
Технологии и особенности сварки чугуна аргоном
Как варить чугун аргоном? Применяемая присадка (проволока)
Всегда в домашнем хозяйстве найдется чугунное изделие. Будь то бытовая утварь или деталь автомобиля.
Сварка чугуна аргоном актуальна для реставрации треснувшей вещицы или отвалившегося куска хрупкого металла. Ремонт обойдется в разы дешевле, чем покупка новой детали. Которую бывает ещё и не найти!
Сварочные аппараты не дорогие и каждый домашний мастер может купить понравившийся прибор.
Для сварки чугуна применяют постоянный ток, но лучше приобретать универсальный аппарат с функцией переключения подачи тока. К примеру, алюминий варится на переменном токе. Особой разницы между аппаратами нет, выбор делается по индивидуальному вкусу мастера.
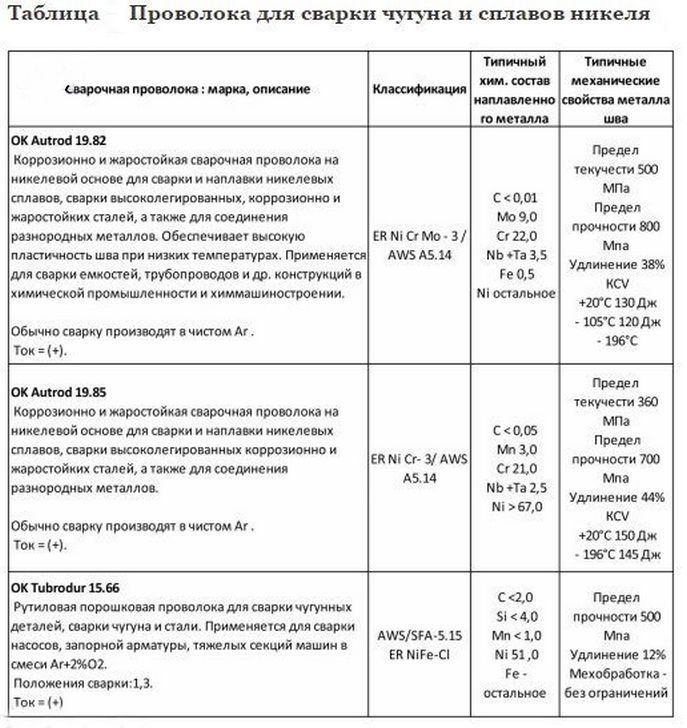
Аргонная сварка чугуна требует наличие припоя — прутки железо-никелевые и из кремнистой, олявинистой, алюминиевой бронзы. Хотя бронза больше подходит для пайки, чем сварки. Таблица с характеристиками проволоки.
Некоторые умельцы в кустарных условиях используют одну нержавеющую проволоку, нержавеющую присадку с обмотанной медной проволокой или отбитые от обмазки стержни электродов по чугуну.
На некоторых форумах советуют в качестве присадки применять чугунные поршневые кольца.
Любой присадочный материал, перед работой рекомендуется очистить, протереть салфеткой пропитанной ацетоном.
Особенности материала
Чугун содержит много углерода, что мешает качественному соединению.

В трудоемкость процесса входит:
- склонность материала к образованию трещин;
- появление каленых структур при термической обработке;
- образование пор;
- тонкостенный материал лопается от перегрева.
Хоть чугун и мягкий материал, но его тяжело обрабатывать, быстро садится инструмент.
Виды чугуна
По структурному составу материал делится на белые и серые.

- Белые — твердые и хрупкие, не свариваются. Обрабатываются только шлифованием.
- Серые, к ним также относится ковкий и высокопрочный чугуны. Хорошо обрабатываются и подлежат сварке.
Разделка кромок
Зачищать и обезжиривать чугунные детали в основном не надо. Требуется только разделка кромок, которые можно снимать всеми доступными способами:
- наждаком;
- болгаркой;
- напильником.
Учтите — нельзя оставлять острые кромки. Острота убирается болгаркой.
Как варить чугун аргоном
Технология мало чем отличается от других соединений. Крепко фиксируем заготовку в нескольких точках. Берем в руки горелку и присадочный материал. Присадка подается под углом 20-30 градусов. Расстояние между соплом и деталью 3-10 мм.
Варим аргонно дуговой сваркой короткими швами 2-3 см и проковываем. Оборвали дугу и пока шов красный, стучим часто, но несильно. Шов должен сминаться, а звук от стука быть глухим. Если металл звенит и молоток отскакивает, то проковка останавливается.
Вес молотка до 1,2 кг, а боек — закругленного типа.
Некоторые типы чугуна свариваются без предварительного прогрева (на холодную), а другие виды нуждаются в дополнительном нагреве. Всё познается на практике.
Для автоматов выпускается специальная проволока для сварки чугуна. Имеет маркировку:
- ПП-АНЧ-1 — для мелких трещин (без подогрева);
- ПП-АНЧ-2 — для толстых изделий (с подогревом и без);
- ПП-АНЧ-3 — для соединений всех размеров (подогрев до высокой температуры).
Видео:
P.S. Мы рассмотрели, чем варить и как происходит сварка чугуна аргоном. В процессе практики вы поймете, что аргонная сварка чугуна не имеет никаких преимуществ перед другими видами соединений. Результат неплохой, но сложность присутствует, трудозатраты и цена выше.
Вывод: аргоный метод хороший, но не основной для соединения чугунных изделий.
Сварка чугуна аргоном — практические советы, проблематика и решения
Сварка высокоуглеродистых сплавов является трудоемкой операцией, которая требует от сварщика знания рекомендованных технологий, навыков и сноровки, выработанных за определенное время. Столкнувшись первый раз с такой задачей, приходит понимание сложности получения шва с заданной геометрией, физическими свойствами, приближенными к основе свариваемых поверхностей.
Чаще всего происходит незапланированная закалка шва (в данном случае упрочнение металла препятствует дальнейшей обработке детали в целом). Игнорирование самых простых правил сварки приводит к появлению внутренних пор и трещин, снижающих срок и качество эксплуатации. С целью избежать таких дефектов все чаще применяют один из самых действенных способов сварки – аргонодуговой.
Процесс сварки аргонодуговым способом чугуна
Применение данной технологии направлено на получение шва, идентичного по своим физическим и механическим показателям к материалу основы.
Горячая сварка
Для достижения результата важен температурный режим протекания работ.
Равномерный разогрев зоны наложения будущего шва, постепенное снижение температуры по окончании укладки шва – два ключевых условия качественного выполнения работы.
Пластичность высокоуглеродистых сплавов, в отличие от сталей, намного ниже. Поэтому при изменении температуры весьма вероятны дефекты, связанные с разрушением целостности металла вблизи места сварки.
- Предварительный нагрев элемента способствует выделению графита и улучшению пластики металлической основы. Дополнительное применение графитовых электродов, прутков, порошковой проволоки или пластин из чугуна той же марки способствует гарантии однородности по химическому составу сварного соединения.
- После завершения процесса сварки технология получения качественного стыка не заканчивается. Теперь нужно добиться равномерного охлаждения при низких скоростях. В отличие от нержавеющих сталей, которые поливают водой, чугун не потерпит такой методики. Доказано практикой, что даже равномерное остывание при температуре окружающей среды не всегда может дать ожидаемый результат. В таком случае является оправданным применение экзотермических смесей и покрывающих материалов для изоляции поверхности. В домашних условиях или отсутствии специальных материалов их можно заменить сухим просеянным песком.
 Холодная сварка
Холодная сварка
Для повышения рентабельности производства и уменьшения потерь фонда рабочего времени в промышленных масштабах принято применять холодную сварку чугуна аргоном. Предварительный этап подогрева деталей здесь отсутствует. Вариации такого способа составляют не менее нескольких десятков методов. Основными среди них являются использование никель — стальных, медных и электродов малого диаметра с пониженным содержанием массового процента углерода.
