеющей стали имеет множество преимуществ по сравнению с другими методами, вроде MMA или TIG. Мы перечислим некоторые из них.
Прежде всего, технология MIG/MAG отличается высокой производительностью. Работа выполняется куда быстрее, чем при использовании других технологий. При этом качество швов остается на достойном уровне.
Также отметим, что при сварке не наблюдается большое количество дыма. Что очень удобно при сварке в помещении.

Из недостатков лишь необходимость применения газового баллона, что зачастую приводит к проблемам с транспортировкой. У вас не получится просто перенести баллон на необходимую локацию, поскольку его вес слишком велик. Но этого недостатка нет разве что у MMA технологии, которая малоприменима для сварки нержавеющей стали.
Мы считаем, что необходимость применения газовых баллонов при MIG/MAG сварке — это ничтожный минус по сравнению с возможностью производить сварку быстро и качественно. В крайнем случае баллон можно установить на специальную тележку и транспортировать в нужное место.
Обязательно ли использовать газ?
Прочитав информацию выше, вы наверняка задались вопросом: «А возможна ли сварка нержавейки полуавтоматом без газа, но с применением MIG/MAG технологии?». Ответ: да, возможна. Газ можно заменить специальной порошковой проволокой. Она заправляется в подающий механизм так же, как и обычная присадочная проволока, и позволяет работать без газа. Порошковая проволока состоит из наружного металлического слоя и внутренней сердцевины, заполненной флюсом. При плавлении внешнего слоя флюс высвобождается и защищает сварочную зону от окисления.

Казалось бы, идеальный расходный материал. Но у всего хорошего есть недостатки. Порошковая проволока хоть и удобна для сварки, но на сегодняшний момент не способна обеспечить такую же защиту сварочной ванны, как газ. Поэтому швы при использовании порошковой проволоки получаются менее качественными и долговечными. Этот способ применим разве что при экстренной сварке в очень труднодоступных местах, куда просто невозможно привезти даже самый маленький баллон с газом.
В остальных случаях мы все же рекомендуем классическую сварку газом и нержавеющей проволокой.
Материалы и оборудование
Перейдем к выполнению самой сварки. Вам понадобится сварочный полуавтомат полупрофессионального или профессионального класса, присадочный материал для сварки нержавейки (состав проволоки должен быть идентичен составу детали, которую вы будете варить), баллон с газом. Это основное. Также вам понадобится щетка с металлической щетиной для зачистки металла и растворитель вроде уайт спирита.
Если вы не можете по каким-либо причинам использовать газовый баллон, то газ и присадочный материал можно заменить на порошковую проволоку. Но помните, что качество швов будет заметно хуже.
Особенности сварки
Существует несколько ключевых особенностей, о которых вам нужно знать, если вы хотите сформировать качественный шов. Мы перечислим наиболее важные из них.
Как мы уже говорили выше, чистый аргон или чистая углекислота редко применяются для сварки нержавеющей стали. Лучше использовать газовую смесь. Она должна состоять из 70% углекислого газа и 30% аргона.

Также обращайте на вылет присадочной проволоки относительно горелки. Оптимальная длина видимо части присадочного материала — от 6 до 12 миллиметров. При формировании шва следите за расстоянием от сопла до поверхности металла. Чем оно меньше, тем лучше. Это непросто, но при частой практике можно добиться хороших результатов. Не экономьте на газе. При недостаточном количестве газа шов будет некачественным.
Рекомендуем установить обратную полярность. Прямая полярность применяется только при использовании флюсов, что не предусмотрено в описываемой нами технологии.
Немаловажен и угол сварки. Оптимальное значение от 5 до 10 градусов относительно детали. Так шов хорошо проплавляется и получается ровным. Особенно это важно при сварке толстых деталей, где необходимо хорошо проплавить металл.
Вместо заключения
Как видите, сварка нержавеющей стали с применением полуавтомата — не такая уж сложная задача, как может показаться на первый взгляд. Конечно, применение MIG/MAG технологии требует от сварщика опыта и навыков. Не ждите, что с первого раза сформируете идеально ровный и эстетичный шов. Но и не стоит отчаиваться, если проделанная вами работа неудовлетворительного качества. Проверьте, правильно ли вы настраиваете режим сварки. Также проверьте, какие расходники вы используете. Возможно, состав проволоки не совпадает с составом металла. Практикуйтесь как можно больше, и так вы достигнете высот в сварочном деле. Желаем удачи в работе!
Сварка нержавеющей стали полуавтоматом

