
Ручная аргонодуговая сварка титана вольфрамовым электродом
Аргонодуговая сварка вольфрамовым электродом
Замечательные физико-химические свойства вольфрама широко используются в промышленном производстве. Наибольшее применение вольфрам нашел в химической промышленности и электротехнике. Многие десятилетия мы не знали другого типа освещения, кроме лампочек накаливания, спираль которых была сделана из вольфрамовой проволоки. Этот металл был выбран благодаря его возможности работать при высоких температурах.
Замечательные физико-химические свойства вольфрама широко используются в промышленном производстве. Наибольшее применение вольфрам нашел в химической промышленности и электротехнике. Многие десятилетия мы не знали другого типа освещения, кроме лампочек накаливания, спираль которых была сделана из вольфрамовой проволоки. Этот металл был выбран благодаря его возможности работать при высоких температурах.
Вольфрам как сварочный материал
Появление TIG-сварки и внедрение её в различные отрасли производства потребовало новых типов материалов. Эту нишу по праву занял вольфрам. Даже далёкие от производства люди могли видеть вольфрамовые электроды при выполнении ремонта холодильников, автомобилей и другой бытовой техники. Кстати, аргон не единственный газ, применяемый в этом виде сварки. С не меньшим успехом используют углекислый газ и различные смеси газов.
Сварка металлов в среде защитного газа позволяет не только получить качественный, чистый шов, но и продлевает срок службы электродов, которым придают определенную форму. Это необходимо для стабилизации дуги при сваривании деталей толщиной от 0,1 мм и более, без ограничений по максимальной толщине конструкции.
Особенности вольфрамовых электродов
Вольфрам может работать в высокотемпературной среде, что положительно отличает его от остальных металлов. Кроме того, он обладает ещё одной замечательной способностью: не размягчаться. Добавление легирующих компонентов расширяет возможности использования этих изделий.
Кроме того, добавки вносят для повышения стабильности дуги или увеличения срока работы при высокой температуре. Количество и материал добавок определяют марку и тип электродов. Ознакомиться с полным каталогом вольфрамовых электродов и купить их можно в интернет-магазине на сайте https://kedrweld.ru. Здесь представлены лучшие образцы от производителя.
Маркировка электродов
Вольфрамовые электроды подразделяют на две группы: для работы на постоянном и на переменном токе. Они классифицируются и маркируются по международному стандарту EN 26848.
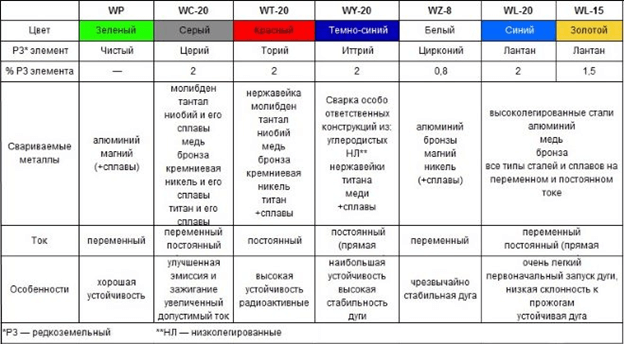
В России такие электроды выпускаются диаметром от 0,5 до 10 мм под маркировкой, в соответствии с ГОСТом 23949-80:
- ЭВЧ – изготовленные из вольфрама;
- ЭВТ — вольфрам с присадкой двуокиси тория;
- ЭВЛ – вольфрам с присадкой лантана;
- ЭВМ – вольфрам с присадкой иттрия.
Такие изделия не уступают качеством своим зарубежным аналогам.
Сферы применения
Знание областей применения тех или иных видов вольфрамовых электродов, а также их особенностей поможет сделать правильный выбор.
Каждый вид создан с определенной целью, определяющей виды производства, в которых они используются:
- Электроды без легирования используют для сварки никеля, алюминия.
- Электроды WC-20 используются для сварки тантала, молибдена, высоколегированных сталей, титана, никеля, меди.
- Электродами с маркировкой WL можно выполнить напыление металла и плазменную сварку обычных и нержавеющих сталей в среде аргона, с использованием переменного или постоянного тока прямой полярности.
- Электродами WZ можно варить никель, алюминий, магний и их сплавы в среде аргона.
- Электроды с красным наконечником WT 20 нужны для сварки меди, никеля, титана и высоколегированных сталей. Они отличаются хорошим стартом дуги и большим сроком службы, но могут быть опасны для здоровья при вдыхании сварочных газов и аэрозолей.
Сварка вольфрамовым электродом
Преимущества
Неплавящийся вольфрамовый электрод обладает следующими преимуществами:
- стабильная сварочная дуга;
- наличие широкого ассортимента с различными характеристиками;
- длительное время работы;
- высокая экономическая эффективность применения.
Заточка
От формы наконечника зависит правильное распределение энергии в направлении свариваемых деталей и величина давления дуги, что, в свою очередь, определит форму шва. Поэтому к заточке нужно подходить серьёзно и со знанием дела. Заточку можно проводить на электрическом наждаке вручную, но лучших результатов добиваются при использовании специальных устройств.

Форма заточки определяется маркой электрода и параметрами свариваемых заготовок:
- Марки WP и WL должны заканчиваться шариком;
- На марке WT конец электрода должен иметь небольшую выпуклость;
- Другие виды затачивают конусом (как карандаш).
Интересная особенность наблюдается при сваривании алюминиевых деталей – на конце электрода образуется сфера, и необходимость затачивания отпадает. Длина затачиваемого участка определяется диаметром прутка, умноженного на 2,5. Этот коэффициент является постоянным.
Требования к процессу сварки
Технология и правила сварки
Для ручной аргонодуговой сварки вольфрамовыми электродами чаще всего используют инвертор. Во всем мире этот процесс известен как TIG. В таком режиме могут работать не только инверторы, но и другие типы сварочных аппаратов. Кроме того, различают работу на переменном токе (АС) и работу на стабилизированном постоянном токе (ДС).
Сварка ведётся в различных направлениях с расположением горелки под разными углами, в зависимости от толщины свариваемых материалов. Главное условие качественного шва – поддержание стабильной дуги. Проще всего получить хороший результат при работе на постоянном токе прямой полярности.
Очень важно правильно подавать присадочную проволоку и следить за нагревом электрода в процессе его заточки. При перегреве электрод становится хрупким и может переломиться.
Необходимое оборудование для сварки
Прежде всего, нам понадобится источник питания и лучшим выбором станет сварочный инвертор. К нему необходимо добавить следующие средства и материалы:
- горелка;
- газовый шланг;
- неплавящийся вольфрамовый электрод;
- защитный газ — аргон;
- присадочная проволока — пруток.
Вместо аргона можно использовать гелий. Выбор газа решается технологами в зависимости от материала свариваемых деталей. Кроме обеспечения процесса всем необходимым оборудованием, необходимо не забывать о качественной подготовке кромок.
Техника безопасности
Сварка вольфрамом в среде защитного газа по праву считается одним из самых безопасных способов соединения деталей. Это обусловлено малым количеством вредных веществ, выделяемых в процессе сварки. Несмотря на это, необходимо стремиться к еще большему уменьшению опасных газов и механической пыли. Это достигается уменьшением скорости сварки, снижением величины сварочного тока и недопущения к свариванию поверхностей, загрязненных маслом.
Сварщики должны допускаться к работе только после прохождения всех видов инструктажа и после проверки актуальности их допусков. Особенно это касается допуска по электробезопасности. Сварщик должен знать специфику применения индивидуальных средств защиты и неукоснительно использовать их в своей работе. Только такой подход гарантирует многолетний труд без вреда для здоровья.
Правила сварки титановых сплавов
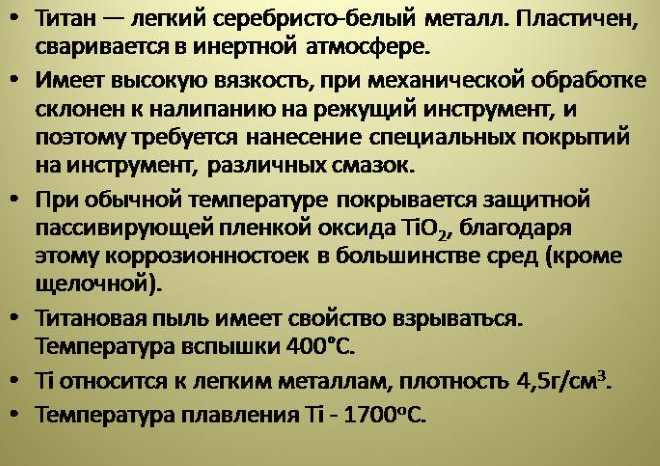
Титан — редкоземельный металл серебристого цвета, с характерным отливом. Используется как основа для создания различных сплавов с высокими прочностными характеристиками.
В чистом виде из-за низкой температуры плавления (640 °C) применяется очень редко, поэтому в обиходе под титановыми изделиями подразумевают обычно изделия из его сплавов. Особенность физических свойств потребует специфического подхода при сварке титана.
Титановые сплавы
Сплавы титана имеют температуру плавления от 1470 до 1825 °C, в зависимости от марки. Они обладают выгодным сочетанием легкости (благодаря малой плотности) и высокой прочности, поэтому часто применяются для изготовления таких конструкций, как велосипедные рамы и детали скоростных автомобилей. Сварка титановых сплавов — сложный технологический процесс, поскольку эти материалы имеют ряд специфических свойств.