Преимуществом данного способа является его дешевизна и простота процесса, не требующая вовлечения дополнительной оснастки, материалов и контрольно-измерительных приборов температуры и скорости нагрева — охлаждения, как при горячей сварке.
Технологически аргонодуговая сварка высокоуглеродистого сплава обязана вестись на малых токах. Это позволяет уменьшить глубину проникновения в основу базового металла и уменьшить влияние температурных аллотропических превращений в готовом изделии. Такой режим положительно сказывается на снятии напряжений, возникающих в области шва, способствующих разрушению металлической матрицы. Защита процессов, происходящих внутри расплавленной ванны от кислорода, при помощи аргона, снижает появления окислов и пузырьковых дефектов в застывшем металле, а значит, сглаживает основной негативный фактор таких работ – хрупкость места стыка.
Основные моменты и рекомендации по аргонодуговой сварке чугуна в домашних условиях
Метод получения качественного шва стал возможен благодаря использованию инертного газа для этой процедуры. Отсутствие окислов, их вредного влияния на протекание процессов в расплаве ванны, повышение качества и механических характеристик при динамических нагрузках, отсутствие пор и пузырьков получены благодаря аргону. В горелке использован принцип большей на 38% массы аргона, по сравнению с окружающим воздухом. Следовательно, место сварки надежно защищено «падающим» облаком из этого газа. Экономить на расходе аргона при сварке капризного чугуна абсолютно не стоит. Желательно придерживаться рекомендательных режимов расхода газа из справочной литературы.
Интересная информация. Для понимания разнообразия использования аргонодуговой сварки нужно знать, что для нее существует множество обозначений: РАД (ручная аргонодуговая сварка), ААД (автоматическая аргонодуговая сварка), ААДП (автоматическая аргонодуговая сварка плавящимся электродом). Международная маркировка способа сварки неплавящимся вольфрамовым электродом обозначается как TIG/GTAW. Сварка чугуна аргоном самый распространенный метод для его соединения и ремонта.
Основные правила применения:
- Чистота поверхности свариваемых элементов обеспечит равномерность и однородность шва, поможет избежать появления непредсказуемых фаз с неопределенными свойствами и влиянием на характеристики шва.
- По возможности и экономической обоснованности лучше использовать горячую сварку. Предварительный нагрев и постепенное охлаждение соединяемых элементов способны уменьшить недостаточность навыков и сноровки при работе с железоуглеродистым сплавом.
- Минимизируйте показатели сварочного тока. Это поможет избежать непрогнозируемых термофизических процессов в толще элемента, подверженного соединению.
- Оптимальная длина шва, наложенного за один раз, не должна превышать 25 миллиметров. В случае необходимости большей длины, используется техника каскадного наложения сварочных швов.
Снятие напряжений, которые возникли в шве при производстве справочных работ, можно произвести, применив молоток и простукивание им вдоль линии сварочного соединения.
Сварка чугуна аргоном – технология способная решить многие задачи для конструкторов оборудования и ремонтников.
Технология сварки чугуна аргоном
 Чугун — это железный сплав с примесью углерода или другими элементами. В качестве углерода обычно добавляют графит и цементит в процентном содержании не больше 2,14%. Создание сплава было обусловлено требованиями прочности. Так, при помощи добавления углерода снижается вязкость металла, он становится прочней.
Чугун — это железный сплав с примесью углерода или другими элементами. В качестве углерода обычно добавляют графит и цементит в процентном содержании не больше 2,14%. Создание сплава было обусловлено требованиями прочности. Так, при помощи добавления углерода снижается вязкость металла, он становится прочней.
Сварка чугуна аргоном имеет свои особенности. Все зависит от типа чугуна – белого или серого. Последний считается более сложным для сварки. Все виды чугуна очень чувствительны к быстрому охлаждению в месте сварки, при неправильно организованном процессе могут появляться трещины в металле, возникать белый налет и напряженная зона в шве.
Технология сварки чугуна аргоном возможна в домашних условиях. Для нее используют обычные электродуговые и газовые аппараты. Обычно сварное соединение чугуна происходит по типу встык, угловым и тавровым способом. Самой надежной считается аргоновая сварка, которая позволяет защитить сварное соединение специальным инертным газом.
По технологии аргонная сварка чугуна не отличается от других металлов. Но перед началом требуется равномерный прогрев все деталей. Во время работы используют флюсы и прутки, и другие материалы из графита.
 По технологии исполнения сварку производят несколькими методами:
По технологии исполнения сварку производят несколькими методами:
- Холодным.
- Горячим.
- Полугорячим.
При горячем типе производят равномерный нагрев, а охлаждение происходит в замедленном режиме. Такие приемы позволяют провести легкую графитизацию чугуна, предотвращая возникновение белого налета. Полугорячий метод немного видоизменен и дополнительно в сварную ванну вводят графитизирующие вещества. За счет добавления графита и медленного нагрева получаются условия для наилучшего соединения чугуна. Холодный способ – это обычная сварка без подогрева.
Несмотря на активность чугуна на воздухе, аргонная сварка чугуна является не единственным способом.
Ручной дуговой тоже можно варить чугун, но потребуются специальные электроды:
- На медной основе.
- С никелевой основной.
- Чугунные.
- Стальные.
Для применения каждого из типов потребуются знания об особенностях их использования.
 Перед сваркой чугунными электродами каждую деталь надо разогреть в диапазоне от 100 до 400 градусов. Уровень зависит от толщины деталей. Чаще всего встречаются чугунные электроды диаметром от 5 до 15 мм. Аппарат для таких электродов должен выдавать ток от 200 до 500 Ампер. Специалисты рекомендуют использовать электроды меньшего диаметра и самый низкий сварочный ток.
Перед сваркой чугунными электродами каждую деталь надо разогреть в диапазоне от 100 до 400 градусов. Уровень зависит от толщины деталей. Чаще всего встречаются чугунные электроды диаметром от 5 до 15 мм. Аппарат для таких электродов должен выдавать ток от 200 до 500 Ампер. Специалисты рекомендуют использовать электроды меньшего диаметра и самый низкий сварочный ток.
Электроды на медной основе бывают двух типов: со сплавом алюминия или олова. Электроды с оловом нужны, если требуется получить сварной шов с хорошими пластичными свойствами, а с алюминием — для большей прочности шва. Также подразделяются электроды на никелевой основе на три типа. Все они различаются только процентным содержанием никеля. Простые железные электроды не рекомендуется применять для сварки чугуна, потому что невозможно получить качественный шов с металлом близким по свойствам к основному.
Как и при любой сварке, чугунные детали предварительно подготавливают. На кромках деталей делают двухсторонний V-образный скос. При этом угол раскрытия должен составлять 90 градусов. Каждую кромку тщательно очищают от грязи, масла или ржавчины. Для очистки используют обычную щетку или пескоструйный аппарат. В качестве присадочного прутка используют стержни из чугуна диаметром от 6 до 16 мм и длиной от 400 до 700 мм. Для сварки тонкостенных деталей используют прутки с кремнием.
Технология сварки чугуна аргоном своими руками
 Выражение «чугун — хлеб промышленности», впервые прозвучало в первой половине XX века. Прошло почти сто лет, появились новые его сорта, повысилось качество обработки.
Выражение «чугун — хлеб промышленности», впервые прозвучало в первой половине XX века. Прошло почти сто лет, появились новые его сорта, повысилось качество обработки.
И, кроме того, был получен положительный ответ на вопрос: можно ли варить чугун электросваркой, а главное, как это делать на практике.
Долгое время получение надежного сварного соединения чугунных деталей, по трудоемкости соперничало с изготовлением новых. Сегодня процессы хоть и остались непростыми, но стали доступным даже для домашних мастеров.
Особенности
Основу чугуна, как и стали составляет железо, но углеродом оно насыщено в десятки раз сильнее. Содержание этого элемента составляет от 2,14 до 6,7%. Различают два вида чугуна:
- белый или «передельный», в котором углерод присутствует в виде цементита (карбид железа или Fe3C);
- серый.