Нержавеющая сталь, ввиду своей экономичности и прочности, активно используется в производстве и во многих сферах нашей жизни. Метод MIG по праву считается универсальным и очень распространен. Высокая популярность обусловлена возможностью применять его как в гаражных условиях при изготовлении бытовых приборов, посуды, например, в случае монтажа и сваривания различных оград, металлических баков на даче, так и на крупных производствах — в автомобильной, машиностроительной промышленностях при серьезных требованиях к качеству сварочного шва и оперативности сварочного процесса.
Преимущества MIG
Главное преимущество MIG сварки — крайне высокая производительность за счет скорости сваривания. Cварка полуавтоматом в среде защитного газа тесно связанна с процессом подачи проволоки, которая одновременно выполняет и роль электрода и присадочного элемента, который под воздействием дуги формирует сварочную ванну. Технология процесса сварки учитывает строение металла, его структуру и химические свойства. И качество сварного шва, соответственно, во многом зависит от выбора правильного режима работы полуавтомата: ток, скорость проволоки, защитный газ и интенсивность его подачи.
Большинством производителей качественного и современного сварочного оборудования предусмотрены режимы для работы с нержавеющей сталью, что существенно упрощает процесс. И даже если вы начинающий сварщик, выбрать правильные параметры не должно составить труда. Что еще нужно учитывать при работе с нержавеющей сталью читайте далее.
Обработка изделия
В процессе сварки нержавейки любым методом, включая и МIG/MAG способ, возникает пористый слой окиси, а хром, содержащийся в стали, ослабляет металл, увеличивая его склонность к коррозии. Поэтому необходимо тщательно обработать изделие после сварочных работ. Подробнее о обработке нержавеющей стали мы вскоре подготовим статью.

Выбор проволоки
Электродную проволоку следует выбирать исходя из толщины свариваемых деталей. Тонкая проволока обеспечивает устойчивое горение дуги для достижения большей глубины провара. Толстая проволока нуждается в значительных величинах сварочного тока, в среднем по 100 А на каждый дополнительный мм диаметра.
Толщина листа, мм
Выбор защитного газа
Как правило, в процессе сварочных работ используется защитная газовая смесь аргона и углекислоты (98% Аргон и 2% СО2). Вместо углекислоты иногда применяют кислород, в этом случае смачиваемость по краям сварочного шва увеличивается (то есть краевой угол становится более острым).
Обязательно ли использовать защитный газ? Возможна сварка нержавейки полуавтоматом и без него. Такой способ сваривания характеризуется тем, что в процессе участвует специальная порошковая проволока. Результат — качественный шов. Недостаток — порошковая проволока из нержавейки не производиться. И сваривать элементы конструкций вы будете обычной сталью, которая с течением времени будет покрываться ржавчиной.
Поэтому для работ с нержавейкой лучше всего применять проволоку из нержавеющей стали и с подачей защитного газа в сварочную ванну.
Преимущества и неудобства по сравнению с TIG / MMA
Преимущества метода MIG :
- Высокая производительность;
- Маленькое количество дыма и шлака;
К неудобствам причисляют:
- Ограниченное применение на открытом воздухе;
- Дополнительные затраты на приобретения баллона с защитным газом

Используя порошковую проволоку вы сможете избежать неудобств связанных со средой защитного газа, но необходимо будет постоянно удалять шлаки со свариваемых материалов и тратиться на дорогостоящую порошковую проволоку.
Высокая производительность перекрывает неудобства необходимости использования газового баллона, именно поэтому метод с газом, как мы уже говорили, является наиболее целесообразным
Вывод
Если за плечами не много «часов сварки» или ваши обязанности связаны с контролем и обеспечением надлежащего качества работ (технолог, инженер или управленец), то наиболее значимым будет выбор полуавтомата, соответствующего предстоящим задачам и требованиям. Оправданность выбора во многом будет влиять на качество шва и скорость работ.
И даже если вы опытный сварщик, все-таки рекомендуем смотреть в сторону в зарекомендовавших себя производителей и брендов. Качество как процесса, так и результата работ просто несравнимо с бюджетными аналогами.
Подходите к выбору сварочного аппарата ответственно и взвешенно! Уточните гарантийные условия и наличие сертификации. Посчитайте сколько денег сиюминутная «выгода» может принести вам завтра.
Как варить нержавейку полуавтоматом в среде углекислого газа: видео, советы
Сварка нержавейки полуавтоматом может представлять достаточно высокую сложность не только для новичка, но и для опытного специалиста. Такие сложности в первую очередь связаны с особенностями самого металла, для качественной сварки которого необходимо правильно подобрать рабочие режимы сварки и соответствующие расходные материалы.

