
Сварка латуни полуавтоматом в домашних условиях
Особенности сварки латуни в домашних условиях
Работа с цветными металлами, такими как латунь, всегда сопряжена с рядом трудностей. Это связано с тем, что физические свойства латуни могут изменяться под воздействием высокой температуры. Многие начинающие сварщики, впервые столкнувшись со сваркой латуни и не знающие всех особенностей, получают неудовлетворительный результат и больше не хотят работать с цветными металлами.

Они считают, что такой сложный по свойствам металл можно сварить только дорогостоящими методами, такими как контактная сварка латуни. Но это не так! Мы готовы доказать, что сварка латуни возможна даже в домашних условиях. В данной статье мы расскажем, как выполняется полуавтоматическая сварка аргоном и проволокой, поскольку такой комплект оборудования наверняка есть у многих домашних умельцев и работа с ним не так уж сложна.
Общая информация
Латунь — широко применяемый металл, в составе которого в большом количестве присутствует медь и цинк. При этом содержание цинка может достигать 50%. Благодаря цинку латунь приобретает улучшенные эксплуатационные характеристики, а себестоимость металла уменьшается.

Латунь изготавливают в промышленных индукционных печах, используя не только медные и цинковые заготовки, в составе могут присутствовать и другие металлы. Например, олово, алюминий, кремний и свинец. Все эти металлы обладают легирующими свойствами и улучшают характеристики латуни. Благодаря им цинк меньше испаряется, улучшаются антикоррозийные свойства, металл легче поддается нарезке. Словом, легирующие металлы придают латуни множество положительных качеств, тогда как в основе всегда остается цинк и медь.
Но, какими бы положительными свойствами не обладали легирующие добавки, у латуни все же есть свои особенности, из-за которых процесс сварки затрудняется. О них, и о технологии сварки латуни мы поговорим далее.
Особенности
Сварка латуни в домашних условиях и на предприятии всегда связана с некоторыми трудностями. У новичков часто получаются непрочные пористые швы, которые не проходят никакой контроль качества. Все дело в особенностях латуни как металла, именно они способствуют ухудшению качества.
Самая главная особенность — это активное испарение цинка во время сварки. Дело в том, что цинк плавится при относительно низкой температуре (около 400 градусов по Цельсию). Из-за этого образуются летучие вещества, которые вступают в контакт с кислородом. В таких случаях на поверхности сварного соединения образуется видимый белый порошкообразный налет. Он способствует ухудшению качества шва. Чтобы избежать этих проблем нужно правильно подобрать оптимальный режим сварки.
Технология сварки
Перед сваркой детали нужно подготовить. Кто-то рекомендует прокаливать заготовки, но мы считаем, что эта процедура излишняя. Мы рекомендуем подогревать только места стыков, и то в случае, если детали крупные и толстые. Что касается кромок, то их нужно разделывать на любых деталях. А вот зачистка необходима только деталям, толщина которых больше 5 миллиметров. Естественно, вне зависимости от толщины металла, с его поверхности нужно убрать грязь, краску и очаги коррозии.
Сварка латуни полуавтоматом выполняется с применением присадочной проволоки и защитного газа. Проволока должна быть изготовлена из латуни. В качестве газа рекомендуем использовать аргон, его можно легко найти в специализированных магазинах. При этом не обязательно покупать большие баллоны, в продаже имеются более компактные варианты по 10-15 литров, они легко поместятся в багажник и их можно перенести самому.

Вставьте проволоку в горелку и только после этого включайте полуавтомат. Установите на полуавтомате постоянный ток и прямую полярность. Проволока латунная сварочная будет подаваться в автоматическом режиме, но если вы уже имеете некоторый опыт ручной подачи проволоки, то можете делать это самостоятельно. В процессе работы следите за тем, чтобы проволока плавилась равномерно и полностью заполняла стык. Дуга должна быть длинной, чтобы уменьшить вероятность образования прожогов на поверхности металла.
Во время сварки вы будете слышать сильный треск. Не беспокойтесь, это абсолютно нормально, подобный звук образуется при испарении цинка. Ведите горелку ровно, не отклоняясь в стороны. После выполнения шва не нужно резко отводить горелку в сторону и отключать подачу газа. Отведите горелку плавно и пусть газ подается в сварочную зону еще секунд 10. После этого прекратите подачу газа.
Техника безопасности
В большинстве случаев сварка латуни относительно безопасна, даже в бытовых условиях, например, в гараже. Но учитывайте, что при плавлении выделяются пары цинка, а это уже может быть опасно для дыхательных путей, так что используйте респираторы. Не забывайте о других обязательных средствах защиты: одежде из плотной ткани, ботинок, не проводящих электричество, защитных перчаток и маске. Держите рядом огнетушитель.
Кстати, технике безопасности мы посвятили множество статей, вы можете ознакомиться с ними тут, тут, и тут. Чем лучше вы знаете правила и умеете применять их на практике, тем выше вероятность, что в критической ситуации вы сможете сохранить себе здоровье и жизнь.
Вместо заключения
Как вы понимаете, технология сварки латуни не так уж сложна, как может показаться на первый взгляд, но она все же имеет ряд особенностей. У новичков часто не получается правильно выполнить сварку, из-за чего они делают вывод, что работа с латунью им не по плечу. Не стоит отчаиваться! Все, что вам нужно, это полуавтомат, латунная проволока для сварки и баллон с аргоном.
К тому же, домашняя сварка не предполагает высочайшего качества швов, вам не нужно соблюдать ГОСТы и беспокоиться о недостатках своей работы. Это дает возможность свободно практиковаться, без переживаний за конечный результат. А вы когда-нибудь работали с латунью? Расскажите о своем положительном (или отрицательном) опыте в комментариях к этой статье.
Сварка латуни


Такой металл как латунь благодаря своим отличным эксплуатационным характеристикам получил сегодня широкое распространение и используется в различных отраслях народного хозяйства. Достаточно часто возникает необходимость сварки латуни, что выполняется с использованием различного оборудования и по строго определенной технологии. Необходимо сказать, что латунь относится к легкоплавким металлам, что необходимо учитывать при выполнении таких работ. Расскажем вам поподробнее как проводиться сварка такого металла.
Особенности сварки латуни
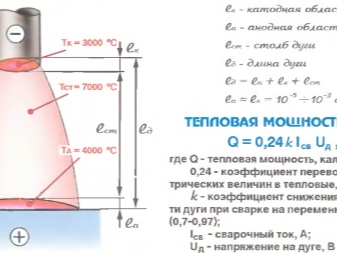
Если же говорить об особенностях работы с этим металлом необходимо сказать, что в отдельных случаях возникают определенные трудности, обусловленные наличием в сплаве цинка, который расплавляется и выгорает при низких температурах. Если у самой латуни температура плавления составляет порядка 700 градусов, то цинк становится жидким и начинает выгорать уже при 420 градусах. Все это существенно усложняет сварку латуни, которая при термической обработке в месте соединительного шва начинает интенсивно кипеть, что в свою очередь не позволяет сформировать правильный шов.

Во время термического воздействия при сварке латуни образуется большое количество белого осадка. Такой остаток представляет собой окись цинка, который выгорает и соединяется с кислородом. Следует также учитывать тот факт, что испарения цинка в соединении с кислородом представляют опасность для человека. Именно поэтому при выполнении таких сварочных работ следует в обязательном порядке использовать следующие средства индивидуальной защиты:
- Респираторы.
- Защитные маски.
- Перчатки.
- Очки.
- Спецодежду.

