
Технические характеристики электродов сварочных АНО-4
Технические характеристики электродов сварочных АНО-4

Электроды для сварки углеродистых и низколегированных сталей
При использовании специализированных электродов для сварки высоколегированных сталей, повышаются пластические свойства наплавленного металла и сварного шва, электроды подразделяются на две группы, заметно отличающиеся по использованию. Электроды для первой подгруппы используют, когда к поверхности свариваемого изделия предъявляют жесткие требования стойкости к межкристаллитной коррозии. Вторую же группу применяют при работе жаропрочными и жаростойкими металлами и сплавами. Использование электродов по специальному назначению значительно увеличивают качество свариваемых изделий и чистоту рабочих поверхностей. Сварка всех объектов осуществляется во всех пространственных положениях постоянным током обратной полярности.
29.08.2011 |
Участие в выставке Weldex / РОССВАРКА – 2011
Компания ЗАО «МПТО» приглашает Вас посетить наш стенд № В481 в павильоне 4.1 на выставке «Weldex / Россварка», которая пройдет с 18 по 21 октября 2011 года в Москве в КВЦ «Сокольники».
Информацию о выставке можно посмотреть, перейдя по ссылке:
http://weldex.ru
Будем рады видеть Вас на нашем стенде!
21.06.2010 |
Волгодонский электродный завод проработал и внедрил в производство новые марки продукции — организована продажа электродов для сварки, резки и наплавки новых марок: НИАТ-3М, НИАТ-1, НИАТ-5, АНО-ТМ, ОЗИ-3, ОЗЛ-36, ЭА-898/21Б, ЭА-981/15, АНП-13, НР-70, ОЗС-6.
Вся продукция выпускается с требуемой сертификацией
НИАТ-3М — для особо ответственных конструкций из легированных сталей повышенной и высокой прочности.
НИАТ-1 — для изделий из стойких к коррозии хромоникелевых сталей марок 08Х18Н10, 12Х18Н10Т, 10Х17Н13М2Т и подобных, когда к металлу шва предъявляют повышенные требования стойкости к межкристаллитной коррозии.
НИАТ-5 — для сварки ответственных конструкций из сталей марок: 30ХГСА; 30ХГСНА, а также из других низколегированных и легированных сталей в закаленном состоянии без последующей термообработки, а также аустенитных сталей и их сочетаний с низколегированными и легированными сталями.
ОЗИ-3 – для наплавки штампов холодной и горячей штамповки,
ОЗЛ-36 — для ответственных изделий из коррозионно-стойких хромоникелевых сталей марок 08Х18Н10Т, 06Х18Н11, 08Х18Н10Т, 08Х18Н12Т и подобных
ЭА-981/15 — ответственных конструкций из легированных сталей повышенной и высокой прочности в термически упрочненном состоянии без последующей после сварки термической обработки. >
ОЗС-6 — для конструкций из углеродистых сталей с временным сопротивлением до 450 МПа во всех положениях шва в пространстве переменным и постоянным током обратной полярности
АНП-13 — Электроды для наплавки и ремонта деталей и конструкций из различных углеродистых и низколегированных сталей, которые подвергаются износу в условиях сухого трения. Работы по наплавке производятся в нижнем положении при помощи постоянного тока обратной полярности.
НР-70 – Электроды для наплавки на рабочие поверхности изделий
ЭА-898/21Б — для наплавки второго слоя антикоррозионного покрытия на поверхности изделий из сталей перлитного класса (по первому слою, имеющему аустенитную структуру с ферритной фазой).
АНО-ТМ — электроды для сварки легированных, высокопрочных и теплоустойчивых сталей.
Новые марки нашей продукции всегда на складе в Волгодонске. Напоминаем, что это абсолютно новые электроды, цена на которые устанавливается нами — заводом изготовителем.
Сварочные электроды «АНО 4» — характеристики и область применения
Электроды “АНО-4” очень популярны как среди профессионалов, так и среди начинающих сварщиков. В качестве основы для них, используется сварочная проволока СВ-08 (А). Она имеет углерод в составе, и обеспечивает отличные сварочные свойства.

Данный вид электродов производится многими предприятиями, в числе которых СЗСМ, Патон, Кировский завод и пр. Большинство из этих производителей имеют обширные дилерские сети. Это значит, что их продукцию можно найти практически во всех уголках страны.
