
Производство двутавровой сварной балки, изготовление двутавра
БАЛКИ СВАРНЫЕ ПО ГОСТ 26020-83 И СТО АСЧМ 20-93




Область применения
Быстровозводимые здания и сооружения создают с опорными и несущими металлическими каркасами, из них делают перекрытия, фермы. При использовании сварных двутавровых балок снижается вес строений, для них не нужен мощный фундамент.
Сварной двутавр характеризуется высокой прочностью, долговечностью, не подвержен усталостным разрушениям. Он применяется в тяжелом машиностроении, из него делают элементы, испытывающие большое давление, работающие на разрыв.
В отличие от двутавровых катанок, сварные не ограничены в размерах. Сваркой полос получают балки любого сечения и длины. Архитекторы не ограничены в полете фантазии.
В процессе изготовления двутавровых профилей образуется мало отходов. Их можно делать с полками и стенками из разных марок стали: в местах минимальных напряжений используют углеродистую сталь или перфорированные стальные листы, нагруженные части делают из легированного проката.
Сварка двутавровых балок между собой
Монтаж балочных металлоконструкций предусматривает соединение двутавров встык или под углом. Для усиления соединений используют металлические накладки – прямоугольники, вырезанные из листового проката.

Сварка балок встык проводится после обработки торцов. На них делают угловые скосы, чтобы шов хорошо проварился. Дополнительно на каждую из сторон стенок и обе полки обязательно крепят накладки, их приваривают для укрепления и защиты соединительного шва. При таком соединении несущая конструкция из двутавровых балок после сварки не снижается.
Под углом двутавры соединяют так, чтобы второстепенный опирался на главный. В верхней полке главного вырезают равнобедренный треугольник с вершиной в 90°. Его место займет аналогичная вставка второстепенного двутавра, срезы должны плотно прилегать друг к другу. Нижняя полка срезается на ½ ширины так, чтобы срез упирался в полку главной двутавровой балки. Сварка проводится заподлицо. Усиливается соединение нижней накладкой.
Второстепенный швеллер приваривается к опорному двутавру под углом 90°. Сначала стыкуют верхнюю полку швеллера с балочной полкой, срезая их под углом 45°. Нижние полки соединяются так, чтобы швеллер упирался в стенку двутавровой балки, лишнее срезается. Затем наваривается нижняя укрепляющая накладка.
В горизонтальном положении сварку проводить легче. Продольная ось искривляется минимально. При вертикальной сварке возможен прогиб поперечин, поэтому проводят разметку всех ребер жесткости.
Накладки для сварки двутавра выкраиваются в форме ромба, размещаются симметрично продольной оси. Обвариваются косыми швами по всему периметру. Накладки концентрируют напряжение у швов, компенсируя изменившуюся после сварки форму сечения.
Двутавровые балки рассчитывают на большую нагрузку. При работе с ними необходимо придерживаться разработанной технологии. Она учитывает распределение усилий по направляющим. Качественно выполненные сопряжения – залог долгой эксплуатации металлоконструкций.
Виды металлических сварных балок
Налажено непрерывное производство двутавров различного назначения. По стандарту выделяют несколько видов балок двутаврового сечения:
- с небольшой длиной полок по отношению к перегородке, они применяются для подвесных путей, перекрытий, укрепления шахтных выработок;
- с пропорциональным размером перегородки и полок, они применяются при возведении опорных каркасов, армирования декоративных колонн.
По точности изготовления бывают двутавровые профили двух видов: обычные и высокоточные.








Применение сварных балок изготовленных нашим заводом
Сварные балки изготовленные нашим , применяются во многих отраслях народного хозяйства. Из наших балок построены самые различные сооружения:
- здания,
- путепроводы,
- мосты,
- эстакады,
- перекрытия,
- подвесные конструкции,
- длинные пролеты производственных цехов,
- линии коммуникаций и многое другое.
Разнообразие видов, прочность сварных балок и их надежность сделали данные металлические изделия весьма востребованными на любой строительной площадке.
Мощности нашего завода позволяют изготовить сварную балку любого вида и длины, которая может использоваться в металлоконструкциях при создании любого каркаса, в том числе кровельного или стенного, в монтаже перекрытий. Мы рады предложить большой ассортимент балок, с различным профилем и толщиной металла, что может позволить себе далеко не каждый производитель металлических конструкций.
Как мы писали выше, на нашем предприятии используются современное оборудование, также завод оснащен автоматизированным управлением технологическим процессом, и последующим автоматическим и «ручным» контролем качества, что вместе позволяет нам добиться высоких показателей качества выпускаемой продукции.
Виды изготавливаемых сварных балок