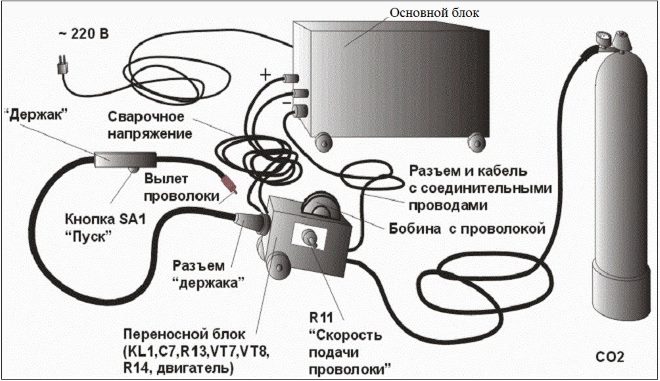
Полуавтомат для сварки металла в среде защитного газа
Виды нержавеющих сталей
Основным легирующим элементом сталей, относящихся к категории нержавеющих, является хром. Именно благодаря данному элементу, которого в нержавейке должно содержаться не менее 12%, на ее поверхности создается оксидная пленка. Несмотря на очень незначительную толщину такой пленки, иногда не превышающую размеров нескольких атомов, она обеспечивает надежную защиту металла от воздействия коррозии. Кроме того, если случайно или преднамеренно повредить эту защитную пленку методом механического воздействия, то через некоторое время она восстановит свою целостность.
В химическом составе преимущественного большинства марок нержавеющих сталей, кроме железа, углерода и хрома, могут содержаться такие химические элементы, как никель, титан, ниобий и молибден. Эти элементы, находящиеся в составе нержавейки в достаточно незначительных количествах, улучшают как антикоррозионные, так и механические характеристики сплава.
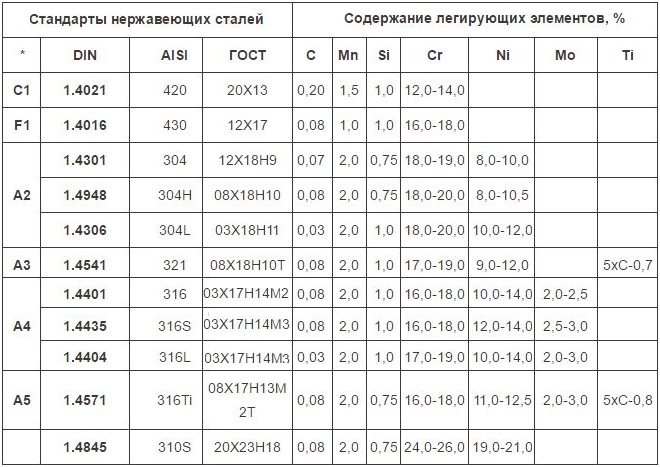
Химический состав основных марок нержавеющей стали
Нержавеющие стали в зависимости от особенностей своей внутренней структуры могут относиться к одному из следующих типов.
Это сплавы, содержащие в своем составе 17% хрома и 0,5% углерода. Нержавейка с такой структурой отличается твердостью и высокой хрупкостью и может успешно эксплуатироваться только в слабоагрессивных средах.
В химическом составе таких сталей, кроме хрома и углерода, также содержится никель, который и увеличивает аустенитную область в их структуре. Отличительными качествами таких сплавов, относящихся к категории немагнитных, являются высокая коррозионная устойчивость, прочность, оптимально сочетающаяся с хорошей пластичностью.
Сюда относятся нержавеющие стальные сплавы, содержащие в своем составе не более 0,12% углерода и до 30% хрома. Такая нержавейка, отличающаяся хорошим соотношением высокой прочности и пластичности, устойчива к термической закалке и может успешно эксплуатироваться в условиях воздействия агрессивных сред.