Используемые сегодня технологии сварки латуни позволяют снизить выгорание цинка, и при этом обеспечивается отсутствие в сварном шве пор, наличие которых отрицательно сказывается на качестве соединения.
Сварка латуни аргоном
Необходимость предварительного прогрева деталей перед выполнением сварочных работ зависит в большей степени от толщины таких элементов. При соединении тонких и средних по своей толщине латунных изделий выполнять их предварительный нагрев не требуется. А вот если соединяются элементы большой толщины, рекомендуется предварительно выполнить местный прогрев.

Также исходя из толщины материала, выполняется разделка кромок под их сварку встык. В том случае, если выполняется работа с латунными листами, толщина которых не превышает полутора миллиметров, рекомендуется выполнять предварительную отбортовку листов. При этом высота такой отбортовки должна равняться двойной толщине свариваемых металлических изделий. В том же случае, если соединяются элементы толщиной более полутора миллиметров, то дополнительно обрабатывать их кромки не требуется.
При сварном соединении металлических латунных изделий следует помнить, что допустимый зазор составляет не более 2 миллиметров. В том случае, если используются дополнительные подкладки, размер допустимого зазора увеличивается до 4 миллиметров. Необходимо учитывать тот факт, что от правильности соблюдения зазора между соединяемыми деталями зависит качество выполненной сварки.

Сварка латуни полуавтоматом
Необходимо сказать, что на выбор используемых электродов непосредственно влияют особенности тех или иных латунных изделий. Наибольшую популярность получили справочные электроды марок Л62 и Л68. Использование проволочных электродов этих марок позволяет существенно уменьшить выгорание цинка, а, следственно, сварные швы отличаются прочностью и имеют правильно сформированную структуру.
Появление при выполнении сварки большого количества дефектов и разнообразных пор в сварных швах существенно усложняет выполняемые работы. Для минимизации таких пор и обеспечения максимальной плотности шва рекомендуется использовать в качестве электродов латунную проволоку, которая легирована различными раскислителями. В качестве раскислителей можно использовать серебро, марганец и алюминий. При выполнении сварочных работ рекомендуется использовать дополнительный флюс, который позволяет улучшить качество соединения и эффективно удаляет из сварного шва появляющийся оксид цинка.
При использовании кислородной сварки этого металла рекомендуем использовать электроды, содержащие в своем составе кремний и олово. В данном случае обеспечивается максимально высокая коррозийная устойчивость, а само соединение получается прочным и устойчивым к воздействию различных агрессивных сред. Распространение также получили кремнистые электроды, которые в процессе сварки уменьшают количество дыма, соответственно снижается показатель угара цинка. Такие кремнийсодержащие электроды широко используются при сварке латуни и стали.
Профессиональные специалисты при выполнении сварочных работ в обязательном порядке используют различные виды флюса. Применение таких составов препятствует окислению в расплавленной ванне и очищает сварные кромки. Все это позволяет существенно улучшить качество проведенных работ. Наилучшие результаты достигаются при использовании флюсов, изготовленных из буры и борной кислоты. Также можем порекомендовать вам использовать флюс БМ1 , который состоит из метилового спирта и метилбората. Использование такой марки флюса позволяет предотвратить выгорание цинка, соответственно сварщик будет полностью защищен от воздействия опасных для здоровья паров цинка.
Газовая сварка латуни
Следует сказать, что такие работы следует выполнять с максимально возможной в конкретном случае скоростью, что объясняется особенностями плавления этого материала. При уменьшении скорости сварки существенно увеличивается количество образующихся в шве пор. Оптимальные показатели скорости сварки составляют приблизительно 0,25 метров в минуту.

Если выполняются работы с латунными изделиями большой толщины, соединяемые детали следует устанавливать к горизонту под углом в 10-15 градусов. При этом сварка ведется снизу вверх. Предварительно необходимо разогреть соединяемые элементы, что позволит ускорить их сварку.
Присадочную проволоку при выполнении сварки латуни необходимо располагать под углом в 30 градусов к свариваемым кромкам. При этом горелка держится под углом близким к 90 градусам к поверхности изделия. Сварку нужно выполнять без поперечных колебаний, что может привести к ненужному расплавлению латунных изделий. Учтите, что проволока или электрод не должны погружаться в расплавленную ванну. Проволока должна быть в пламени горелки над расплавленной ванной. Наплавляемый металл должен располагаться в пламени горелки и каплями стекать в ванну.

Показатели прочности выполненных соединений
Следует сказать, что качество и прочность выполненной сварки латуни зависит от различных факторов. Это и толщина соединяемых элементов, разновидность используемого присадочного материала, характеристики соединяемых латунных изделий. Отметим, что применение той или иной технологии сварки позволяет обеспечить максимально возможную прочность соединения. Необходимо соответствующим образом проводить подготовку материала к работе, правильно выбирать используемый наплавляемый материал, что и станет залогом отсутствие горячих и холодных трещин в сварном шве. Также рекомендуется выполнять дополнительный отжиг соединенных элементов при температуре порядка 550 градусов. Это существенно улучшает структуру металла, обеспечивая максимально возможную прочность соединения. Отметим лишь, что подобный отжиг возможен в случае, когда свариваемые изделия имеют небольшие габариты.
Сварка латуни
Содержание:
- Особенности сварки латуни
- Особенности подготовки деталей к сварке
- Сварка аргоном
- Электродуговой метод
- Газовая сварка
- Техника сварки латуни на автоматах и полуавтоматах
- Интересное видео
Контактная сварка латуни представляет собой один из самых технологически сложных процессов, поэтому процедура чаще всего проводится только опытными мастерами при помощи профессионального оборудования. Это объясняется наличием в состав латуни цинка. Данный элемент при нагревании активно испарятся. Из-за этого в шве могут образоваться поры, значительно ухудшающие его качество.
Сложность сварки латуни заключается еще и в том, что при этом выделяется значительное количество опасных для организма паров цинка. В домашних или промышленных условиях может использоваться любая технология сварки латуни. Выбор наиболее эффективного метода производится на основе анализа количества компонента в сплаве.
Особенности сварки латуни
Латунь — это трудно свариваемый сплав меди и цинка. В сплав могут быть добавлены такие элементы, как никель, олово и свинец. При сварке активно выделяется цинк, что вызывает появление пор, и снижается прочность соединения. Показатель теплопроводности сплава превышает даже сталь. Поэтому для обработки латунных изделий рекомендуется использовать горелку высокой мощности.

Чтобы исключить негативные процессы, рекомендуется регулировать горелку так, чтобы избыток кислорода составлял не менее 25%. Это позволит снизить пористость шва, и повысить его прочность. Однако если этот показатель избытка кислорода будет чрезмерный, может начаться процесс окисления цинка. В таком случае используется присадочная латунная сварочная проволока, имеющая мощный раскислитель. Для этого целесообразно использовать кремний, который потом можно будет удалить в шлак с помощью флюсов.
Особенности подготовки деталей к сварке
Подготовка деталей из латуни к сварке схожа с подготовкой меди. Отличительной особенностью является то, что изделия из латуни имеют небольшую толщину, поэтому не нуждаются в предварительном нагреве. Однако толстые элементы изделий следует подогревать в тех местах, где они будут привариваться. Подготовительные работы помогают улучшить качество шовного соединения, поэтому готовое изделие станет прочным.
При подготовке следует уделить особое внимание обработке рабочих кромок. Если толщина кромки меньше 1,5 мм, следует дополнительно выполнить отбортовку для увеличения этого показатели. Это повысить прочность сварного соединения. Если толщина кромки в пределах нормы, проведение отбортовки не требуется. Однако требуется сохранить зазор между элементами около 2 мм. Для увеличения данного показателя можно использовать подкладки.
Для соединения изделий, где требуется высокий показатель прочности, рекомендуется использовать двухстороннюю сварку. Если удается достигнуть значительной толщины шва, данный момент гарантирует прочное и надежное соединения.
Подготовка деталей к соединению является обязательным и очень важным этапом работ. Если неправильно оценить толщину материала или длину шва, конструкция может деформироваться. Это возникает из-за повышенного напряжения металла. Поэтому для соединения толстых листов или для работы с конструкциями высокой прочности лучше воспользоваться услугами специалистов.
Сварка аргоном
Для сварки бронзы и латуни рекомендуется использовать постоянной ток прямой полярности. Поэтому сварка латуни аргоном является крайне удобным способ изготовления изделий из этого металла.