“АНО-4” имеет все необходимые сертификаты качества. Они подвергаются испытаниям и прогонке на тестовых стендах. Это дает возможность постоянно улучшать их качество и свойства.
Применение и характеристики электродов
Стержни применяются для конструкций и изделий с содержанием углерода и низким уровнем легирования. Допустимая прочность материалов — 450 МПа. Сварка может производиться в различных положениях и от разного тока.
Параметры:
- коэф. наплавки: 8,3 г/Ач;
- производительность: 1,4 кг/ч;
- расход: 17 кг на 1 кг наплавленного металла;
- покрытие: рутил + карбонат;
- диаметр: 3 — 5 мм.
Для разных диаметров электродов следует использовать разную силу тока. Для 3 мм: 80 — 150 А; для 4 мм: 120 — 180 А; для 5 мм: 150 — 230 А.
При помощи “АНО-4” может производиться сварка загрязненного и ржавого металла. Допускается наличие не кромках повреждений и окисления.
Стержни отличаются легким поджигом дуги, что делает их полезными для новичков.
При получении сварочного шва, в нем образуется небольшое количество водорода, что предотвращает образование трещин и пор, которые могут разрушительно воздействовать на соединение.

Хранение электродов
Продукция поставляется в упаковке и специальной пленке, защищающей изделия от влаги. Однако чтобы электроды долго находились в рабочем состоянии, необходимо соблюдать условия хранения. Они должны находиться в сухом месте при t не ниже 15°С. Очень важно не допускать их намокания или излишней увлажненности помещения. Проследите также, чтобы на них ничего не упало и не вызвало механической деформации. В противном случае покрытие будет повреждено и пользоваться электродами будет невозможно.
Если вышло так, что электроды намокли, их следует просушить. Это делается в специальной печи. Поместите их туда на полчаса. Температура прокалка должна быть равна 150 — 160°С.
Заключение
Электроды “АНО-4” отличаются качественными характеристиками и невысокой ценой. Это позволяет им сохранять популярность и быть востребованными на рынке. Мастера с большим опытом рекомендуют использовать именно эти стержни, поскольку с ними можно добиться высокого качества сварки и комфортной работы.
Сварочные электроды АНО-4 тип Э-46
Условное обозначение электродов —
Электроды АНО-4 цена 3мм и 6 мм 78,00 руб за кг
Электроды АНО-4 цена 4мм и 5 мм 75,90 руб за кг
ГОСТ 9467-75 / Э 46
AWS A 5.1/ E 6012
ISO 2560/ E 382 RC 12
НТД: ГОСТ 9466-75, ГОСТ 9467-75,
ТУ 1272-004-58965179-2006
Электроды АНО-4 используются для ручной дуговой сварки углеродистых марок стали ответственных и рядовых конструкций, на постоянном токе любой полярности или переменном токе от трансформатора при напряжении холостого хода, не меньшего, чем 50 В. Сварка выполняется во всех пространственных положениях, кроме направленного сверху→вниз.
Сварочные электроды АНО-4 относятся к типу с рутиловым покрытием. В основе используются низкоуглеродистая проволока в соответствии с ГОСТом 2246-70, марок Св-08А или Св-08. В покрытии АНО-4 основным компонентом является рутиловый концентрат с содержанием TiO2 — двуоксид титана не менее 95% по ГОСТу 25702.14-83 . Двуоксид титана обеспечивает шлаковую защиту расплавленного металла шва , а также снижает количества необходимых «раскислителей» Si и Mn, что уменьшает токсичность сварочных аэрозолей.
В процессе сварки электродом АНО-4 в кратере образуется пленка с высокой проводимостью, которую обеспечивает двуоксид титана. Благодаря этому свойству при выполнении даже коротких швов получается многократное легкое возбуждение дуги.
Характеристики сварочных электродов АНО-4
Для выбора электродов нужно изучить свойства разных марок. Рассмотрим сварочные характеристики электродов АНО-4 производства компании Промэлектрод:
1. быстрое зажигание дуги в начале работ и при повторах;
2. стабильное горение;
3. можно сваривать поверхность с дефектами, с незначительной коррозией ;
4. стойкость к порообразованию на влажных, загрунтованных и окисленных поверхностях;
5. высокие показатели ударной вязкости и разрывного сопротивления;
6. минимальное разбрызгивание;
7. независимость от увеличения дуги;
8. легкое отслоение шлака;
9. малая токсичность;
10. возможность сварки на бытовом и профессиональном оборудовании, без особых требований к опыту сварщика.