Сварка нержавеющей стали в защитной среде полуавтоматом обеспечивает качественное соединение изделий
Свойства и свариваемость нержавейки
Стали, относящиеся к категории нержавеющих, являются трудно свариваемым материалом, что объясняется рядом их физических и химических характеристик. Решив варить нержавейку полуавтоматом, вы должны учитывать ряд важных параметров. Только в таком случае можно рассчитывать на то, что полученное сварное соединение будет отличаться требуемым качеством и надежностью.
По сравнению со сталями других категорий, нержавейка отличается достаточно низкой (в среднем в два раза) теплопроводностью. Из-за этого тепло из сварочной зоны отводится очень плохо, в результате металл подвергается значительному перегреву, что отрицательно сказывается на его коррозионной устойчивости. Чтобы избежать таких негативных последствий, сварка нержавейки с помощью полуавтомата выполняется на пониженном токе (на 15–20%), а соединяемые детали подвергают дополнительному охлаждению.
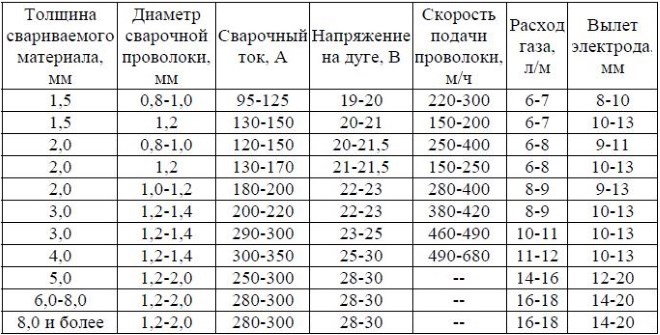
Ориентировочные режимы полуавтоматической сварки в среде защитного газа
При значительном нагреве (свыше 500°) на границах кристаллической решетки нержавеющего металла формируются карбидные соединения, которые становятся причиной возникновения такого явления, как межкристаллитная коррозия. В результате происходит расслоение внутренней структуры металла и развиваются коррозионные процессы. Чтобы избежать этого, прибегают к более интенсивному охлаждению соединяемых изделий, для чего может использоваться обычная вода.
Варить нержавейку (в том числе и в среде защитного газа) сложно еще и потому, что она имеет склонность к тепловому расширению. Значительное расширение соединяемых изделий, происходящее в процессе сварки полуавтоматом, приводит к образованию трещин как в сварном шве, так и в основном металле. Между тем можно избежать такого явления, если между свариваемыми деталями оставлять более широкий зазор.

Качественный сварной шов нержавейки может быть слегка сероватым, но не темным
Нержавеющая сталь из-за особенностей своего химического состава отличается достаточно высоким электрическим сопротивлением, что становится причиной значительного нагрева электродов, используемых для выполнения сварки полуавтоматом. В связи с этим для сварки нержавейки применяют электроды, изготовленные из проволоки с определенным химическим составом, а длина прутков, если в их состав входят хром и никель, не должна превышать 350 мм.
Расходные материалы
Хороших результатов соединения деталей из нержавейки позволяет добиться сварка, выполняемая в среде защитного газа. Чтобы варить по такой технологии, естественно, потребуется как специальное оборудование, так и соответствующие расходные материалы, в качестве которых выступают присадочная проволока и сам газ.
Назначением газа при сварке полуавтоматом является защита расплавленного металла в сварочной ванне от окисления. Газ, используемый для такой защиты, сам не должен вступать в реакцию с расплавленным металлом, чтобы не оказывать на него вредного влияния. Именно поэтому в качестве защитной среды преимущественно используют инертный аргон, смешанный с небольшим количеством углекислого газа.