Первым этапом сварки является подготовка поверхностей свариваемых деталей. Для этого они защищаются при помощи железной щетки, после чего обрабатываются растворителем. Немаловажным этапом является выбор правильной латунной проволоки для сварки. Она должна содержать серебро, кремний, никель, алюминий или другие мощные раскислители. Такой способ сварки повышает антикоррозийные свойства шва.
Технология сварки аргоном латуни заключается в соединении деталей не цельным швом, а небольшими участками. Чтобы избежать прожога деталей, рекомендуется проводить сварку на длинной дуге, чтобы снизить силу тока в той зоне, которая в данный момент сваривается. На финальном этапе горелку необходимо отводить в сторону.
Этот метод оптимально подходит для изделий, где требуется высокая прочность. Однако сварка латуни в домашних условиях чаще всего не проводится. Это связано с тем, что в процессе выделяются опасные химические вещества, поэтому он должен проводиться на открытых площадках с хорошей вентиляцией. К примеру, сварка латуни и нержавейки, которая выполняется только опытными сварщиками, проводится только с помощью аргона.
Электродуговой метод
Сварку латуни можно выполнять и с помощью электродугового способа. Она производится при помощи стержня марки ЛК 80-3. Процесс сварки выполняется с помощью постоянного тока обратной полярности. Для снижения вероятности возгорания цинка используется короткая дуга.
Перед сваркой деталей требуется предварительный разогрев заготовок до температуры 300 градусов. Еще одним важным подготовительным этапом является проковка сварочного шва. Сварка латуни, содержание меди в которой невысоко, выполняется так, чтобы детали были в горячем виде. Поэтому предварительно нуждается в отжиге. Это позволит изменить структуру шва, снизив ее зернистость, что позволит сделать соединение крепким и долговечным.

Газовая сварка
Если другие методы сварки не способны гарантировать высокое качество шва, рекомендуется использовать газовую сварку. Этот метод обеспечивает высокий результат, однако испарения оксида цинка в данном случае составляют около 25%.
В данном случае рекомендуется использование окислительного пламени в горелке. Она способствует формированию оксидной пленки, которая препятствует поступлению цинка в воздух. Выделение цинка можно снизить и при использовании флюса БМ-1.
Техника сварки латуни на автоматах и полуавтоматах
Сварка латуни полуавтоматом практически не отличается от сварки медных деталей. Автоматическая и полуавтоматическая сварка латуни выполняется тонкой проволокой. При этом сварка должна производиться без поперечных колебаний, чтобы предотвратить пористость шва.
Сварка латунной проволокой полуавтоматом обеспечивает более ровный шов. К тому же такой аппарат дает возможность проводить работу в любом положении. Сварка с использованием полуавтомата обеспечивает проведение процесса скрепления деталей в среде защитного углекислого газа. Качество работы зависит от исходных материалов, скорости подачи газа и проволоки, а также от квалификации мастера.

Таким образом, способов, которыми производится сварка латуни, много. Каждая технология имеет определенные преимущества и недостатки, поэтому выбирать оптимальный метод необходимо на основании особенностей сплава, исходного качества деталей, необходимой прочности готового изделия, а также технологических возможностей.
Однако из-за выделения в процессе нагревания металла опасных химических веществ, проводить процедуру необходимо только при наличии опыта в сварке, а также помещения с качественной вентиляцией.
Интересное видео
Сварка латуни: особенности и виды технологий

- Особенности сварочных работ
- Подготовка
- Описание технологий сварки
- Рекомендации
Сварка латуни необходима довольно часто. Выполнить эту работу как следует могут далеко не все люди. Но знание особенностей и видов технологий позволяет хотя бы проконтролировать получаемый результат.

Особенности сварочных работ
Ключевая специфика сварки латуни связана с ее химическим составом. Это сплав таких известных металлов, как медь и цинк. Когда материал нагревают, цинк начинает улетучиваться. Освободившийся объем заполняют различных размеров и форм поры. Но это только половина проблемы.
Куда хуже то, что цинк крайне токсичен для человека. Потому приходится принимать специальные меры, чтобы избежать отравления. Очень важную роль играет строгое соблюдение технологии.
В целом варят латунь примерно по той же схеме, что и простую медь. Если слой металла не превышает 1 см, заблаговременный прогрев его не потребуется.

Подготовка
Сварить латунь можно даже в домашних условиях, но для этого придется провести тщательную подготовку. Толстые конструкционные изделия обязательно надо прогревать в том месте, где будут заниматься сваркой. Этот прием улучшает качество шва и обеспечивает повышенную надежность соединения. Если толщина листов велика, необходимости в отбортовке нет. Однако между составными частями должна сохраняться дистанция не более 2 мм.
Если применяют подкладку, придется делать зазор несколько больше. Особенно прочные конструкции отрабатывают путем двухсторонней сварки. Неверная оценка отдельных параметров приведет к серьезнейшим проблемам. Потому толстые конструкции должны варить только подготовленные профессионалы со стажем.

Описание технологий сварки
Методика сваривания латуни почти не зависит от конкретного варианта выполнения работ. Действовать в любом случае придется максимально быстро. Если варить металл медленнее чем по 0,15 м за минуту, качество быстро упадет. Это выражается в ускоренном улетучивании цинка и активном развитии пористости. Вертикальные элементы из латуни варят строго снизу вверх.
Точки стыка по мере надобности дополнительно разогревают. Потолочная сварка категорически исключена.
Склонность латуни закипать и вытекать сильно вредит при проведении сварочных работ.
Подбор технологии определяется:
- персональными пожеланиями;
- толщиной листа;
- предполагаемыми характеристиками готовой конструкции.


Электродуговая
Предпочтительным вариантом сварки латуни электродуговым способом будет использование электрода из латунной же проволоки. Важно: в ней должно присутствовать как минимум 40% цинка (по массе). Дополнительно должны содержаться алюминий, свинец, марганец, железо. По электродам непрерывно движется электрический ток прямой полярности. Предпочтительна работа «короткой» дугой из нижнего положения.
Дугу поддерживают при силе тока 250 А. Такой параметр оптимален для электродов длиной 5 мм. Подобное соотношение гарантирует скорость проходки швов как минимум 0,3 м за минуту. Когда главная технологическая операция завершена, шов требуется дополнительно подвергнуть проковке и разогреву на 600-650 градусов. Это позволит значительно улучшить характеристики готового изделия.

В некоторых случаях для работы используют буру. Подобная защитная смесь может существенно облегчить выполнение даже самых сложных работ, в том числе очень сложное соединение различных «капризных» металлов. Разогретая бура плавится и образует соли. Позднее они кристаллизуются на поверхности. Убрать остатки такого слоя не слишком сложно.

Аргоновая
Изготовление сварных латунных швов в аргонной среде считается наиболее качественным вариантом. Востребовано это решение и для работы с другими медными сплавами. Тут возможно применение как плавких, так и не подверженных плавлению электродов. Неплавкие детали применяют преимущественно из вольфрама. Отличным присадочным материалом для таких манипуляций считается бронзовый пруток БрКМц-3-1.