Далее под словом «титан» будут подразумеваться именно сплавы титана с легирующими присадками — хромом, железом, молибденом, ванадием, вольфрамом и другими.
Свойства материала
У титана есть несколько особых свойств, которыми обусловлена сложность сварки конструкций из этого металла. В их числе:
- невысокая теплопроводность;
- склонность к самовозгоранию при нагреве до 400 °C и контакте с кислородом;
- окисление под воздействием углекислоты;
- образование нитридных соединений при нагреве до 600 °C и прямом контакте с азотом, твердых, но хрупких;
- склонность к поглощению водорода при нагреве до 250 °C;
- изменение структуры (увеличение зерна) при нагреве свыше 880 °C.
Для титана критично повышение температуры уже свыше 400-500 °C. При таком нагреве у него резко повышается химическая активность, и титан начинает взаимодействовать с атмосферным воздухом, который оказывает на шов сварки губительное воздействие.
При этом могут образовываться гидриды, нитриды, карбиды и другие соединения, которые нарушают прочность сварного шва. Существенное нарушение технологии, несоблюдение требований ГОСТ может привести к тому, что приваренная деталь просто отвалится от легкого удара.
Если сварка проводилась в соответствии с нормативами, то прочность шва будет находиться в пределах 0,6 — 0,8 от прочности свариваемого металла.
На сварку и сварные соединения из титана распространяется ГОСТ Р ИСО под номером 5817-2009. Он устанавливает уровни качества при сварке разных металлов — стали, титана и никеля, в том числе их сплавов и определяет максимально допустимые уровни дефектов готового изделия.
Как подготавливают детали
 Для сварки титана необходимо полностью изолировать свариваемые поверхности от атмосферы, поэтому, как правило, используют автоматическую или полуавтоматическую сварку.
Для сварки титана необходимо полностью изолировать свариваемые поверхности от атмосферы, поэтому, как правило, используют автоматическую или полуавтоматическую сварку.
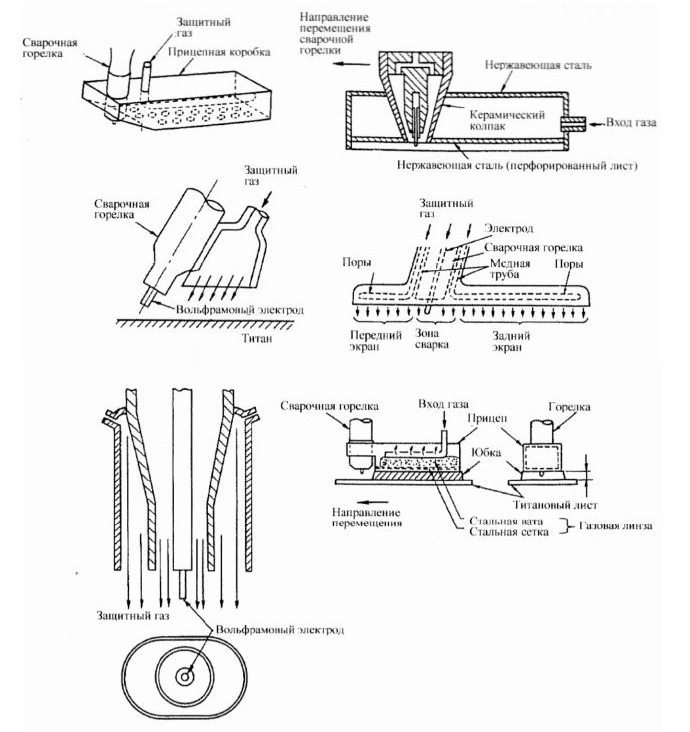
Ручная сварка титана возможна, но только если используется специальная сварочная горелка с керамическим соплом, через которую на свариваемые участки подается под давлением инертный газ — аргон, который вытесняет воздух.
При этом обратная сторона шва должна быть изолирована от атмосферы плотно прилегающими стальными либо медными накладками. Для обеспечения наилучшего качества шва используют перфорированные накладки, в отверстия которых подается аргон.
В случае полуавтоматической или автоматической сварки она проводится в специальной капсуле, заполненной аргоном либо гелием. Сварка титановых труб может производиться без помещения трубы в защитную газовую среду целиком, но при этом сама труба должна быть герметизирована и заполнена аргоном изнутри.
Другим важным нюансом является зачистка и обезжиривание свариваемых поверхностей на 20 мм от линии стыка. Необходимо удалить оксидную пленку, которая всегда присутствует на поверхности титанового изделия.
Работать необходимо в перчатках, поскольку руки, даже чистые, могут оставить на кромке потожировые следы, которые приведут к ухудшению сварного шва.
Перед сваркой титан дополнительно подвергают травлению с использованием смеси соляной кислоты с водой и фторидом натрия — 350 мл HCl, 650 мл дистиллированной воды, 50 г фторида натрия. Температура травления — 60-65 °C, время — около 10 минут.
После травления титан подвергают тщательной шлифовке. Для механической обработки используют наждачную бумагу до № 12, проволочные щетки, шаберы. Необходимо удостовериться, что края свариваемых деталей ровные, на них отсутствуют заусенцы и трещины. Точно так же зачищается и присадочная проволока. Только после этого можно приступать к сварке титана.
Какие методы применяют
 Для сварки титана можно использовать как «холодный» метод, так метод дугового флюса либо плазменно-дуговую сварку.
Для сварки титана можно использовать как «холодный» метод, так метод дугового флюса либо плазменно-дуговую сварку.
Но самым популярным считается метод сварки титана аргоном, то есть плавлением в изолированной аргоновой среде, который был частично описан выше. Детали крупного сечения соединяют методом электрошлаковой сварки.
Многое зависит от вида сплава. Титан марки ВТ1-ВТ5 сваривается очень хорошо, хотя не подлежит закалке. Сплавы ВТ15 — ВТ22 свариваются значительно хуже, образуя крупнозернистый шов низкой прочности, но при этом закалка может повысить его прочность. Остальные виды титановых сплавов — промежуточные.
Возможны следующие виды контактной сварки:
- стыковая;
- точечная;
- роликовая;
- конденсаторная стыковая (для труб).
При аргоновой сварке с флюсом применяется бескислородный флюс АН-11 или АН-Т2.
Ручной процесс
Сварка сплавов с титаном (в общем случае) производится постоянным током, полярность прямая. Ток зависит от толщины соединяемых деталей, калибра электрода и диаметра присадочной проволоки, изменяется в диапазоне 90-200 А.
Чем выше толщина металла, тем больший подается ток. Так, детали толщиной 2 мм соединяются при токе 90 А, 3-4 мм — 130-140 А, 10 мм — 160-200 А. Рекомендуется использовать минимальный ток из возможных. Напряжение всегда одинаково — 10-15 В.
Электроды
Используются неплавящиеся электроды из вольфрама, которые перед началом работы затачиваются под углом 30-45 °C (как у карандаша). Чем больше угол заточки, тем меньше глубина проплавления.

При интенсивном использовании электрод нужно будет снова заточить, как только он затупится. Рекомендуются электроды, содержащие оксид лантана, так как их несущая способность на 50% выше, чем у изделий из чистого вольфрама. Благодаря этому сварной шов будет менее загрязнен вольфрамом, чище, а значит — прочнее.
Проволока
Присадочная проволока — это проволока из титана соответствующего сплава, она подбирается конкретно к свариваемым деталям по специальным таблицам. Проволоку стоит отжигать под вакуумом для удаления водорода, который может присутствовать в сплаве, и в любом случае необходимо зачищать от окислов. Зачищенная проволока хранится в герметичной тубе не более 5 дней.
Если сваривают металл толщиной не более 1,5 мм стыковым методом, то применять проволоку необязательно. Шов без присадки будет даже прочнее.
Особенности технологии
При сварке выдерживается постоянная скорость движения электрода и обеспечивается непрерывная подача присадки. Скорость электрода должна составлять пример 2-2,5 мм/сек. Необходимо выдерживать высокую точность движений, избегать колебаний и уводов электрода в сторону. Электрод должен касаться шва как бы снизу вверх, сварка идет «вперед углом».
Во время всего процесса и около минуты после отключения горелки на свежий шов необходимо продолжать подавать защитный газ, пока температура шва не опустится ниже 400 °C.
В зоне сварки аргон расходуется со скоростью 5-8 литров в минуту, на оборотной стороне шва — 2 литра в минуту.
 При сварке титановых труб их концы герметизируются, а инертный газ — аргон, реже гелий — закачивается внутрь при помощи специального насоса.
При сварке титановых труб их концы герметизируются, а инертный газ — аргон, реже гелий — закачивается внутрь при помощи специального насоса.
В домашних условиях, при отсутствии такого оборудования сварить титановые трубы невозможно. Исключение — конденсаторная стыковая сварка труб из титана марки ВТ1-ВТ2, диаметром не более 23 мм и толщиной стенок не более 1,5 мм.
Их можно сваривать вне защитной газовой среды, но только конденсаторным способом, при высоком зарядном напряжении — 850-2100 В.
Контроль качества
Получившийся шов должен иметь ровный серебристый цвет и не иметь никаких трещин и пор. Если шов получился желтоватым — качество сварки среднее, но удовлетворительное.
Любые другие цвета — серый, коричневый, ярко-золотистый, даже голубой и фиолетовый с переливами — говорят о том, что технология сварки была нарушена, и материал шва содержит ненужные примеси, образовавшиеся при контакте раскаленного титана с атмосферным воздухом. Такое соединение непрочно и может разрушиться при малейшем усилии.
Сварка титана
Титан — удивительный металл. Он отличается уникальным сочетанием свойств: легкость, прочность, коррозионная стойкость. Кроме того, титан не отторгается тканями человеческого организма. Из титана изготавливают детали самолетов и подводных лодок, элитные велосипеды и протезы. Однако обработка титана, а особенно — его сварка сопряжена с определенными трудностями. Для их преодоления ученые и инженеры разработали и успешно применяют специальные способы сварки титана и его сплавов.