- нормальная;
- широкополочная;
- колонная;
- с параллельными гранями полками;
- с уклоном граней;
- для устройства подвесных путей;
- для армирования шахт.
Сварная балка изготовление имеет разное, как мы не раз отмечали выше. Для ее производства и применения используют некоторые буквенные обозначения:
- «Б» – со стандартной полосой;
- «У» – узкая полоса;
- «Ш» – широкая полоса;
- «Д» – со средней шириной полосы;
- «М» – применяемые для подвесных путей;
- «К» – колонные – полки равны по ширине длине профиля.
Другие преимущества изготовления сварных балок
По сравнению с горячекатаной балкой сварные имеют и другие преимущества. В частности:
- В одном изделии можно использовать несколько типов стали;
- Можно изготовить стенки и полки несимметричного сечения, что дает дизайнерам свободу мысли и возможность реализовать практически любой архитектурный проект;
- Можно обойтись без отходов, если сварная балка изготавливается по заранее заданной длине;
- Надежность гарантируется ультразвуковой проверкой сварного шва.
Возможные дефекты
Во время сварки двутавровой балки из-за несоблюдения технологии возникает кристаллизация стали от высокой температуры. Из-за расхождения по фазам в металле возникают внутренние напряжения. Снижается прочность и жесткость, увеличивается риск корродирования.
При сварке стальных листов возможны и другие дефекты:
- нарушение формы шва отклонение от формы наружных поверхностей или геометрии стыка;
- прожоги, когда расплав вытекает из ванны, образуются дырки в шве;
- подрезы – канавки вдоль границы соединения;
- трещины, образующие в местах разрыва шва;
- шлаковые или вольфрамовые включения в диффузионном слое, при высокой скорости сварки образуются тугоплавкие оксиды.
Металлоизделия с дефектами ненадежные, они не выдержат большой нагрузки на изгиб, кручение. Их отбраковывают и проваривают снова, если это возможно.
Производство балок
Статья про производство балок, оборудование и технологию изготовления. Коротко и подробно о самом главном в этом бизнесе
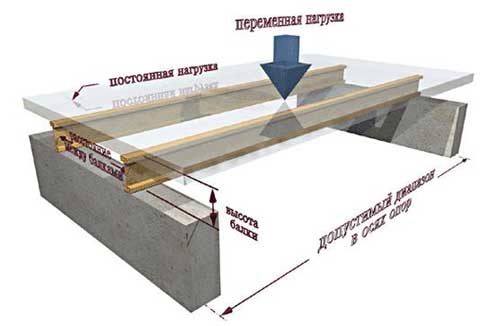
Балка – представляет собой особый конструктивный элемент, который является наклонным или же горизонтальным брусом, который в основном работает на изгиб.
Чаще всего, как правило, именно горизонтально расположенная балка воспринимает отдельно расположенную вертикальную поперечную весовую нагрузку. Но в отдельных некоторых случаях необходимо также учитывать и влияние вероятных горизонтально расположенных поперечных сил, к примеру, ветровую нагрузку или, же возможное землетрясение. Очень перегруженная балка, в свою очередь, непосредственно воздействует на данные опоры, которыми могут быть такие предметы как, колонны, подвесы, стены или другие балки, перекладины. После же нагрузка передаётся дальше по линии перегруза, и в итоге, в большинстве всех случаев, воспринимается всеми данными конструктивными элементами. Отдельно можно также выделить такой случай ферменной специфической конструкции, в которой все имеющиеся стрежни покоятся непосредственно на горизонтальной балке.
Оборудование для производства балок
Специфический процесс производства всегда предполагает такое же специфическое или индивидуальное оборудование. Для производства сварных балок используется специальная линия.
Существует всего два варианта такого оборудования. Это такое оборудование как:
- Автоматический стан для производства сварной двутавровой балки. Такое устройство дает возможность все процессы изготовления балки на одном целостном станке.
- Линия для производства сварной двутавровой балки. В состав и комплектующие данной линии оборудования могут входить непосредственно: станок для сборки двутавровых балок;
- установка для сварки балки;
- станок для правки полок двутавровой балки;
- машина термической резки для раскроя листа.
Данное оборудование всегда может не только охватить весь технологический процесс производства стальных двутавровых балок, но и существенно снизить расходы ресурсов на изготовления балок. Такое оборудование можно приобрести по частям, как отдельные устройства, так и как целую непрерывную линию.
Технология производства балок
Существует несколько характеристик и принципов, от которых зависит и по которым определяется прочность балки:
- площадь и форма поперечного сечения;
- длина;
- материал изготовления;
- способ, которым она крепилась.
Существует несколько основных материалов производства балок, и чаще всего это: стальные, железобетонные, деревянные балки. В строительстве в основном используется именно стальная, двутавровая балка, так как она считается самой прочной и самой сильной, выдерживающей очень большие нагрузки.
Двутавровые балки больше всего используют при возведении и конструкции разнообразных каркасов зданий и мостов. Также такие стальные балки применяют тавровые балки, швеллеры, или же балки с полым профилем, и возможно, балки с угловым профилем сечения.
Каждый процесс производства имеет свои принципы и свои нормы, которые зачастую устанавливаются законами или нормами правительства государства, так как большинство производств, будь оно как промышленное так и не промышленное связано либо с людьми которые работают на производстве, либо с людьми, потребляющими или эксплуатирующими полученные продукт.
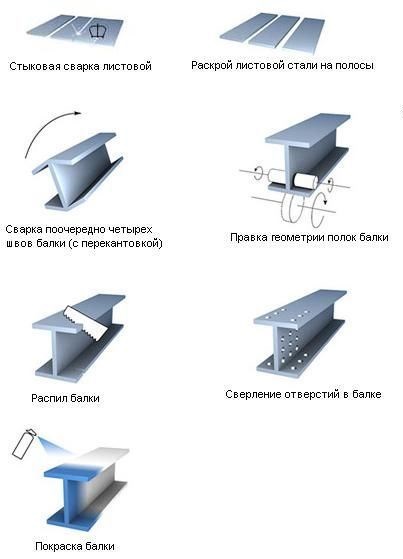
Такие нормы не обошли и процесс, а вернее технологию производства балок. Данная технология также имеет свои определенные ступени, этапы и процессы. Процесс производства балок имеет всего пять основных этапов:
- Раскрой листового металла на полосы. Штрипс требуемой длины, а также ширины изготавливается на специфической для данного производства установке термической резки с ЧПУ, которая также позволяет распускать лист на части одновременно несколькими резаками. Скорость процесса резки, в зависимости от толщины и плотности металла, доходит до одного метра за минуту, что довольно быстро в нынешнее время.
- Фрезеровка кромок. Данный процесс направлен на улучшение провара шва между самой полкой и конечно, стенкой. Для этого производится фрезерная регулировка и обработка всех кромок на специальном кромкофрезерном станке.
- Сборка балки. Процесс сборки обязан быть правильным. Вся сборка двутавровой балки должна быть достаточно четкой и точной, а самое главное особое внимание уделяется симметрии территориального расположения и взаимной перпендикулярности полки и двутавровой стенки балки.
- Сварка балки. Весь процесс регулируется автоматизированными линиями производства. Но при этом последовательность, в которой принимаются и налагаются швы, может быть разной в зависимости от самого процесс сварки. Сварка, которая производится наклоненным электродом, позволяет не только одновременно сваривать два шва, но и выполнять шов « лодочку», что обеспечивает только лучшие условия формирования всего периметра шва и глубины проплавления стенки, и при этом поворачивать полностью изделие приходится после сварки непосредственно каждого шва.
- Правка полок двутавровой балки. Во время процесса производства сварной двутавровой балки всегда непременно возникает нарушение ее «геометрии» полок и стенок.
Наглядное видео процесса:
Как видите, сам процесс довольно несложный.
Классификация горячекатаного двутавра
По форме сечения горячекатаный двутавр разделяют на две группы: с уклоном внутренних граней полок (изготавливается по ГОСТам 8239-89 и 19425-74 для специальных видов) и с параллельными гранями полок (ГОСТ 26020-83).
Двутавровая балка с уклоном внутренних граней полок
Продукция, производимая по ГОСТу 8239-89, имеет допустимый уклон граней не более 12%. Точность прокатки: повышенная («Б») и обычная («В»).
Балки специального назначения (ГОСТ 19425-74) используются для:
- «М» – сооружения подвесных путей (уклон внутренних граней полок не более 12%);
- «С» – армирования шахтных стволов (уклон может достигать 16%).
Двутавры с параллельными гранями полок
Номенклатура этой продукции включает прокат с размерными параметрами:
- высота – 100-1000 мм;
- ширина полок – 55-400 мм.
Типы двутавровых балок с параллельными гранями полок
- «Б» – нормальные. Этот вид проката востребован при сооружении конструкций с колоннами решетчатого типа.
- «Ш» (20Ш-100Ш) – широкополочные. Ширина полок равна высоте. Эти изделия воспринимают сжимающие усилия в конструкциях с небольшими колоннами.
- «К» (20К-40К) – колонные;
- «Д» – двутавры дополнительной серии.
Такие же типы горячекатаных изделий с параллельными гранями полок изготавливаются, помимо стандарта 26020-83, по техническим условиям СТО АСЧМ 20-93. Их размерные параметры в некоторых случаях не совпадают, особенно часто различия встречаются у крупноразмерной продукции.
Сварные балки с доставкой в Балашиха
Область применения сварных балок – это их использование в качестве металлических стальных конструкций для создания каркасов быстровозводимых зданий. Сварные балки применяются также и в межэтажных перекрытиях, стойках, эстакадах, подкрановых балках, покрытиях, рабочих площадках, мостах и в прочих металлических конструкциях. Особенно эффективное использование сварных балок в качестве многопролётных конструкциях огромных промышленных цехов и комплексов, и в прочих сооружениях. Сварные двутавровые профили нашли применение в машиностроении и строительстве, а тавровые пролёты — в судостроении. При мелкосерийном производстве затрачивается огромного количество человек/часов, так как обычно применяется ручная сварка. Большие специализированные заводы ориентированы на крупносерийное производство для крупных заказчиков, для этих целей они используют автоматизированные методы сваривания.

Технологический процесс изготовления сварной двутавровой балки можно разбить на следующие этапы:
- Создание заготовки.
Листовой металл разрезается на полосы нужной длины и ширины, благодаря термической резке с ЧПУ. Данный способ резки позволяет раскроить одновременно несколько полос. Скорость резки таким методом обычно не превышает одного метра в минуту.
- Фрезерная обработка кромок.
Для улучшения качества будущего провара шва, кромки свариваемых поверхностей обрабатываются на специализированном кромкофрезерном станке.
- Сборка заготовки.
Сборка двутавровой балки должна производиться максимально точно, поэтому максимальное внимание должно уделяться симметрии расположения и взаимной перпендикулярности стенки и полок. Потому важно, чтобы во время единичного производства сборка проходила на специальном стеллаже с зажимами, что трудоёмко и занимает немало времени. Использование автоматизированных станков для сборки двутавровых балок позволяет существенно сократить время на производство сварных балок и себестоимость самого производства.
Эффективно использовать именно сборочные станки, потому что они гарантируют высокий уровень быстродействия и надежности как самого механизма, так и готового изделия. Тем более, закрепление и открепление прижимных винтов на рабочем стенде занимает огромное количество времени, поэтому важно использовать станы с прижимными гидравлическими механизмами.