Для работы с очень сложными сплавами рекомендуется применять присадки того же состава, что и само изделие.
Варить латунь и бронзу в среде аргона требуется строго в один слой. Но делать нужно не цельный шов, а отдельные последовательные участки. Большое внимание надо уделять точности и аккуратности выполнения работы. При неосторожных манипуляциях велика вероятность прожечь материал.
Частично компенсировать эту опасность помогает использование длинной дуги. Силу тока на свариваемых участках понижают плавно. Более безопасно варить аргоном латунь толщиной свыше 5 мм. Для более тонких конструкций подобный метод непрактичен. Порой правильнее вернуться к традиционной электродуговой методике.

Газовая
Обработка латуни и бронзы в обычной газовой среде вполне возможна, но работать тогда придется максимально быстро и четко. Средняя рациональная скорость — 0,25 м за минуту. Поперечные колебания совершать нельзя. Горелка должна идти под углом 90 градусов к поверхности на всем протяжении шва. Присадочную проволоку надо держать под углом 30 градусов по отношению к обвариваемым кромкам.
Кроме обзора методов, необходимо учесть еще несколько более частных тонкостей. В некоторых случаях используют медно-фосфорный припой. Его повышенная текучесть гарантирует установление превосходных связей на межмолекулярном уровне. Дополнительно поддерживается проникновение в самые мелкие трещины и другие дефекты. Готовый шов очень устойчив к коррозии и прочен механически.


В ряде случаев возникает необходимость сварки латуни и стали. Для нее берут:
- ацетилен-кислородную или пропан-кислородную горелку;
- прутки серии Л69;
- буру.
Латунью лудят стальные компоненты. Потом берут ту же горелку, ту же присадку и приваривают необходимые стальные детали со специальным слоем.

Опасаться насыщения стали углеродом в значительных размерах не стоит. Проблема решается использованием нейтральной или слегка окисленной (по продуктам) реакции горения.
Рекомендована аргонодуговая сварка с присадкой, богатой цинком и марганцем.
Довольно многие люди прибегают к сварке латуни методом TIG. Рекомендуется не DC, а AC режим, потому что он позволяет получить весьма чистый шов. Однако надо учитывать, что выгорание цинка затрудняет розжиг дуги. Впрочем, лучший вариант — все равно использование газовой сварки. Многие отзывы опытных сварщиков говорят, что варить латунь способом TIG весьма мучительно.

Рекомендации
Когда нужно заделать трещину в латунной конструкции при помощи электросварки, применяют либо графитированные, либо имеющие толстое покрытие электроды. Первый вариант позволяет варить нетолстые изделия даже без помощи присадочной проволоки. Иногда используют угольные электроды. Процедура работы с ними не отличается от аналогичной сварки меди; припоем становится латунная проволока.
Чтобы качественнее сварить латунь электродуговым способом, нужно:
- за один проход сваривать не более 3 мм металла;
- предварительно подогревать толстые конструкции до 200-300 градусов;
- прорабатывать тонкостенные материалы в один проход.


Тонкостенные элементы, а также трубы можно соединять главным образом газопламенной сваркой. В пламени должен быть переизбыток кислорода, который компенсирует уход большого количества цинка.
Флюс готовят, используя прокаленную буру с вхождением борной кислоты. Смесь изначально суха; перед самым применением ее разводят водой до нужной концентрации. Пастообразный состав придется наносить мягкой кисточкой на нужное место.
Готовясь к сварке латуни в среде аргона, необходимо очень тщательно подготовить соответствующие места. Убрать окислы поможет травление слабой азотной или соляной кислотой. Важно: между воздействием кислоты и самой сваркой должно проходить как можно меньше времени.
При работе в помещении очень важна качественная вентиляция. Но даже она не освобождает от использования защитных очков и респираторов.