Слева сварной шов, выполненный в среде углекислого газа. Справа – в аргоне (98%)
Стандартный состав газовой смеси, используемой при сварке нержавейки полуавтоматом, включает в себя 98% аргона и 2% углекислого газа. В отдельных случаях, чтобы снизить себестоимость выполнения сварки, допускается применять газовую смесь, состоящую из 70% аргона и 30% углекислого газа.
Чтобы варить нержавейку, получая при этом качественный и надежный сварной шов, очень важно правильно подобрать присадочную проволоку, которая также должна быть изготовлена из нержавеющей стали. В тех случаях, когда нет возможности воспользоваться защитным газом, сварку полуавтоматом проводят в обычной среде, но для ее выполнения используют специальную порошковую проволоку. Между тем использование последней приводит к тому, что сварные швы со временем могут покрыться слоем ржавчины.
Некоторые особенности технологии
Значительно повысить качество сварки нержавейки, а также упростить процесс ее выполнения позволяет использование специальных сварочных полуавтоматов, упомянутых выше. Использование такого оборудования позволяет решить сразу несколько технологических задач, к числу которых относятся:
- подача присадочной проволоки в зону формирования соединения;
- подача в зону сварки защитного газа;
- охлаждение сварочной горелки;
- обеспечение удобства выполнения сварных соединений в труднодоступных местах.
Оборудование для сварки полуавтоматом
В изделиях из нержавеющих сталей в процессе сварки образуются значительные внутренние напряжения, которые снимаются их дальнейшей термической обработкой – нагревом до температуры 660–760° и медленным охлаждением на открытом воздухе.
Подготовка к сварочным работам
Прежде чем варить с помощью полуавтомата изделия, изготовленные из нержавейки, их необходимо правильно подготовить, чтобы получить качественное и надежное соединение. Процесс такой подготовки заключается в следующем.
- Поверхность соединяемых деталей тщательно зачищается с применением металлической щетки, а затем обезжиривается, для чего можно использовать наиболее распространенные растворители.
- Чтобы удалить с поверхности изделия остатки влаги, его нагревают до температуры 100°.
Подготовка нержавейки для сварки коллектора
Правила и методы сварки
Как уже говорилось выше, чтобы качественно варить нержавейку с помощью полуавтомата, необходимо правильно подобрать присадочную проволоку, из которой и будет формироваться сварной шов. Оптимально, если степень легирования проволоки превышает аналогичный параметр основного металла. Объясняется это тем, что легирующие элементы, содержащиеся в химическом составе проволоки, будут выгорать из металла в процессе его плавления, поэтому их содержание и должно быть учтено с запасом.

Для полуавтоматической сварки нержавейки используется проволока со сверхнизким содержанием углерода и высоким содержанием кремния, устойчивая к окисляющим средам
Для сварки изделий, изготовленных из нержавейки, используются три основные метода:
- метод короткой дуги (применяется в тех случаях, когда свариваются изделия небольшой толщины);
- метод струйного переноса (позволяет выполнять сварку деталей даже очень значительной толщины);
- импульсный (наиболее универсальная технология, позволяющая выполнять сварочные работы с высокой производительностью и при этом экономить затрачиваемые ресурсы).
Каждый из перечисленных методов отличается определенными особенностями, но есть и общие правила, которых следует придерживаться, используя каждый из них. Рассмотрим эти правила.
- Корпус горелки располагается под противоположным углом к ходу шва, чтобы обеспечить качественный обзор последнего.
- Сопло горелки, через которое подаются защитный газ и сварочная проволока, располагают на расстоянии приблизительно 12 мм от поверхности изделий.
- Присадочная проволока, расплавленная в результате горения электрической дуги, подается в зону формируемого сварного шва небольшими каплями.