Особенности сварки титана и сплавов на его основе
Титан и его сплавы обладают температурой плавления от 1468 до 1830 ° С. Металл обладает высокой жаропрочностью (до 500 °С ) и высокой коррозионной стойкостью. Эти сплавы можно закалять, если добавить в качестве легирующих присадок хром, марганец или ванадий. При этом пластичность материала падает.
Однако при нагреве до 400 ° С поверхностные слои металла становятся химически активными и стремятся прореагировать с доступными окислителями, прежде всего — кислородом и азотом воздуха. Кроме того, при нагреве свыше 800 °С сплавы проявляют склонность к росту зернистости и пористости. Сварка титана должна происходить в условиях отсутствия газов — окислителей.
Способы сварки титана и его сплавов
Учитывая физико-химические свойства, титан и титановые сплавы сваривают только электродуговой сваркой.
Основные способы сварки титана:
- в газовой среде, с бескислородным флюсовым порошком АН-11;
- электрошлаковый для толстых листов, под флюсом АН-Т2;
- контактный в атмосфере защитных газов.

В ходе работы требуется защищать от окислителей не только рабочую зону, но и оборотную сторону соединения. Поэтому технология сварки титана предусматривает работу в изолированном объеме, заполненном газовой смесью на основе аргона. Дополнительную защиту осуществляют, используя подкладки или сваривая детали встык.
Подготовительные операции
Для получения прочного и долговечного шва необходимо подготовить свариваемые поверхности. Прежде всего, следует удалить пленку из окислов. Для этого детали тщательно зачищают и обезжиривают с двух сторон на расстояние в 20 см от линии шва. Проводить очистку и обезжиривание следует в защитных перчатках, предотвращающих попадание потожировых пятен с рук.
Далее поверхности в течение 10 минут обрабатывают травильным составом — 35 частей соляной кислоты, 65 частей воды и 50 граммов фторида натрия. Раствор нагревают до 60-70 °С.
Следом наступает очередь механической обработки — шлифовки металлическими щетками и наждачкой №12 до полного удаления заусенцев и трещинок. Аналогично следует обработать и присадочную проволоку. Теперь можно приступать непосредственно к сварке титана и его сплавов.
Технология и режимы сварки
Ручную сварку титана и его сплавов проводят электродами из вольфрама постоянным током обратной полярности. В ходе работ применяют оснастку и дополнительные приспособления, обеспечивающие защиту рабочей зоны и нагретой области, прилегающей к шву, и значительных отрезком остывающего шовного материала. Это специальные удлиненные насадки с соплами для подачи инертных газов, козырьки, перфорированные подкладные пластины с подачей газа и т.д. При соединении трубопроводов трубы заполняют защитным газом изнутри.
Ручная дуговая сварка
Ручная аргонодуговая сварка чаще всего применяется при изготовлении уникальных изделий или в мелкосерийном производстве, а также при выполнении работ высокой сложности, на которые не получается запрограммировать автомат.

Ручная дуговая сварка
При толщине листа до 3 мм зазор следует выставлять от полмиллиметра до полутора, и сваривать можно без добавления присадочной проволоки. При использовании 1,5-миллиметрового электрода и 2-миллиетровой присадочной проволоки сварочный ток для листов толщиной 2 миллиметра выбирают около 100 ампер, а для листов в 3-4 мм — ток увеличивают до 140 ампер.
Электрод ведут прямо, без колебаний, а наклонен он должен быть вперед по ходу шва. Если используется присадочная проволока, то она должна подаваться непрерывно, а электрод ставится перпендикулярно к заготовке.
После завершения шва и отключения электродуги требуется подавать защитные газы еще как минимум полторы — две минуты, чтобы дать возможность последнему участку шва и околошовной зоны остыть до 400 °С. Такая защита препятствует образованию окислов. Окислившийся шов легко отличим по цвету:
- высококачественный шов — желтый (соломенный);
- окислившийся – серо- черный, с переходом в синеву.
Автоматическая сварка
Автоматическая сварка проводится электродами из вольфрама с применением постоянного тока.
Если используется неплавкий электрод, то рекомендуется применять прямую полярность. Рекомендованный диаметр сопел горелки, подающих защитный газ, должен быть в пределах 12-15 мм.
Розжиг и гашение дуги выполняют не на самой детали, а на расположенных рядом с началом шва планках. Это связано с тем, что в начале и конце работы дуги в ходе переходных процессов возможны броски напряжения, могущие вызвать проплавление основной детали.
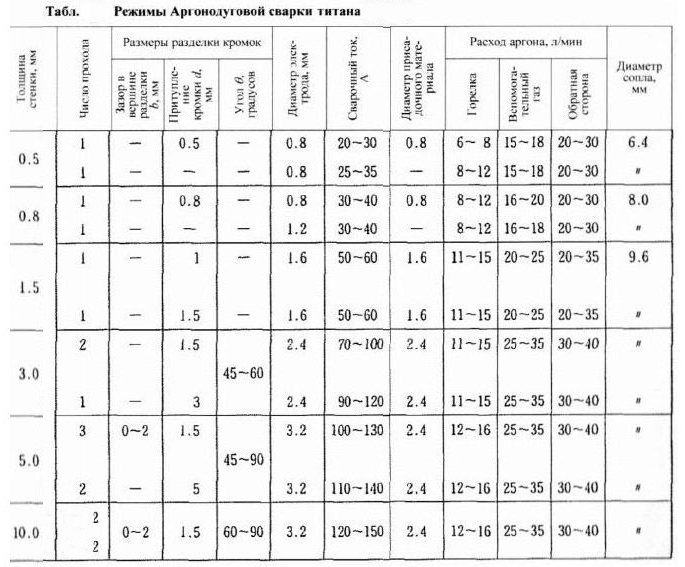
Режимы аргонодуговой сварки титана
При сварке титана аргоном работают с металлом толщиной от 0,8 до 3 миллиметров.
Параметры сварки зависят от толщины листа:
- Диаметр электрода 1 -3 мм;
- напряжение 80-130 вольт;
- сила тока 45-220 А;
- скорость ведения электрода 18-22 метров в час;
- расход газа в горелке 6-12 литров в минуту;
- расход в подкладной пластине 3-4 литра в минуту.
Режимы сварки титана под флюсом
При этом методе линия шва посыпается толстым слоем флюсового порошка. Облако инертных газов образуется по мере сгорания флюсового порошка в пламени электродуги и прикрывает как сварочную ванну, так и околошовное пространство.

Схема сварки под флюсом
Метод позволяет работать с более толстыми деталями – до 5 мм для стыковых и угловых соединений, а при сварке внахлест — только до 3 мм. Ток при этом используется от 250 до 330 ампер, рабочее напряжение — 24-38 вольт. Данный метод обеспечивает повышенную скорость сварки — от 40 до 50 метров в час (почти метр в минуту).
Электрошлаковая сварка титановых сплавов
Этот способ применяется реже, но позволяет достигнуть высокой эффективности при соединении заготовок из титановых сплавов с добавлением алюминия и олова. Метод весьма энергоемкий, применяются трехфазные сварочные источники. Сварочные токи достигают полутора тысяч ампер.
Применяются пластинчатые электроды сечением 12×60 мм. Они позволяют получить высококачественный шов, причем шовный материал по своим основным механическим параметрам близок к материалу деталей.
Для прессованных из титана деталей проводят сварку круглыми 8-миллиметровыми электродами. При этом не удается достигнуть столь же высоких прочностных показателей, как для пластинчатых.