О том, как выполняется сварка латуни, смотрите далее.
Как сварить латунь в домашних условиях
Многие медьсодержащие сплавы поддаются термической обработке. Сварка латуни связана с некоторыми свойствами из-за высокого содержания легкоплавкого цинка. Металл также легируют другими элементами. Приступая к самостоятельному ремонту деталей из латунных сплавов, важно установить марку металла, от этого зависит выбор присадки. Чем светлей металл, тем меньше в нем меди. Цинк дает зеленоватый оттенок. Для ответственных соединений выбирают сварку латуни аргоном, под защитной атмосферой образуется прочный шов.
Особенности сваривания латуни
Тем, кто решил заняться сваркой латуни в домашних условиях, необходимо учитывать особенности цветного сплава. Хотя по физическим свойствам латунные сплавы схожи с медью, из-за высокого содержания цинка (его бывает 40%) латунь намного капризнее. Температура плавления меди – 1080°С, цинка всего 420°С. Он начинает выгорать в процессе работы, вскипает при 950°С. В рабочей зоне образуются ядовитые пары и белый налет на металле, он мешает разогревать заготовки.
Расплавленный цветной металл способен насыщаться водородом, шов становится рыхлым, пористым, начинает трещать. Прочность у такого соединения небольшая. Для получения полноценного шва необходимо предусмотреть:
- защиту свариваемых деталей от перегрева, с этой задачей справляется флюс или шлаковая обмазка;
- локализовать водород, чтобы он не соприкасался с ванной расплава – необходимо увеличить приток кислорода или прикрыть рабочую зону инертным аргоном, препятствующим окислению.
Учитывая особенности латунных сплавов, нетрудно предположить, что варить их можно электродуговой, газовой или аргонодуговой сваркой.
Подготовка деталей к сварке
Для любого вида сварки свариваемый металл предварительно необходимо подготовить. У латунных заготовок необходимо тщательно зачищать кромки, на них содержатся плотный слой окислов. Для работы применяют новые стальные щетки, на которых нет частичек стали, наждачную бумагу или шлифовальную машинку. Некоторые предпочитают работать напильником.
Разделку заготовок проводят, ориентируясь на их толщину:
- детали толщиной от 1,6 до 6 мм предварительно не разделывают;
- тонкостенную латунь (до 1,5 мм) отбортовывают, чтоб улучшить качество соединения;
- кромки заготовок, толще 6 мм, предварительно притупляют: делают Х-образную разделку под двухсторонний провар стыка.
Необходимо придерживаться нескольких правил укладки заготовок:
- детали толще 1,5 мм укладывают с зазором 2 мм, когда расстояние между деталями небольшое, а шов длинный, металл неравномерно прогревается, в нем возникают внутренние напряжения, они становятся причиной трещин;
- используя специальные подкладки, зазор между деталями можно увеличить, толщина диффузного слоя станет больше.
Важно правильно установить детали относительно друг друга, от этого напрямую зависит качество шва. Тонкие заготовки предварительно не прогревают, металл быстро нагревается.
Сварка аргоном
Заготовки, толще 5 мм, можно проварить, используя сварку латуни аргоном. Аппарат подает в рабочую зону защитный газ по соплу, в котором крепится токопроводящий электрод. Валик образуется за счет присадочной проволоки, она должна соответствовать марке латуни.
Под аргоновую сварку окалину с деталей снимают непосредственно перед работой, чтобы поверхность не успела сильно окислиться. Защитный газ включают до разогрева электрода, выключают через 20 секунд после образования валика.
Сварку латуни и бронзы выполняют за один проход, однослойно, прерывистым швом. Работать нужно аккуратно, чтоб не было прожогов, поддерживая длинную дугу, сила тока при этом автоматически снижается, металл не так сильно перегревается во время наплавки присадки. Аргоновая сварка латуни производится постоянным током прямой полярности, в помещениях ее проводят в масках с нагнетанием воздуха. При работе выделяется много вредного оксида цинка. В домашних условиях аргоном латунь не варят.
Электродуговая сварка
Варить латунь можно электродуговой сваркой. Условия получения качественного шва:
- за один проход проваривается латунь толщиной не более 3 мм, толстые заготовки сначала проходят короткими стежками, затем хорошо прогревают, чтобы не возникали трещины и поры, после этого быстро делают финишный слой;
- внутренние напряжения в шве снимают прогревом готового соединения до 600–650°С, структура металла после такого отжига становится мелкозернистой;
- для уплотнения валика швы обязательно проковывают молотком, толстые соединения – в разогретом виде;
- желательно предварительно прогревать заготовки до 200-300°С;
- тонкостенный металл проходят одним швом, чтобы избежать прожогов.
Для сварки латуни нужен постоянный ток, прямой полярности, короткая дуга. Варят металл из нижнего положения. Стандартная скорость образования валика – 30 см за минуту, максимальный ампераж рабочего тока – 250 А (для толстых заготовок).
Сварить латунь можно двумя видами электродов:
- Графитовыми (угольными), они нужны для поддержания дуги при заделке зазора между заготовками. Присадка при сварке тонких деталей не применяется, для соединения толстых элементов применяют многокомпонентную наплавочную проволоку на основе меди и цинка в обмазке из буры или другого флюса.
- Латунными с содержанием цинка (до 40%), марганца, алюминия, других металлов. Их используют как наплавочный материал. Стержень соответствует проволоке ЛК 80-3 или КМц 3-1 (бронзовый сплав). Обмазка содержит марганцевую руду, концентрат титана, борный шлак.
Выбор электродов зависит от химического состава деталей, их толщины. Перед работой их в течение получаса необходимо прокалить при температуре 200°С.
Газовая сварка
Газосварка латуни производится, когда малоэффективна электродуговая сварка, качество швов при работе при плавке металла горелкой хорошее. Варить латунь нужно с переизбытком кислорода в газовой смеси по двум причинам:
- образовавшаяся оксидная пленка на ванне расплава снижает скорость испарения Zn;
- связывается водород, которым может насыщаться шов.
По ГОСТу газовая сварка латуни производится с использованием нескольких видов присадок:
- ЛКБ 062-02-004-05, медная проволока, легированная оловом и кремнием, в составе есть бор, его хватает для защиты ванны расплава, флюс применять не надо;
- ЛК 62-0,5, этот наплавочный латунный материал плавят с бурой.
Защитный флюс делают самостоятельно: смешивают буру или боракс (Na2B4O7) с небольшим количеством борной кислоты. Делают из этой смеси густую кашицу, наносят на рабочую зону кисточкой. Можно купить готовый флюс БМ-1, состоящий из ¾ метилбората и одной части метилового спирта.
Полезные советы
Когда варится латунный сплав, выгорает цинк, образуя токсичный оксид, его можно узнать по мелким хлопьям белого цвета. Процесс сопровождается потрескиванием. В домашних условиях необходимо применять средства индивидуальной защиты, хорошо вентилировать помещение, а лучше работать на открытом воздухе. Как и при любых сварных работах, нужно соблюдать технику безопасности, надевать одежду из плотной негорючей ткани. Огнетушитель нужно держать под рукой.
Вместо сварки нередко применяют пайку латуни паяльной лампой. В качестве присадки используют оловянный припой, как флюс – буру. Расплавленное олово заполнит трещину, у диффузного слоя будет бронзовый оттенок.
Как проводить сварку латуни в домашних условиях? Основные трудности, способы сварки и их особенности
В состав латуни разных марок входит цинк. Содержащиеся в этом сплаве легирующие элементы отрицательно влияют на процесс сварки и вызывают определённые изменения в её физико-химических свойствах.
Особенности сварки латуни
Главная проблема состоит в том, что цинк быстро закипает и выгорает. Дело в том, температура плавления цинка (420 градусов по Цельсию) ниже, чем у основного металла (700 градусов). Такая разница в температурах приводит к плавлению и выгоранию цинка. В результате формируются оксиды цинка. Часть из них испаряется в виде ядовитых газов, поэтому крайне важно соблюдать технику безопасности и работать только в респираторе. Другая часть оседает на поверхности соединяемых деталей в виде белого порошка, что усложняет процесс сварки. Данная проблема чаще всего возникает, если проводить работу в домашних условиях.
Выгорание цинка в дальнейшем отразится на эксплуатационных показателях планируемой конструкции.
Во время сварки может произойти попадание свободного водорода в сварочный шов. В результате химической реакции образуются поры в структуре шва. Это негативно отразится на качестве шва, может привести к появлению трещин и нарушению целостности всей конструкции.
Чтобы не допустить возникновения перечисленных выше проблем, необходимо соблюдать оптимальную температуру при работе с латунью. Если не допустить сильных перемен физического состояния цинка, тогда удастся выполнить прочное соединение свариваемых деталей. Рекомендуется применять большую подачу кислорода, которая не допустит образования пор.
Чтобы не допустить образования окиси, используют специальные насадки, например, кремниевые.
Подготовка к сварке
Подготовка латунных деталей имеет много общего с подготовкой меди. Главное отличие в том, что небольшие заготовки из латуни не подвергаются предварительному нагреву. Толстые детали можно подогреть только в месте будущего шва. Такая обработка позволяет повысить качество работы и прочность всей конструкции.
Необходимо провести правильную подготовку кромок. Если толщина используемой заготовки не превышает 1,5 мм, то проводится отбортовка. Благодаря этому, в два раза возрастает толщина заготовки, из-за чего возрастает и прочность сварочного шва.
Если толщина кромок находится в диапазоне от 1,5 до 6 мм, тогда нет необходимости проводить их обработку. Но в этом случае необходимо использовать подкладки и установить зазор шириной в 2 мм.
Для металла толщиной более 6 мм применяется метод двусторонней проварки. Также в этом случае рекомендуется придать кромкам Х-образную форму, но это не всегда получается.
Способы сварки в домашних условиях
Существует несколько методов сварки латуни, однако, сама технология проведения работы почти не меняется. Существует пара общих правил:
- скорость сварки должна быть высокой (от 15 см/мин);
- нельзя исполнять потолочную сварку (латунь отличается высокой текучестью).
В основном выбор технологии сварки находится в зависимости от тех характеристик, которые хотят придать готовому изделию.
Аргоновая
Наиболее эффективным способом соединения латунных листов является аргоновая сварка. Её целесообразно использовать, если толщина свариваемых деталей не менее 5 мм. Работа выполняется в защите аргоновым газом.
Присадочную проволоку выбирают в зависимости от того, какие требования выдвигаются готовому изделию. Например, присадки марок ЛОК и ЛО повысят устойчивость шва к коррозии.
Электродуговая
Чаще всего в домашних условиях используют электродуговую сварку. Однако здесь есть несколько особенностей, которые обязательно нужно соблюдать.
Для начала нужно правильно подобрать электроды. Стержень должен быть из латуни или бронзы. Рекомендуется использовать марки ЛК 80-3 и КМц 3-1. Перед началом работы производится прогрев заготовок до 300 градусов.
Сварку проводят короткой дугой с применением постоянного тока обратной полярности. Это позволит снизить выгорание цинка. Специалисты советуют использовать соотношения, указанные в таблице.
| Толщина заготовки (мм) | Сила тока (А) |
| до 3 | 180-200 |
| 3-5 | 240-270 |
| 5-10 | 400-450 |
| 10-16 | 500-550 |
После завершения процесса сварки обязательно проводят проковку сварочного шва. Для большей однородности химического состава проводится отжиг металла.
Газовая
Газовая сварка применяется в том случае, если описанные выше способы не приносят должного результата.
Данный метод гарантирует высокую прочность шва, но происходит испарение оксида цинка в больших количествах. Для преодоления этой проблемы в горелке нужно установить окислительное пламя, которое содержит много кислорода и малую долю водорода. Под воздействием такого пламени формируется оксидная плёнка, препятствующая выделению цинка в воздух.
Испарение цинка можно сократить, если при работе пользоваться флюсом БМ-1 или в качестве присадочного материала использовать проволоку, содержащую бор.
Технология сварки аргоном
Для начала нужно хорошо вспомнить технику безопасности при работе с латунью: при работе необходимо надевать респиратор, а саму сварку проводить в хорошо проветриваемом помещении.
Сначала проводят точечную приварку по всей линии шва, а затем детали сваривают полностью. Начинается работа с током малой мощности, которая постепенно повышается. В случае если латунь начинает искрить, силу тока нужно сократить.
Во время работы с присадочным материалом нужно соблюдать осторожность и терпеливость. Излишняя торопливость приведёт к тому, что горелка начнёт контактировать с основным материалом. В результате произойдёт испарение вредных газов, и возникает риск прожечь металл.
В завершение для лучшего внешнего вида сварочного шва проводится его зачистка металлической щёткой.
Технология сварки латуни в домашних условиях — этапы, инструменты, материалы