Второй и есть тот самый «хлеб», который используется для изготовления деталей и конструкций. Углерод в нем содержится в виде кристаллов графита.
Что касается белого, он служит сырьем для получения стали, изготовления ковких и высокопрочных сортов серого чугуна.
Для сварки чугунных деталей сегодня используют десятки технологий, одна из которых — это сварка чугуна аргоном, вернее — в аргоновой среде.
Характеристики свариваемости
Сложности сварки чугунных изделий вызваны особенностями его поведения при высоких температурах.
При нагреве металл начинает плавиться уже при 1150ºС. При этом его высокая текучесть оказывает сварщику плохую услугу. Металл плохо удерживается в сварочной «ванне», вытекая из шва.
Выгорание углерода, обильное газообразование в сварочной ванне вызывает образование пор и трещин.
Образование тугоплавких окислов за счет наличия кремния, приводит к частичному непровару.
 При быстром охлаждении детали, углерод переходит в связанное состояние, образуя цементит. То есть чугун зоны сварки переходит из серого в белый — хрупкий и одновременно твердый.
При быстром охлаждении детали, углерод переходит в связанное состояние, образуя цементит. То есть чугун зоны сварки переходит из серого в белый — хрупкий и одновременно твердый.
Неравномерный нагрев и охлаждение, наличие отбеленных зон создает зоны напряжения, приводящие к появлению трещин.
Перечисленное выше относит чугун к трудно свариваемым металлам. Можно ли сварить чугун, с образованием надежного шва, зависит от того какая технология используется.
Особенности технологии
Аргоновую среду используют при любом из видов сварки чугуна, а именно:
- горячей, с предварительным нагревом заготовок до 600-650ºС и последующим постепенным охлаждением (иногда до 6 суток)
- полугорячей, когда детали нагревают лишь до 300-350ºС;
- холодной, выполняемой без нагрева, с естественным охлаждением. Устранить кислород из зоны сварки на все сто процентов невозможно. Так в сварочной ванне всегда присутствует некоторое количество закиси железа (FeO). Реагируя с углеродом, она создает угарный газ (окись углерода CO) , образующий поры, поскольку не растворяется в металле.
Тем не менее, наличие инертной среды на порядок снижает объем и скорость протекания окислительных процессов, поскольку устраняет присутствие атмосферного кислорода. Кроме того, отсутствие воздушного азота исключает возникновение азотистых соединений.
 Все перечисленное позволяет получить даже при холодном способе соединение по прочности, мало уступающее основному металлу.
Все перечисленное позволяет получить даже при холодном способе соединение по прочности, мало уступающее основному металлу.
Что касается горячего и полугорячего способа, наличие аргонового компонента упрощает соединение и выполнить сварку различных по составу металлов. Причем, как сварить чугун и сталь (к примеру), так и ускорить процесс сварки чугуна.
При этом используют как обычные аппараты для дуговой сварки. Так и полуавтоматические устройства.
Подготовительный этап
В первую очередь, до начала работы выполняют подготовку самих заготовок. Свариваемые края очищают от грязи, ржавчины, шлаковых корок. Чем лучше это сделано, тем меньше в зоне сварки окажется веществ газообразующих, содержащих вредные добавки.
Острые грани скругляют, снимая фаску заточным диском «болгарки». Если выполняется заваривание трещины, ее предварительно прорезают на всю глубину. При этом поверхность очищается, одновременно сглаживаясь.
 Наилучший эффект дает использование нижнего шва. Поэтому, если необходимо обваривание с нескольких сторон подготавливают соответствующие струбцины. Их задача — удерживать детали вместе на протяжении всего процесса. Делать возможным их поворот, не создавая нагрузки на незавершенный стык.
Наилучший эффект дает использование нижнего шва. Поэтому, если необходимо обваривание с нескольких сторон подготавливают соответствующие струбцины. Их задача — удерживать детали вместе на протяжении всего процесса. Делать возможным их поворот, не создавая нагрузки на незавершенный стык.
Для предотвращения вытекания расплавленного чугуна из сварочной ванны, с помощью графитовых пластин устраивают обечайки.
Кроме перечисленных мероприятий, готовят оборудование, вспомогательные инструменты. Подбирают сварочные прутки, проволоку, необходимые присадки для чугуна и аргонной сварки и т.д.
Последовательность действий
Методика соединения чугунных деталей зависит от их размеров, веса, а также формы. Иногда приходится использовать систему шпилек, многослойную сварку и т.д. Тем не менее, общая последовательность ведения работ приблизительно одинакова.
Закрепляем подготовленные к сварке элементы с помощью струбцин, либо иным способом.
 Зажигаем дугу, включаем подачу аргона. Вводим присадочный пруток под углом 25-30 градусов (если автоматическая подача проволоки не используется).
Зажигаем дугу, включаем подачу аргона. Вводим присадочный пруток под углом 25-30 градусов (если автоматическая подача проволоки не используется).
Выполняем сварку отдельными участками по 2,5-3 см. Пока шов не остыл, молотком со скругленным бойком производим его проковку. Удары наносим точно, не особо сильно. Сигналом готовности служит «отбой» шва: он перестает подаваться, а звук удара становится звонче.
Выполнив один проход, немедленно приступаем к заполнению промежутков, затем (при необходимости) к следующему слою наплавки. Работы ведут непрерывно, пока стык не окажется заварен полностью.
[stextbox дуги при работе неплавким электродом выполняют на отдельной угольной (графитовой) пластине. Делают это во избежание загрязнения основного металла вольфрамом электрода, а также чтобы уберечь сам электрод от оплавления его кончика.[/stextbox]
Сварка чугуна полуавтоматом ведется по схожему алгоритму. Отличие — отсутствие присадочного прутка, поскольку его заменяет специальная проволока. Разумеется, баллон с углекислым газом заменяет емкость с аргоном.
Материалы
 При работе с использованием аргона штыревые плавкие электроды не используются. Основным материалом является присадка, оформленная как пруток или проволока.
При работе с использованием аргона штыревые плавкие электроды не используются. Основным материалом является присадка, оформленная как пруток или проволока.
Состав присадочных прутков выбирают в зависимости от необходимого качества шва. Для получения более пластичного стыка используют сплавы с никелем. Твердый шов получают, применяя медь.
Получить шов средней твердости (обычно, наиболее востребованный) возможно с использованием так называемого монель-металла. Это сочетание никеля и меди, в пропорциях приблизительно 60:40.
[stextbox отсутствии подходящей присадки, можно воспользоваться самодельным прутком, скрутив вместе нержавейку и медную проволоку толщиной приблизительно по 1 -2 мм.[/stextbox]
Сварочная проволока по чугуну представляет собой тонкую трубку из металла присадки, с флюсом внутри. Подбирают ее так же применительно к технологии. Для холодной сварки применяют тип ППЧ-1, полугорячей ППЧ-2, и ППЧ-3 используя горячую.
Кроме специальных марок, при аргоновой сварке используют нихромовую проволоку, омедненную стальную и некоторые другие.
Особенности в домашних условиях
 Оборудование для аргоновой сварки сейчас не является чем-то из ряда вон выходящим. Некогда запредельные цены на TIG устройства сегодня свелись к вполне доступным для рядового мастера.
Оборудование для аргоновой сварки сейчас не является чем-то из ряда вон выходящим. Некогда запредельные цены на TIG устройства сегодня свелись к вполне доступным для рядового мастера.
Как правило домашние мастера не используют аргоновую сварку для изготовления серийных изделий, крупных конструкций. Чаще этим способом ремонтируют элементы двигателей, коробок передач. Реже — чугунной запорной фурнитуры, деталей эл. двигателей.
Проверенное сочетание при этом — нагрев газовой горелкой до температуры порядка 350 градусов, с последующей обваркой инвертором.