При работе данным методом не рекомендуется использовать плавкие электроды из легированных сплавов, ввиду чрезмерного насыщения прессованного материала сварочными газами.
Контактная сварка титана
При контактной сварке электроды не используются для разжигания дуги, их назначение — только подвести электрический ток к рабочей зоне. Дуга разжигается непосредственно между небольшими зонами деталей, сближаемых между собой под давлением электродов. Метод применяется для сварки относительно тонких листов проката в ходе изготовления сосудов, корпусов и т.п.
Контактная сварка бывает:
- стыковая;
- точечная;
- шовная, или роликовая;
- конденсаторная
По данным исследований, наилучшая скорость оплавления при работе с крупными заготовками должна составлять 2-3 мм/с. Повышение скорости вызывает понижение прочностных характеристик шва, несмотря на аргонную защитную атмосферу.
В ходе подготовки к сварочным работам кромки заготовок следует отфрезеровать или зачистить абразивными материалами. Необходимо также тщательно обезжирить как линию шва, так и околошовную зону до 20 см. Поскольку титан имеет низкую теплопроводность, он склонен перегреваться. Поэтому значение осадки устанавливается на 10-20% выше, чем для конструкционных сталей.
Режимы стыковой сварки титана
Сварочные режимы определяются, прежде всего, площадью сечения свариваемых заготовок. Метод позволяет сваривать детали сечением от 150 до 10 000 мм 2 . При этом остальные характеристики варьируются в зависимости от сечения:
- осадочное давление 2,9-9890 МН/м 2 ;
- вылет 25-200 мм;
- припуск оплавки 8-40 мм;
- припуск осадки 3-15 мм;
- скорость оплавки 6-2,5 мм/сек;
- рабочий ток 1,5-50 А.
Точечная сварка титана
Этот метод позволяет получить негерметичное соединение листового металла до 4 мм толщины. Она широко применяется для корпусов механизмов и защитных кожухом, для сборки различных опорных рамок и т.п. Электрод должен быть достаточно прочным, чтобы выдерживать большое усилие сжатия листов. Для сварки протяженных швов с целью повышения производительности используется несколько электродов, расположенных с тем же шагом, что и точки шва.

Режимы точечной сварки титана определяются толщиной проката:
- толщина листа 0,8-2,5 мм;
- контактная поверхность 4-8 мм;
- давление электрода 1,9-6,8 кН;
- длительность импульса 0,1-0,4 с;
- длительность сжатия 0,1-0,4 с;
- ток импульса 7-12 кА.
Шовная роликовая сварка титана
данный способ используется для создания герметичных сварных соединений. Используются электроды в виде силовых роликов, которые катятся вдоль лини шва и сжимают листы заготовок друг с другом. На них периодически подают мощные импульсы тока с тем расчетом, чтобы зоны проплавления, имеющие овальную форму, перекрывали друг друга на 10-15% . Цепочка таких точек сварки и образует непрерывный герметичный шов. Метод позволяет сваривать листы толщиной от 0,2 до 3 мм и весьма популярен при изготовлении герметичных емкостей сосудов низкого давления, таких, как топливные баки, сильфоны и т.п.
Режимы конденсаторной стыковой сварки титановых труб
Конденсаторный метод является подвидом шовной сварки и отличается от него тем, что энергия электрического импульса запасается в батарее, составленной из мощных конденсаторов, и управляющим модулем периодически подается на электроды. Трубные заготовки диаметром до 23 мм с толщиной стенки до 1,5 мм получается сваривать даже без защитной атмосферы, поскольку мощный импульс выжигает окислители в зоне сварки.
Режим сварки также определяется диаметром трубы и толщиной ее стенки. Емкость конденсаторной батареи колеблется от 5 000 до 7000 микрофарад, напряжение импульса — от 800 до 2100 вольт, усилие сжатия — от 8 до 24 кН.
Очень важно соблюдать дистанцию вылета труб из вкладышей (от 1 до 1,8мм), поскольку при его превышении более 2,2 мм происходит смещение торцов и неполный провар шва.
Возможные дефекты при сварке
Одним из наиболее часто встречающихся дефектов является повышенная пористость шва. Он возникает за счет поглощения шовным материалом пузырьков водорода, попадающего в сварочную ванну. Чтобы избежать пористости, следует:
- тщательно зачистить и обезжирить рабочие поверхности;
- обеспечить достаточную защиту сварочной ванны и зоны остывающего металла.
Распространено также образование окисного слоя, переходящего от линии шва к сплошному металлу заготовок. Избежать этого позволяет поддержание защитного газового облака до остывания шва до температуры 400 °С.
Как выполняется сварка титана и его сплавов
Титан – это нержавеющий металл, сплавы которого активно применяются в различных отраслях промышленности. При воздействии температур до 500°C металл сохраняет прочность, а температура плавления его сплавов находится в диапазоне 1470-1825°C градусов. Этот металл обладает высокой коррозионной устойчивостью к воздействию воды и агрессивных сред.

В промышленности в основном используются различные сплавы титана с марганцем, хромом и молибденом. Для придания пластичных свойств в титан добавляется алюминий, хром, цирконий и другие элементы.
Плотность титановых сплавов в среднем составляет 4500 кг/м3, что на 40% меньше плотности стали. Таким образом, применение этого металла позволяет облегчить ответственные конструкции.
Существуют две фазы состояния кристаллической решетки титана:
- Фаза α – при температуре окружающей среды. Структура металла в этой фазе мелкозернистая, не изменяющаяся при плавном перепаде температур. Сплавы такой фазы (группы ВТ-1 — ВТ5.1) обладают пластичностью, хорошо свариваются, но не поддаются термообработке.
- Фаза β –металл при температуре выше 880°C. Увеличивается размер зерен, появляются поры, повышается чувствительность к скорости охлаждения. У сплавов, выполненных на основе этой фазы (группы ВТ15 — ВТ22), ухудшенные показатели свариваемости и пластичности, но их можно подвергать термообработке для повышения прочности.
Существуют также промежуточные сплавы ВТ-4 – ВТ8, которые изготавливаются для конкретных технологических потребностей.

Стандарт ГОСТ Р ИСО 5817-2009 регламентирует требования к выбору определенной технологии соединения металлов, контроль качества и допустимый уровень отклонений от заданных параметров.
Предварительная подготовка металла
Титан легко вступает в химические реакции газами, содержащимися в воздухе (H2, O2, N2), а образующиеся соединения ухудшают его характеристики. Когда титан нагревается свыше 400°C, происходит образование оксидно-нитридной пленке на его поверхности. Для предотвращения появления этой пленки должна быть обеспечена защита от воздуха всей поверхности в зоне сварочных работ, которая подвергается нагреву до этой температуры.
Перед началом сварки поверхность кромок обрабатывается с целью устранения масло-жировых отложений:
- В условиях мастерской очистка производится ацетоном или техническим спиртом.
- При промышленной сварке проводится травление металла водным раствором соляной кислоты, в который добавлен фторид натрия. Процедура выполняется в не более 10 минут при температуре около 60°C.
- Кромки и примыкающая к сварному шву поверхность очищаются при помощи металлической щетки, наждачной бумаги, шиберов или зачистных кругов на УШМ.
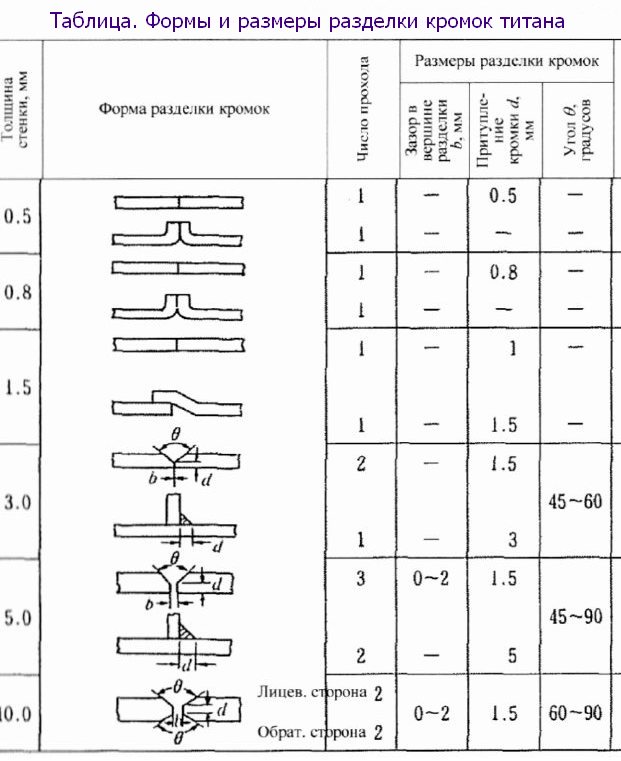
В таблице ниже представлены варианты обработки кромок соединяемых деталей.

Технологии
Сплавы титана могут соединяться несколькими способами, выбор которых зависит от назначения свариваемого соединения, сложности и стоимости работы. Оптимальная скорость сварки равна 12-15 см в минуту, поскольку при данной скорости шов имеет наилучшую прочность.
Для защиты внутренней части шва применяются накладки с пазами для подачи отверстиями для выхода защитного газа, которые выполняются из меди или стали. При сварке титановых труб требуется закачать газ внутри трубопровода.
Дуговая сварка в среде инертных газов
Для вытеснения воздуха из области сварного соединения применяется аргон или аргоно-гелиевая смесь. Газ поступает на сварочный шов через насадки, установленные на горелке, которые концентрируют направление газового потока и уменьшают площадь нагрева поверхности.
Для сварочных работ применяются герметичные камеры, в которые закачивается газ. Камеры могут быть разного размера, от небольших накладок, примыкающих непосредственно к месту сварки, до помещений объемом 300-350 м3, в которых свариваются большие конструкции (детали ракет и космических кораблей, глубоководных аппаратов). Из таких герметичных ангаров откачивают воздух, их заполняют аргоном, а сварщики работают в скафандрах.
Для соединения труб используются специальные фартуки, загнутые по диаметру трубы. Такие приспособления прижимаются к трубе, обеспечивая герметичность во время работы.