Применение электродов АНО — 4
АНО – 4 нашли широкое применение в сварке газопроводов низкого давления, водопроводных труб. Используют в случаях когда предъявляются особые требования к качеству шва в угловых и стыковых узлах.
Электроды АНО-4 обеспечивают качественные швы при работе на трансформаторных полуавтоматах и инверторах.
Качество электродов для сварки АНО-4
Качество АНО-4 полностью соответствует правилам российских стандартов, ГОСТу 9467-75. АНО-4 — электроды типа Э46 (индекс «46» – это временное сопротивление металла в кгс/мм 2 ).
Американское общество по сварке American Welding Society по классификатору AWS A5.1 относятся к типу E6013. Международная организация по стандартизации International Organization for Standardization по классификатору ISO 2560 AHO -4 относятся к типу E382RC 12.
Качество электродов для сварки марки AHO -4 производства Промэлектрод выполняется по ГОСТ 9466-75, ГОСТ 9467-75, ТУ 1272-007-58965179-2006, удостоверяется:
1. Сертификатом добровольной сертификации Соответствия ГОСТ-Р с приложением протокола испытаний;
2. Санитарным эпидемиологическим заключением.
Аналогами марки ANO-4 принято считать: Lincoln Electric Fleetweld 37, ESAB ОК 46.00, BÖHLER FOX SPE, Askaynak AS R-146.
Производство электродов АНО-4
Отечественными учеными, во второй половине ХХ века под руководством Походни И.К. были разработаны низкотоксичные рутиловые электроды. Их массовое производство в СССР началось в семидесятых годах, когда появился доступ к сырью – рутилу. С тех пор технология производства электродов и составляющих обмазки совершенствовались.
Разработчики присвоили следующие обозначение марки АНО-4 (расшифровка электродов АНО-4):
«АН» – Академия Наук
«О» – общего назначения;
Компания Промэлектрод производит сварочные электроды АНО4 по ГОСТ 9466–75, 9467–75 на поточных линиях с соблюдением требований технической документации.
Электроды АНО4 производятся ООО Промэлектрод под строгим контролем качества методом опрессовки обмазочным покрытием стальных стержней.
Сварочные электроды АНО-4 технические характеристики.

Сварочные электроды АНО-4 технические характеристики.
Марка электродов АНО-4 является одной из самых популярных и востребованных в мире. Сварочные электроды, данной марки, подходят для углеродистых сортов стали с временным сопротивлением тока до 450 Мпа.
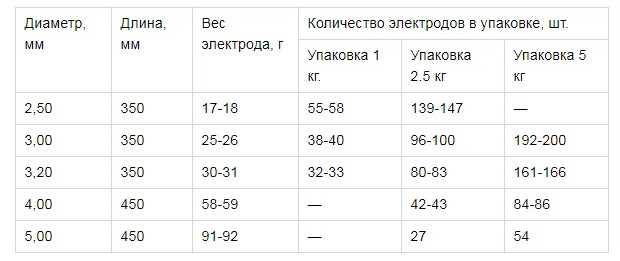
При изготовлении готовые электроды упаковывают в герметичные пачки весом по 1, 2.5, 5 кг. Конечно же могут быть и другие весовые упаковки, в зависимости от производителя и заказчика. Вы можете ниже ознакомится с таблицей, в которой указаны упаковки различной весовой категории и вес электрода АНО-4 1 шт.
Таблица 1.
Технические характеристики сварочных электродов АНО-4.
| Диаметр, мм | Длина, мм | Вес электрода, г | Количество электродов в упаковке, шт. | ||
| Упаковка 1 кг. | Упаковка 2.5 кг | Упаковка 5 кг | |||
| 2,50 | 350 | 17-18 | 55-58 | 139-147 | — |
| 3,00 | 350 | 25-26 | 38-40 | 96-100 | 192-200 |
| 3,20 | 350 | 30-31 | 32-33 | 80-83 | 161-166 |
| 4,00 | 450 | 58-59 | — | 42-43 | 84-86 |
| 5,00 | 450 | 91-92 | — | 27 | 54 |
В зависимости от завода – изготовителя возможна поставка сварочных электродов заказчику различных диаметров: 2, 2.5, 3, 3.2, 4, 5, 6 мм. Самыми популярными из них являются электроды с диаметрами: 3, 4, 5 мм.