Сборка сварной балки, как правило, осуществляется в 2 этапа:
- Сборка профиля Т-образной формы.
- Кантовка на 180 градусов и окончательная сборка.
- Технология сварки двутавровой балки.
Сварка двутавровой балки, как правило, осуществляется с помощью автоматизированных сварочных аппаратов под защитным слоем флюса (рис.2). Приёмы и последовательность образования швов могут быть самыми различными.
- Главная
- Продукция
- Наши работы
- Заявка
- Статьи
- ГОСТы
- Карта сайта
- Контакты
© 2020 — Сварные балки с доставкой в Балашиха
ООО ПП «СТАЛЬ-43».
Все права защищены.
Положение о конфиденциальности персональных данных
Настоящее Положение о конфиденциальности персональных данных действует в отношении всей информации, которая предоставлена физическими лицами посредством заполнения формы обратной связи на сайте «k-stroy.com», а также информации, полученной автоматически сервисами сайта в процессе его использования, и обеспечивает защиту прав и свобод человека и гражданина при обработке его персональных данных, в том числе защиту прав на неприкосновенность частной жизни, личную и семейную тайну.
Осуществляя переход на сайт «k-stroy.com» и оставляя свои персональные данные посредством заполнения формы обратной связи, Вы автоматически соглашаетесь с ниже перечисленными условиями обработки персональных данных, включая их сбор, систематизацию, накопление, хранение, уточнение (обновление, изменение), использование, обезличивание, блокирование, уничтожение, на условиях указанных в настоящем Положении.
Вы, в праве не предоставлять свои персональные данные.
Как самостоятельно сделать двутавр сварной — этапы и особенности

Двутавровая балка, также известная как двутавр, — элемент, который довольно долгое время применяется в построении конструкций. Раньше ее использовали лишь в промышленном строительстве крупных масштабов.
А теперь двутавр всё больше встречается и в небольших частных строительных работах. Такое распространение связано с тем, что в производство запустили двутавровые балки с особой конструкцией.
Их применяют при строительстве гаражей, небольших магазинчиков, загородных домов и пристроек.
- Актуальность вопроса
- Преимущества двутавровых балок
- Процесс изготовления
- Возможные проблемы и особенности
- Заключение
Актуальность вопроса

Как сделать двутавровую балку самому? Мы поделимся с вами основными этапами этого процесса и расскажем о нюансах, которые важны в процессе работы, если вы хотите избежать деформаций.
Сварная двутавровая балка изготавливается из черного металла. В разрезе она напоминает букву «Н». При изготовлении двутавра тавровое соединение используется два раза. За счет этого он и получил своё название.
- прокатные — заготовки для них прокатывают вдоль станка;
- составные (сварные) — несколько заготовок на производстве сваривают друг с другом; их используют чаще всего, потому что при необходимости сделать их можно и на строительной площадке.
Преимущества двутавровых балок
У двутавровых балок есть множество преимуществ. Их можно использовать для того, чтобы перекрыть большие пролёты. Для этого даже не понадобится строить несущую стену. Они устойчивы и могут выдержать вертикальные и горизонтальные серьезные нагрузки.
Двутавры устойчивы к погодным перепадам и коррозии, невоспламеняемые. Их использование значительно ускоряет построение здания. Эти и многие другие причины определяют популярность двутавровых балок в промышленном и частном строительстве.
Явные недостатки можно заметить только у прокатных двутавров. Максимальный размер таких — двенадцать метров. Если же нужно длиннее, найти такую не получится, ведь часто заводы не имеют подходящих станков. Возможности сделать прокаты по индивидуальному заказу нет, а разнообразие изделий на строительном рынке оставляет желать лучшего. Из-за таких проблем потребители чаще используют стыковые балки.
Составная двутавровая применяется чаще, чем прокатная по нескольким причинам. Такая балка имеет большую прочность при меньшем весе конструкции. Цены на сварочное изделие ниже, так как изготавливают его из сплава разных видов стали. Создание проката требует использование только заготовок из одного типа стали.
В строительстве сварной тип изделия более универсален. Использование разной стали даёт возможность регулировать металлоёмкость в зависимости от нагрузки.
В месте, где загруженность невысокая, можно использовать лёгкие сплавы, а в частях здания, где давление больше — использовать балки из стали высокой прочности.
И, если размер проката ограничен возможностями и размерами станка, то сварным способом возможно выполнить балки любого размера. Сделать балку, ширина которой будет разной на противоположных концах, на прокатном станке дорого. С составным типом двутавров такой проблемы нет.
Процесс изготовления

В качестве составляющих для варки двутавров рекомендуется использовать легированную сталь. Изделия из неё хорошо впишутся в конструкцию частного дома, однако при масштабном строительстве этот материал проявляет себя не с лучшей стороны.
Изготовление двутавра трудоёмкий процесс, и, если у вас нет опыта в сварочных работах, лучше нанять для этого мастера. Если вы решительно настроены сделать всё своими руками, то следующие советы для вас.
Первый этап — подготовка всех частей, которые впоследствии станут балкой. Необходимо точно высчитать размер составляющих и уровень давления, который они должны выдержать. При помощи хомутов соедините детали в одно целое, учитывая рёбра жесткости. Проще будет начать сборку с вертикальных частей.
Важно найти помощника, так как детали тяжелые и соединить их в одиночку нелегко. Для создания двутавра рекомендовано автоматическое или полуавтоматическое сварочное оборудование.
Важно наличие флюса — благодаря ему материал не будет разбрызгиваться по сторонам. Можно использовать и технику с применением электродного стержня, но этот способ более трудоёмкий. В конце изделия обрабатываются составом против коррозий.
Самостоятельная сварка — это всегда риск. Неправильное выполнение работы может привести к деформации целой конструкции как до монтажа, так и после.
Для сокращения внутренних деформаций применяют различные техники и очередности сварочных швов. Основными считаются каскадный и обратноступенчатый способы выполнения шва.
Возможные проблемы и особенности

Чтобы не сталкиваться с основными проблемами, вы должны обеспечить, чтобы готовое соединение не работало на растяжение. Отсутствие этой ошибки в работе предотвращает нежелательные изменения конструкции во время монтажа. Нельзя варить все части сразу. После соединения первых деталей подождите несколько минут, чтобы избыточное напряжение не накапливалось в металле.
Тавровые соединения сложно выполнить новичку. При работе с ними нужно учесть все нормативные требования, ведь, если балка станет основой непрочной конструкции, безопасность людей будет под угрозой.
Если до этого вы никогда не выполняли тавровые швы, перед началом работы стоит потренироваться на лишних частях стали. Тавровый шов желательно делать за один подход. Так его прочность будет высокой. У новеньких с этим возникают проблемы в виде подрезов, которых нужно избегать. Поэтому практика перед созданием балок для перекрытия — обязательное условие изготовления двутавров.
Варка электродом имеет особые условия. В случае, если одна из частей балки меньше по толщине, электрод следует наклонять на 60 градусов. Если деталь, которую вы привариваете, толще, то стержень следует держать ровно.
Варианты таврового соединения разнообразны: оно бывает односторонним со скосом, двусторонним без него и наоборот. Скосы могут идти по кривой линии или быть симметричными. Мастера сварочных работ учитывают всё это, чтобы сформировать шов. Именно поэтому наём сварщика с профильным образованием — разумное решение.
Человек со стажем лучше определит желательный тип соединения, рассчитает уровень нагрузки и давления, параметры самой балки. Балка будет основой для кровли и системы скатной крыши, второго, третьего или даже четвертого этажа дома.
Заключение

Двутавровые балки, сваренные с соблюдением всех норм строительства, станут хорошей заменой обычным перекрытиям между этажами. Без учета большого числа особенностей и нужных расчётов крыша, основанная на неправильных балках, точно долго не проживет.
Покупать двутавры лучше у проверенных поставщиков или производителей. Если их качество покажется вам сомнительным, вы будете вправе вернуть или заменить их. А крупные заводы всегда имеют сертификаты, подтверждающие, что их изделия соответствуют нормам ГОСТов.
Варить балки на стройке не стоит, если у вас недостаточно опыта. Лучше закажите их в строительном магазине или найдите надёжного рабочего для этой задачи.
Изготовление балок
На сегодняшний день довольно много компаний, которые специализируются на изготовлении балок и сварной конструкции. Балки являются основным элементом сварных каркасов и основой сооружений из металлоконструкций. Изготовление балок – ответственный род деятельности, поскольку сварная балка выполняет несущую функцию, что подразумевает большую нагрузку на металл и сварные швы. Именно от качества изготовления балок и сварной конструкции зависит долговечность и безопасность будущего здания из сварной балки.
Производство сварной балки
Наш завод по производству сварных конструкций занимается производством балок самой разной конструкции. Любая сварная балка, которою мы изготавливаем, специально рассчитывается под условия эксплуатации и определенные нагрузки. Мы подберем для клиентов не только форму сварной балки, но подскажем, какой металл выбрать для сварного двутавра. Также, исходя из проектной документации, выберем оптимальное оформление сварной конструкции. Наш завод по производству балки возьмет на себя всю ответственность по изготовлению балок из любого типа металла.