Мастера-новички или просто те, кто впервые сталкиваются со сваркой цветных металлов, нередко сталкиваются и со сопутствующими осложнениями. Например, в процессе сваривания латуни, некоторые ее свойства изменяются относительно высоты температуры.
Когда результат получается не такой, какого ожидалось, многие мастера впредь не горят желанием работать с этим видом металлов.
Латунь – это сложный металл по составу. Поэтому многие решают, что сварка латуни требует затратного подхода (например, контактная сварка). Но идти в ва-банк необязательно.
При наличии знаний и инструментов, работу можно выполнить и дома в гараже. Одним из таких несложных способов есть полуавтоматическая сварка аргоном и проволокой. Как раз об этой технике мы и поведём речь дальше.
- Свойства
- Трудности
- Технология
- Безопасность
- Итог
Свойства
Латунь как вид цветных металлов, используется часто. Она состоит преимущественно из меди и цинка. Причём, доля последнего может превышать 50% всего состава. Цинк улучшает свойства латуни, делая материал удобным для применения, а цену – доступной.
Основными элементами состава латуни есть медные и цинковые заготовки. Но при выработке этого металла в специальных индукционных печах используют разные легирующие добавки: олово, алюминий, свинец, кремний.
Они существенно улучшают характеристики латуни, делают её более комфортной в применении: метал легче обрабатывать, стойкость к коррозии увеличивается, а сам цинк испаряется меньше.
Да, легирующие компоненты положительно влияют на свойства латуни. Но каково бы нибыло их количество, в процессе сварки все равно возникают трудности. О том, каковы причины осложнений и как сними бороться, мы и расскажем ниже.
Трудности

Некоторые особенности латуни мешают добиться хорошего качества работы. У новичков швы получаются нестойкие и пористые независимо от того, где реализовался процесс (дома или в специальном помещении).
Основное препятствие – это быстрое испарение цинка в процессе сварки. Так как цинк плавится уже за 400 градусов по Цельсию, высокие температуры во время сварки способствуют выработке некоторых летучих веществ.
Они взаимодействуют с кислородом, оставляя на поверхности налёт в виде белого порошка.
Именно этот налёт мешает специалисту сделать ровный качественный шов. Чтобы решить эту проблему, вам нужно правильно выбрать режим сварки.
Технология

Перед процессом сварки все детали обязательно нужно подготовить к работе. Иногда рекомендуют накалить полностью все заготовки, но это время затратная и муторная процедура.
Достаточно разогреть только широкие детали на местах стыков! Зачистку можно делать только на тех элементах, толщина которых превышает 5 миллиметров. Что касается кромки, то тут прорабатывать края нужно на деталях любого вида и размера.
Важным этапом является процесс очищения. В обязательном порядке нужно избавиться от загрязнений, остатков краски или следов коррозии. С помощью проволоки и защитного газа можно сваривать латунь полуавтоматом.
Проволоку подойдёт латуневая, присадочного типа. В качестве газа отличным вариантом будет аргон. Обычно в строительных маркетах легко подобрать всё необходимое.
Мы советуем выбирать комфортные и компактные размеры, с которыми вы сможете справиться самостоятельно. Например, вместо громоздкого баллона с аргоном, можно выбрать небольшой, вместимостью 10-15 литров.
Подключать полуавтомат следует только после того, как проволока уже присоединена к горелке. Затем можете установить режим прямой полярности и постоянного тока. Сварочную проволоку можно подавать с помощью ручного режима или автоподачи.
Но если это дело для вас в новинку, то удобнее использовать автоматический вариант. Латунную проволоку лучше плавить равномерно, а стык следует тщательно заполнить на все 100.
Следите, чтобы дуга оставалась длинной. Это поможет избежать возникновения изъянов в виде прожогов.
Испарение цинка обычно сопровождается сильным треском. Поэтому не удивляйтесь, если этот звук будет присутствовать во время работы. Будьте аккуратны и не отклоняйтесь в стороны, пока ведёте горелку.
Плавно убирайте её только когда шов готов. При этом продолжайте подавать аргон в место сварки ещё 10 секунд.
Безопасность

Техника безопасности — это гарант вашего здоровья, если что-то пойдёт не так. Процесс сварки латуни сам по себе не опасен для мастера, даже если выполняется в не специализированных условиях, например, в домашней мастерской или гараже.
Но пренебрегать основными правилами защиты не стоит. Сварщик должен подобрать одежду из плотной ткани, спецобувь, которая не проводит ток, а также защитные маску и перчатки.
А вот что может навредить, так это испарения цинка, которые выделяются в процессе плавки! Чтобы обезопасить свои дыхательные пути всегда работайте в респираторе.
Подведем черту. Для сварки латуни вам нужны полуавтомат, сварочная латунная проволока и небольшой баллон с аргоновым газом. Относительно, это лёгкий вид сварки.
Поэтому сложности обычно появляются лишь у новичков. Не отчаивайтесь если что-то пошло не так.
Сварка латуни в домашних условиях – это преимущество. Ведь вам не нужно беспокоиться о контроле качества, неукоснительно придерживаться ГОСТов.
Следовательно, это хороший шанс попрактиковаться, чтобы достичь качественного результат в дальнейшем.
Сварка латуни
Латунь – это медный сплав, в состав которого входит цинк. Именно этот химический элемент создает большие проблемы в процессе сварки латунных изделий. У него низкая по сравнению с медью температура плавления – 419С (у меди она 700С). И это становится причиной испарения цинка, в процессе которого образуется его оксид ZnO , он является очень ядовитым газом. Вот почему сварка латуни и бронзы требует наличия респираторов и защитных очков, которые сварщик должен обязательно надевать.