Для сварочных работ применяется плавящийся либо неплавящийся электрод, изготовленный из вольфрама. Для упрочнения шва применяются различные присадки в виде прутков из титановой проволоки. При использовании присадок требуется, чтобы они не выступали за край газового защитного облака, поскольку это приводит к окислению шва.

Ручная дуговая
Ручной вид сварки применяется в мелкосерийном производстве, в условиях мастерских, для выполнения работ высокой сложности.
Газовое облако образуется за счет горения флюсов — порошков, которыми посыпается сварной шов. Флюс позволяет предотвратить увеличение зернистости металла.
Сварка титановых сплавов выполняется с помощью бескислородных флюсов на основе фтора. Выбор марки присадки зависит от толщины металла:
- АН-11 – при толщине до 2 мм;
- АНТ-1,3 – для толщины от 2 до 8 мм;
- АНТ-7 – для более толстого металла.

Для качественной сварки требуется выполнить ряд требований:
- Длина дуги должна быть минимальна.
- Сила тока дуги зависит от толщины металла: до 2 мм – требуется ток силой 90А, 3-4м – 130А, 6-10мм – от 150 до 200А.
- Электрический ток должен быть постоянным, обратной полярности.
- Напряжение при сварке титана любой толщины равно 10-15 В.
- Требуется избегать колебаний присадки и электродов.
- Электрод наклоняется в сторону, обратную направлению шва.
- Подача присадки и газа в шов осуществляется непрерывно, при этом газ должен подаваться в течении 1-2 минут после прекращения сварки. Это позволяет обеспечить процесс равномерного охлаждения.
Для сварки на ручном аппарате применяются вольфрамовые электроды диаметром 2-5 мм, которые могут быть как плавящимися, так и неплавящимися. Для полуавтоматов применяется сварочная титановая проволока диаметром 1,2-2 мм.
Данный вид сварки имеет свои особенности, влияющие на технологический процесс. Такой способ проводится быстрее, чем сварка в защитной среде, но это приводит к снижению прочности сварного шва. Поэтому, чтобы снизить тепловые потери, при данном способе допускается не выполнять механическую зачистку и фрезерование кромок соединения.

Цвет шва позволяет определить его качество: качественный шов обладает желтым оттенком, а шов, подвергшийся окислению – серо-черного цвета с синими оттенками.
Титан с помощью аргонодуговой сварки может соединяться со сталью. В этом случае применяются соединительные вставки из тантала или бронзы, либо из бронзы и ниобия. При нагреве такие вставки обеспечивают пластичность шву за счет проникновения в структуру обоих металлов. Температурный режим и материалы подбираются таким образом, чтобы избежать образования хрупких соединений FeTi и Fe2Ti.
Электрошлаковая
Суть данного метода, применяющегося для металла толщиной от 10 до 600 мм, заключается в нагреве зоны плавления за счет передачи тепла от нагретой шлаковой ванны. Через ванну с расплавом проходит электрический ток, затем электрод погружается в шлаковую ванну, горение дуги прекращается и тепло передается в сварной шов.
Сварка проводится обычно снизу вверх, в вертикально установленных деталях. Для охлаждения области сварки устанавливаются медные ползуны, охлаждаемые водой. Шлак (флюс) выполняет функцию защиты зоны сварки от окисления и воздействия водорода.

Сила тока при таком способе сварки составляет 1500-1600А, а диаметр пластинчатого электрода начинается от 8 мм и выше. Прочностные качества шва составляют 85-90% от показателей цельного металла.
Электронно-лучевая
Соединение таким способом проводится в вакуумных камерах с применением непрерывного либо импульсного электронного луча. Давление в камере снижается до 1-10 Па, благодаря чему металл защищен от воздействия газов, содержащихся в воздухе. При этом методе выполняется глубокое проплавление шва, что очень важно для приборов, использующихся в космических технологиях и в другом высокотехнологичном оборудовании.
Холодная
Это разновидность диффузионной сварки, которая проводится под высоким давлением. При сдавливании двух деталей в кристаллических решетках возникает так называемая «металлическая связь», в результате чего структуры металлов деформируются и образуют общий сплав. Технологически, такое соединение получается менее прочным, чем обычное сварное, поэтому оно может применяться только в конструкциях, где отсутствуют высокие физические нагрузки.
С экономической точки зрения, такой способ сварки более экономичен в долгосрочной перспективе, потому что не требует расходов на инертные газы, электроды и флюсы. Но при этом требуется приобретение дорогостоящего прессового оборудования, цена которого может составлять от нескольких десятков до нескольких сотен тысяч рублей.