Мы и наше производство обладаем всеми необходимыми производственными и техническими мощностями, которые гарантируют необходимые объемы готовых изделий из металлопроката (сварные конструкции), также их качество и надежность. Наши квалифицированные работники выполняют все виды сварочных работ, четко придерживаются данных из проектной документации. Автоматизированное производство позволяет изготавливать сварные конструкции (балки) самой разной сложности по индивидуальным параметрам.
Технология изготовления сварной балки
Каждое производство имеет свои нормы и технологию, изготовление сварных конструкций (балок) не исключение. Технология изготовления балки включает пять основных пунктов:
- Разделение листового металла на полосы. Металлический лист на станках с ЧПУ разрезается по необходимым параметрам. Наше современное оборудование позволяет распускать металл на части со скоростью до одного метра в минуту, что довольно быстрое производство.
- Фрезеровка кромок. Благодаря этой процедуре обеспечивается надежность и необходимая плотность будущих швов и самой сварной конструкции. Весь процесс происходит на специализированном оборудовании.
- Сборка балки. Если все элементы изготовлены с точным соблюдением проектных данных, то процесс сборки балки не предоставляет особых затруднений. Необходимо в точности соблюдать симметрию и перпендикулярность деталей.
- Сварка элементов. Этот процесс полностью автоматизирован, сварные швы контролируются специальными приборами.
- Правка геометрии балок. Во время изготовления балок, часто наблюдается смещение полок и стенок. Необходимо тщательно следить за всем процессом производства, и когда это необходимо поправлять расположение элементов.

Завод по изготовлению балок
Наш завод по изготовлению балок уже много лет изготавливает сварные конструкции для каркасов зданий. В цехах нашего завода используется самое передовое техническое оснащение, которое позволяет наладить изготовление изделия самого высокого класса. Балки изготавливаются из горячекатаной стали и свариваются в углекислой среде с помощью автоматической сварки под флюсом. Все сварные (конструкции) балки соответствуют необходимым нормам, в том числе ГОСТ 26020-83 и СТО АСЧМ 20-93
От качества балок непосредственно зависит долговечность и надежность всего сооружения, и экономить на безопасности уж точно не стоит. Доверяя изготовление балок опытному и ответственному заводу, Вы гарантированно получаете только высококачественные изделия. Наши сварные конструкции (балки) проверены временем. Если вам необходимо реализовать заказ на изготовление балок, более профессионального производителя, чем наш завод, не найти! Доверяйте только лучшим!
Сварные балки производства Stahlberg
Двутавровые сварные балки сегодня – это неотъемлемый элемент каркасного строительства, без которого было бы невозможным построить магазины, дома и фермы, склады и стадионы, огромные здания и даже мосты.

Изготавливаться они могут из различного металла методом сварки нескольких деталей, быть нестандартных размеров и типовых размеров.
Производство Stahlberg имеет собственную линию по изготовлению сварных балок, которые имеют следующие преимущества и параметры:
- перекрывают большие пролеты до 12 метров;
- пропорционально распределяют вертикальную и горизонтальную нагрузку;
- оптимальная эластичность позволяет иметь возможность изгиба
- сталь является пожаростойкой с сохранением несущей способности при нагревании;
- обладают стабильной антикорозийностью и устойчивостью к воздействиям внешней среды;
- позволяют снизить общую массу здания.
Преимущества сварного метода производства балок Stahlberg
Сегодня металлические двутавровые балки для строительной сферы изготавливают двумя основными способами: горячекатным и сваркой. Сварная двутавровая балка обладает большими преимуществами по сравнению с прокатной. У нее и прочностные характеристики лучше, а масса при этом ниже на целых 30%. И все благодаря тому, что расчет сварной двутавровой балки предполагает грамотное сочетание разных марок стали. Вот почему сварная балка в промышленном изготовлении получается дешевле, чем горячекатаная.

Также по себе сварка, как метод, хороша тем, что при помощи нее балки из металла можно делать самых разных размеров, даже высотой до 12 метров, а ведь это все невозможно в производственных условиях с горячекатными балками. Кроме того, только таким методом реально изготовить балку с разной шириной по всей длине.
Размеры сварных балок Stahlberg
Вы можете приобрести или заказать у нас сварные двутавровые балки для конструкций с механическими параметрами СТО АСЧМ 20-93 типа Б, Ш, К из горячекатаного проката.
Длина балки: от 3000 мм до 12000 мм
Высота балки: от 200 мм до 1500 мм
Ширина полок: от 200 мм до 800 мм
Толщина стенки и полок: от 6 мм до 40 мм
Виды обработки двутавровых балок
Завод Stahlberg производит сварные балки трех видов обработки: не обработанные (предназначены для дальнейшей приварки дополнительных деталей), грунтованные, крашенные по цвету заказчика РАЛ. По умолчанию цена предоставляется за балки грунтованного типа. Стоимость покраски балок в заводских условиях оговаривается индивидуально.



Качество Stahlberg
Для специалистов Stahlberg не существует «несущественных моментов». Каждая деталь, к которым относятся и сварные двутавры, имеет колоссальную роль в безопасной эксплуатации зданий и домов. Производство балок не исключение в жестко установленных стандартах Штальберга «ТРИ «Т» – Точность. Требовательность. Технологии».
- Сварные балки изготавливаются только из высококачественной стали марок Ст3сп-5 или 09Г2С, строго соответствующие проектной документации и расчетным нагрузкам.
- Вся проектная документация и рабочий комплект чертежей при изготовлении сварных балок изготавливается согласно ТУ и ГОСТами стандартизации РФ.
- Сварные соединения выполняются аттестованными сварщиками и соответствует правилам аттестации, утвержденными Госгортехнадзором СССР от 22.06.1971
- После завершения производства балки проверяются внешним осмотром и простукиванием металлическом молотком.
- По желанию заказчика сварная балка может быть дополнительно обработана грунтовочными растворами для защиты от коррозии (Грунт ГФ021)
Сварные балки
Сварные двутавровые балки придают прочность любым конструкциям, значительно облегчая их составные части. Они имеют широкую сферу применения:
- строительство промышленных зданий;
- сооружение каркасов зданий сельскохозяйственного предназначения;
- строительство производственных цехов;
- строительство общественных учреждений и жилых помещений;
- монтаж мостов, эскалаторов и подвесных путей.
Преимущества сварной балки перед горячекатаной
- Возможно производство полок и стенок из разных марок стали, что неосуществимо в случае горячекатаных
балок. - Снижают массу конструкций на 15 % благодаря меньшему весу и отсутствию крепежных
элементов. - Могут быть несимметричными, в отличие от
горячекатаных. - Благодаря возможности выбора нужной длины при изготовлении сварных балок уменьшается количество
отходов. - Снижение сроков и стоимости монтажа двутавра.
Характеристики выпускаемой сварной двутавровой балки