Часть оксида цинка улетучивается, а часть осаждается на поверхности свариваемых заготовок в виде белого налета, который мешает проведению сварочных процессов. Есть определенные технологические приемы, с помощью которых можно уменьшить выделение оксида цинка. Но минимальный показатель выгорания все же составляет около 30%. А это негативно сказывается на качество сварочного шва, потому что в нем образуются поры за счет улетучиваемого цинка. И именно это отличает сварку латуни от сварки меди.
Как правильно заварить латунь – варианты и особенности
В принципе, все виды сварок можно использовать для соединения латунных заготовок. Но чаще всего используется вариант сварки латуни аргоном с неплавящимся электродом или при помощи защитных флюсов.
Как и любой сварочный процесс, все начинается с подготовки латунных деталей. На что необходимо обратить внимание.
- Если надо сваривать тонкие заготовки (и даже средней толщины), то предварительный их нагрев необязателен. Это связано с тем, что теплопроводность металла выше, чем у меди.
- При толщине не более 1,5 мм производится отбортовка кромок.
- При толщине кромок 1,5-6 мм их подготовка не проводится. Но необходимо выдерживать зазор в 2 мм.
- Если при сварке используются подкладки, то зазор можно увеличить вдвое.
- Оптимальный вариант – использовать двустороннюю проварку шва.
- При толщине кромок более 6 мм их необходимо притупить. При этом лучше использовать Х-образную разделку. Не всегда это возможно, но данный вариант обеспечивает лучший провар стыка.
- Увеличение зазора между латунными заготовками – это снижение качества сварного шва.
- При длинных швах и малых зазорах увеличивается в них напряжение, что ведет к деформации и образованию трещин.
Сваривание в аргоне
Сварка латуни и бронзы чаще проводится в среде защитных газов. Для этого используется постоянный ток прямой полярности. Перед началом сварочного процесса заготовки зачищаются железной щеткой до блеска и обрабатываются растворителем, чтобы удалить все загрязнения.
Очень важный момент – это выбор присадочной проволоки. В ее составе должны быть раскислители (кремний, марганец, серебро, алюминий, никель и так далее). К примеру, присадка марки Л62 – это металл, при использовании которого выделяется мало дыма в процессе сварки. Угар оксида цинка составляет всего лишь 2%. Л68 применяется в сварке защитных флюсов. Марки ЛО и ЛОК повышают коррозионную стойкость шва. То есть, под необходимые требования заготовок нужно выбрать свой присадочный стержень.
Сварка латуни в аргоне производится не цельным швом, а небольшими участками, образующими валик. Но при этом появляется большая вероятность прожога. Поэтому рекомендуется сварку проводить на длинной дуге, тем самым снижая силу тока в зоне сваривания. В финальной стадии горелка отводится в сторону.
Это самый качественный вариант для сварки латуни, но в домашних условиях его лучше не применять. В процессе соединения выделяется большое количество оксида цинка. Поэтому процесс проводится или на открытых площадках, или в помещениях с хорошо работающей вентиляцией.
Электродуговая сварка
Сваривание латуни в домашних условиях возможно, если применять электродуговую технологию. Во-первых, для этого используются специальные электроды:
- Стержень из латуни марки ЛК 80-3 или из бронзового сплава марки КМц 3-1.
- Покрытие – ЗТ. Это смесь нескольких материалов в разных пропорциях (сложная комбинация).
Во-вторых, сварка производится постоянным током обратной полярности. Дуга короткая, что уменьшает выгорание цинка. В-третьих, перед началом процесса производится прогрев заготовок до температуры 300С и прокалка электродов до 200С в течение получаса.
Обязательное условие после окончание сварочных работ – это проковка сварного шва. Если соединяются две детали из сплавов с малым содержанием меди, то ковать стык надо на горячо. В некоторых случаях необходим и отжиг металла (постепенное снижение температуры после сильного нагрева), который проводится при температуре 635С. Именно таким образом меняется структура металлического шва, она становится мелкозернистой, что приводит к однородности химического состава.
Варить латунь можно и угольными электродами, но для этого необходимо использовать защитные флюсы. К примеру, самый распространенный флюс – БД-3.
Сварочный режим: ток – постоянный, полярность – прямая. Многое зависит от толщины сваренных заготовок. Если толщина деталей не превышает 3 мм, то необходимо выставить ток в пределах 180-200 А, 3-5 мм – 240-270 А, 5-10 мм – 400-450 А, 10-16 мм – 500-550 А. При этом заготовки толщиною более 10 мм обязательно подогреваются перед сваркой до температуры 350С.
Газовая сварка
Если все предыдущие технологии не обеспечивают необходимый результат, то применяется именно газовая сварка. Она гарантирует высокое качество конечного результата, но у нее есть один большой недостаток – испарение оксида цинка составляет 25%. Чтобы этого избежать, рекомендуется использовать окислительное пламя в горелке. В нем должно быть много кислорода и мало водорода. Под действием кислорода на поверхности сварочной ванны образуется оксидная пленка. Именно она и не дает цинку поступать в воздух. Можно снизить выделение цинка, если использовать при сварке флюс БМ-1.
Вот такие способы, с помощью которых можно провести сварку латунных заготовок. Обязательно ознакомьтесь с видео, размещенном на этой странице.
Сварка латуни
Сварку латуни можно производить практически всеми известными методами. Выбор технологии сваривания зависит от количества легирующих компонентов в составе сплава, чаще всего цинка. Можно проводить аналогии со сваркой меди, технология и способы сварки в обоих случаях, практически полностью совпадают.

Сварочные работы с латунью чаще всего используются для производства оборудования химической и пищевой промышленности. Для этих целей обычно используют профильный прокат, скрепление которого производится с помощью контактной сварки.
Особенности сварки латунных изделий
Исходя из состава и физических свойств, следует выделить некоторые особенности сварки латуни:
- создание цинковой оксидной пленки;
- кипение цинка с последующим испарением;
- формирование пористой структуры сварного шва.
Цинк, содержащийся в сплаве, подвержен повышенному окислению. При перегреве, этот метал вступает в химическую реакцию с кислородом, вследствие чего на месте сварного шва образуется оксидная пленка. Налет белого цвета значительно препятствует соединению свариваемых элементов. Особенно часто подобная проблема возникает при сварке латуни в домашних условиях.

Внешний вид латуни
Кипение и испарение цинка происходит в результате большой разницы в температуре плавления меди и цинка. Цинк плавиться при температуре 420С, а медь при 1080С, что также превышает точку кипения цинка. Из-за подобных физических свойств, сварка латунных изделий сопровождается испарением цинка в большом количестве.
Его выгорание значительно влияет на качество соединения и эксплуатационные характеристики будущего изделия. Поэтому качественная сварка должна производится при оптимальной для нужного нагрева меди и сохранения цинка в сплаве температуре.
Подобные сварочные работы могут сопровождаться поглощением свободного водорода. Такая химическая реакция приводит к формированию пористой структуры шва. Из-за того, что водород не успевает улетучится из нагретого метала, в структуре шва остаются пузыри газа.
Образование пористости значительно влияет на качество соединения, что часто приводит к образованию трещин и потере прочности. Препятствование возникновению этой проблемы – главная задача при сварке латуни. Так, изделие с пористой структурой шва становится просто непригодным для промышленного использования.
Для решения вышеуказанных проблем, сварочные работы проводят при оптимальной температуре, которая позволяет создать прочное соединение без серьезных изменений физического состояния цинка.
Для этих же целей могут применять избыточное поступление кислорода, которое препятствует возникновению пор. Полученные окиси восстанавливают с применением присадок. Чаще всего для таких целей применяют кремний. Он окисляется и выпадает в осадок, очистка шва от которого не составляет особого труда.
Подготовка к сварке
Подготовка к сварке деталей из латуни схожа с подготовкой меди. Только в отличии от нее, латунные изделия небольшой толщины не нужно предварительно нагревать. Толстые элементы желательно подогреть в месте проведения сварочных работ. Такая манипуляция значительно повышает качество шва и прочность будущего изделия.
Очень важно при подготовке к работе обработать рабочие кромки. Если толщина кромки листы меньше 1,5 мм, рекомендуется провести отбортовку. Это позволит вдвое увеличить толщину латунного листа и повысить прочность будущего шва.