Подробной инструкции для такой «штучной» сварки нет и быть не может. Ответ на большинство вопросов, возникающих в процессе, дает только практика.
Аргонодуговая сварка чугуна
Что такое чугун? Это сплав железа и углерода, в котором последний может быть представлен в виде графита или цементита (Fe3C). Если в производстве используется графит, то получается серый чугун, который хорошо поддается обработке и сварке. Если цементит, то получается белый чугун, который варить нельзя. Просто не получится. Сам сварочный процесс может производиться практически любыми технологиями. Нас в этой статье будет интересовать сварка чугуна аргоном с применением неплавящегося вольфрамового электрода ( TIG ).

Но перед тем как начать с ней разбираться, необходимо сказать о том, что существует три основных направления сваривания.
- Свариваемые чугунные детали соединяются между собой чугунным швом.
- То же самое, только шов будет из низколегированной стали.
- И последний – шов из цветных металлов.
То есть, получается так, что аргонная сварка чугуна (ТИГ) может производиться с применением разных по составу присадочных элементов. Но надо обязательно добавить, что сама аргонная технология сваривания чугуна обязательно включает в себя предварительный нагрев заготовок. Хотя все чаще появляются присадки, с помощью которых можно варить чугун и без нагрева. В зависимости от того, до какой температуры будут нагреваться чугунные детали, зависят и разновидности сварки чугуна. Их также три.
- Горячая сварка, когда заготовки нагреваются до 600С.
- Полугорячая – до 400С.
- Холодная – вообще не нагреваются.
Два первых вида обычно используются для того, чтобы создать сварочное соединение таким же по составу, как и сам свариваемый металл. Третий используется, когда создаваемый шов по составу не является чугунным.
Сварка аргоном – технология и последовательность
Процесс аргонодуговой сварки делится на несколько этапов, которые проводятся в определенной последовательности. А именно:
- Подготовка свариваемых заготовок.
- Их подогрев.
- Сам сварочный процесс.
- Медленное охлаждение стыка.
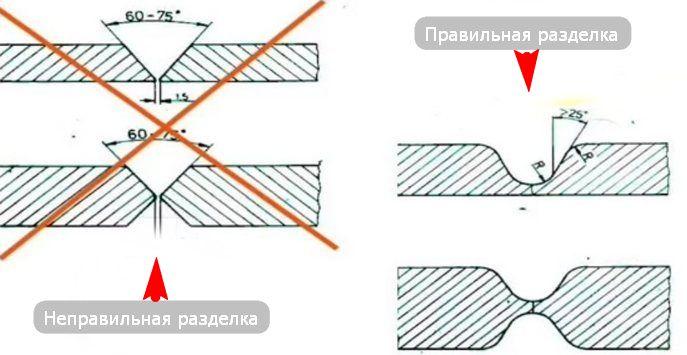
К подготовительному процессу можно отнести зачистку соединяемых поверхностей и формирование кромок. Очень важно правильно кромкам придать необходимую форму. Она не должна быть острой, она должна быть скругленной, как показано на фото ниже. Такое скругление обычно достигается с помощью обычной болгарки. Кромки нужно формировать только в том случае, если толщина соединяемых чугунных заготовок превышает 4 мм.

Подогрев чугуна производится горелкой, после чего можно переходить непосредственно к свариванию металла. Если производится сварка деталей со сложной формой, где присутствуют перемычки, отверстия, участки с разными толщинами, то нагревать необходимо будет всю деталь, а не только участок, где производится сварка.
Чугунные стержни для сварки
Очень важно правильно выбрать присадочный материал. В основном для этого используют стержни, изготовленные из чугуна. Некоторые мастера просто удаляют обмазку с чугунных электродов и применяют их в качестве присадки.
Вот такие марки используются для аргонодуговой сварки чугуна (ТИГ).
- Для горячего сваривания – «А».
- Для горячей сварки с местным нагревом – «Б».
- Для соединения тонкостенных чугунных заготовок при полугорячей сварке – «НЧ-1».
- Для толстостенных чугунных деталей при полугорячей сварке – «НЧ-2».
- Для соединения с повышенными характеристиками износостойкости – «БЧ» или «ХЧ».
Диаметр присадочного стержня выбирается из расчета толщины свариваемых заготовок. Обычно он в два раза должен быть меньше.
Технология сварки
В принципе, варить чугун аргонодуговой технологией нужно точно так же, как и другие металлы. Никаких отклонений или технологических нюансов. Важно правильно настроить сварочный аппарат, который должен выдавать ток силой 40-80 ампер. Разброс величины достаточно большой, потому что в таком диапазоне можно варить детали разной толщины. Оптимальный показатель достигается опытным путем, при котором при сварке металл не трещит.
Сам процесс сварки можно проводить в двух направлениях: горелка движется впереди присадочного прутка или наоборот. Это не нарушает качество шва. Если свариваются две толстые заготовки, то, во-первых, делается Х-образная кромка, во-вторых, сам шов проваривается с двух сторон.
Есть несколько моментов, на которые необходимо обращать внимание, сваривая чугун аргонодуговой сваркой ТИГ.
- Погружать сварочный присадочный стержень в сварную ванну можно после того, как он хорошо нагреется.
- Лучше, если присадка из зоны сваривания не будет выноситься в процессе всего процесса. Но это не критично, потому что после заполнения ванны расплавленным металлом приходится его равномерно распределять по всему зазору, образовывая сварной шов. Именно в это время присадочный элемент там будет только мешать. Но на это уходят доли секунды, так что пруток не успевает остыть.
- Сварка неплавящимся электродом в аргоне должна проводиться непрерывно. Насколько это возможно. Если по каким-то причинам процесс был на время приостановлен, новый шов надо накладывать на край старого, уже остывшего.
- Долго держать пламя горелки на одном месте не допускается. В процессе сильного нагрева чугуна из него начинает испаряться углерод, что приводит к отбеливанию металла. Он становится прочным и твердым, то есть, снижаются его сварные характеристики.
- Лучше всего, если сварку чугуна в аргонном защитном слое проводить в нижнем положении. Таким образом, расплавленный металл не будет вытекать из сварной ванны под действием своего веса и под действием давления самого защитного газа.
- Если свариваются две большие и толстые чугунные заготовки, то зазор между ними будет достаточно большим. Поэтому наплавку производят в несколько слоев. При этом концом присадочного прутка необходимо периодически помешивать содержимое сварочной ванны, чтобы внутри расплавленного металла не образовались поры. Именно таким способом удаляются растворенные в металле газы.
Как видите, сварить чугун с помощью аргонодуговой технологии TIG не очень сложно. Специалисты считают, что именно таким способом соединение чугунных деталей будет самым качественным. Но чтобы качество на самом деле было высоким, нужно обязательно, чтобы чугун после сварки остывал медленно (естественным путем).
Сварка чугуна аргоном: подготовка чугуна, необходимое оборудование, технология сварки и особенности процесса
В промышленности и в быту применяется большое количество чугунных изделий. Чугун представляет собой сплав железа с углеродом, в котором может содержаться от 2 до 6,7% углерода. Высокое содержание углерода приводит к наличию у чугуна ряда свойств, которые делают его сварку обычными способами неэффективной. Для такой сварки разработаны специальные технологии. Одной из наиболее востребованных технологий является дуговая сварка в защитной среде аргона.
выбор Подготовка чугуна к сварке
Подготовка деталей из чугуна к сварке должна быть более тщательной, чем при сварке других материалов. Это связано со склонностью этого материала к образованию трещин и разрушению.
При этом совершаются следующие операции:
Технология сварки аргоном
В зависимости от вида механизации аргоновая сварка бывает ручная, механизированная, автоматизированная и роботизированная.
В первом случае перемещение горелки и сварочной проволоки осуществляется сварщиком. Во втором случае горелку перемещает сварщик, а проволока подается механизировано. В третьем случае движение горелки и проволоки осуществляется механическими средствами, всем процессом управляет оператор. При роботизированной сварке процесс происходит без участия человека.