H — высота стенки, мм: 200–2000.
B — ширина полки, мм: 200–800.
S — толщина стенки, мм: 6–60.
t — толщина полки, мм: 6–60.
L — длина балки, мм: 2000–15 000.
| Балка № | H | B | S | t | маса 1 м, кг | Количество м.в тонне | |
|---|---|---|---|---|---|---|---|
| 20К1 | 195 | 200 | 8 | 10 | 42,39 | 23,59 | |
| 20К2 | 198 | 200 | 8 | 12 | 48,61 | 20,57 | |
| 23К1 | 227 | 240 | 8 | 12 | 57,96 | 17,25 | |
| 23К2 | 230 | 240 | 8 | 12 | 58,15 | 17,19 | |
| 26К1 | 255 | 260 | 8 | 12 | 63,49 | 15,75 | |
| 26К2 | 258 | 260 | 10 | 14 | 75,2 | 13,2 | |
| 26К3 | 262 | 260 | 10 | 16 | 83,37 | 11,99 | |
| 30К1 | 296 | 300 | 10 | 14 | 86,98 | 11,49 | |
| 30К2 | 300 | 300 | 10 | 16 | 96,4 | 10,37 | |
| 30К3 | 304 | 300 | 12 | 18 | 110,03 | 9,08 | |
| 30Ш1 | 291 | 200 | 8 | 12 | 54,45 | 18,36 | |
| 30Ш2 | 295 | 200 | 10 | 14 | 64,92 | 15,4 | |
| 30Ш3 | 299 | 200 | 10 | 16 | 71,2 | 14,04 | |
| 35Ш1 | 338 | 250 | 10 | 14 | 79,29 | 12,61 | |
| 35Ш2 | 345 | 250 | 10 | 16 | 91,3 | 10,95 | |
| 35Ш3 | 345 | 250 | 12 | 16 | 92,28 | 10,83 | |
| 35К1 | 343 | 350 | 10 | 16 | 112,33 | 8,9 | |
| 35К2 | 350 | 350 | 12 | 18 | 128,3 | 7,79 | |
| 35К3 | 353 | 350 | 14 | 20 | 144,3 | 6,93 | |
| 40К1 | 394 | 398 | 12 | 18 | 147,2 | 6,79 | |
| 40К2 | 400 | 400 | 14 | 22 | 178,29 | 5,6 | |
| 40К3 | 406 | 400 | 16 | 25 | 203,9 | 4,9 | |
| 40Ш1 | 383 | 300 | 10 | 14 | 119,5 | 8,36 | |
| 40Ш2 | 390 | 300 | 10 | 16 | 131,80 | 7,58 | |
| 40Ш3 | 396 | 300 | 12 | 18 | 123,4 | 8,106 | |
| 40Б1 | 396 | 200 | 8 | 12 | 61,61 | 16,23 | |
| 40Б2 | 400 | 200 | 8 | 14 | 67,89 | 14,72 | |
| 45Б1 | 446 | 200 | 8 | 12 | 64,75 | 15,44 | |
| 45Б2 | 450 | 200 | 10 | 14 | 77,66 | 12,87 | |
| 45БС1 | 444 | 200 | 8 | 12 | 64,06 | 15,6 | |
| 45БС2 | 460 | 300 | 12 | 20 | 133,8 | 7,48 | |
| 45Ш1 | 440 | 300 | 12 | 18 | 123,84 | 8,07 | |
| 50Б1 | 492 | 200 | 10 | 12 | 74,99 | 13,33 | |
| 50Б2 | 496 | 200 | 10 | 14 | 81,26 | 12,3 | |
| 50Б3 | 500 | 200 | 10 | 16 | 87,54 | 11,42 | |
| 50БС1 | 482 | 200 | 10 | 16 | 85,57 | 11,7 | |
| 50БС2 | 482 | 300 | 12 | 16 | 117,8 | 8,49 | |
| 50БС3 | 500 | 300 | 12 | 25 | 160,1 | 6,24 | |
| 50БС4 | 510 | 300 | 14 | 30 | 190,8 | 5,24 | |
| 50Ш1 | 482 | 300 | 12 | 16 | 118,32 | 8,45 | |
| 50Ш2 | 487 | 300 | 16 | 18 | 142,43 | 7,02 | |
| 50Ш3 | 493 | 300 | 16 | 20 | 152,1 | 6,57 | |
| 50Ш4 | 499 | 300 | 18 | 25 | 182,2 | 5,49 | |
| 55Б1 | 543 | 200 | 10 | 14 | 89,35 | 11,19 | |
| 55Б2 | 547 | 200 | 10 | 16 | 91,23 | 10,96 | |
| 55БС1 | 551 | 220 | 10 | 18 | 102,6 | 9,75 | |
| 55БС2 | 547 | 200 | 10 | 16 | 90,67 | 11 | |
| 60Б1 | 596 | 200 | 10 | 16 | 95,08 | 10,51 | |
| 60Б2 | 600 | 200 | 12 | 18 | 110,65 | 9,03 | |
| 60БС1 | 577 | 240 | 12 | 16 | 111,6 | 8,96 | |
| 60БС2 | 585 | 240 | 12 | 20 | 126,7 | 7,89 | |
| 60БС3 | 585 | 320 | 12 | 20 | 151,8 | 6,59 | |
| 60БС4 | 595 | 320 | 14 | 25 | 185,5 | 5,39 | |
| 60БС5 | 605 | 320 | 16 | 30 | 219,2 | 4,56 | |
| 60Ш1 | 582 | 300 | 12 | 18 | 137,22 | 7,28 | |
| 60Ш2 | 589 | 300 | 16 | 20 | 164,16 | 6,09 | |
| 70Б1 | 691 | 260 | 12 | 16 | 127,96 | 7,81 | |
| 70Б2 | 697 | 260 | 14 | 20 | 154,85 | 6,45 | |
| 70БС | 693 | 230 | 12 | 16 | 120,61 | 8,29 | |
| 70БС1 | 685 | 260 | 12 | 20 | 142,4 | 7,02 | |
| 70БС2 | 685 | 320 | 14 | 20 | 171,4 | 5,84 | |
| 70БС3 | 695 | 320 | 14 | 25 | 196,5 | 5,09 | |
| 70БС4 | 705 | 320 | 16 | 30 | 231,7 | 4,32 | |
| 70БС5 | 725 | 320 | 20 | 40 | 302,2 | 3,31 | |
| 70БС6 | 692 | 230 | 12 | 16 | 119,9 | 8,34 | |
| 70Ш1 | 692 | 300 | 14 | 20 | 166,86 | 5,99 | |
| 80Ш1 | 782 | 300 | 14 | 18 | 167,77 | 5,96 | |
| 80Б1 | 791 | 280 | 14 | 18 | 206,5 | 4,84 | |
| 80Б2 | 798 | 280 | 14 | 20 | 218,12 | 4,58 | |
| 80БС1 | 791 | 280 | 14 | 18 | 162,1 | 6,17 | |
| 80БС2 | 815 | 300 | 18 | 30 | 248 | 4,03 | |
| 90Ш1 | 881 | 300 | 16 | 20 | 200,83 | 4,97 | |
| 90БС1 | 895 | 300 | 16 | 20 | 201,6 | 4,96 | |
| 90БС2 | 927 | 300 | 16 | 36 | 276,9 | 3,61 | |
| 100БС1 | 995 | 320 | 16 | 25 | 244,3 | 4,09 | |
| 100Ш1 | 990 | 320 | 16 | 22 | 292,16 | 3,42 | |
| 100БС2 | 1005 | 320 | 16 | 30 | 269,4 | 3,71 | |
| 100БС3 | 1017 | 320 | 20 | 36 | 329,2 | 3,04 | |
| 120БС1 | 1280 | 400 | 12 | 20 | 242,4 | 4,13 | |
| 120БС2 | 1280 | 450 | 14 | 20 | 277,6 | 3,6 | |
| 140БС1 | 1440 | 400 | 12 | 20 | 257,5 | 3,88 | |
| 140БС2 | 1440 | 450 | 12 | 20 | 273,2 | 3,66 | |
| 140БС3 | 1450 | 500 | 14 | 25 | 350,1 | 2,86 | |
| 160 БС1 | 1568 | 600 | 12 | 16 | 323,43 | 3,09 | |
| 160 БС2 | 1576 | 650 | 12 | 20 | 384,69 | 2,06 | |
| 160 БС3 | 1572 | 700 | 14 | 25 | 480.86 | 2,08 | |
| 180 БС1 | 1772 | 600 | 14 | 25 | 498,82 | 2 | |
| 180 БС2 | 1768 | 700 | 16 | 25 | 543,72 | 1,84 | |
| 180 БС3 | 1760 | 800 | 20 | 30 | 692,31 | 1,44 | |
| 200 БС1 | 1960 | 800 | 20 | 30 | 741,29 | 1,35 | |
| 200 БС2 | 1950 | 800 | 25 | 40 | 963,35 | 1,04 | |
| 200 БС3 | 1940 | 800 | 30 | 50 | 1183,78 | 0,84 | |