Положение горелки – примерно на 11 часов
Кроме того, существуют общие рекомендации по выполнению сварочных работ, для осуществления которых используется защитный газ.
- Варить нержавейку следует только на обратной полярности.
- Угол, под которым располагается сопло сварочного аппарата, должен обеспечивать хороший провар места соединения и небольшую ширину формируемого шва.
- Вылет проволоки из сопла сварочного аппарата не должен превышать 12 мм.
- Расход газа, который формирует защитную среду, должен находиться в интервале 6–12 м 3 /мин.
- Газ, который подается в зону сварки, должен предварительно пропускаться через осушитель, в качестве которого используется медный купорос.
- Чтобы минимизировать разбрызгивание расплавленного металла из зоны выполнения сварки, поверхность соединяемых изделий обрабатывают водным раствором мела.
- Чтобы получить красивый и качественный сварной шов, его не следует начинать и заканчивать на самом краю соединяемых деталей. Лучше отступить на некоторое расстояние. Сама сварка, что важно, выполняется без колебательных движений в стороны от формируемого шва.
Устранение деформаций
В процессе сварки изделия из нержавейки могут деформироваться, что связано с их значительным нагревом в процессе выполнения этой процедуры. Для того чтобы исправить такие дефекты, можно воспользоваться одним из двух способов.
- Используя молоток и гладилку, образовавшийся на поверхности нержавейки «пузырь» просто простукивают, двигаясь от края детали.
- Выправление сформировавшегося коробления при помощи простукивания будет более эффективным, если совместить его с прогревом деталей, для чего можно использовать обычную газовую горелку.
Для того чтобы качественно варить нержавеющую сталь с помощью полуавтомата, недостаточно просто познакомиться с теоретической базой, очень желательно посмотреть и обучающее видео на эту тему.
Полуавтоматическая сварка
Полуавтоматическая сварка — механизированная дуговая сварка металлическим плавящимся электродом (проволокой) в среде защитных газов. Способ также известен как MIG/MAG сварка. В зависимости от типа используемого защитного газа различают сварку в инертных газах (MIG) и активных (MAG). В качестве активных газов преимущественно используют сварку в среде углекислого газа. В отличии от ручной дуговой сварки покрытыми электродами при механизированной сварке подача электрода в зону сварки выполняется с помощью механизмов, а сварщик перемещает горелку вдоль оси шва и выполняет колебательные движения электродом по необходимости.

Рис. 1. 1 – горелка, 2 – сопло, 3 – токоподводящий наконечник, 4 – электродная проволока, 5 – дуга, 6 – шов, 7 – ванна, 8 – основной металл, 9 – капля металла, 10 – газовая защита.
Сущность метода и общие принципы полуавтоматической сварки
Механизированная сварка, как и другие виды дуговой сварки, осуществляет за счет большей тепловой энергии сварочной дуги сконцентрированной в месте ее горения. Температура дуги больше температуры плавления металлов, поэтому под ее воздействием кромки сварного изделия плавятся, образуя сварочную ванну из жидкого металла. Дуги при этом горит между основным металлом и сварочной проволокой, которая выполняет функции подвода дуги к зоне сварки и является присадочным металлом для заполнения зазора между кромками.
Сварочная проволока с кассеты непрерывно подается в зону сварки при помощи подающего механизма, который проталкивает ее по каналу в рукаве к соплу сварочной горелки.
Сварочная дуга, расплавленный металл, конец сварочной проволоки, околошовная зона находятся под защитой газа, выходящего с горелки. Для получения более качественного шва, иногда выполняют подачу защитного газа дополнительно с обратной стороны шва.
В отличии от ручной сварки, отсутствие покрытых электродов позволяет механизировать процесс или полностью автоматизировать.
Оборудование для полуавтоматической сварки

В комплект оборудования для механизированной сварки входят источник питания сварочной дуги, подающий механизм, газовое оборудование, горелка. Для повышения производительности и избежания перегрева горелки при серийном производстве могут использоваться системы охлаждения.

Источники питания сварочной дуги
Для сварки в среде защитных газов изготавливают источники питания с жесткими внешними вольт-амперными характеристиками. Сварка производится на источниках постоянного тока — сварочные выпрямители, преобразователи, инверторы или специальные установки, содержащие в себе источник питания и подающий механизм, а также блок управления. Источники питания переменного тока практически не используются.
Многопостовые источники питания
Для организации работы в цехах на производстве со стационарными сварочными постами целесообразно использовать многопостовые источники питания. Для этих целей можно использовать преобразователи и выпрямители. Существует две схемы организации многопостовой сварки.

Первая схема используется когда сварка производиться одинаковыми режимами на каждом посте с частыми замыканиями сварочной цепи (возбуждение дуги). При такой схеме в цепь каждого сварочного поста включают дроссель, который способствует снижению влияния постов друг на друга при одновременной работе.
Вторая схема может быть использована для регулирования режимов сварки индивидуально на каждом посте с минимальным влиянием постов друг на друга. В таком случае напряжение холостого хода многопостового источника питания устанавливают на максимум, а снижение силы тока (регулирование) выполняется с помощью балластного реостата на каждом посте.
Механизмы подачи проволоки
Механизмы подачи проволоки используются для стабильной подачи проволоки и регулирования скорости подачи в сварочную горелку. Обычно подающий механизм состоит из электродвигателя, редуктора, тормозящего устройства, подающих и прижимных роликов, а также кассеты с проволокой. Существуют различные варианты исполнения подающих механизмов — закрытого и открытого типа.