В состав оборудования, используемого для сварки чугуна в среде аргона, входят:
- источник сварочного тока;
- горелка или набор горелок;
- устройство для возбуждения дуги или поддержания стабильного тока (осциллятор);
- баллон с газом;
- провода, шланги.
Источник тока может быть трансформаторным или инверторным. Инверторный аппарат обладает рядом преимуществ. Такое устройство обеспечивает высокое качество шва, имеет небольшой вес и размеры и простое управление. В инверторе обычно используются дополнительные функции – ускоренный поджиг, стабилизация дуги, модуляция тока.
Важным элементом установки для сварки аргоном является горелка. Она представляет собой сложное устройство, на конце которого смонтировано сопло. Из сопла в область сварочной ванны подается аргон. Сопло изготавливается из термоустойчивого материала, так как температура сварочной ванны может достигать 2000°С. Внутри сопла расположен электрод, с помощью которого образуется электрическая дуга. В сопло с помощью шлангов подается газ из баллона, а к электроду с помощью кабелей подается напряжение от источника тока. Горелка может иметь водяное охлаждение, с помощью которого можно регулировать температуру электрода и ванны.
 Схема аргонодуговой сварки
Схема аргонодуговой сварки
При сварке чугуна аргоном используются неплавящиеся электроды. В качестве таких электродов применяют электроды из вольфрама. Они имеют высокую температуру плавления и не принимают участие в формировании сварочного шва. В соответствии с ГОСТ используют электроды из чистого вольфрама или из вольфрама с добавлением лантана, иттрия, тория. Такие добавки улучшают качество электродов и увеличивают температуру их плавления.
Выбор присадки
При сварке чугуна рассматриваемым методом основным материалом для создания шва является присадка.
В качестве присадочного материала используются пруток или проволока. Тип присадочного материала выбирают в зависимости от требований к качеству шва.
Например, для получения более пластичного шва используют сплавы с никелем, а для шва с повышенной твердостью – медь. Для получения шва со средней твердостью применяют сплав никеля и меди (монель-металл). Толщина присадочных прутков зависит от толщины свариваемых деталей и равна приблизительно ее половине.
В домашних условиях иногда используют самодельный присадочный пруток, состоящий из скрученных медной и нержавеющей проволок.
Сварочная проволока представляет собой трубку из присадочного материала, внутри которой находится флюс. В зависимости от типа сварки применяют проволоку типа ППЧ-1 (для горячей сварки), ППЧ-2 (для полугорячей) или ППЧ-3 (для холодной).
Процесс сваривания чугуна
Существует три вида сварки чугуна аргоном:
- горячая. Перед сваркой детали нагреваются до температуры 600-650°С и последующим медленным охлаждением (в течение нескольких суток);
- полугорячая. Нагревание до 300-350°С;
- холодная. Без нагрева и с естественным охлаждением.
Алгоритм сваривания деталей из чугуна:
- Закрепить подготовленные для сварки детали (с помощью струбцин или иных приспособлений).
- Включить подачу аргона.
- Зажечь дугу (на отдельной графитовой пластине).
- Ввести присадочный пруток под углом 25-30°.
- Выполнить сварку участками по 2,5-3 см.
- Для снятия остаточных напряжений произвести молотком проковку шва.
- Выполнить 2-й проход и так далее (каждый новый шов простукивается молотком).
- После формирования шва дать сборке остыть при нормальных условиях.
- Удалить налет (брызги).
- Обработать шов наждачной бумагой, шлифмашиной, металлической щеткой.
Особенности сварки чугуна аргоном
При сварке чугуна аргоном необходимо обращать внимание на следующие моменты:
- при сварке электрод должен быть расположен близко к шву для получения дуги минимальных размеров. Это обеспечивает увеличение глубины проплава и уменьшает ширину шва;
- горелка должна двигаться только по оси шва. В результате получается прочное соединение красивой формы;
- чтобы избежать появления брызг, необходимо присадочную проволоку подавать плавно;
- электрод и присадка не должны выходить из газовой зоны;
- заварку кратера производить с понижением тока;
- нельзя прекращать сварку обрывом дуги при отведении горелки;
- работа по сварке не должна прерываться. В случае приостановки новый шов надо начинать с края уже сделанного и затвердевшего шва;
- при сварке горелка должна все время двигаться. При остановке ее на одном месте произойдет перегрев материала и сильное испарение углерода. Это приведет к локальному возрастанию твердости и ухудшению свариваемости;
- сварку лучше производить в нижнем положении. В этом случае пластичный расплавленный металл не вытечет из ванны;
- для вывода газов и предотвращения появления в шве пор необходимо иногда перемешивать раствор в ванне.
Особенности сварки чугуна
В быту, строительстве, при производстве иногда крайне необходима сварка чугуна. Многих начинающих сварщиков волнуют вопросы — можно ли сварить чугун? Если да, то какие особенности сварки чугунных деталей существуют? Как правильно сварить детали? Возможна ли сварка чугуна в домашних условиях? Как заварить чугунную батарею, трубу или плиту? Ответим сразу: сваривать чугун можно, однако сварка чугунных деталей потребует определенных навыков. Чтобы получить прочное соединение, которое прослужит не один десяток лет, ознакомьтесь с теоретической частью.
Специфика сплава
Чугун представляет собой сплав из железа и углерода, где количество последнего — от 2 до 6 %. Чтобы повысить жаропрочность сплава, его устойчивость к коррозии и воздействию внешней среды, к чугуну добавляют легирующие элементы, такие как хром, титан, никель и т.д. Если примешать кремний, то значительно уменьшится температура плавления, сера поспособствует снижению текучести, марганец придаст дополнительную прочность, а фосфор позволит получить деталь, имеющую сложную конфигурацию.
В чугуне углерод может находиться в виде цементита или графита. Карбид железа (цементит) в сплаве находится в связанном состоянии, и такой чугун называется белым. А вот самородный минерал (графит), наоборот, присутствует в свободном состоянии, причем в каждой из разновидностей чугуна имеет различную форму. Например, пластинчатый графит входит в состав серого чугуна, хлопьевидный – ковкого, шаровидный – высокопрочного. Зная особенности сварки чугуна, можно без проблем выбрать подходящую его разновидность для предстоящих работ.
В отличие от кованого железа и стали, чугун:
- Содержит гораздо больше углерода (почти в 10 раз).
- Имеет лучшие литейные качества.
- Менее пластичен, с трудом поддается ковке.
- Обладает меньшей рыночной стоимостью.
Поскольку атомы углерода и железа связаны между собой не очень тесно, то сплав является хрупким и не может быть использован для изготовления элементов, подлежащих интенсивным нагрузкам. Тем не менее он устойчив к вибрациям и износу. Если длительное воздействие воды приведет к возникновению ржавчины, то в кислотно-щелочной среде этот сплав не потеряет своих качеств. После нагревания чугун способен сохранять высокую температуру длительное время.
Где применяется
Ранее этот сплав широко применялся для производства канализационных и водопроводных труб, арочных конструкций (в том числе несущих), декоративных элементов и т.д. Несмотря на то, что сейчас предпочтение отдается современным строительным материалам, чугун по-прежнему незаменим в сферах строительства и промышленности. Из него изготавливают плиты для фундамента, колонны, канализационные трубы большого диаметра, люки, ограждения, тормозные колодки, детали для машин. Некоторые предметы быта (сковороды, горшки и т.д.) также производятся из железно-углеродного сплава. Часто отливаются чугунные скульптуры и памятники.
Как подготовить материал к свариванию
Сварка чугуна в домашних условиях, равно как и в условиях производства, должна начаться с предварительной подготовки свариваемых поверхностей. Прежде чем заварить чугунную деталь, стоит удостовериться, что она не имеет повреждений и загрязнений. Материал довольно хрупкий и пористый, поэтому малейшая деформация с течением времени будет увеличиваться, а очистка потребует больших усилий.