Типы сварных балок:
- Ш — широкополочная;
- К — колонная;
- Б — нормальная;
- У — с уклоном граней полок;
- П — с параллельными гранями полок.
При производстве сварных двутавровых балок учитываются следующие стандарты:
- ГОСТ 8239-105;
- ГОСТ 26020-83;
- ГОСТ 23118-99;
- ГОСТ 23118-99-х;
- СТО АСЧМ 20-93.
Цена марки 3сп/пс, 09г2с
| Наименование и размер, мм | Цена | Заказать | |
|---|---|---|---|
| Балка 20, 20Б, 20Б1, 20К1, 20К2, 20Ш1 | от 34500 руб. | Заказать | |
| Балка 23Б | от 34500 руб. | Заказать | |
| Балка 24М | от 34500 руб. | Заказать | |
| Балка 25Б1, 25Б2, 25К1, 25К2, 25Ш1, 25К3 | от 34500 руб. | Заказать | |
| Балка 26К | от 34500 руб. | Заказать | |
| Балка 30, 30Б1, 30Б2, 30К1, 30К2, 30К3, 30К4, 30М, 30Ш, 30Ш1, 30Ш2, 30Ш3 | от 34500 руб. | Заказать | |
| Балка 35Б1, 35Б2, 35К1, 35К2, 35К3, 35Ш1, 35Ш2, 35Ш3 | от 34500 руб. | Заказать | |
| Балка 36, 36М | от 34500 руб. | Заказать | |
| Балка 40, 40Б1, 40Б2, 40К1, 40К2, 40К3, 40К4, 40К5, 40Ш, 40Ш1, 40Ш2, 40Ш3 | от 34500 руб. | Заказать | |
| Балка 45, 45Б1, 45Б2, 45М, 45Ш1, 45Ш2 | от 34500 руб. | Заказать | |
| Балка 50, 50Б1, 50Б2, 50Б3, 50Ш1, 50Ш2, 50Ш3, 50Ш4 | от 34500 руб. | Заказать | |
| Балка 55, 55Б1, 55Б2, | от 34500 руб. | Заказать | |
| Балка 60Б1, 60Б2, 60Ш1, 60Ш2, 60Ш3, 60Ш4 | от 34500 руб. | Заказать | |
| Балка 70Б0, 70Б1, 70Б2, 70Ш1, 70Ш2, 70Ш3, 70Ш4, 70Ш5 | от 34500 руб. | Заказать | |
| Балка 80Б1, 80Б2, 80Ш1, 80Ш2 | от 34500 руб. | Заказать | |
| Балка 90Б1, 90Б2, 90Ш1, 90Ш2 | от 34500 руб. | Заказать | |
| Балка 100Б1, 100Б2, 100Б3, 100Б4, 100Ш1, 100Ш2, 100Ш3, 100Ш4 | от 34500 руб. | Заказать | |
| Балка 220 | от 34500 руб. | Заказать | |
*Стоимость действительна при заказе от 20 т.
Указанные цены носят информационных характер и не являются окончательными (могут быть скорректированы в зависимости от параметров и объемов балки).
Компания ВВМ ведет производство сварных балок более 10 лет. Мы гарантируем надежность и качество готовых конструкций.
Сварная двутавровая балка: производство и применение
- Статьи
- Новости
Подписаться на наши статьи

Сварная двутавровая балка – разновидность двутавра. Ее основное отличие кроется в технологии производства, процесс которой мы и рассмотрим в данном материале.
Что это такое?
Двутавровая балка – это разновидность металлопроката, имеющего Н-образное поперечное сечение.
Существует несколько классификаций. Например, изделия различаются по методу изготовления. Они бывают горячекатаными или сварными
На классификацию влияет не только производство двутавровой балки, но и ряд других характеристик. Например, положение внутренней поверхности граней. Они могут быть параллельными или иметь уклон. Эти разновидности, в свою очередь, также делятся на подвиды, отражающиеся в маркировке изделий.
Изделия с параллельным расположением внутренних граней полок делятся на:
- нормальные (маркировка «Б»),
- широкополочные (Ш),
- колонные (К).
Их производство и параметры регулирует ГОСТ 26020-83.
Балки с уклоном граней:
- обычные,
- специальные: для подвесных путей (М) и для армирования шахтных стволов (С).
Их технические характеристики регулируются соответственно ГОСТ 8239-89 и ГОСТ 19425-74.
Ознакомившись с разновидностями, можно переходить к основной теме – изготовлению балок двутавровых методом сварки.
Производство двутавровой балки
Процесс производства можно считать стандартным. Он состоит из нескольких последовательных стадий, лишь на одной из которых возможна небольшая вариативность, зависящая исключительно от технического оснащения производства.
К слову, с одинаковым успехом могут выпускаться как мелкие, так и крупные партии. Особенно выгодным данный вид металлопроката становится именно во втором случае. Давайте его и рассмотрим.
Заготовкой для сварных двутавровых балок служит листовой металл марки, указанной в государственном стандарте, соответствующем требованиям к будущему изделию. Из широких листов вырезаются штрипсы двух видов: для стенки и двух полок. Они могут иметь различные размеры и толщину. Также допускается использование для полок и стенки разных видов стали. Такие изделия называются бистальными.
На крупных производственных предприятиях резка листов на заготовки производится на специальных линиях, оснащенных станками с ЧПУ, что позволяет существенно сэкономить время и добиться высокой точности. В зависимости от толщины выбранного листа, скорость реза может достигать 1 метра в минуту.
Следующий этап – фрезеровка кромки деталей. При резке могут образовываться наплывы металла и неровности в местах окончания реза. Их необходимо устранить, чтобы полки плотно прилегали к стенке по всей длине, и обеспечивали максимальную надежность и прочность после сварки.
Далее наступает черед сборки. Наибольшее внимание на этом этапе уделяется перпендикулярности деталей и симметрии расположения полок. Изначально предварительная сборка производилась вручную с помощью винтов, но сейчас применяются специальные гидравлические прижимные установки. Их использование способно ускорить производство двутавровой балки в 2-3 раза, при этом обеспечив идеально прямые углы и симметрию.
Теперь предварительно закрепленные детали необходимо сварить. Этот процесс отличается на разных предприятиях и зависит от их технического оснащения. Изделие может свариваться вручную или подаваться по линии, проваривающей стыки в полуавтоматическом режиме.

Наиболее современные предприятия, выпускающие большой объем продукции устанавливают автоматизированные линии. Они бывают трех типов:
- Самоходный сварочный трактор – наиболее простой способ сварки, но плохо подходящий для выпуска крупных партий.
- Манипуляторы – системы, напоминающие роботизированную руку. Могут использоваться для различных сварочных работ и допускают установку дополнительного оборудования.
- Консольные установки – полноценная рабочая линия, оснащаемая дополнительными инструментами контроля качества сварных швов, подачи и удаления флюса.
Сам по себе флюс – это зернистый химический состав, прикрывающий сварной шов сразу после контакта с электрической дугой. Такой способ сварки предотвращает разбрызгивание расплавленного металла, тем самым упрочняя место соединения, и образует шлаковую корку, вбирающую в себя вредные примеси. Кроме того, флюс замедляет процесс остывания и способствует выведению образовавшихся газов, тем самым упрочняя шов, избавляя его от образующихся пустот.
И последний этап производства – правка готового изделия. Во время нагрева металл обычно деформируется, из-за чего полки приобретают форму дуги. Исправляется это достаточно просто – сварная двутавровая балка пропускается через серию валиков, придающих ей форму, соответствующую ГОСТу.
Применение сварной двутавровой балки