В зависимости от числа роликов различают двухроликовые и четырехроликовые подающие механизмы. Последние более надежные и рекомендуется использовать для проволоки большего сечения или при сварке порошковой проволокой.

Для увеличения радиуса проведения сварочных работ и обеспечения стабильной подачи сварочной проволоки могут применяться промежуточные механизмы подачи. Это позволяет увеличить зону проведения сварочных работ от 10 до 20 метров. Промежуточные механизмы синхронизируются с основным что позволяет значительно удалятся от источника питания или полуавтомата и газового оборудования.
Механизмы подачи проволоки
Механизмы подачи проволоки используются для стабильной подачи проволоки и регулирования скорости подачи в сварочную горелку. Обычно подающий механизм состоит из электродвигателя, редуктора, тормозящего устройства, подающих и прижимных роликов, а также кассеты с проволокой. Существуют различные варианты исполнения подающих механизмов — закрытого и открытого типа.
В зависимости от числа роликов различают двухроликовые и четырехроликовые подающие механизмы. Последние более надежные и рекомендуется использовать для проволоки большего сечения или при сварке порошковой проволокой.
Для увеличения радиуса проведения сварочных работ и обеспечения стабильной подачи сварочной проволоки могут применяться промежуточные механизмы подачи. Это позволяет увеличить зону проведения сварочных работ от 10 до 20 метров. Промежуточные механизмы синхронизируются с основным что позволяет значительно удалятся от источника питания или полуавтомата и газового оборудования.

Сварочные полуавтоматы
Сварочные полуавтоматы — специальные установки для механизированной сварки в среде защитных газов содержащие в себе источник питания, подающий механизм, горелку и блок управления процессом. Дополнительно полуавтомат может иметь дистанционный пульт управления, включать схемы позволяющие выполнять сварку в импульсно-дуговом режиме и т.д.
Сегодня чаще используется схема сварки от сварочного полуавтомата, чем источник питания + подающий механизм.
Сварочная горелка
Выполняет несколько функций, среди которых: направление проволоки в зону сварки, подвод тока к сварочной проволоке, подача защитного газа, управление процессом при помощи кнопки управления. Все это возможно благодаря использованию специального шланга внутри которого находится сразу несколько элементов — сварочные кабеля, управляющие провода, спиралеобразный канал для направления проволоки, трубка для подачи газа, а иногда и для подачи воды.

Газовое оборудование для полуавтоматической сварки
В состав газового оборудования для сварки полуавтоматом входят: баллон, редуктор, ротаметр, подогреватель, осушитель, смеситель газов, рукава (шланги).
Руководство по выбору горелок для полуавтоматической MIG сварки
Это неудивительно. Сварочная техника эволюционирует очень быстро. За почти вековую историю оборудование стало компактнее, легче, производительнее, удобнее и доступнее. Все комплектующие есть в открытом доступе, диапазон цен широк, и остается только сделать выбор.
На сегодняшний день большой популярностью пользуется полуавтоматическая сварка в среде защитных газов. Активное развитие MIG сварки указывает на её действительную состоятельность и перспективность.