Подготовка к сварке латуни
При достаточной толщине листов отбортовку делать не нужно, но следует сохранять зазор между элементами около 2 мм. Увеличение зазора можно делать ппи использовании подкладки. Для изделий повышенной прочности можно применять метод двухсторонней сварки. При достаточной толщине шва, данный метод значительно повысит прочность стыка.
Подготовка латуни к сварке – очень важный этап, так как неправильная оценка толщины листа, длины шва и неверный выбор зазора могут привести к деформации конструкции. Это происходит за счет повышенного напряжения металла. В связи с этим, соединение толстых элементов лучше доверить опытным специалистам, которые профессионально работают с латунью.
Технология сварки латуни
Технология практически не зависит от выбора метода сварки. Существуют определенные правила и требования к таким работам. Рекомендуется придерживаться высокой скорости сварки – не меньше 15 см за минуту. Меньшая скорость повышает риск формирования пористой структуры и избыточного испарения цинка.
Вертикальную сварку выполняют снизу-вверх, при необходимости дополнительно нагревают место стыка. Ни в коем случае нельзя выполнять потолочную сварку, так как латунь легко плавится и обладает повышенными свойствами текучести.
Выбор технологии сварки латуни зависит от индивидуальных пожеланий, толщины листа и желаемых характеристик готового изделия.
Обычно применяются такие методы сварки:
- аргоновая;
- электродуговая;
- газопламенная.

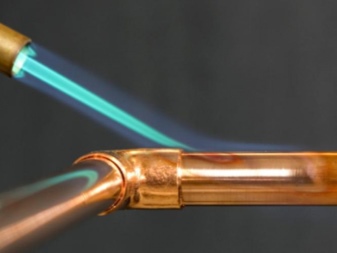
Газопламенная сварка латуни
Аргоновая сварка, на сегодняшний день, наиболее эффективный способ заваривания латунных изделий. Применяют ее обычно при соединении элементов с толщиной более 5 мм. Сварочные работы выполняются в аргоновой среде. Инертный газ используется для создания защиты. Нагрев латуни происходит с помощью электрической дуги. Такая технология имеет ряд преимуществ, которые выгодно выделяют ее среди аналогов.

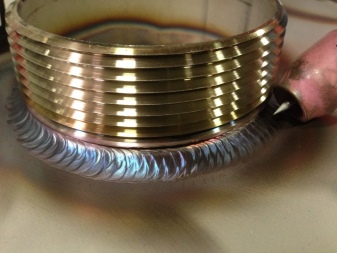
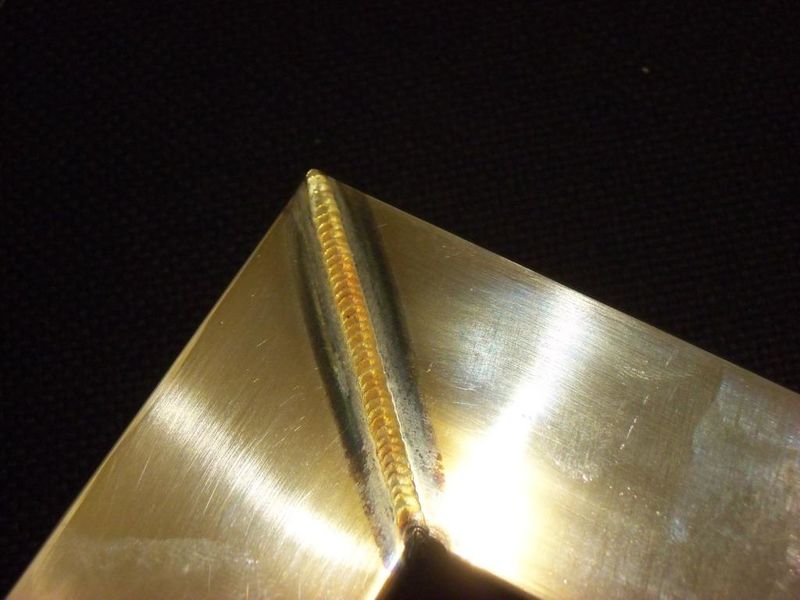
Результат аргоновой сварки латуни
В домашних условиях сварку латуни можно проводить с помощью электродуговой сварки, в том числе сварки полуавтоматом. Для этого необходимо использовать соответствующие электроды.
Работы проводятся постоянным током обратной полярности. Важно, чтобы дуга была короткой. Это препятствует избыточном испарению цинка. Перед началом работ желательно прогреть место стыка и прокалить электроды.
Заканчивать нужно проковкой шва или отжигом металла. Отжиг металла – это постепенной снижение температуры, после интенсивного нагрева. Такие процедуры значительно повышают качество стыка и прочность соединения.
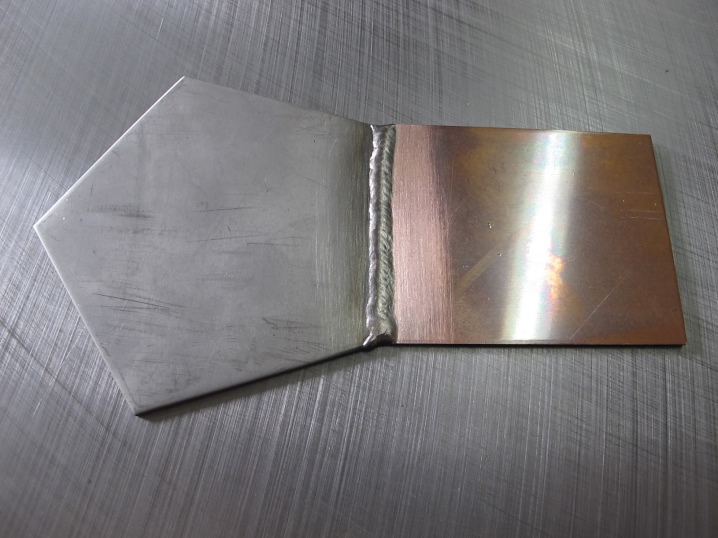
Сварка латуни газом применяется для создания надежного соединения. Использовать ее можно также при сварке латуни со сталью. Однако для создания прочно стыка, необходимо использовать окислительное пламя. С его помощью создается защитная пленка, которая препятствует интенсивному выгоранию цинка.
Выполнение сварочных работ газом выполняется с помощью присадочных проволок. Выбор марки и типа проволоки зависит и состава сплава, и от желаемых характеристик готового изделия. Рекомендуется использовать проволоку, в состав которой входит бор – это позволяет обойтись без применения флюса.
Аргоновая сварка
Соединение латуни аргоном – наиболее эффективная технология, которая широко применяется в промышленном производстве.

Сварка латуни аргоном
Она имеет ряд преимуществ, среди которых стоит выделить следующие:
- Для сварки латуни не требуются электроды со специальным покрытием. На фоне отсутствия необходимости использования флюса, значительно снижается себестоимость работ.
- Такая технология отвечает всем современным нормам безопасности. Благодаря инертному газу, компоненты сплава не вступают в реакцию с компонентами воздуха, при этом не выделяются вредные вещества.
- Аргонодуговая сварка препятствует образованию шлака на стыке, который обычно нужно зачищать.
- Соединение латуни аргоном можно выполнять точеным методом.
- Готовые швы отличаются аккуратностью и привлекательным видом.
- Кромки соединяемых элементов не подвержены окислению за счет использования аргона.
- Аргоновая струя очищает рабочую область от пыли и прочих отходов производства.
- Универсальность способа позволяет стыковать элементы различных размеров и любых условиях производства.
Каждая технология сварки латуни имеет преимущества и недостатки, поэтому выбор следует проводить исходя из индивидуальных особенностей сплава, готового изделия и технических возможностей.