С помощью этих электродов можно производить дуговую и ручную сварку металла, постоянным либо переменными токами.
Технические характеристики.
Для данного типа электродов используют: рутиловое и рутил-карбонатное покрытие;
Сорта свариваемых сталей: Ст 1, Ст 2, Ст 3;
Тип тока: переменный, постоянный;
Коэффициент определяющий расход сварочного электрода на 1 кг наплавленного металла: 1.6
Коэффициент наплавки составляет: 8,5 г/А·ч.
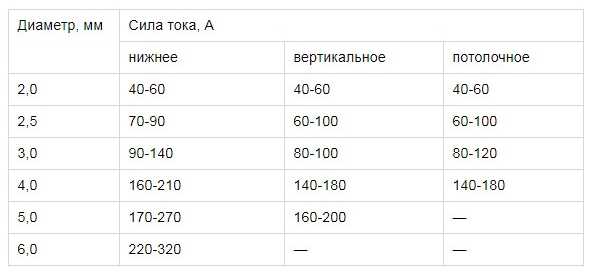
В зависимости от типа электродов будут меняться силы тока.
Для сварочных электродов типа Э46 АНО-4 силы тока будут находится в пределах, которые указаны в таблице 2.
Таблица 2.
Тип электродов Э46 АНО-4. Силы тока при разных положениях шва.
| Диаметр, мм | Сила тока, А | ||
| нижнее | вертикальное | потолочное | |
| 2,0 | 40-60 | 40-60 | 40-60 |
| 2,5 | 70-90 | 60-100 | 60-100 |
| 3,0 | 90-140 | 80-100 | 80-120 |
| 4,0 | 160-210 | 140-180 | 140-180 |
| 5,0 | 170-270 | 160-200 | — |
| 6,0 | 220-320 | — | — |
Стандарты для производства сварочных электродов АНО-4: ГОСТ 9466-75, ГОСТ 9467-75. Украинский стандарт: ДСТУ 2770-94, ДСТУ 2651.
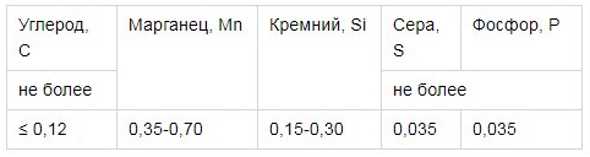
При сварочных работах с электродами типа АНО-4, химический состав образуемого шва должен состоять из стандартного ряда элементов приведенных в таблице 3.
Таблица 3.
Массовая доля химических элементов в сварочном шве.
| Углерод, С | Марганец, Mn | Кремний, Si | Сера, S | Фосфор, P |
| не более | не более | |||
| ≤ 0,12 | 0,35-0,70 | 0,15-0,30 | 0,035 | 0,035 |
Сварочные электроды АНО-4 технические характеристики.
Главными отличиями и достоинствами этих электродов являются:
— Удаление шлака с поверхности шва;
— Легкий и быстрый поджиг дуги, благодаря нанесенному ионизирующему элементу;
— Малая склонность к образованию пор внутри шва.
Примечание: Возможна сварка влажного металла, плохо очищенного и металла с коррозией.
Электроды АНО-4
- МР-3
- МР-3 ЛЮКС
- ОЗС-4
- ОЗС-12
- АНО-4
- АНО-21
- МК-46.00
- УОНИ-13/55
- УОНИ-13/45
- ЦЛ-11
- Т-590
- ОЗЛ-6
- Т-620
- ОЗЛ-8
- УОНИ-13/85
- ЦЧ-4
- МНЧ-2
- НИИ-48Г
- ЭА-395/9
- ЦУ-5
- ТМЛ-3У
- ТМУ-21У
- ЭА-400/10У
- НЖ-13
- ОЗР-1
- УОНИ-13/65
- ЦТ-15
- ЦНИИН-4
- АНО-21 СТАНДАРТ
- ОЗЛ-9А
- ЦН-6Л
- ОЗН-300М
- ЦН-12М-67
- ОЗН-400М
- ЦЛ-39
- ТМЛ-1У
- ОЗЧ-6
- ЛБ-52У
- ОК-46.00
- МР-3С
- МР-3 ЛЮКС ПЛЮС
- УОНИИ-13/55
- УОНИ-13/55Р
 | Применение: для ручной дуговой сварки ответственных угловых, стыковых, нахлесточных соединений из металла толщиной от 3 до 20 мм конструкций из углеродистой стали во всех пространственных положениях сварки, кроме вертикального сверху вниз. |
МЭЗ АНО-4 (НАКС)
СЗСМ АНО-4
Электроды АНО-4 используются для ручной дуговой сварки ответственных конструкций из углеродистых и низколегированных сталей. Мы предлагаем изделия наиболее востребованных диаметров – от 2 до 5 мм. Цена электродов АНО-4 зависит от их размера и бренда.