Подготовка чугуна к сварке включает в себя:
- Ликвидацию или уменьшение трещин,
- Очистку.
 вырезанная трещина
вырезанная трещина
Перед тем как сварить чугун, все трещины, даже самые мелкие, лучше засверлить по краям и пройтись сверлом по всей глубине. Кроме сверла, можно воспользоваться зубилом, шабером и вырезать трещину, округлив при этом ее края. Сквозные трещины стоит обработать с двух сторон, а место с множественными трещинами лучше вырезать полностью и поставить заплатку.
Чугунные детали сваривают, очистив их от ржавчины, окалины, горючих веществ, грязи и т.д. Очистку можно проводить при помощи растворителей, газовой горелки, наждачной бумаги, металлических щеток и болгарки – в зависимости от степени загрязнения и типа поверхности. В особо сложных случаях можно использовать пескоструйную очистку. В конечном результате заготовка должна иметь гладкую, блестящую поверхность.
Способы соединения
Существуют следующие способы сварки чугуна:
- Газовая сварка чугуна. Необходима там, где нужно ликвидировать дефекты литья. Особенности сварки чугуна таким образом заключаются в том, что используются пропан-бутан либо ацетилен, а для работы можно применять несколько горелок. Для газовой сварки чугуна присадочной проволокой стоит использовать материал, который содержит большое количество кремния.
- Ручная сварка при помощи дуги. Перед началом дуговой сварки детали придают температуру 600-650 градусов по Цельсию. Это обеспечивает равномерные нагрев и охлаждение. Наиболее популярна сварка чугуна аргоном.
- Механизированная сварка при помощи дуги. Деталь также предварительно нагревается до высоких температур. Чтобы из сварной ванны не вытекал жидкий металл, подлежащий сварке участок детали можно формовать пластинами из графита.
- Электрошлаковая сварка. Технология сварки чугуна включает в себя использование пластинчатых электродов и фторидных флюсов. Для предварительного прогрева детали применяют пламя газовой горелки либо неплавящийся электрод .
- Термитная сварка. Особенности сварки чугуна таким образом состоят в использовании для нагрева очень горячего металла, полученного при горении термитов. Варится чугун при условии, что термитная смесь нагрета до температуры выше 1300 градусов по Цельсию.
 электроды МНЧ-2 для сварки чугуна
электроды МНЧ-2 для сварки чугуна
Какой полярностью варить чугун? Прежде чем ответить на этот вопрос, подчеркнем, что выбор полярности зависит от вида электродов, а не от пространственного положения или других критериев. Например, электроды МНЧ-2 требуют применения прямой полярности. В остальных случаях выставляется полярность обратная.
Особенности горячей сварки чугуна
Можно ли варить чугун, избежав отбеливания шва и зоны около него? Чтобы получить качественное соединение, часто прибегают к горячему соединению поверхностей. Перед сваркой их тщательно очищают от загрязнений, затем формуют в специальных ящиках – опоках. Горячая сварка чугуна подразумевает двухступенчатое повышение температуры – сначала просушка до 120 градусов по Цельсию, затем подогрев до 600-700 градусов по Цельсию. И только затем можно сварить чугунные детали.
Поскольку для качественного результата площадь одной сварочной ванны не должна быть больше 50-60 см2, то сварка производится небольшими участками. Работа над следующим начинается только после того, как предыдущий затвердел. Приварить детали таким методом можно с помощью электродов ОМЧ-1 или ПЧЗ.
Особенности холодной сварки чугуна
Сварные работы по чугуну могут проводиться и без предварительного нагрева поверхностей – например, если нужно заварить чугун в домашних условиях или же деталь имеет слишком большие габариты. Сварить чугун в таких условиях можно при помощи электродов из аустенитного чугуна, стали или цветных металлов. Сварочные швы нужно стараться делать как можно короче — не длиннее 25 мм. Обеспечьте условия для постепенного остывания швов.
Чтобы сварить чугун и избежать при этом отслойки металла сварного шва, нужно воспользоваться стальными шпильками с диаметром не более 16 мм. Если края деталей не толще 10 мм, диаметр шпильки должен составлять 6 мм, если в пределах 10-20 мм, то небходимы шпильки с диаметром 10 мм.
Сварка при помощи аргона
Сварка чугуна аргоном (TIG) возможна тремя способами – с помощью холодной сварки, горячей (до 600 градусов по Цельсию) или полугорячей (до 400 градусов по Цельсию). Первый из них уместен тогда, когда нужен шов, не состоящий из чугуна.
Как варить чугун аргоном? Для этого выставляют значение сварочного тока в 40-80 А в зависимости от толщины деталей. Если этот показатель вы выбрали правильно, металл во время процесса трещать не будет. Качество шва не зависит от направления сварки, поэтому горелку можно располагать как за присадочным прутком, так и перед ним. Сварочный присадочный стержень предварительно нагревают, затем помещают в сварную ванну и формируют шов. Чтобы он получился качественным, без пор, присадочный пруток лучше не выносить из зоны сварки, а помешивать им расплавленный металл, равномерно распределяя его и удаляя пузырьки газов. После сваривания деталь должна остыть естественным путем.
Сварка чугунных радиаторов
Можно ли заварить чугунную батарею самостоятельно, не вызывая специалиста? Заварить трещину в радиаторе можно, если у вас есть стаж проведения подобных работ, так как не каждый шов сможет выдержать давление до 10 атмосфер и температуру до 100 градусов по Цельсию. Наиболее распространена сварка чугуна инвертором: этот прибор легкий и компактный, к тому же простой в управлении.
В большинстве случаев поверхности, подлежащие сварке, нельзя вращать, поэтому соединение варят с отрывом. Чтобы шов получился прочным, производят два прохода. После каждого из них нужно очистить место сварки, удалить наплыв и окалину. В качественно выполненном шве все края заполнены, подрезов нет.
Соединение чугуна со сталью
Сварка чугуна со сталью осложнена тем, что эти металлы имеют разное процентное содержание углерода. Кроме того, если гранулы углерода крупные, то речь не может идти о надежном шовном соединении.
Стали с чугуном могут быть соединены при помощи как холодной, так и полугорячей, и горячей технологии. Для соединения железно-углеродного сплава с обычной сталью или с нержавейкой нужно использовать постоянный ток (полярность – обратная). Переменным током следует воспользоваться только при напряжении холостого хода, превышающем 54 вольта. Сначала нужно обрабатывать изделие из чугуна, затем – из стали. Если соединение чугуна и стали должно иметь толстый шов, то он варится слоями. Каждый из них необходимо уплотнить, используя молоток.
В случае, когда нержавейка присоединяется при помощи горячего или полугорячего способа, зону наплавки стоит охлаждать. Обратите внимание: при резком снижении температуры материал будет деформирован или начнет разрушаться. Поэтому температуру в зоне наплавки снижают медленно, а шов время от времени нагревают.
Полезные советы
- Правильно варить чугун нужно в нижнем положении.
- Перед тем как заварить чугун низкоуглеродистыми электродами, обратите внимание, что толщина наплавленного металла должна составлять около 50 процентов от толщины самой детали.
- Сварка чугуна полуавтоматом должна проводиться без колебательных движений при ведении первого шва. Затем можно приступать к поперечным движениям.
- Чугун и сталь можно сваривать и при помощи аргонодуговой технологии. В таком случае используйте для присадки флюсовую проволоку на никелевой основе, сняв с нее обмазку. Электроды должны быть изготовлены из вольфрама.
- Нержавейка к чугуну может быть надежно приварена в том случае, если сварку проводить в несколько проходов короткими швами, давая металлу остыть.
- Чтобы чугун после сварки остывал постепенно, его или накрывают, или засыпают негорючими материалами (асбест, песок, зола).
- В толстых деталях перед свариванием разделываются кромки. Угол фаски должен составлять 45 градусов.