Конструкция двутавра обеспечивает высокие показатели прочности, сопротивления изгибу и продольному скручиванию, превышающие аналогичные параметры обычного профиля квадратного сечения или уголка. Дополнительным преимуществом является низкий вес изделий.
Благодаря этому данный металлопрокат используется при строительстве, в частности, в качестве несущих элементов при возведении ответственных конструкций.
Из двутавра сооружаются различные каркасы для нежилых помещений, перекрытия и крупные пролеты между этажами; несущие конструкции стен в многоэтажном строительстве, при прокладке туннелей и подвесных путей, а также возведении мостов.
Используются двутавровые балки и в других отраслях и сферах, например в машиностроении.
Видео: автоматизированное изготовление балок двутавровых
Предлагаем вам ознакомиться со следующим видео, чтобы лучше понять, как устроен автоматизированный процесс производства сварного двутавра, построенный на современном оборудовании.
В заключение
Как можно заметить, серийное производство сварной двутавровой балки является достаточно простым, недорогим и быстрым процессом, особенно при наличии современного оборудования. Вместе с превосходными техническими характеристиками изделий оно является основным залогом популярности данного металлопроката.
Производство и характеристики двутавровой балки
![]()
![]()
![]()
![]()
![]()
![]()
Двутавровая балка — один из наиболее востребованных видов сортового металлического проката. Она отличается повышенной прочностью, так, если сравнивать ее со стандартным прямоугольным профилем, то она будет в 7 раз прочнее и почти в 30 раз жестче, а сечение в виде буквы Н позволяет двутавровым балкам быть средством перенесения высоких вертикальных и горизонтальных нагрузок на основную несущую опору.
Благодаря этим своим свойствам двутавровые балки широко используются в строительстве и машиностроении как элемент подвесных путей, опорных и колонных конструкций, несущих ребер прочности в составе тяжелых механизмов и т.д. Как правило, в производстве двутавровых балок используют углеродистые и низколегированные стали. Изготавливают их методом горячего или прокатывания на металлургических станах.
Маркировка по ГОСТам
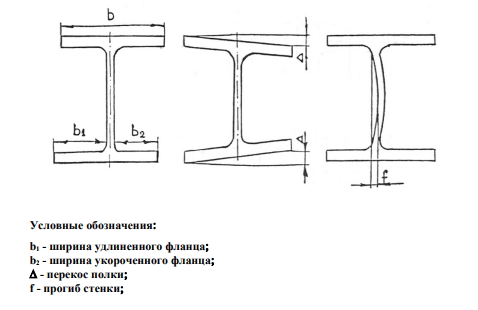
Двутавровые балки маркируются в зависимости от того, каким является сечение и соотношение геометрических форм и размеров.
Изделия с параллельными полками по ГОСТ 26020 83 маркируются литерами:
- У — узкополочные;
- Б — нормальные;
- Д — среднеполочные;
- Ш — широкополочные;
- К — опорно-колонные, они отличаются почти одинаковой высотой профиля и шириной полки.
Балки с наклонными гранями, делятся на:
- О — обычные, с уклоном внутренних граней на 6–12% (ГОСТ 8239 89);
- М — монорельсовые, предназначенные для монтажа подвесных путей, имеющие угол наклона не больше 12% (ГОСТ 19425 74);
- С — сварные, имеющие угол наклона до 16 %, предназначенные для крепления шахтных проходов стволов.
Кроме того, в зависимости от уровня точности изготовления и сферы применения двутавровые балки делятся на классы:
- А — высокоточные балки специального назначения;
- Б — горячекатаные балки обычной точности;
- В — горячекатаные балки повышенной точности.
Кроме того, в зависимости от состояния поставок, балка двутавровая характеристики которой зависят от множества факторов, подразделяется на:
- балки мерной длины;
- балки немерной длины;
- балки кратной мерной длины.
При этом ширина полки не должна быть больше 1,5 высоты стенки двутавра, а предельно допустимое отношение толщины полок к толщине стенки не превышает 1:4.
Характеристики по ГОСТУ и СТО АСЧМ 20-93
Большим спросом у заказчиков пользуются двутавровые балки, изготовленные по ГОСТ 8239. Их производят горячекатаным способом с определенным уклоном граней полок из сталей марок 09Г2С, Ст3 или 3пс5сп. В номерах позиций зашифровывают информацию о расстоянии между гранями балки, в зависимости от градуса уклона. Номер балки определяет расстояние между внешними гранями полок. При производстве изделий по индивидуальному заказу, размеры изделий могут дополнительно изменяться.
Зная смысл этих обозначений, можно разобраться в ГОСТовской маркировке конкретных изделий. Например, перед нами двутавровая балка с маркировкой — 26Б2. Если грани у этой балки параллельны, то первые две цифры в маркировке будут обозначать в сантиметрах высоту группы профилей.
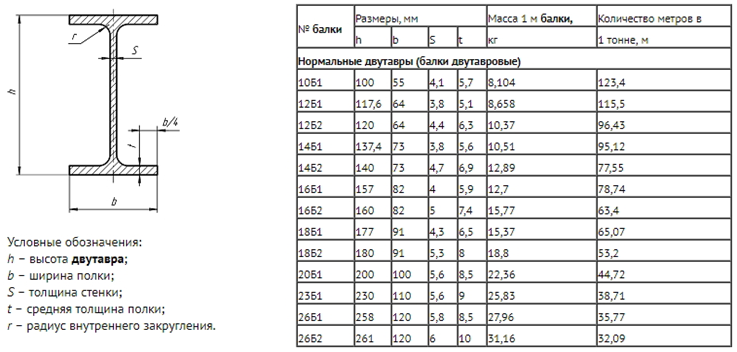
Профиль Б1 отличается от профиля Б2 высотой, толщиной полки и стенки при одинаковой ширине полок двутавра (для некоторых профилей незначительно отличается и этот показатель). Например: 26 Б1 — высота 258 мм при толщине поперечины 5,8 мм. и ширине полки 120 мм; 26 Б2 — высота 261 мм при толщине поперечины 6 мм. и ширине полки 120 мм.
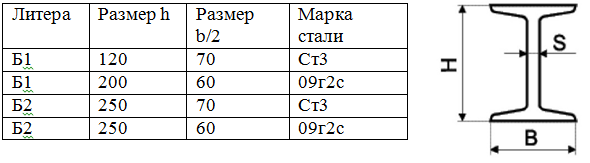
Буквенные индексы будут обозначают вид профиля согласно ширине полок — то есть изделие 26Б2 будет иметь в сечении высоту 25,8 см., по ширине полок будет относиться к среднеполочным, а по способу изготовления — к горячекатаным балкам обычной точности, произведенным из стали 09г2с.
Кроме советских еще стандартов, в сфере производства двутавровых балок используется еще стандарт СТО АСЧМ 20-93, принятый в 1994 году ассоциацией предприятий и организаций черной металлургии. В нем кроме стандартных ГОСТовыских требований содержится еще ряд дополнительных критериев к продукции, связанных с возможными отступлениями от идеальной нормы балки в сечении:
В случае использования такого стандарта маркировка изделия будет выглядеть так:

И показывать, что перед нами двутавровый профиль номер 20, который относится категории нормального Б1, имеет класс прочности 345, изготовлен из стали марки 09Г2С, и относится к категории 12 по ГОСТ 19281-89
Производство горячекатанных и сварных двутавровых балок
Производство двутавровых балок может производиться двумя способами: горячей прокаткой и сваркой.
При прокатке раскаленные слитки перемещаются по прокатному стану, подвергаясь обработке множеством валков – так что в результате их поперечное сечение уменьшается и меняет форму, а длина резко увеличивается.
Горячая прокатка – надежный способ производства двутавровых балок с одинаковыми стандартными параметрами, что обеспечивает высокую производительность процесса.
Однако, у прокатных станов есть и свои недостатки:
- во-первых – они не могут обеспечить высокое качество поверхностей у получаемых изделий, они получаются неровными из-за того, что на них остается довольно много окалины.
- во-вторых – прокатные станы могут выпускать только весьма ограниченный сортамент продукции, поскольку их переналадка очень сложна и трудоемка.
- в-третьих — размеры прокатных станов имеют свои пределы, которые ограничивают и размеры двутавровых горячекатаных балок.
Поэтому, если для создания каких-то конструкций требуются двутавровые балки с возможностями большими, чем у двутавра марки 60Б, то применяется сварной профиль.
Высота сварной двутавровой балки может достигать 1500 мм, допустимая длина – до 15 000 мм, ширина полки – до 8000 мм.
 Технология производства сварных двутавровых балок позволяет менять физические свойства этого профиля путем использования в одном изделии различных марок стали (т.н. комбинированные или дву-стальные балки).
Технология производства сварных двутавровых балок позволяет менять физические свойства этого профиля путем использования в одном изделии различных марок стали (т.н. комбинированные или дву-стальные балки).
При этом для испытывающих наибольшие нагрузки элементов балки используются марки стали с повышенной прочностью, а менее напряженнее производятся из обычной малоуглеродистой стали. Данный способ дает возможность снизить количество отходов и цену двутавровой балки без потери ее несущей способности.
Сварная технология используется при изготовлении тонкостенных, разнополочных, перфорированных, а также балок переменного сечения. При этом сечение сварного профиля сравнительно легко поддается оптимизации, что позволяет уменьшить вес металлоконструкции.
Однако, поскольку технологический процесс производства сварных двутавровых балок включает такие термические процессы, как резку заготовок и сварку под флюсом, то он неизбежно будет связан с возможностью возникновения тепловых деформаций металла и образованию т.н. «грибовидного профиля».
Поэтому после сварки двутавровые балки должны проходить дополнительную прокатку для выправления геометрии полок. После прокатки через систему роликов поверхность профиля очищают и наносят на нее защитное покрытие.
Сварные балки
Для нынешней металлургии весьма важны сварные технологии, особенно тогда, когда нужно создание высокопрочной и тяжелой металлоконструкции. Более того, операция сварки ускоряет рабочий процесс, а также для осуществления сварки нужно не так уж и много оборудования, поэтому ее можно считать весьма экономичной. Именно по этим причинам в последнее время производство сварных балок увеличилось в несколько раз.
Что это такое
Наиболее часто в строительстве используется двутавровая балка – это металлическое соединение, состоящее из стенки и верхней и нижней полки, грубо говоря, ее профиль поход на русскую букву «Н», то есть имеется стенка и по обеим сторонам присутствуют две полки. Такой тип металлоконструкции может быть сварным или прокатным, все зависит от способа изготовления.
Прокатная балка изготавливается на прокатных станах из цельного слитка. В процессе прохождения через прокатные плети металл меняет форму и на выходе получается цельный металлический двутавр..
Сварная балка изготавливается путем сварки трех элементов – пояса и двух стенок в единую металлическую конструкцию. Сварные балки чаще всего изготавливаются из стали различных марок.
Процесс изготовления
Изготовление сварной балки это достаточно сложная процедура, при выполнении которой необходимо учесть большое количество требований, таких как прочность, жесткость, плотность и другие. Однако самой главной характеристикой любой металлической балки является ее плотность, она должна быть максимально высокой. На данный момент ведутся разработки по созданию металлических балок, которые требуют меньший объем металла при одинаковых характеристиках прочности и жесткости.
Технология производства сварных балок очень проста и весьма экономична, в результате чего способна на конкуренцию с балками, изготовленными прокатным методом. Данная технология включает в себя следующие этапы:
- В качестве первой операции происходит расчет на прочность и жесткость, проверяются стали, которые идут на изготовление;
- Подготовка элементов двутавра, а именно резание металла на полосы, примерная скорость резания металлического листа равна 1 метру в минуту;
- Осуществление процесса фрезерования торцов элементов, входящих в конструкцию. Данная операция проводится для того, чтобы каждый свариваемый элемент легко и эффективно скреплялся с другим, образуя прочное и жесткое соединение, обработка торцов осуществляется на специальном торцфрезерном стане;
- Далее происходит сборка. Она должна быть очень точной, все детали должны располагаться строго перпендикулярно друг по отношению к другу, а также необходимо соблюдение симметрии стенок. Сборка может осуществляться вручную, если говорить о небольшом производстве, либо же с помощью автоматизированных машин, как это происходит на массовом производстве. В производстве применяется стан для сборки балок модели Z15, который имеет высокую производительность. Сборка в данном агрегате осуществляется в два этапа. Первый представляет собой сборку «Т» -образной балки, а на втором этапе к ней присоединяется дополнительная стенка и получается двутавр.
- Затем происходит процесс сварки балки. Технология сварки двутавровой балки может быть различна, поэтому на вопрос: «Как правильно сварить двутавровую балку?» существует много ответов. Сущесвуют приемы наложения швов в разной последовательности. Наиболее частыми способами являются:
- Сварка балки с наклоненным электродом. Данным методом может быть осуществлена одновременная сварка двух швов, однако швы получаются неглубокими;
- Метод «лодочки». Если сваривать балку этим способом, то будут обеспечены благоприятные условия для формирования глубокого шва, однако времени этот метод занимает гораздо больше, чем предыдущий;
- Сам процесс осуществляется с помощью промышленного сварочного аппарата, который сваривает детали под высоким давлением, существует некоторое количество вариантов агрегатов для исполнения процесса сварки на производстве. Это могут быть сварочные манипуляторы, отличающиеся высокой степенью автоматизации, самоходные трактора для сварки – самый надежный и простой способ, однако его применение в условиях массового производства нежелательно. На малых производствах сборка и сварка балок может осуществляться вручную, из-за чего их продукция зачастую очень дорогая.
- 6.После всех вышеописанных процессов происходит корректировка геометрии конструкции. В процессе сварки угол наклона между стенками может измениться, поэтому необходима их правка. Почти готовая металлическая конструкция подается в специальный правочный стан, который похож на прокатный, деталь проходит через систему роликов и на выходе получается готовый товарный продукт.
Дефекты, которые могут возникнуть при сварке
Дефекты в шве и околошовной зоне могут возникать из-за нарушения технологии сварки, несоблюдения правил, небрежности в работе и так далее.Чаще всего дефекты связаны с перекресталлизацией стали, то есть изменения ее структуру под действием высоких температур. Где-то образуются зерна другой фазы стали, которые имеют иные физические свойства. Из-за дефектов может снижаться прочность и жесткость, а также коррозионная устойчивость. Из-за этого эксплуатация такого изделия невозможна. В процессе изготовления все двутавры проверяются на наличие подобных дефектов. Преимущества использования сварных балокПри возведении зданий и сооружений используется большое количество металлоконструкций, в том числе сварныедвутавры. По сравнению с металлопрокатными сварные двутавры имеют большое количество преимуществ:
- Металлопрокатные имеют ограничение по размеру, когда сварная балка таких ограничений не имеет;
- Высокое качество получаемого изделия;
- Отсутствие вредных отходов производства;
- Металлические конструкции, получаемые методом сварки, изготавливаются из различных марок стали. Например в местах, где напряжение минимально можно использовать углеродистую сталь, а в местах, которые в последствии будут подвержены высоким нагрузкам – наоборот легированную высокопрочную. Благодаря такой технологии цена может быть снижена, когда прокатный стан осуществляет прокат только одной марки стали;
- Существует также возможность получения сварной балки переменного сечения, благодаря чему могут быть осуществлены любые архитектурные идеи;
- Также за счет гармоничного и правильного подбора сечения вес может быть снижен примерно на 10 %;
- Балки могут быть выполнены на заказ с заранее заданной длиной.
Области применения
Сварная двутавровая балка широко используется в строительстве:
- Различных несущих конструкций, это может быть фундамент, каркас здания и так далее;
- Межэтажных перекрытий;
- Эстакад;
- Мостов
- Путепроводов;
- Тоннелей;
- Виадуков;
- Жилых зданий;
- Торговых центров;
- Складов;
- Стадионов и так далее.
Таким образом, сварная балка имеет очень огромный диапазон применяемости в нынешнем строительстве, она способна обеспечить нужную прочность и жесткость конструкции.
На данный момент в строительстве применяются следующие виды стальных балок:
- Для подвесных путей. Такая сварная двутавровая балка отличается от остальных небольшой длиной стенок по отношению к главной стенке. Применяются такие изделия для подвесных путей и горизонтальных перекрытий;
- Для армирования шахт;
- Нормальной ширины, когда стенки пропорциональны главной стенке;
- Для колонн;
Также существует классификация балок в зависимости от точности изготовления, различают:·
- Высокоточные изделия;
- Изделия обычной точности;
Возможности
Помимо преимуществ использование стальных балок, выполненных сварным способом, позволит каждому покупателю:
- Увеличить широту пролета здания, так как они имеют большую длину;
- Заказывать различные параметры и размеры, существует огромное количество ГОСТов на двутавры, так что каждый заказчик сможет найти подходящие параметры;
- Архитектура сооружения, как уже было сказано выше, может быть совершенно разнообразной.
Таким образом, сварная балка имеет огромное количество преимуществ, из-за чего чему нашла широкое применение во всех областях строительства. Использование сварных балок помогло человеку улучшить качество конструкций зданий и различных сооружений, повысить их безопасность, а следовательно, и безопасность для людей.