Основные характеристики АНО-4
Электроды позволяют выполнять ММА переменным и постоянным током обратной полярности. В числе преимуществ:
- электродуга легко зажигается и стабильно горит;
- варить можно на повышенных режимах (детали большой и средней толщины);
- шлаковая корка легко отделяется;
- металл корневого шва в тавровых соединениях не склонен к образованию пор.
Продукция имеет рутил-карбонатное покрытие, поэтому вести сварку можно по поверхностям со следами влаги, окалины, окислов. Выполнять работы рекомендуется на средней дуге.
Область использования
Электроды АНО-4 применяются для сварки водопроводных труб и газопроводов с низким давлением. Подходят для работ, где предъявляются повышенные требования к качеству шва в стыковых и угловых соединениях.
Электроды АНО-4

Конструкция
Сварочные электроды АНО-4 с рутиловым покрытием предназначены для электродуговой сварки металлических элементов, изготовленных из конструкционной стали с низким содержанием углерода (не более 0,25 % ). Основа слоя покрытия электродов данного типа представляет собой рутиловый концентрат, т. е. природный диоксид титана (химический состав ТіО 2 : 60 % титан и 40 % кислород). Свойства металла шва, полученного с использованием электродов с рутиловым покрытием, соответствуют свойствам спокойной (СП) или полуспокойной (ПС) стали обыкновенного качества. Сварной шов получается более устойчивым к образованию трещин по сравнению с результатами сварки электродами с кислым покрытием. По механическим свойствам металла шва и сварного соединения электроды АНО-4 относятся к типу Э-46. Тип Э-46 означает: Э – электрод, 46 – временное сопротивление разрыву не менее 46 кГс/мм 2 .
Преимущества сварочных электродов АНО-4
Одним из основных отличий электродов АНО-4 от сварочных электродов других типов является их способность создавать сварные швы высокого качества. Сварочные работы электродами АНО-4 выполняют во всех пространственных положениях, за исключением способа «сверху-вниз». При сварке по окалине или ржавчине электродами АНО-4 практически не происходит образования пор в сварных швах. Электроды не чувствительны к изменению длины сварочной дуги и позволяют выполнять сварочные работы по загрунтованным поверхностям металла. В процессе работы происходит легкое зажигание сварочной дуги и стабильное ее горение, как при подаче питания от источника постоянного, так и переменного тока. При образовании сварного шва разбрызгивание металла минимально, шлаковая корка легко отделяется от участков сварки, и шов формируется с высоким качеством и плавным переходом к прилегающим зонам основного металла. Низкая склонность к образованию пористых участков в процессе зажигания дуги между электродом АНО-4 и свариваемым металлом также исключает появление пор в кратерах, т. е. появления так называемой «стартовой пористости».
Технические требования к механическим свойствам металла шва и сварных соединений, к качеству электродов и общие технические условия определены в стандартах ГОСТ 5.1215, ГОСТ 9466 и ТУ 14-178-427. Сварочные электроды АНО-4 изготавливают с номинальными диаметрами стержней, равными 3.0, 3.25, 4.0, 5.0 миллиметров и длинами 350 мм (для электродов диаметром 3.0) и 450 мм..
На сегодняшний день предложений купить электроды достаточно много. Высоким качеством выделяются метизы Лосиноостровского электродного завода ( ЛЭЗ ), ММК-МЕТИЗ, ESAB. C более низкой ценой электродная продукция китайского производства.
Технические характеристики сварочных электродов АНО-4
Еще одной разновидностью рутиловых электродов являются стержни марки АНО-4. Подходят для сварки как на постоянном, так и на переменном токе. Изготавливаются согласно требований ГОСТ 9466-75, ГОСТ 9467-75.