При проектировании конструкций, в которых применяется сварка титана, принимается во внимание такой фактор, как прочность шва, которая снижена на 20-40% по сравнению с прочностью самого металла. В некоторых сплавах требуется проведение термического отжига, который снимает внутреннее напряжение металла.
Сварочные работы с титаном являются дорогостоящим процессом, так как помимо стоимости самого обработанного металла (около 1600 руб./кг), требуются значительные расходы на дорогой инертный газ, затраты на электричество, флюсы и электроды. Например, цена сварочной проволоки составляет 3500-4000 р/кг. Высоко ценится труд опытного сварщика, умеющего варить этот металл.
Особенности сварки титана и титановых сплавов. Технология сварки и необходимое оборудование
Титан и его сплавы нашли широкое применение в самых ответственных отраслях современного машиностроения, благодаря их низкой массе, высокой прочности и стойкости к агрессивным химическим средам.
Особенности сварки титана и его сплавов
В то же время сварка этих материалов сильно затруднена, что объясняется рядом их свойств:
- высокая температура плавления (1470-1825℃);
- склонность к увеличению размеров кристаллов и появлению пор при температурах более 880℃;
- окисление металла атмосферным воздухом, высокая химическая активность всех зон, температура которых превышает 400℃;
- сплавы, содержащие железо, хром, марганец, молибден, вольфрам или ванадий, склонны к закалке и обладают низкой пластичностью, в ряде случаев после сварки требуется их отжиг.
Эти факторы обусловили необходимость сварки титана и его сплавов в защитных газовых средах, в первую очередь, аргоновой и гелиевой. Кроме того, одной из главных задач сварочного оборудования, задействованного в работе с данными металлами, является минимизация времени и площади термического воздействия как на шов, так и на прилежащие к нему зоны.
Вне зависимости от использованного вида сварки и технологического процесса прочность шва по отношению к прочности основного металла не превышает 80%, что нужно учитывать при проектировании титановых конструкций.
В настоящее время ведется поиск более эффективных методов соединения материала.
Подготовка титана и его сплавов под сварку
Процесс изготовления любых полуфабрикатов и заготовок из титана и его сплавов связан с термической обработкой металла. Это значит, что на поверхности изделий содержится плотная оксидно-нитридная пленка, без разрушения которой сварочные работы будут невозможны или неэффективны. Поэтому процесс подготовки к сварке имеет такую последовательность:
- Подгонка заготовок, кромкование в случае необходимости.
- Механическая обработка (шлифование) подготовленных кромок, а также прилегающих к ним поверхностей.
- Химическая обработка стыка. Для растворения остаточных пленок используется смесь дистиллированной воды, соляной кислоты и фторида натрия в пропорции 13:7:1. Время воздействия на металл составляет 5-10 минут, необходимая температура – около 60℃.
- Окончательная обработка. Непосредственно перед сваркой стык и прилегающие к нему зоны (шириной до 25 мм) зачищают металлической щеткой до характерного блеска, после чего обезжиривают спиртосодержащими составами.
Правильно проведенные подготовительные операции сводят к минимуму вероятность появления полостей в сварочном шве, его растрескивание или разрушение под нагрузкой, позволяют сформировать однородную устойчивую сварочную ванну.
Основные способы сварки материала
Из-за необходимости защиты шва от вредоносного воздействия окружающего воздуха, а также в связи со склонностью титана и титановых сплавов терять прочность при длительном термическом воздействии широкое распространение получили лишь такие виды сварки материала:
- электродуговая в защитной газовой среде – предполагает быструю проварку шва неплавящимся или плавящимся электродом в камере, заполненной аргоном, гелием или другими инертными газами;
- электрошлаковая сварка – обеспечивает защиту шва тугоплавкими фтористыми флюсами, плавление которых осуществляется низковольтным переменным током;
- электронно-лучевая и лазерная технологии – позволяют проводить сварку в полностью изолированной безвоздушной среде при отсутствии прямого контакта с заготовками, высокая концентрация тепловой энергии гарантирует быструю проплавку и малую ширину шва;
- альтернативные виды – включают сварку титана и его сплавов давлением, трением, взрывом и прочими способами, предполагающими взаимопроникновение стыкуемых поверхностей под действием механических сил.
Ограниченно применяются дуговая сварка под флюсом и контактная точечная сварка титана. Среди их преимуществ – относительная простота, дешевизна и низкая трудоемкость технологий, но качество шва значительно уступает рассмотренным выше методам.
В машиностроении распространена практика сварки изделий из титана или титановых сплавов со сталью. Она осложнена вероятностью возникновения хрупких химических соединений – титанидов железа (FeTi и Fe2Ti). Проблема решается выбором особых режимов проварки шва в среде аргона вольфрамовым электродом, а также методом комбинированных вставок, когда между заготовкой из титана и заготовкой из стали помещается прослойка из бронзы или тантала. Особо сложные соединения требуют совместного использования бронзы и ниобия, которые соединяют в камере с контролируемой атмосферой.
Технология сварки титана аргоном
Аргонодуговая сварка титана и его сплавов приобрела наибольшую популярность ввиду оптимального соотношения доступности технологического процесса и качества получаемых швов. Она широко используется как в массовом производстве деталей из титановых заготовок, так и в частных случаях.
Необходимое оборудование
Технология допускает использование любого электродугового сварочного аппарата, способного обеспечить жесткую вольт-амперную характеристику (обычно сила тока составляет не менее 140 А). Используются вольфрамовые электроды, особенности которых рассмотрены ниже. Поскольку свойства металла требуют непрерывной защиты стыка инертными газами, особую сложность представляет именно равномерная подача газа с необходимой интенсивностью.
Распространены три способа газовой защиты:
- струйная – аргон подается в зону сварки направленной струей через специализированные сопла и отражатели, вытесняя атмосферный воздух;
- местная – предполагает использование небольших герметичных камер, заполненных газом, работать в которых можно через гибкие рукава-манипуляторы;
- полная – промышленный способ, при котором заготовки размещаются в камере с контролируемой атмосферой (например, УБС-1, ВКС-1, ВУАС-1), требует использования сварочного костюма-скафандра.
Важно помнить, что защите должна подвергаться не только сварочная ванна, но и обратная стороны стыка, а также все прилегающие к ним зоны, которые нагреваются до высоких температур в процессе сварки.
Выбор электродов
Для аргонодуговой сварки титана и титановых сплавов используют вольфрамовые электроды малого диаметра.
Если толщина стыка не превышает 3 мм, применяются электроды диаметром 1,5-2,0 мм без присадочного материала. Во всех остальных случаях толщина электрода соответствует толщине стыка, использование присадочной проволоки обязательно.
При первых же признаках износа или повреждения электрод заменяют. Работа неисправным электродом не только отрицательно сказывается на технических характеристиках сварочных швов, чувствительных к режиму проведения работ, но и может быть небезопасной для сварщика.
Присадочная проволока
Выбор присадочного материала зависит от марки титана или сплава, толщины заготовок, толщины электрода, параметров сварки, эффективности принятого метода защиты стыка от атмосферного воздуха. В большинстве случаев можно руководствоваться этой таблицей:
| Марка материала | Марка присадочной проволоки |
| ВТ1-00, ВТ1-0, ОТ4-0, ОТ4-1, ОТ4, ВТ5, ВТ5-1 | ВТ1-00св, ВТ2, ВТ2В, ВТ20-1св, ВТ20-2св |
| ВТ6, ВТ3-1, ВТ9, ВТ14, ВТ16, ВТ20 | ВТ15, СПТ-2, СП-15 |
| ВТ22 (с пост-термообработкой) | ВТ20-1св, ВТ20-2св, СПТ-2 |
| ПТ-7М, ПТ-3В, ПТ-1M | ВТ1-00св, СПТ-2, СП-15 |
Следует учитывать, что металлы марок ОТ4, ВТ5, ВТ5-1 требуют использования щадящих режимов сварки, в том числе с минимальной погонной энергией. Для большинства других материалов требуются режимы с быстрым охлаждением.
Процесс сварки
Наличие и метод разделки кромок, а также параметры сварки зависят от толщины стыка. Обычно эта зависимость имеет такой вид:
| Толщина металла, мм | Разделка кромок | Сила сварочного тока, А | Напряжение дуги, В | Диаметр присадочной проволоки, мм | Количество проходов, шт. |
| 1-3 | Отсутствует | 40-90 | 10-14 | 1,2-2,0 | 1 |
| 3-10 | Односторонняя прямая фаска под углом 35-45° | 120-200 | 10-15 | 1,5-2,5 | 2-12 |
| 10-20 | Радиальная ванна с бортами, наклоненными на 15° | 180-280 | 12-16 | 2,5-3,0 | 12-26 |
| Более 20 | Двухсторонние прямые фаски под углом 30-35° | 230-280 | 13-16 | 2,5-3,0 | Не менее 24 |
Электродуговую сварку титана и сплавов проводят в нижнем положении. Техника мало чем отличается от классической дуговой сварки, общий алгоритм действий включает следующее:
- Закрепление очищенных и обезжиренных заготовок на опорной поверхности с зазором, соответствующим конфигурации детали и режиму сварки (для листов толщиной 2,0-3,0 мм зазор составляет 0,5-1,5 мм).
- Подача аргона к месту стыка или в защитную камеру. При струйном методе защиты общий расход газа на обдув рабочей и обратной стороны шва составляет 12-16 л/мин для листов толщиной 2,0-3,0 мм.
- Поджигание дуги в начале шва. Происходит не раньше, чем через 15 секунд после начала струйной подачи аргона или сразу после вытеснения атмосферного воздуха из защитной камеры.
- Последовательная проварка шва. Осуществляется путем плавного и достаточно быстрого осевого перемещения, поперечное смещение следует свести к минимуму. Обычно электрод ведется углом вперед, а присадочную проволоку подают перпендикулярно ему.
- Повторная проварка шва в случае необходимости. Может проводиться до 40 последовательных проходов.
- Обрыв дуги и завершение работ. При этом подача аргона продолжается, пока металл в зоне стыка не остынет до 250-300℃ (для изделий небольшой толщины – около 45-60 секунд).
Как варить титан в среде аргона? Премудрости аргонодуговой сварки
Аргонная сварка титана требует соблюдения некоторых технических условий. Рассмотрим эти нюансы!
При сварке титановых изделий, зону соединения рекомендуется надежно защищать от атмосферного воздуха. В защите нуждаются — сварочная ванна и участки металла нагретые свыше 400 градусов.
Титан соприкасаясь с кислородом и азотом при нагреве до высоких температур становится хрупким. Поэтому для защиты зоны сварки от окисления и азотирования на горелку устанавливают специальные приспособления.
Ниже на фото показаны приспособления для защиты вспомогательного газа и подачи аргона в повышенном количестве.
Подготовка материала
Сварка аргоном титана выполняется только после подготовки сварных кромок и присадки. Для наглядности таблица разделки кромок.
Перед работой, нужно провести полировку (зачистку) поверхности изделий стальной щеткой, наждачной бумагой и обезжирить ацетоном, спиртом.
Для удаления оксидной пленки, можно приготовить смесь из 2-4% фтористоводородной кислоты и 30-40% азотной кислоты. Травление производится в течение 30 секунд, температура травления не более 60 градусов.
Сварка титана в среде защитного газа нуждается в присадочных материалах. Которые подразделяются по составу (палладий, ванадий, алюминий) и по содержанию кислорода. Таблица (ниже) с характеристиками присадок из титана и его сплава.
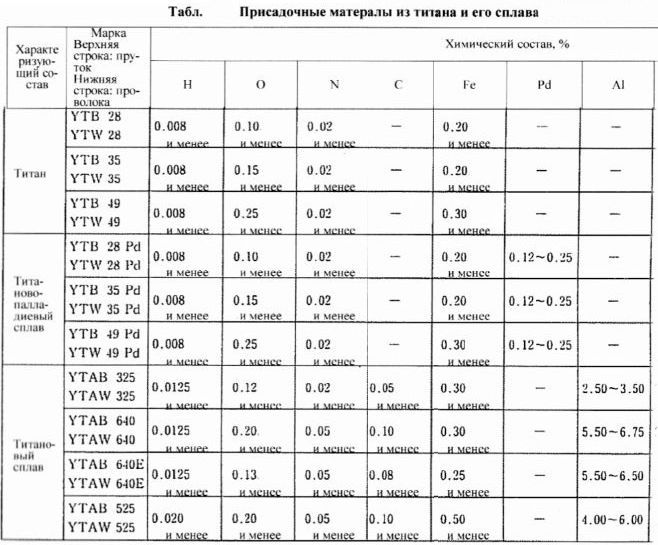
Присадочные прутки и проволока во время сварки в аргоне, не должны выходить за пределы защитного газа. Потому что при соприкосновении с воздухом титановые присадки загрязняются.
Технология сварки титана аргоном
Аргонодуговая сварка титана выполняется на постоянном токе прямой полярности. Электроды используются вольфрамовые. Как варить правильно?
В отдельных случаях аргонодуговая сварка титана нуждается в специальных приспособлениях, в которые поступает инертный газ вытесняя воздух. Эти принадлежности могут быть любой формы и размеров, смотрите схемы вначале статьи.
Также сварка аргоном титана возможна с использованием медных или стальных подкладок. В которых можно вырезать отверстия для подачи газа.
Для соединения труб применяют специальные фартуки с разным закруглением, зависит от диаметра трубы.