Сварка чугунных изделий аргоном
Тот, кто пытался варить чугун, наверняка заметил, как сложно добиться высокого качества шва. В этом деле поможет сварка аргоном. Узнайте обо всех тонкостях.

Тот, кто пытался варить чугун, наверняка заметил, как сложно добиться высокого качества шва. Надежное соединение позволяют получить лишь несколько способов. Один из них — сварка чугуна аргоном. Чем она лучше других методов? Какие этапы включает процесс? Нужно ли готовить поверхность? Чего делать не стоит? Ответы на эти вопросы вы узнаете из данного материала.
Особенности чугуна
Рассматриваемый материал является сплавом железа с повышенным содержанием углерода в составе. Если, к примеру, у кованой или закаленной стали этот показатель составляет 0,3-0,5 %, то у чугуна он в десять раз больше (от 2 до 6%). Однако во внимание стоит принять ряд других особенностей материала. Среди них:
- высокая скорость охлаждения, приводящая к появлению слоя «белого» чугуна, который не поддается какой-либо обработке;
- образование пор в процессе сварки за счет выгорания углерода и образования смеси СО;
- низкая пластичность материала — верная предпосылка к появлению трещин.
Увы, недостатки материала зачастую перекрывают все его достоинства, вызывая головную боль у сварщиков. При термообработке общеизвестными методами (ручная сварка и т. д.) и последующем застывании шва его хрупкость приводит к нарушению целостности заготовок. К тому же, чугун выступает трудносвариваемым металлом, поэтому альтернативный метод создания соединений просто необходим. Здесь то на помощь приходит дуговая сварка в среде защитного газа — аргона.
Подготовительный этап
При наличии трещин они засверливаются по краям и расширяются на достаточную для проварки глубину. Участок, где будет произведена сварка чугуна аргоном, освобождается от окалины при помощи углошлифовальной машинки (болгарки), наждачной бумаги с крупным зерном или металлической щетки. Если все же присутствуют масляные пятна, их стоит вывести растворителем, либо воспользоваться пламенем горелки.
Последовательность действий
Сварка чугунных изделий аргоном — популярный способ, позволяющий свести риск растрескивания деталей после соединения.  Работа выполняется при помощи вольфрамового электрода, что позволяет минимизировать количество шлаков в процессе. Аргоновая сварка чугуна особо востребована в авторемонте при обработке деталей, состоящих из рассматриваемого материала.
Работа выполняется при помощи вольфрамового электрода, что позволяет минимизировать количество шлаков в процессе. Аргоновая сварка чугуна особо востребована в авторемонте при обработке деталей, состоящих из рассматриваемого материала.
Помимо неплавящегося электрода из вольфрама, используются присадочные прутки из никеля. Реже их меняют на бронзовые, либо алюминиевые, обычно из-за низкой стоимости последних. Если же полученная при сварке деталь будет подвергаться термическому воздействию, использование бронзы или алюминия категорически запрещается!
Обязательные требования к процессу:
- предварительная очистка поверхности;
- прогревание заготовок для снижения риска появления трещин;
- малые величины силы тока;
- шов наносится короткими участками;
- каждый шов простукивается молотком для снятия остаточных напряжений;
- по окончании сварочного процесса полученная деталь остывает в естественных условиях, медленно и постепенно.
Присадочные материалы имеют длину 60-70 см и диаметр 6-15 мм. Почему сварка чугуна аргоном считается лучшим способом для обработки материала? Причина очевидна — газ защищает сварочную ванну от проникновения воздуха и шлак внутри нее не образуется (вопреки склонности чугуна к данному процессу).
Когда все необходимое подготовлено, приступают к работе. Далее — коротко о последовательности действий:
- пользователь включает аппарат;
- выполняется подача присадочного материала на поверхность (участок сварки) под углом 20-30 градусов;
- расстояние между соплом горелки и свариваемой деталью должно составлять от 3 до 10 мм;
- выполняют несколько коротких швов вместо одного длинного и непрерывного;
- каждый новый шов простукивается молотком;
- после формирования шва дают остыть детали в естественных условиях;
- при необходимости удаляют налет (брызги сварочные) и обрабатывают соединение наждачной бумагой, УШМ, щеткой из металла.
Вольфрам обладает очень высокой температурой плавления, поэтому ему не грозит оплавление или длительное пребывание при экстремальных температурах.
Полезные советы
- при обработке материала в домашних условиях допускается любой способ предварительного нагрева детали;
- максимальная длина коротких швов не должна превышать 30 мм;
- удары молотком с целью снятия напряжений должны выполняться мягко и аккуратно, во избежание растрескивания детали.
Высокое качество получаемого соединения — основная причина популярности сварки аргоном чугунных изделий. При должном опыте процесс протекает быстро, а при покупке никелевых присадочных прутков вместо бронзовых или алюминиевых — качественно. Сложности, связанные с физическими и химическими характеристиками чугуна, сходят на нет, когда сварка производится в аргоновой среде. Однако и это достижимо лишь при выполнении ряда условий.
Мы упустили какие-то нюансы при сварке чугуна? В комментариях к статье вы можете поделиться своим мнением по данной теме.
Сварка чугуна аргоном — практические советы, проблематика и решения



Он имеет большой по сравнению с другими металлами показатель углерода в своем составе, а именно 2–6 %. Для сварки чугуна применяется именно аргон, потому что это один из самых надёжных способов добиться высокого качества соединения деталей.
В чем специфика сварки чугуна
Чугун чаще всего используют в изделиях, производимых путем литья. Но такой металл довольно хрупок и наиболее распространенные поломки это трещины. Их, как правило, заваривают, используя электросварку. В чем трудность проведения такого вида работы?

- Расплавленный чугун очень текучий, что создает трудности при заваривании сквозных трещин и пробоин. Это же свойство часто приводит к сквозному прожиганию металла.
- Чугун имеет относительно невысокую температуру плавления. Воздействие высокотемпературной электрической дуги приводит к его отбеливанию (изменение структуры), вследствие чего материал в месте сварки становиться более хрупким и трескается уже при остывании.
- Кислород, который находиться в атмосфере вступает в контакт с углеродом, это провоцирует образование множества пор в теле сварного шва. Соединение от этого имеет намного меньший запас прочности.
Это — основные проблемы сварки чугунных деталей. Для их решения применяют несколько технологий, которые позволяют избежать быстрого разрушения соединения.





Характеристики свариваемости чугуна
Чтобы научиться правильно работать с чугуном, стоит учитывать все его характерные особенности. Если не учесть хоть один из нюансов, сварка станет бесполезной, такое соединение не будет отличаться надёжностью.
Чугун не самый благоприятный материал для сварки, поэтому принято применять дополнительные технологии. К важным свойствам металла относятся:
- Отсутствие пластичности. Это говорит о том, что в процессе работы может происходить перенапряжение отдельных участков деталей, в особенности в месте соединения. Поэтому иногда могут образовываться повреждения в виде трещин, но они проявят себя только через несколько часов после проведения сварочных работ.
- Быстро остывает. Эта особенность влечёт за собой так называемый эффект «отбеливания». Это означает, что на поверхности будет образовываться белый слой металла, который не является благоприятным для дальнейшей обработки.
- Хрупкость. Одно из свойств, создающее очень много проблем при сварке отдельных участков.
- Требуемое количество углерода снижается под воздействием высоких температур. Во время работы углерод начинает выгорать, из-за чего проявляются поры как внутри шва, так и снаружи.
Способы сварки чугуна
Сразу стоит заметить: если Вам нужно сделать сварочный шов по чугуну — не нужно экспериментировать! Не надо варить такой металл стальными электродами — шов трескается в 100% случаев. То же касается и полуавтомата с использованием проволоки для варки стали!
В основном, для сварки чугунных деталей используется две основные технологии: горячая и холодная. Также может применяться и полугорячий метод варки такого металла.
Холодный способ варки
Такой метод позволяет варить чугун без предварительного нагрева деталей. Особенно он актуален, когда конструкции имеют довольно большие габариты.
Обязательное условие такого способа — это использование специальных электродов.
Обычно для этого выбирают расходники, в составе которых есть железо, медь и никель. Эти элементы не приводят к образованию сплавов с углеродом, от чего шов не получается слишком хрупким.
Горячий и полугорячий способы
Это более надежные методы сварки чугуна. Детали предварительно разогревают либо в печах, либо специальными индукционными нагревателями (промышленные масштабы).

Главное — это соблюдение температурных режимов. Чугун нельзя нагревать более чем на 600 градусов. Иначе начинается процесс, которого и пытаются избежать во время сварки — изменение структуры и отбеливание (образование белого вида чугуна).
Этот способ может быть нескольких видов в зависимости от того, до какого показателя происходит нагрев. Например, при полугорячем способе детали нагреваются в пределах от 350 до 400°, а теплый предусматривает подогрев в пределах 250 градусов.
После завершения сварки детали нужно медленно охлаждать (иногда до 5 суток!), чтобы шов не треснул от слишком быстрого снижения температуры.
Горячие способы сварки более трудоемки. Но позволяют при этом получить качественные соединения.
Сварка аргоном – технология и последовательность
Процесс аргонодуговой сварки делится на несколько этапов, которые проводятся в определенной последовательности. А именно:
- Подготовка свариваемых заготовок.
- Их подогрев.
- Сам сварочный процесс.
- Медленное охлаждение стыка.
К подготовительному процессу можно отнести зачистку соединяемых поверхностей и формирование кромок. Очень важно правильно кромкам придать необходимую форму. Она не должна быть острой, она должна быть скругленной, как показано на фото ниже. Такое скругление обычно достигается с помощью обычной болгарки. Кромки нужно формировать только в том случае, если толщина соединяемых чугунных заготовок превышает 4 мм.

Подогрев чугуна производится горелкой, после чего можно переходить непосредственно к свариванию металла. Если производится сварка деталей со сложной формой, где присутствуют перемычки, отверстия, участки с разными толщинами, то нагревать необходимо будет всю деталь, а не только участок, где производится сварка.
Как варить чугун полуавтоматом
В большинстве случаев использование полуавтоматической сварки позволяет получать сварные швы очень высокого качества. Все дело в устройстве такого аппарата. Швы ложатся точечно и каждая отдельная точка как бы вбивается в поверхность металла. При этом полуавтомат не разогревает слишком большие площади. Итак, как варить чугуны полуавтоматом?
Подготовительные работы
Независимо от используемого оборудования, будь то ручной инвертор или полуавтомат, чугун нужно подготовить к сварке.
Металл тщательно очищают от загрязнения, если есть следы масла — его удаляют растворителями.

Сами кромки нужно расширить по всей длине (для этого можно использовать болгарку или зубило). Однако нужно делать зачистку очень аккуратно, удаляя металл в несколько подходов послойно!
При заваривании трещин по ее края нужно засверлить точки, иначе растрескивание может получить продолжение в процессе сварки.
Также, при толщине детали больше чем 5 миллиметров, по краям нужно сделать фаску под углом в 45-60 градусов. Тонкие изделия варят с использованием графитовых подкладок, чтобы можно было избежать вытекания расплава и прожигания металла насквозь.
Выбор проволоки
Как было сказано выше, не стоит пытаться заварить чугун, используя стальные виды проволок для полуавтомата. С их применением этот процесс становиться нереальным без повреждений.
Сегодня существуют специальные виды сварочной проволоки для работы по чугуну.
Их подбирают в зависимости от выбранного способа сварки.

- Проволока с маркировкой ПП АНЧ-1 — используется в процессе варки без подогрева (холодный метод).
- При полугорячем подогреве до 350 градусов применяют сварочную проволоку марки ПП АНЧ-2.
- И, конечно же, при горячем нагревании до 600 градусов применяют расходник с маркировкой ПП АНЧ-3.
Каждый из этих расходных материалов представляет собой порошковую проволоку (маркирование ПП), в составе которой есть уже необходимые элементы (медь, кремний, железо, никель и прочие). Благодаря чему можно сваривать чугун полуавтоматом.
Сварочный процесс
Проведя всю необходимую подготовку, приступают к сварке металла. Лучше всего использовать горячий метод. Для этого деталь нагревают до 600 градусов в печи, после нагрева нужно сразу же начинать сварку.
Нагревание нужно контролировать, чтобы не превышать допустимые показатели. Если все таки произошел перегрев, ни в коем случае нельзя допустить попадания воды на металл. Даже капля приведет к образованию трещин и окончательно испортит изделие.

- Нужно особо уделить внимание настройке сварочного оборудования. На полуавтомате чугун варят на малом постоянном токе и с обратной полярностью.
- Под детали укладывают графитовую подкладку (подформовку).
- Держатель ведут под углом в 50-60 градусов к поверхности свариваемых деталей. Главное — это видеть конец проволоки и контролировать весь процесс.
- Шов накладывают в несколько слоев за два три прохода.
- Во время ведения первого шва не нужно делать колебательных и поперечных движений, как в случае со сталью.
- Следующие проходы можно делать с использованием поперечных ведений кончика проволоки.
- После окончания сварки нужно удалить шлак и обеспечить постепенное остывание детали. Для этого металл накрывают или засыпают негорючим материалом (асбест, древесный уголь).
Сварочный процесс полуавтоматом происходит намного быстрее, чем при ручном режиме. Стоит предварительно потренироваться в скорости ведения шва и подачи проволоки!
Также для защиты сварочной ванны от поступления кислорода можно использовать полуавтоматический режим сварки с использованием подачи аргона.
А что Вы можете добавить к данному материалу статьи? Поделитесь своим опытом в сварочных работах с использованием полуавтоматических аппаратов в блоке комментариев. Какими видами проволоки вы пользовались и какие настройки выставляли на полуавтомате?





Процедура сварного соединения чугуна
Для получения качественного сварного шва следует строго придерживаться определенной технологии:
- первым делом подготовить соединяемые изделия.
- Настроить режим сварки.
- Правой рукой вооружиться горелкой, а левой взять присадочную проволоку.
- Газ из горелки следует подать за 20 секунд до начала процесса.
- Между швом и электродом следует выдерживать расстояние в 2 мм.
- Включить аппарат – на электрод тут же поступает напряжение, из-за чего возникнет электрическая дуга.
- В область сварного соединения подается аргон. Присадка начнет плавиться и в жидком виде начнет заполнять пустоту между соединяемыми изделиями.
- После формирования сварного шва нужно дать заготовкам остыть.
Только придерживаясь технологии, а также соблюдая технику безопасности, можно получить качественное сварное соединение, которое прослужит долгое время. А благодаря аргону шов не покроется трещинами и порами.
Для наглядности в сети можно найти подходящие ролики, где видно, что у кого-то работа получается. К примеру, на этом можно увидеть, как выполняется процесс с использованием аргона.
Важные рекомендации
Выполняя сварочные работы в среде аргона, не стоит скидывать со счетов ряд моментов:
- Половину всей процедуры занимает Подготовка и как раз от нее зависит качество сварного соединения
- Соединяемые чугунные изделия необходимо предварительно прогреть любыми подручными средствами.
- Шов следует делать короткими отрезками по 25-30 мм.
- Плавная подача присадочной проволоки позволит избежать появления брызг.
- В ходе сварки горелку необходимо все время перемещать, не задерживая ее на месте. Иначе произойдет перегрев металла, что повлечет за собой сильное испарение углерода. Свариваемость ухудшится, а твердость будет не по всему шву, а в локальных пределах.
- Сварку оптимально проводить в нижнем положении, что убережет от утечки расплавленного металла из сварного шва.
Иной раз даже у качественно шва может наблюдаться остаточное напряжение. Это оказывает отрицательно влияние на долговечность заготовок. Снять его можно постукиванием по уже остывшему шву молотком на всей его протяженности.