Область применения
Рутиловая или рутилово-карбонатная обмазка электродов АНО 4 разрабатывалась специально для сварки низкоуглеродистых и низколегированных сталей. Причем допускается сваривать как рядовые, так и ответственные металлоконструкции в различных пространственных положениях, кроме способа “снизу вверх”.
К достоинствам относятся:
- легкое зажигание и устойчивое горение сварочной дуги;
- легкое отхождение шлака;
- качественные сварочные показатели в любом типе соединений( нахлест, стык, тавр, угловое соединение);
- металл шва устойчив к образованию пор.
Кстати! Удобство использования этих электродов объясняется возможностью сварки плохо подготовленного, не зачищенного, ржавого металла.
Технические характеристики
Наиболее популярными размерами электродов являются стержни диаметром 3,4,5 мм. Зависимость веса, диаметра и длины электродов можно проследить по таблице.
Основные технические особенности и характеристики можно свести в виде небольшой таблицы:
| Род тока | Коэффициент наплавки, г/А*ч | Расход электрода на 1 кг наплавленного металла | Тип свариваемой стали | Покрытие |
| Переменный/постоянный обратной полярности | 8,5 | 1,6-1,7 | Ст 1, Ст 2, Ст 3 | Рутиловове |
Главным для сварщика является правильная настройка режимов сварочного тока в зависимости от диаметра электрода и способа выполнения шва.
Химический состав сварного шва должен быть в следующем процентном соотношении:
Производители
- “ЛЭЗ”- Лосиноостровский электродный завод;
- “Патон” – опытный завод сварочного оборудования Института электросварки им. Е.О.Патона;
- “НЗСЭ”- Новочеркасский завод сварочных электродов
- “WESTER”
Характеристики сварочных электродов АНО-4
Электроды АНО-4 — это рутиловые электроды для сварки на постоянном и переменном токах. Основное предназначение этих электродов, является сварка низколегированных и низкоуглеродистых сталей.
Данные электроды обеспечивают лёгкое отхождение шлака и устойчивое горение сварочной дуги. Изготовление электродов АНО-4 регламентируется ГОСТ (9467-75) и (9466-75). Наиболее популярными в использовании являются электроды от 3 до 5 мм, а их преимущество заключается в том, что можно легко варить даже плохо очищенный от ржавчины металл.
Где используются электроды АНО-4
Как было сказано выше, электроды данной марки были разработаны специально для сварки изделий из низкоуглеродистой и низколегированной стали. Варить электродами АНО-4 можно практически во всех пространственных положениях, исключается только способ сварки «снизу вверх».
Их особенностью является возможность работы как на постоянном, так и на переменном токах, а к основным преимуществам, относится:
- Простой розжиг сварочной дуги и её устойчивое горение в процессе сварки металлов;
- Качественный сварочный шов, на котором не образуется крупных пор;
- Отличные показатели при любом типе сварного соединения, в том числе и при сварке швеллеров;
- Легкое и быстрое отхождение шлака;
- Доступная стоимость.
Так же, как уже упоминалось ранее на сайте о ручной дуговой сварке mmasvarka.ru , варить электродами АНО-4 можно даже плохо подготовленный металл. Все мало-мальски опытные сварщики знают, насколько сильно влияет ржавчина и загрязнения металла на сварочный процесс.

В случае с электродами данной марки, процесс сварки неочищенного металла будет происходить заметно проще.
Характеристики сварочных электродов АНО-4
Перейдём непосредственно к техническим характеристикам электродов АНО-4. Наиболее востребованными их размерами, являются электроды диаметром от 3 до 5 мм.

Что же касается характеристик, то выглядят они следующим образом:
- Сварочный ток — как переменный, так и постоянный (обратная полярность);
- Коэффициент наплавки — 8.5 г/А*ч;
- Расход электродов АНО-4 на один кг расплавленного металла — до 1,7;
- Тип стали для сварки — Ст1-Ст3;
- Покрытие электродов АНО-4 — рутиловое.
Что касается химического состава сварного шва, то выглядит он таким образом:
- Углерод — не более 0,12;
- Марганец — до 0,70;
- Кремний — до 0,30;
- Сера — 0,035 и фосфор, такие же самые показатели.
При работе с электродами АНО-4 очень важны правильные настройки касательно сварочного тока. От того, насколько будет выбрать оптимальный режим сварки, зависит качество и надежность сварного соединения. Поэтому при использовании электродов АНО-4 важно подобрать правильные настройки тока на инверторе.
Ниже будет представлена таблица значений сварочного тока, касательно диаметра электродов и способов сварки:
- Диаметр электрода 2 мм — нижний шов (40-60 А), вертикальный (40-60 А), потолочный (40-60 А);
- Диаметр электрода 2,5 мм — нижний шов (70-90 А), вертикальный (60-100 А), потолочный (60-100 А);
- Диаметр электрода 3 мм — нижний шов (90-140 А), вертикальный (80-100 А), потолочный (80-120 А);
- Диаметр электрода 4 мм — нижний шов (160-210 А), вертикальный (140-180 А), потолочный (140-180 А);
- Диаметр электрода 5 мм — нижний шов (170-270 А), вертикальный (160-200 А), потолочный (160-200 А);
- Диаметр электрода 6 мм — нижний шов (220-320 А), вертикальный (220-320 А), потолочный (220-320 А);
Главными производителями сварочных электродов АНО-4 являются Лосиноостровский электродный завод «ЛЭЗ», Новочеркасский завод сварочных электродов «НЗСЭ», опытный завод сварочного оборудования института электросварки им. Е.О.Патона «Патон» и «WESTER».
Технические характеристики электродов сварочных АНО-4
сварка углеродистых и низколегированных сталей
АНО-6 — Тип Э42
УОНИ-13/55У — Тип Э55
ЦУ-5 — Тип Э50А
ОЗС-18 — Тип Э50А
УОНИ-13/55 — Тип Э50А
УОНИ-13/55С — Тип Э50А
УОНИ-13/55Р — Тип Э50А
ТМУ-21У — Тип Э50А
АНО-4 — Тип Э46
ОЗС-12 — Тип Э46
МР-3P — Тип Э46
МР-3С — Тип Э46
ОЗС-4 — Тип Э46
ОЗС-6 — Тип Э46
АНО-21 — Тип Э46
МР-3 — Тип Э46
УОНИ-13/45 — Тип Э42А
УОНИ-13/65
сварка легированных сталей повышенной прочности
АНП-2 — Тип Э70
УОНИ-13/85
сварка высоколегированных коррозионно стойких сталей
ЦТ-15 — Тип Э-08Х19Н10Г2Б
НИАТ-5 — Тип Э-11Х15Н25М6АГ2
ЦТ-10 — Тип Э-11Х15Н25М6АГ2
ЦЛ-20 — Тип Э-09Х1МФ
ЦЛ-25 — Тип Э-09Х1МФ
ЦЛ-9 — Тип Э-10Х25Н13Г2Б
НЖ-13 — Тип Э-09Х19Н10Г2М2Б
ОЗЛ-6 — Тип Э-08Х20Н9Г2Б
ОЗЛ-7 — Тип Э-08Х20Н9Г2Б
ЦЛ-11 — Тип Э-08Х20Н9Г2Б
НИАТ-1 — Тип Э-08Х17Н8М2
ОЗЛ-8 — Тип Э-07Х20Н9
ОЗЛ-36 — Тип Э-04Х20Н9
НИИ-48Г
ЦТ-26
ЭА-981/15
ЭА-400/10У
ЭА-395/9
ОЗЛ-19
сварка легированных теплоустойчивых сталей
ТМЛ-1У — Тип Э-09Х1М
ЦУ-2ХМ — Тип Э-09Х1М
ТМЛ-3У — Тип Э-09Х1МФ
ЦЛ-39 — Тип Э-09Х1МФ
НР-70
наплавка на рабочие поверхности изделий
ЭН-60М — Тип Э-70Х3СМТ
ЦН-12М — Тип Э-13Х16Н8М5С5Г4Б
Т-590 — Тип Э-320Х25С25Р
АНП-13 — Тип Э-10Г2СХ
ЦНИИН-4 — Тип Э-65Х25Г13НЗ
Т-620 — Тип Э-320Х23С2ГТР
уони-13/нж 20х13 — Тип Э-20Х13
ЦН-6Л — Тип Э-08Х17Н8С6Г
ОЗН-400М
ОЗШ-3
ОЗН-300М
сварка сплавов на никелевой основе
ОЗЛ-17У — Тип Э-03Х23Н27М3Д3Г2Б
ОЗЛ-25Б — Тип Э-10Х20Н70Г2М2Б2В
резка металлов
сварка и наплавка чугуна
сварочные электроды
Химический состав наплавленного металла электродов при сварке, %
Основное назначение электродов