Видео: аргонная сварка титана (труб) с фартуком.
При соединении встык или внахлест, толщина металла до 3 мм можно не использовать присадочную проволоку. Просто ставится сопло по диаметру побольше и увеличивается подача аргона.
Чтобы сварка титана в домашней мастерской проходила более качественно и быстрее, посмотрите в таблице основные режимы аргонодугового соединения.
Варить титан необходимо на короткой дуге, без колебательный движений. Подача присадочного прута происходит беспрерывно. Всё познается на практике, методом проб и ошибок.
Подачу газа после гашения дуги для остывания металла рекомендуется ещё продолжать в течение минуты. Это действие предотвратит сварной шов от окисления.
Качественный шов должен получится светлым и серебристым. Если ваше творение имеет черный цвет и синеву, значит шов получил загрязнение кислородом или азотом. В таких случаях, изделие требуется переварить.
Видео: аргонная сварка титана (советы и рекомендации от профи).
Как сварить титан в среде аргона
Рассмотрим, в чём состоит технология сварки титана аргоном и чем она отличается от остальных видов сварки. Варить титан трудно, главным образом, по той причине, что его для расплавления приходится разогревать до высокой температуры. При этом данный металл становится химически очень активным к газам, содержащимся в составе воздуха. Так, при температуре порядка 400 °C воздух способствует образованию окиси титана в виде плёнки на поверхности детали. Что касается водорода (которого не так уж много в атмосферном воздухе), то от него страдают свойства самого титана. Так что сварка титана требует изоляции его от окружающего воздуха.

Исходные данные и история вопроса
Мало кто знает, что один из самых прочных металлов на Земле – титан – довольно распространён в природе. Его проще найти, чем цинк или медь. Этот тусклый металл сероватого оттенка плавится при 1700 °C, но после нагревания до 400 °C начинает проявлять бурную химическую активность. Его техническая ценность заключается в высокой коррозиостойкости и сравнительно небольшой теплоте при сваривании.
Ещё интереснее особенность кристаллической решётки титана. В зависимости от температуры, он может существовать в альфа или бета фазе. Титан и его сплавы учёные-химики разделили на α, α + β и β группы. Особенность их сварки сильно различается.
Не обойти вопрос о насыщенном альфированном слое, возникающем даже при обычной температуре на поверхности титана. Это растворённый кислород! Плёнка бывает золотистого, фиолетового и даже белого цвета. Ну а взаимодействие с атмосферным азотом приводит к росту прочности, но титан начинает крошиться. Водород же порождает трещины и поры в швах.
Подготовка к сварке
Приступая к сварке титана, нужно зачистить детали стальной щёткой либо наждаком, а также обезжирить их поверхность спиртом или ацетоном, так же как при сварке алюминия Как правило, на поверхности титановых изделий уже имеется оксидная плёнка. Её следует удалить. Для этого понадобится раствор азотной и фтористой кислоты. Данный процесс ещё называют травлением, длится он всего пол минуты. Важно контролировать, чтобы температура не поднялась выше 60 градусов. Выше мы уже упоминали о присадочных материалах. Добавим палладий и ванадий, а самый доступный их них – алюминий.
Электроды
Материалом электрода в данном случае является тугоплавкий металл- вольфрам, а вставок – тантал, ниобий и бронза. Здесь свариваются бронза и сталь, тантал и титан; вольфрамовый электрод остаётся не плавящимся; защитой служит аргоновая атмосфера либо другая контролируемая смесь инертных газов.
Как сварить титан
Над данной технической проблемой первым задумался Уильям Джон Арбегаст, инженер из США. Именно он разработал технологию сварки титана и его сплавов в аргоне.Чем варят титан ?
Ознакомимся с дуговой сваркой титана. Её осуществляют в среде, состоящей из смеси двух инертных газов: аргона и гелия. Они и защищают место сварки металла от губительного воздуха, не нанося никакого вреда сами по себе. Блестящая идея! Но реализовать её на практике оказалось непростой задачей… Решили, что смесь будет поступать из сопла горелки, а чтобы увеличить защищённую потоком площадь, применили специальные насадки. А как же быть с противоположной стороной соприкосновения деталей? Чтобы надёжно заварить, тут на помощь пришли планки из меди с желобом для поступления аргона.
А как быть, если конструкция свариваемых деталей сложная? В таком случае не обойтись без специальной камеры с заданной атмосферой (упоминавшаяся выше смесь). Она может быть небольшой, в виде локальной насадки из ткани, для конкретного узла. Либо жёсткой, побольше, из металла, в которые предварительно ставят детали и всю требуемую для сварки оснастку. Но в любом случае сварщик должен хорошо видеть место сварки и свободно выполнять все необходимые манипуляции, что обеспечивают специальные рукавицы и иллюминаторы.

Наконец, для сварки самых крупных деталей сварочная камера может достигать размеров приличной жилой комнаты, выполненной в металле, герметичной и со шлюзами. Внутри устанавливается всё необходимое, взамен откачанного воздуха пространство заполняется аргоном, а сварщики на время выполнения работ превращаются в космонавтов с настоящими скафандрами!
Технологии сварки титана
Также сварка титана аргоном возможна под флюсами АНТ из фтора электрошлаковым способом или на прокладке из меди. Диаметр электрода составляет здесь 2 – 5 мм, а его вылет – до 22 мм. Благодаря действию флюса качество шва получается ещё выше: в его структуре практически отсутствуют поры. Отдельного рассмотрения заслуживает часто встречающаяся в металлургии сварка титана и стали. Здесь появляются нюансы, диктующие дополнительные жёсткие требования к технологии процесса. Так, образующиеся в сварочном шве фазы типа FeTi являются хрупкими по своей природе.
Сварка титана аргоном со сталью проводится в защитном газе аргоне вольфрамовым электродом или через промежуточные вставки. Комбинированные вставки выполняются из тантала и бронзы. При этом бронза сваривается со сталью аргонодуговой сваркой неплавящимися электродом, а тантал с титаном сваривается в камерах с контролируемой атмосферой. Используются также комбинированные вставки из бронзы и ниобия. При этом сварку осуществляет вольфрамовый электрод в камере с контролируемой атмосферой.
В любом случае недопустим перегрев, с ним борются различными способами: электромагнитным и ультразвуковым воздействием, импульсами и колебаниями луча или электрода.
Ручная аргонодуговая сварка титана вольфрамовым электродом
Ручная аргонодуговая сварка титана вольфрамовым электродом в среде инертных защитных газов является предпочтительным метод соединения данного металла. Использование этого способа позволяет обеспечить достаточный уровень защиты зоны сварки, по сравнению с другими методами термической сварки.
| Марка металла | Свариваемость | Технологические особенности сварки |
| ВТ1-00, ВТ1-0, ОТ4-0, ОТ4-1 | Хорошая | Тщательная зачистка кромок деталей. Выбор режимов с минимальной погонной энергией. Электродная проволока ВТ1-00св, ВТ2, ВТ2В, ВТ20-1св, ВТ20-2св |
| ОТ4, ВТ5, ВТ5-1 | Удовлетворительная | |
| ВТ6, ВТ3-1, ВТ9, ВТ14, ВТ16, ВТ20 | Ограниченная | Сварка на мягких режимах с высокой скоростью охлаждения. Электродная проволока ВТ15, СПТ-2, СП-15 |
| ВТ22 | Сварка с последующей термообработкой. Электродная проволока ВТ6св, ВТ20-1св, ВТ20-2св, СПТ-2 | |
| ПТ-7М, ПТ-3В, ПТ-1M | Хорошая | Режимы с высокой скоростью охлаждения. Электродная проволока ВТ1-00св, СПТ-2, СП-15 |
Трудности при сварке
Титан проявляет высокую химическую активность с атмосферными газами при высокой температуре и особенно в жидком состоянии. Поэтому при сварке титана возникает потребность в газовой защите не только сварочной дуги и ванны, а и остывающих участков основного металла пока их температура не будет ниже 250-300 градусов. Требуется также защита обратной стороны сварочного соединения.
Нагретые до высокой температуры (не расплавленные) участки металла склонны к росту зерен металла. Поэтому для сварки необходимо использовать режимы обеспечивающие минимальный нагрев околошовной зоны.
Сварные соединения из титана склонны к образованию пор и холодных трещин при наличии в зоне сварки вредных газовых примесей и водорода. Для противодействия этому тщательно очищают сварочные материалы и кромки деталей.
Сила поверхностного натяжения титана в точке плавления выше в 1,5 раз, чем алюминия. Это позволяет выполнять сварку на весу. Однако жидкий титан обладает низкой вязкостью и если не соблюдать правила сборки конструкции могут возникнуть прожоги.
Газовая защита
Существует три варианта газовой защиты которые используют при сварке титана и его сплавов:
- струйная – с задействованием специальных приспособлений;
- местная – в герметичных камерах малого объема;
- общая – в камерах с контролируемой атмосферой (УБС-1, ВКС-1, ВУАС-1).

Рис. 1. Газовая защита нагретых участков
При аргонодуговой сварке титана вольфрамовым электродом следует применять горелки с большим газовым соплом. Это позволяет создать широкий радиус защиты. Поток защитного газа должен быть ламинарным, что достигается газовыми линзами, которые устанавливаются изнутри сопла. В случае когда сопло горелки не гарантирует надежной газовой защиты, его дополняют специальной насадкой, коробом или другими приспособлениями. Расход газа зависит от режимов сварки и устанавливается в диапазоне 8-20 л/мин.
Дополнительные защитные устройства изготавливают из нержавеющих сталей. Внутри имеются рассекатели и газовые линзы. Насадка прикрепляется к газовой горелке для защиты кристаллизующейся части шва. Ширина насадки от 40-50 мм, длина от 60-120 мм в зависимости от режима сварки. Для сварки труб применяют местные или малогабаритные защитные камеры.