Что такое полуавтоматическая MIG/MAG сварка?
Отличием от стандартного ручного дугового процесса является введение в зону плавления (в сварную ванну) защитных газов (одного или смеси), которые вытесняют из нее составляющие воздуха: кислород, азот и другие газы, отрицательно влияющие на параметры соединения и качество шва. Полуавтоматическая сварка (MIG/MAG) – это вид дуговой сварки, при котором сваривание происходит благодаря автоматически подающейся в зону сварки электродной проволоки с одновременной подачей в ту же зону защитного газа.
Основа полуавтоматической сварки – источник питания (трансформатор, выпрямитель или инвертор). Он преобразует сетевой ток в сварочный с нужными вольтамперными характеристиками. А уже к источнику присоединяются:
- кабель заземления с клеммой;
- кабель с горелкой;
- система подачи газа (баллон с газом, редуктор, рукав и т.д.)
- подающее устройство (в ряде случаев может выноситься и на наружную поверхность корпуса аппарата или быть автономным);
- система дополнительного охлаждения горелки.
Если подойти к вопросу выбора комплектующих для сварки несерьезно, то это чревато серьезными последствиями: возгоранием, поражением электрическим током, отравлением вредными газами, поражением глаз и других частей тела тепловым, ультрафиолетовым, инфракрасным излучением и брызгами расплавленного металла.
MIG/MAG горелка.
За получение аккуратного, ровного шва и хорошего соединения отвечает сварочная горелка, которая поэтому и является важнейшим элементом в сварочном комплексе. Именно она отвечает за обеспечение подвода электрического тока при электросварке к электроду. Проще говоря, горелка необходима для образования газосварочного пламени, которое нагревает и расплавляет металл. Приспособление предполагает смешивание воздуха (кислорода) с горючим газом в требуемых пропорциях, для чего устанавливается необходимое давление.
Конструкция горелки представляет собой:
- рукоятку, к которой присоединяется кабель с подачей защитного газа и входом для сварочной проволоки;
- мундштук;
- контактного наконечника для подачи сварочного тока;
- рабочее сопло.

Чтобы определиться с моделью горелки, нужно исходить из потребностей и предполагаемого объёма сварочных работ. Очень важно учесть мощность горелки, то есть какую максимальную силу тока она пропускает. Поэтому все горелки классифицируются в основном на три группы:
- 160А, 180А, 200А – применяются для небольших толщин. Тип охлаждения – воздушный. Пригодны для дома, в гаражах, в автосервисах и т.д. В названиях горелок указана номенклатура 15: горелки максимальной подачи тока от 160А до 200;
- 200А, 220А, 250А, 300А – применяются для средних толщин. Тип охлаждения – воздушный. Используются в основном на производствах. В названиях горелок указана номенклатура 25: горелки максимальной подачи тока от 200А до 300А;
- 300А, 400А, 500А, 600А, 650А – применяются для больших толщин. Тип охлаждения – водяное. Применяется там, где нужно работать с толстыми металлами, например: вагоностроение, судостроение и пр. В названиях горелок может быть указано: 36, 500А, 550А и выше: горелки максимальной подачи тока от 300А до 650А.
Например, горелки типа 15 не справятся с большими величинами, ровно как горелки с максимальной силой подачи тока от 300А просто расплавят, прожгут тонкий металл. Отличие между 15 и 36 моделями будет и в размере: горелки с максимальной силой подачи тока от 300А больше и тяжелее. Для работы с ними нужны определенные навыки и опыт.
Но, не зависимо от того, какой мощности горелка, она должна соответствовать стандартам и обладать хорошими техническими характеристиками:
- удобной рукояткой, имеющей эргономичную форму или форму максимально к ней приближенную;
- рукоятка должна быть выполнена из качественного токоизолирующего материала, чтобы обеспечить максимальную безопасность работника при сварке;
- кнопочное управление на самой рукоятке делает работу быстрее и удобнее;
- скорость подачи рабочей смеси из мундштука должна быть больше скорости ее воспламенения. И только в данном случае работа будет более эффективна и не представит опасности для оператора;
- соотношение в рабочей смеси газов (кислорода и другого газа) должно отвечать определенным требованиям. На каждом этапе эксплуатации горелки состав рабочей смеси должен быть постоянным.
При выборе горелки так же нужно учесть:
1. подходящую присадочную проволоку: она должна максимально подходить по химическому составу к свариваемому материалу и соответствовать рекомендуемому для горелки диаметру, так как в процессе сварки двух элементов проволока подается через горелку к месту шва и плавится вместе с кромками металлов, вследствие чего и заполняется сам шов;
2. длину шлейфа, которую специалисты советуют выбирать в зависимости от того, на каком максимальном расстоянии от сварочного аппарата могут проходить работы;
3. тип подключения хвостовика, чтобы штекер подключения горелки подошел к разъему сварочного аппарата.
При подходящем выборе горелки и правильном ее использовании, результат сварочных работ будет максимально успешным: швы будут аккуратные, ровные, а соединенные детали иметь надежное, крепкое соединение.