Рис. 2. Защита шва трубопровода
Получаемое качество сварного шва при сварке титана определить достаточно легко. Для этого достаточно посмотреть на цвет металла сварного шва. Серебристая и соломенного цвета поверхность — хорошее качество сварного соединения. Желто-голубой — нарушение защиты, но в отдельных случаях такие швы допускаются. Темно-синие швы или синевато-серые с пятнами серого налета характеризуются низким качеством сварочного шва.
Подготовка и сборка сварочных соединений под аргонодуговую сварку такие же как для механизированной сварки титана.
Выбор параметров режима сварки
Сварку титана выполняют на постоянном токе прямой полярности. Используют непрерывную дугу и импульсно-дуговую сварку. Используют аргон высшего сорта или гелий высокой частоты. Часто для защиты зоны сварки используют газовые смеси аргона и гелия высокой чистоты. Сила тока зависит от толщины свариваемого соединения и выбранного диаметра вольфрамового электрода. Сварку титана рекомендуют вести в отдельных помещениях без сквозняков со скоростью движения воздуха не более 0,5 м/с. Температура воздуха в помещениях где выполняется сварка не ниже + 15 °C.

Ориентировочные режимы сварки титановых сплавов
Техника аргонодуговой сварки титана
Аргонодуговую сварку титана выполняют в нижнем положении. Во время сварки колебательные движения не выполняют. Сварка короткой дугой, углом вперед. Присадочный пруток подается непрерывно, а угол между ним и горелкой около 90°. Присадочный пруток выбирают того же химического состава, что и основной металл.
Тонколистовые детали до 2,5 мм сваривают без разделки кромок. Детали более толстые сваривают с разделкой кромок и использованием присадки.
Значительные улучшения при сварке деталей толщиной 0,5-2,0 мм можно получить при сварке импульсной дугой. При помощи импульсно-дуговой сварки достигается минимальный нагрев околошовной зоны.
Окончание сварки или случайный обрыв дуги должен происходить с последующей подачей аргона пока металл шва не остынет до 250-300 °C.
Сварка титана и титановых сплавов. Как и чем варить титан и его сплавы?
Содержание
- Особенности сварки титана и его сплавов
- Какие способы используют для сварки титана?
- Подготовка титана под сварку
- Ручная дуговая сварка титана и титановых сплавов
- Технология, техника и режимы сварки
- Видео: аргонодуговая сварка труб из титана
- Автоматическая сварка титана и его сплавов
- Режимы автоматической сварки титана в аргоне
- Режимы дуговой сварки титана под флюсом
- Электрошлаковая сварка титановых сплавов
- Контактная сварка титана
- Режимы стыковой сварки титана
- Режимы точечной сварки титана
- Режимы шовной (роликовой) сварки титана
- Конденсаторная сварка титановых труб
Особенности сварки титана и сплавов на его основе
Сварка титана и титановых сплавов всё чаще применяется в промышленности из-за их физико-химических свойств. Температура плавления титана составляет, по разным данным, 1470-1825°C. Титан способен сохранять высокую прочность до температуры 500°C, а также высокую коррозионную стойкость во многих агрессивных средах.
Основное условие для качественной сварки титана — это необходимость надёжной защиты зоны сварки и обратной стороны шва от вредного воздействия атмосферного воздуха. При этом, защищать нужно не только сварочную ванну, но и те участки металла, температура нагрева которых превышает 400°C. Кроме этого, необходимо обеспечить минимальный по времени нагрев свариваемых кромок.
Дополнительными трудностями при сварке титана являются его склонность к увеличению размера зерна при высоких температурах (выше 880°C) и к образованию пор.
Титановые сплавы склонны к закалке, в зависимости от легирующего элемента. Такие элементы как Cr, Fe, Mn, W, Mo, V, входящие в состав сплава, снижают его пластичность. Так, при температуре 250°C начинается интенсивное поглощение водорода, при 400°C кислорода и при 600°C азота.
Прочность сварного соединения титана и титановых сплавов, в зависимости от марки сплава и способа сварки плавлением составляет 0,6-0,8 прочности основного металла. Сварные соединения из титановых сплавов марок ВТ5, ОТ4, ВТ4 и др. не последующей термической обработке не подвергают. В отдельных случаях допускается выполнять отжиг для снятия напряжений.
Какие способы используют для сварки титана и его сплавов?
Титан и его сплавы свариваются плавлением только дуговой (ручной или автоматической) сваркой. Наибольшее распространение получила сварка в среде аргона или гелия под некислородным флюсом марки АН-11. Для изделий большой толщины применяют электрошлаковую сварку под флюсом марки АН-Т2. Кроме того, титан хорошо сваривается контактной сваркой в среде защитных газов или без неё. При сварке плавлением необходимо обеспечивать газовую защиту оборотной стороны шва в среде аргона. В связи с этим, рекомендуется применять сварку на подкладках или производить сварку встык.
Подготовка титана и его сплавов под сварку
Качество титанового сварного соединения во многом будет зависеть от технологической подготовки сварных кромок и сварной проволоки под сварку. У деталей из титана и титановых сплавов поверхность покрыта оксидно-нитридными плёнками, появляющимися после горячей обработки полуфабрикатов, из которых эти детали изготовлены.
Удалить эту плёнку можно при помощи механической обработки и следующего за ней травления в смеси 350мл соляной кислоты, 50г фторида натрия и 650мл воды. Время травления составляет 5-10мин, температура травления 60°C. Перед сваркой необходимо зачистить металлическими щётками сами сварные кромки, а также участки, на расстоянии 15-20мм от стыка до металлического блеска и обезжирить.
Ручная дуговая сварка титана и титановых сплавов
Технология, техника и режимы сварки
Ручную дуговую сварку титана вольфрамовым электродом выполняют постоянным током прямой полярности. При сварке используют специальные приспособления, с помощью которых обеспечивается защита зоны сварки, околошовной зоны, корня шва, а также остывающих участков шва. Такими приспособлениями могут быть, в частности, удлинённые насадки с отверстиями, защитные козырьки и др.
Защиту корня шва можно обеспечить, если плотно поджать сварные кромки к медной или стальной подкладке. Можно, также, использовать подкладку с отверстиями, или изготовленную из пористого материала и подавать через неё защитный газ. При сварке труб из титана защитный газ пропускают внутрь трубы.
Если толщина свариваемого металла не превышает 3,0мм, то при их сборке допускается зазор от 0,5мм до 1,5мм. В этом случае сварку производят без использования присадочного материала. Если используют присадочный материал, по составу сходный со свариваемым металлом, то диаметр электрода принимается равным толщине основного металла.
Приблизительные режимы для ручной дуговой сварки титана и его сплавов вольфрамовым электродом диаметром 1,5-2мм и присадочной проволокой диаметром 2мм составляют: сила тока 90-100А для сварки металла, толщиной 2мм и 120-140А для металла толщиной 3-4мм. Сварку производят постоянным током прямой полярности, как уже говорилось выше.
Ручную сварку титана проводят без колебательных движений, на короткой дуге. При этом наклон электрода должен быть в противоположную сторону от направления его движения, т.е. сварка выполняется «углом вперёд». Если используется присадочный материал, то рекомендуемый угол между электродом и присадочным прутком составляет 90°. Подача присадочной проволоки осуществляется без перерыва.
 После окончания процесса сварки и гашения электрической дуги, необходимо продолжать подачу защитного газа в течение 0,5-1мин, пока металл не остынет до температуры ниже 400°C. Этот приём помогает предотвратить окисление металла сварного шва и зоны термического влияния. Окисленный шов хорошо различается по цвету. Качественный шов окрашен в светлый, жёлтый или соломенный цвет. Некачественный шов имеет серый или чёрный цвет и наличие синевы в переходной зоне. На рисунке справа показаны неокисленный, качественный шов (сверху) и шов окисленный (снизу).
После окончания процесса сварки и гашения электрической дуги, необходимо продолжать подачу защитного газа в течение 0,5-1мин, пока металл не остынет до температуры ниже 400°C. Этот приём помогает предотвратить окисление металла сварного шва и зоны термического влияния. Окисленный шов хорошо различается по цвету. Качественный шов окрашен в светлый, жёлтый или соломенный цвет. Некачественный шов имеет серый или чёрный цвет и наличие синевы в переходной зоне. На рисунке справа показаны неокисленный, качественный шов (сверху) и шов окисленный (снизу).
Видео: аргонодуговая сварка труб из титана
В представленных ниже коротких видеороликах подробно показан процесс сварки труб из титана в среде аргона с использованием специальных фартуков для защиты зоны сварки:
Автоматическая сварка титана и его сплавов
Автоматическая сварка титана и титановых сплавов выполняется вольфрамовым электродом. Выходные отверстия сварочной горелки должны быть не менее 12-15мм. При сварке неплавящимся электродом рекомендуются постоянный ток прямой полярности.
В связи с высокой активностью титана, зажигание и гашение горелки необходимо производить вне свариваемого изделия — на специальных планках. Также, как и при ручной сварки, после гашения дуги защитный газ необходимо подавать ещё в течение, примерно 1мин, чтобы предотвратить окислении шва и переходной зоны. Рекомендуемые режимы сварки титана для автоматической сварки в защитных газах и автоматической сварки под флюсом представлены в таблицах ниже:

