
Угловая струбцина для сварки. Швы радуют глаз
Виды струбцин для сварки
Создание точных и качественных металлоконструкций сложно себе представить без использования таких приспособлений, как струбцины. Это специальные зажимы, позволяющие надежно фиксировать и точно стыковать компоненты металлоконструкций во время сборочных или ремонтных работ.
Зажим заготовок осуществляется чаще всего губками, но могут использоваться и другие органы захвата, все зависит от типа струбцины.
На сегодняшний день различают свыше десятка разновидностей струбцин:
- F-образные
- G-образные
- Трубные
- Ленточные
- Угловые
- Распорные
- Крестовинные
- Двух- и трехосевые
- и пр.
Помимо типа конструкции струбцины для сварки различаются между собой и по принципу сжатия:
- Винтовые
- Триггерные
- Рычажные
- Пружинные
- и т.д.
Ниже будет описана четверка самых распространенных струбцин, без которых не может обойтись ни один сборщик/ремонтник металлоконструкций. Итак, какие виды струбцин сегодня востребованы.
G-образные струбцины
Это простейший вариант струбцин. Конструкция таких приспособлений представлена обыкновенной скобой с винтовым прижимом. Пример на фото ниже.

G-образные струбцины используются для фиксации заготовок к краю столешницы слесарного верстака или сварочного стола. Такие струбцины актуальны в основном для работы с негабаритными деталями.
При помощи G-образных струбцин можно обездвижить и расположить в правильном направлении: уголок, швеллер, листовой металл, трубу с прямоугольным профилем, шестигранник и прочие типы проката. Вместе с тем G-образные струбцины дают возможность надежно прижимать к друг другу и детали: труба к трубе, труба к металлическому листу и пр.
Главным недостатком G-образных струбцин является возможность прижима заготовок только у края столешницы, так как скоба имеет заметно ограниченную глубину профиля. Какие еще существуют виды струбцин.
F-образные струбцины
Если G-образные струбцины имеют всего одну регулировку (высоты прижима), то в F-образных струбцинах предусмотрено несколько регулировок. Это непосредственно сама высота прижима и так называемый «дожим», дающий гарантию максимально надежной фиксации. Пример F-образной струбцины на фото ниже.

Как и в случае со струбцинами G-типа, F-образные приспособления рассчитаны на прижим заготовок либо между собой, либо к краю столешницы.
F-образные струбцины регулируют высоту прижима посредством направляющей планки, по которой ходит нижняя прижимная губка. Принцип фиксации в таких струбцинах прост. Упираясь в заготовку нижняя губка клинит на направляющей планке. Для усиления клина нужно просто закрутить вспомогательный винтовой прижим.
F-образные струбцины для сварки и столярных операций обычно отличаются направляющей планкой. В сварочных струбцинах планка обычно ровная, а в столярных приспособлениях направляющая планка чаще всего использует ребристую поверхность.
В отличии от G-приспособлений струбцины с F-образным профилем позволяют крепить достаточно высокие заготовки. Разумеется, есть и совсем небольшие F-прижимы. Высота разведения губок в F-струбцинах может составлять от 100 до 300-500 (мм). Конкретная высота прижима будет зависеть от модели струбцины. Из выложенного ниже видеоролика можно узнать, как выбрать струбцину для сварки.
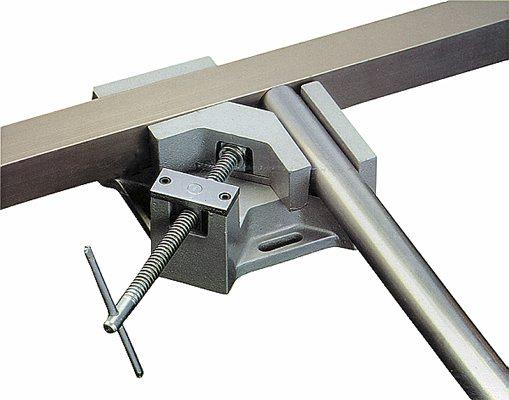
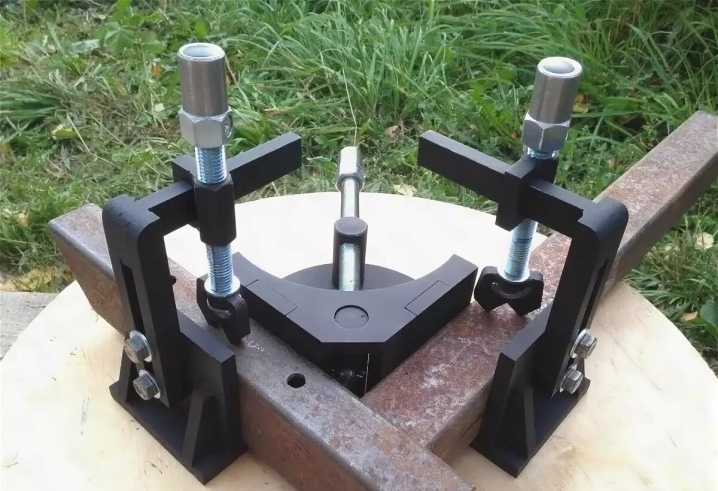
Угловые струбцины
Это серия узкоспециализированных струбцин. С их помощью можно точно стыковать фасонный прокат под прямым углом. Такие струбцины являются незаменимыми при изготовлении рам и каркасов. Угловая струбцина позволяет приваривать торцы труб, уголков, швеллеров и пр.
Различают мобильные и стационарные струбцины. Зажимы мобильного типа можно использовать по месту, то есть непосредственно на самой металлоконструкции. Стационарные же струбцины жестко крепятся к столешнице слесарного верстака или сборочного/сварочного стола. Стационарные зажимы позволяют стыковать прокат на одном месте, что позитивно отражается на точности изготавливаемых конструкций. Приспособления стационарного типа хорошо себя зарекомендовали при серийном и массовом производстве металлоконструкций.
Классические струбцины углового типа фиксируют заготовки при помощи зажимных губок. В более современных моделях фиксация проката реализована за счет магнитных сил. Достаточно просто разместить заготовки на направляющих, прокат сам «прилипнет» к струбцине. Магнитные зажимы отличаются простотой и надежностью конструкции.
Слабым местом магнитных угловых струбцин является возможность работать только с металлическими заготовками, которые проявляют магнитные свойства. Струбцины же с зажимными губками могут стыковать алюминий, легированную сталь, медь и всевозможные сплавы, которые не реагируют на магнит.
Прижимные струбцины
Отдельная категория струбцин, которая предназначена для установки на сварочные или сборочные столы. Струбцины этого типа нередко называют «прижимами быстрого действия». В отличии от G- и F-образных зажимов прижимные струбцины позволяют фиксировать заготовки не только у края столешницы, а в любом месте рабочей зоны.
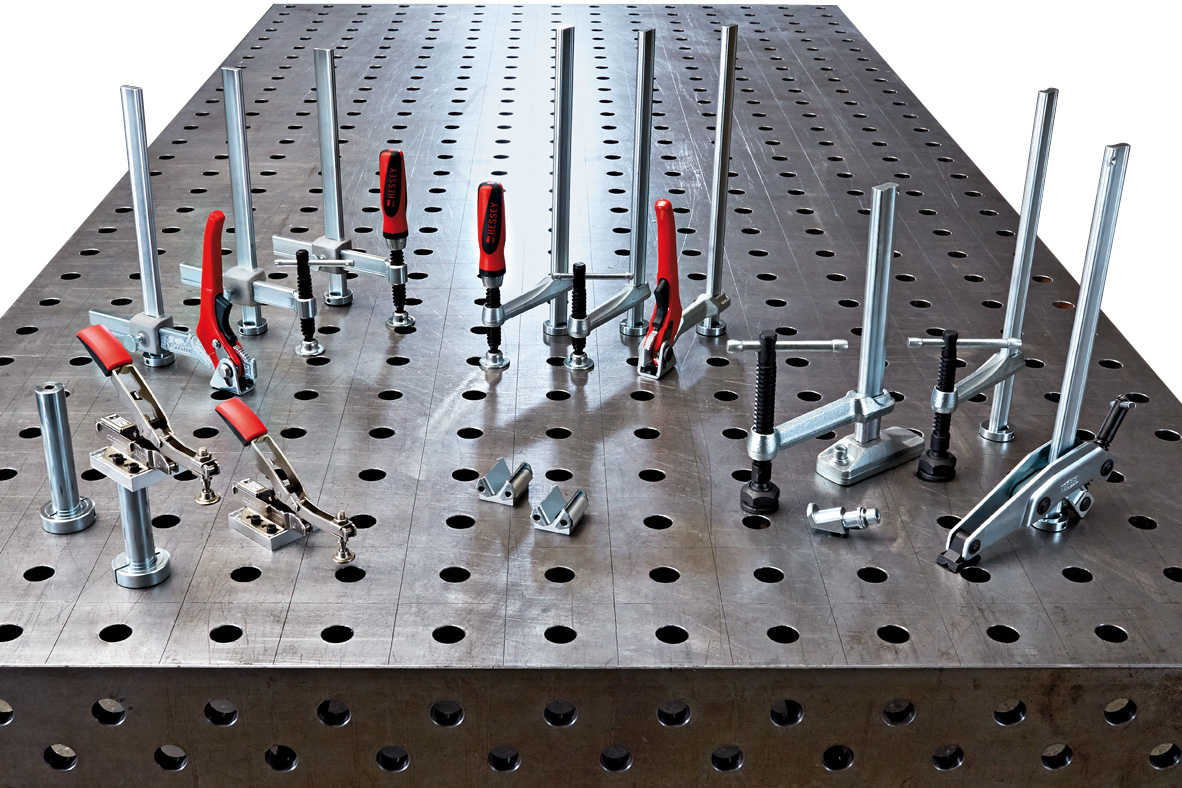
Струбцины прижимного типа монтируются либо посредством специальных технологических разъемов (круглых или Т-образных), либо переставных плит.
Существует множество разновидностей прижимных струбцин. Внизу выложен видеоролик, автор которого демонстрирует широкий ассортимент прижимов быстрого действия. В видео есть и рекомендации, как выбрать струбцину для сварки.
Прижимные струбцины можно условно разделить на несколько обширных категорий:
- С винтовым прижимом
- Рычажные/шарнирные
Как понятно, в струбцинах с винтовым прижимом губка перемещается на резьбовом штоке. Рычаг же прижимает эксцентриковым механизмом. В продвинутых струбцинах силу эксцентрикового прижима можно регулировать.
Дополнительная информация
При выборе струбцин для сварочных работ следует особое внимание уделить используемым в конструкции прижима материалам. Для фиксации металлических заготовок предпочтение следует отдавать струбцинам с металлическими губками. Дело в том, что при сварке заготовок металл собираемой детали может разогреваться до покраснения. Если губки будут пластиковыми или резиновыми, они сразу же «поплывут».
Пластиковые и резиновые губки хороши только для столярных операций.
Не следует ограничиваться заказом струбцины одного единственного размера. В закромах у опытного сборщика металлоконструкции каждый из типов струбцин представлен тремя, а то и четырьмя типовыми размерами.
Если сварочные работы проводятся в рамках серийного или массового производства, то следует отдавать предпочтение струбцинам заводского изготовления. Самодельные прижимы в этом случае не обеспечат высокой точности стыковки заготовок. Для единичного же домашнего использования опытные сварщики нередко используют самодельные струбцины. Среди таких прижимов встречаются и уникальные экземпляры, не имеющие аналогов на рынке промышленной продукции.
Угловая струбцина для сварки. Швы радуют глаз

 Кажущиеся на первый взгляд простые сварочные работы, как правило, нуждаются в достаточно профессиональном и ответственном подходе. Поскольку для выполнения качественных и надёжных работ, понадобятся особые инструменты. Таким инструментом может стать угловая струбцина для сварки, которая даёт возможность проводить сварочные работы гораздо проще и быстрее.
Кажущиеся на первый взгляд простые сварочные работы, как правило, нуждаются в достаточно профессиональном и ответственном подходе. Поскольку для выполнения качественных и надёжных работ, понадобятся особые инструменты. Таким инструментом может стать угловая струбцина для сварки, которая даёт возможность проводить сварочные работы гораздо проще и быстрее.
Угловая струбцина является неким универсальным фиксатором, скрепляющим обрабатываемые поверхности при сварке. Такое приспособление крепко сжимает необходимые элементы под определённым углом и тем самым делает процесс сварки и обработки материалов удобнее. Это первое по важности оборудование для любого сварщика, без которого невозможно обойтись, не причинив ущерба производительности и крайнего неудобства в работе. Струбцины могут быть разных размеров и форм. Особенно удобными считаются быстрозажимные варианты. В целом для постоянного осуществления сварочных работ профессионалы рекомендуют иметь набор струбцин разной конфигурации.

Конструкция угловой струбцины для сварки
Зачастую струбцины выпускаются в нескольких модификациях и предназначены для сварки металлических труб под определённым углом (от 30 до 90 градусов). Могут изготавливаться в разных видах в зависимости от ширины труб, их количества и угла сварки.
Отличительными особенностями любой угловой струбцины являются:
- толщина губки – прижимные губки имеют большую толщину для повышения степени жёсткости соединений. Как результат: сварочный шов не выгибается во время проведения сварки;
- материал изготовления прижимных винтов – в процессе сварки часто происходит разбрызгивание расплавленных частиц металла, которые оседают на близлежащих поверхностях. При попадании на резьбовые части может происходить их спайка и как следствие выход со строя струбцины. Во избежание этого на них устанавливаются медные либо омедненные прижимные винты. Медь, в свою очередь, не даёт прилипать брызгам и увеличивает период эксплуатации сварочного оборудования;
- рабочая поверхность – для работы электродами под необходимыми углами в местах стыковки деталей струбцина увеличивает рабочую зону.

Сама струбцина состоит из подвижного элемента и основной рамы. Подвижная часть обычно оснащается дополнительными специальными зажимами – винтом или рычагом, регулирующими степень сжатия деталей. С помощью подвижного элемента контролируется расстояние между инструментом и губками.
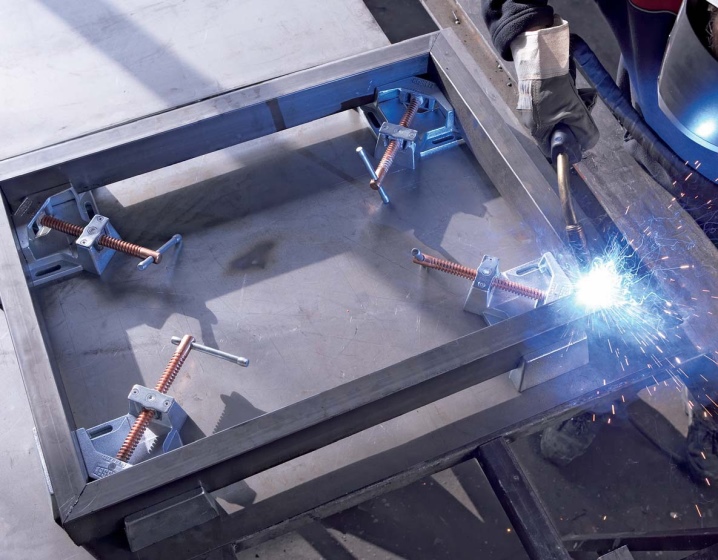
Благодаря максимальной подвижности конструкции устройства струбцина может удерживать материалы разного размера и сечения. А при использовании нескольких угловых устройств можно сформировать любые расположения конструкций для более комфортной и оперативной сварки. В большинстве своём зажимные элементы рассчитаны для сварки материала с максимальным диаметром 390 мм.
Угловая струбцина для сварки имеет Т-образную форму ручки, которая позволяет передавать образующееся при работе зажимное усилие на обрабатываемые детали. А чугунные скобы при проведении сварочных работ способны выдерживать даже самый высокий нагрев.
Выбирая струбцину углового типа необходимо учитывать вид планируемых работ. Так, к примеру, G-струбцины обычно применяются для фиксации заготовок небольшой толщины. При необходимости осуществления монтажа металлических изделий, имеющих большую толщину, стоит воспользоваться угловой струбциной F-формы, оснащённой регулируемым зажимным элементом.
Струбцина может устанавливаться в любых типах помещений в мастерских или гаражах на рабочем столе с ровной поверхностью.
Делаем струбцину своими руками
Большинство моделей имеют стандартный угол крепления в 90 градусов, но выпускаются также устройства с возможностью изменения угла. Стоимость их на рынке на порядок выше, поэтому иногда есть смысл сделать конструкцию своими руками.
Струбцина углового типа довольно проста по своей конструкции и для многих будет несложно собрать её даже в домашних условиях.
Оптимальным материалом при изготовлении самодельной струбцины считается железо.
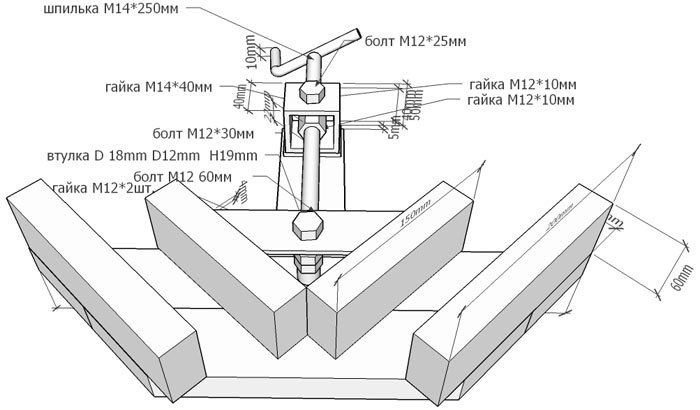
Для самостоятельного изготовления струбцины необходимо сделать следующее:
- Создать основание конструкции – для формирования основания устройства желательно использовать листовой металл с толщиной от 8 мм до 10 мм. Фиксирующим элементом послужит уголок нужного размера. Крепление деталей лучше делать с помощью электросварки, поскольку резьбовое крепление будет менее надёжным.
- Установить зажим – чтобы сделать винтовой зажим рекомендуется использовать 2 или 3 гайки, которые свариваются между собой. При этом лучше изготовить кронштейн с центральным резьбовым отверстием толщиной от 30 мм до 40 мм. Крепиться он с помощью болтов, чтобы в случаях срыва резьбы его можно было бы поменять.

- Сформировать угол – особое внимание в струбцине углового типа необходимо уделить расположению зажимочных скоб. При сваривании уголки должны идеально подходить один к другому. В этих целях один из уголков приваривается к зажиму, на который потом накладывается второй уголок, прижимается и приваривается к скобе.
- Проверить движение основания – по боковым поверхностям конструкции необходимо установить направляющие, которые позволят перемещать внутреннее основание струбцины. Для этого вырезается паз с шириной от 8 мм до 10 мм по биссектрисе углового устройства.
- Просверлить отверстия – с помощью сверла в верхнем основании струбцины, в которое устанавливается болт, закручивающийся гайкой с шайбой. Перемещение оснований по отношению друг к другу должно быть свободным, поэтому лучше, чтобы резьба на болте не доходила до головки. Головка может также крепиться на основании с помощью кронштейна.

Во время эксплуатации такого стандартного варианта струбцины в виду ограничения положения устройства под прямым углом, рано или поздно может возникать вопрос об его узкой направленности в работе. Исправить это можно, разместив в месте ранее неподвижного элемента, разъёмного болтового соединения. В качестве варианта может быть установлен зажимной регулировочный винт, благодаря которому появиться возможность выбора необходимого угла с его последующей фиксацией.
Учитывая, все вышесказанное следует помнить, что для получения профессионального сварочного соединения, необходим качественный инструмент, позволяющий упрощать работу и не допускать появление не состыковок и подгонов.
Угловая струбцина для сварки. Швы радуют глаз

ПОДБОРКА САМОДЕЛЬНЫХ СТРУБЦИН ДЛЯ СВАРОЧНОГО ПОСТА. ЧАСТЬ 1
 Опубликовал: Антон Чураков
Опубликовал: Антон Чураков
Для того чтобы оснастить сварочный пост профессиональным инструментом, придется выложить немалые деньги. Если вы, например, ограничены в финансах, вам не требуется функционал и точность профессионального инструмента, либо вам просто нравится все делать своими руками, то можно изготовить подобный инструмент самостоятельно. Предлагаю вашему вниманию подборку самодельных струбцин для сварки, которые показались мне наиболее интересными. Некоторые из них не уступают по функционалу профессиональным.
Струбцины для стыковых соединений листовой стали.
На изготовление весьма функционального комплекта из 12 штук автор затратил 6 часов времени, 2 квадратных дециметра тонколистовой стали, электрод, обрезок ВГП трубы:
Ниже видео с подобной струбциной и наглядной демонстрацией работы. Данная струбцина устанавливает зазор 0,4 мм. Для ее изготовления вам необходимо: регулировочная прокладка тормозных колодок, квадратная труба 22х1,25 мм, шпилька М6, квадратный пруток 6 мм, гайка-барашек М6.
Угловые струбцины (тиски).
Угловая струбцина, зажимающая профильный прокат разного сортамента. Изготовлена без применения токарного станка из подручных материалов.
Самодельные высокоточные угловые тиски. Есть токарные работы. В описании к видео даны ссылки на чертежи.
Самодельная угловая струбцина для сварки за 2,5$. Необходимо: 50 см уголка 35 мм, 1 м полосы шириной 3 см, винты, гайки:
Быстрозажимная струбцина из старого ножовочного полотна и деталей авто. Думаю, можно сделать из сломанного пистолета для туб.

Магнитный уголок для сварки из подручных материалов (лист железа, доска, саморезы) и маленьких круглых неодимовых магнитов под саморезы:
Магнитный угольник для сварки за 1$. Для изготовления необходима соединительная пластина, гайки соединительные М5, винты с потайной головкой М5, магнит от испорченного динамика.
Массивная струбцина из полос металла, соединительной гайки, шпильки, круглого проката, шайбы. Обратите внимание на скосы подвижной части. Именно они обеспечивают зажим.
Бюджетная F-образная струбцина для сварки из полосы толщиной 5 мм, соединительной гайки и шпильки:
Если у вас есть самодельные струбцины, то вы можете поделиться интересной конструкцией с участниками сообщества в группе ВКонтакте или выслать нам на почту — мы опубликуем.
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
Комментарии
Вы не можете оставлять комментарии
Самодельные и заводские струбцины для сварочных работ
Среди множества важных приспособлений на сварочном столе можно найти струбцины для сварки. Они позволяют увеличить скорость сборки узлов и выполнить их с соблюдением основных размеров согласно чертежу.
Выпускаются промышленные образцы разнообразных по форме струбцин, но в домашних условиях вполне реально изготовить надежную и удобную струбцину для сварочных работ самостоятельно.

Большой выбор
Струбцины выпускают не только для сварки, они применяют в столярном деле. Для слесарных работ тоже производят аналогичные приспособления. Удобная угловая струбцина для сварочных работ – это незаменимый инструмент, без которого иногда просто не обойтись.
Струбцины отличаются по формам и размерам, могут предназначаться для определенного размера заготовок или применяться как тиски для сварки с надежной фиксацией деталей.
Существуют также струбцины, предназначенные для сварки трубопроводов. Это конструкции на шарнирах и винтах, позволяющие зажимать трубу определенного диаметра.
На струбцинах может использоваться кулачковый фиксатор заготовки или винт, помогающий отрегулировать расстояние между зажимами. На сварочном столе должны присутствовать несколько типов и размеров струбцин, в зависимости от выполняемых операций и размеров деталей. Самая простая и надежная самодельная конструкция сварочной струбцины – это угловое приспособление, сделать которое достаточно просто.
Конструкционные особенности углового зажима
 Угловые струбцины предназначены для соединения трубной заготовки, различной по конфигурации, под разнообразными углами. Это может быть сборка рамной конструкции для калитки, готовых узлов трубопровода или отопительных регистров.
Угловые струбцины предназначены для соединения трубной заготовки, различной по конфигурации, под разнообразными углами. Это может быть сборка рамной конструкции для калитки, готовых узлов трубопровода или отопительных регистров.
В зависимости от угла соединения струбцины для сварки могут быть с постоянным градусом стыка, или с возможностью выставления различных углов. Аспекты, на которые необходимо обращать внимание, разрабатывая эскиз и выполняя чертежи:
- для более надежной стыковки и фиксации деталей необходимо подбирать достаточную толщину прижимных губок. Это позволит избежать больших деформаций при сварке конструкции;
- следует обращать внимание на прижимные винты. Лучшим вариантом для струбцины будут гайки, и прижимные детали из меди или обмедненной стали с винтовой резьбой. Такое прижимное устройство прослужит дольше. При отсутствии винтовой резьбы, можно использовать метрическую, но с наиболее большим шагом;
- величину рабочей поверхности при стыковке и сварке деталей. Лучший вариант – это возможность сварки с 3 сторон узла, находящегося в зажатом положении.
Конструкция струбцины представляет собой основу с упорами. Упоры могут фиксироваться под определенным углом или с возможностью регулировки градуса стыковки.
Для фиксации на основу наваривается гайка с вкрученным в нее винтом. Такая конструкция позволяет закреплять заготовки различные по размерам. Стандартно для нормальных условий работы принят максимальный размер 400 мм. Для больших размеров необходимо будет применять стапеля.
Вариации конструкции
 На конце винта, в зависимости от фантазии мастера, можно изготовить штурвал для зажима деталей. Но самая простая и распространенная конструкция струбцины – это приваренная или зафиксированная другими способами перемычка небольшого размера из квадратной трубы или прутка.
На конце винта, в зависимости от фантазии мастера, можно изготовить штурвал для зажима деталей. Но самая простая и распространенная конструкция струбцины – это приваренная или зафиксированная другими способами перемычка небольшого размера из квадратной трубы или прутка.
Для фиксации небольших деталей во время сварки вполне достаточно сделать простейшую струбцину в форме английской буквы G. Для этого можно из профиля с помощью подрезов и загибов выполнить основную раму данной конфигурацией. На верхней части приваривают гайку с винтом, и самая простая струбцина готова.
Несмотря на свою простоту, она будет надежно фиксировать небольшие детали, помогать в работе со сваркой. Винт лучше брать с подвижным пятаком на одном краю, чтобы надежно фиксировать заготовки, не двигая их при затяжке.
Наиболее распространенной является струбцина с возможностью регулировки в зависимости от размеров заготовки. Это приспособление требует установки его на жесткую поверхность рабочего стола для сварки или на металлический верстак мастера.
F- образная форма
Для того чтобы облегчить работу, потребуется приготовить несколько простых струбцин. Заранее надо подготовить небольшие обрезки любого профиля, гайку с винтом и крепежные болты. Угловые струбцины для сварки изготавливают в 2 этапа.
Основание
Понадобятся три обрезка профильной трубы. Профиль можно использовать любой, который есть под рукою, но лучше взять с разными размерами полок. К примеру, труба 25/60 может послужить отличной заготовкой для основания.
Отрезают детали длиной 300, 200, 100 мм. Распределяют меньший отрезок посередине длинного и прихватывают их. Получилось основание 180 мм по ширине.
От большего края размечают и зарезают углы под 450. Отрезок профиля длинной около 150 мм приваривают посередине длинной части основы. На эту деталь будет крепиться гайка с зажимным винтом.
Отрезают уголок или профиль по длине скоса на основании и прихватывают отрезки к торцу основания. Данные части конструкции служат как направляющие заготовки и как упоры при фиксации.
Проваривают все стыки и хорошо зачищают их болгаркой с зачистным камнем. Основание угловой струбцины для сварки готово, можно переходить к финальной части сборки.
Прижим
Остается изготовить прижим. Для этого на конце прямого обрезка, отходящего от основания, на достаточном расстоянии приваривают гайку с накрученным винтом. Для предотвращения повреждения резьбы при сварке винт необходимо хорошо смазать солидолом или другой густой смазкой.

Теперь отрезают две детали по 100 мм, концы зарезают под 450, стыкуют и проваривают деталь. Это будет поджимная планка. Ее можно сделать из уголка или профиля. Можно загнуть ее полукругом. В любом варианте, важно чтобы она надежно фиксировала части конструкции.
На небольшом расстоянии от внутреннего угла прижима приваривают стальную пластину толщиной 4-5 мм. Затем прожигают отверстие для прохода конца винта.
Зачищают стыки болгаркой. Вставляют конец винта в отверстие в пластине, и на его край приваривают фиксатор. На другой конец приваривают рукоятку для вращения.
Конструкция струбцины для сварки в угловом варианте готова. Это наиболее простой вариант струбцины, который несложно выполнить своими руками. Можно сделать приспособление с несколькими винтами фиксации или с изменяемым углом стыковки заготовок.
Изготовить угловые тиски для сварщика достаточно просто. Теперь остается прикрепить струбцину жестко с помощью электросварки к столу или верстаку. Можно просверлить отверстия в сварочном столе и зажать струбцину для сварки с помощью болтового соединения.
Самая распространенная струбцина позволит соединить детали под прямым углом для врезки стоевых или для сборки калитки или ворот.
Как струбцины помогают в работе сварщику, какие они бывают
Сварочные работы любой сложности непременно сопровождаются подготовительными манипуляциями, которые, в ряде случаев, занимают даже больше времени, нежели сам процесс сварки. Основным видом подготовки является предварительная сборка будущей конструкции. При такой сборке возникает необходимость фиксации свариваемых элементов.

Порой после тщательной подготовки, подгонки и выверки конструкции одним неловким движением руки при сварке рассыпаются, и приходится все начинать сначала. Не менее досадная ситуация, в которой обнаруживаются неточности после соединения, возникшие в результате некачественной фиксации.
Избежать описанных ошибок и справиться с неудобствами позволят дополнительные универсальные и специализированные приспособления для сварочных работ. Перечень таких инструментов весьма разнообразен. Обычно при проведении работ в промышленных масштабах используются автоматизированные средства, позволяющие укладывать изделия, кантовать и скреплять их. В быту приходится отдавать предпочтения тем инструментам, которые помогают собрать и закрепить элементы.
Классификация приспособлений
Обычно пользуются тривиальной классификацией, согласно которой все инструменты для сварочных работ подразделяются на установочные и закрепляющие. Установочные инструменты помогают провести подгонку делателей с нужной степенью точности. Классическим устройствами можно считать угольники, упоры, шаблоны.
Закрепляющие приспособления обеспечивают фиксацию деталей в установленном положении, это зажимы, стяжки или распорки.

Струбцины
Струбцина считается универсальным инструментом, так как может выполнять как функции установочные, так и функции фиксации. Единого вида струбцин не существует, однако этот инструмент обязательно должен быть в арсенале любого сварщика. Теоретически, сварка без применения струбцин вполне возможна, однако за это придется заплатить потерей времени, наличием неудобств и, самое главное, низким качеством.
Функциональность струбцины зависит от того, регулируется ли размер зева. Выделяют быстрозажимные устройства, основанные на прижиме с помощью кулачкового механизма. Тем не менее, одна струбцина не может зафиксировать абсолютно любое соединение, так что у сварщика должно быть сразу несколько видов таких инструментов. Струбцины для сварочных работ имеют одну особенность – они изготовлены из металла. Подобные инструменты плотника имеют пластиковые или деревянные элементы.
F-образные
Принципиальная схема устройства F-образной струбцины достаточно простая, поэтому зачастую в арсенале сварщика можно встретить самоделки. Она состоит из металлической станины (шины), к которой прикреплены две губки. Одни губка является подвижной, а другая – неподвижной. В некоторых случаях неподвижная губка выполнена в виде продолжения станины. Подвижная губка приводится в движение винтом с рукоятью.

В качестве альтернативы предлагается быстрозажимной механизм. Он замещает подвижную губку и позволяет более оперативно скрепить детали. Обычно с помощью F-образных струбцин можно получить относительно большое усилие (до 10000 Н).
G-образные
Такие зажимы выполнены в виде скобы, в которой обе губки остаются неподвижными. Фиксирование деталей осуществляется за счет затяжки винта. Подобный механизм имеет одно преимущество – отсутствует люфт губок. Зато по толщине скрепляемых деталей G-образные струбцины весьма ограничены.

Угловые
При необходимости зафиксировать детали под прямым углом пользуются угловыми струбцинами. Более сложные устройства позволяют регулировать угол фиксации. Составными частями таких струбцин являются корпус и поджим. Поджим может быть одновинтовым или двухвинтовым. В непосредственный контакт с изделием вступают поджимные пятки.

Торцевые
Подобные приспособления предназначены для фиксации привариваемого элемента к торцу детали. По внешнему виду они отдаленно напоминают G-образные струбцины, однако отличаются двумя дополнительными поджимными винтами.

Где можно купить
Сами по себе струбцины не являются товаром редким, поэтому обычно не возникает сложностей с их приобретением. Выделим лишь некоторые особенности покупки, которые могут заинтересовать потребителя.
Прежде всего, струбцины различных размеров можно встретить в специализированных магазинах, занимающихся продажей инструмента. Действительно, строгой градации для определенных видов работ нет, поэтому сварочные струбцины можно купить и в отделе инструментов для плотницких работ.
Однако следует помнить, что инструмент должен быть выполнен из металла. Никаких деревянных или пластиковых элементов не допускается.
Губки и резьбовая часть должны быть прочными, так как при фиксации металлических изделий на них приходится большая нагрузка.

На официальном сайте производителя сварочного оборудования есть раздел, позволяющий организовать покупку продукции онлайн. При наличии в каталоге струбцин их можно купить у официального дистрибьютора или непосредственно производителя. Подобный способ приобретения считается наиболее приемлемым, так как предложенные струбцины наверняка адаптированы именно к сварочным работам.
Купить струбцины можно и в интернет-магазине, не связанном со сварочной деятельностью. В таком случае заказчик подвергается риску, так как по одному только описанию невозможно оценить качество механизма и материала. Первые два способа являются наиболее приемлемыми.
Угловая струбцина своими руками
Многие мастера предпочитают изготавливать подручные механизмы, в том числе и струбцины, своими руками. Причин тому есть несколько.
- Экономия средств, так как покупное изделие, в зависимости от конструкции может стоить от 1000 до 2500 рублей.
- Отработка навыков слесарного дела. Простыми словами, есть определенный интерес в изготовлении самодельного прибора, и он не связан с экономией средств.
- Устранение заводских недоработок. Многие струбцины по сфере применения оказываются весьма ограниченными. Примером может служить избирательность к углам соединения, к толщине деталей, к максимальному усилию на механизме. Разработав самостоятельный чертеж или воспользовавшись чужой идеей, можно выполнить струбцину с нужными параметрами.
Рассмотрим поэтапно изготовление угловой струбцины для сварки своими руками. За основу платформы рекомендуется брать листовой металл, толщиной 8 – 10 мм. Однако такой материал не всегда окажется под рукой, поэтому неплохой альтернативой станет профильная труба.

Обрезки трубы свариваются между собой, чтобы образовывалась плоскость. Сверху привариваются уголки под углом 90 градусов друг к другу. На данном этапе важна точность, так что пригодятся чертежные инструменты.

Подвижная часть струбцины, которая, по сути, является прижимной губкой, собирается из таких же уголков и обрезка профильной трубы. Здесь также нужно выдержать прямой угол.
Идея струбцины заключается в том, что на основании крепится зажим, внутри которого расположена втулка с резьбой. Вращать прижимной винт удобно механизмом барашкового типа, но можно использовать простую рукоять (все зависит от возможностей конструктора). Винт шарнирно должен соединяться с подвижной частью, поэтому потребуются две втулки с внутренней резьбой.

Втулки внутри зажима и внутри подвижной части крепятся с помощью болтов или заклепок. Важно, чтобы они были подвижными.

Можно воспользоваться готовым чертежом, предполагающим применение несколько иных материалов, хотя принцип действия такой струбцины идентичный.
F-образный вариант своими руками
Для изготовления такой струбцины подойдут любые обрезки профильного металла. Также понадобится гайка, винт и несколько крепежных болтов. Весь процесс условно подразделяется на два этапа.
- На первом этапе предстоит сделать основание. Особых требований к профилю нет, но в качестве примера можно рассмотреть основание из трубы 25х60 мм. Нужно сделать три заготовки длиной 100, 200 и 300 мм. Если решено сделать струбцину с неподвижными губками, то заготовки собирают в виде буквы «F» и к торцу средней части приваривают гайку. После изготовления винта с прижимом струбцина будет готова.
- Чтобы сделать струбцину с подвижной губкой, необходимо обеспечить свободное перемещение средней части по основанию. Пользуясь болгаркой и сварочным аппаратом, любым доступным способом делают оправку для средней части, которая свободно надевалась на длинную часть основы.

Прижим изготавливается из части винта с пластиной на торце. Для удобного пользования предстоит смастерить рукоять. Описан самый тривиальный способ изготовления струбцины с регулируемым зевом, однако подвижная губка не фиксируется. Дело в том, что при вращении винта происходит такое перераспределение сил, при котором средняя часть (подвижная губка) становится с небольшим перекосом на основании, что не дает ей двигаться. Подобная струбцина считается самофиксирующейся.
Как использовать угловую струбцину для сварки?
Время чтения: 4 минуты
Мы привыкли думать, что для сварки нужен только аппарат, электроды и ваши собственные золотые руки. Ну и газовый баллон с припоем , на крайний случай. И эта мысль справедлива, но только в случае с домашней сваркой. Если мы говорим о профессиональной заводской сварке, то множество работ не обходится без специальных приспособлений. Различные сварочные зажимы, струбцины и тиски используются постоянно, чтобы упростить, а значит ускорить работу сварщика.

При этом сварочная струбцина (в частности угловая) используется чаще всего. Ручная струбцина незаменима при работе со сложными металлическими конструкциями и при сварке в неудобном положении, когда нет возможности точно состыковать детали «на глаз». В этой статье мы подробно расскажем, что собой представляет угловая струбцина, как ее выбрать и использовать.
Общая информация
Угловые струбцины для сварочных работ применяются для фиксации деталей под определенным углом для их последующей сварки.Простейший аналог угловой струбцины — это угольник для сварки. Но главное отличие струбцины от угольника заключается в том, что угольник позволяет лишь состыковать детали без их фиксации. Поэтому струбцина считается более удобным приспособлением.
 Угловой зажим для сварки может быть изготовлен из различных материалов и предназначаться для сварки под любым углом. На данный момент не существует универсальной недорогой струбцины, которую можно было бы использовать при любой сварке. Поэтому сварщики приобретают набор из нескольких струбцин, чтобы варить под разным углом. При работе со струбциной не важен материал, из которого сделана деталь, и ее сечение.
Угловой зажим для сварки может быть изготовлен из различных материалов и предназначаться для сварки под любым углом. На данный момент не существует универсальной недорогой струбцины, которую можно было бы использовать при любой сварке. Поэтому сварщики приобретают набор из нескольких струбцин, чтобы варить под разным углом. При работе со струбциной не важен материал, из которого сделана деталь, и ее сечение.
Конструкция
Струбцины угловые имеют очень простую конструкцию, в действие их приводит физическая сила, поэтому на первый взгляд ломаться нечему. Но это не всегда верное утверждение. Надежность струбцины зависит не от простоты ее конструкции, а от материалов, из которых она сделана.

Приспособление состоит из двух ключевых элементов — подвижной части и рамы. На подвижной части располагаются сами зажимы и зажимные винты. С помощью винтов можно регулировать, насколько сильно должны быть зафиксированы детали. На зажимах располагаются зажимные губки. Угловая струбцина для сварки зачастую способна фиксировать детали с размером не более 40 сантиметров.
Как выбрать и использовать
При выборе ориентируйтесь на те работы, которые предположительно будете выполнять. Ведь струбцина фиксирует детали только под определенным углом. И если вам нужно варить под углом в 90 градусов, а струбцина способна зафиксировать только под 60 градусов, то толка от такого приспособления будет мало. Лучше заранее знать фронт предстоящих работ. Если это невозможно, то приобретите сразу комплект со струбцинами для сварки под различными углами.
Также обратите внимание на толщину зажимных губок. Чем толщина больше, тем лучше они фиксируют детали. Это очень важный параметр, ведь при надежной фиксации сварочный шов не будет деформироваться. Отдельно обратите внимание, из чего сделаны винты. Желательно, чтобы в качестве материала был использована медь или материал с медным покрытием.

Так при разбрызгивании во время сварки металл от детали будет оседать на винтах, но не сможет их испортить. Эта проблема часто встречается у дешевых струбцин, где на резьбу попадает расплавленный металл и приспособлением просто невозможно больше пользоваться.
Это основные нюансы, но которые стоит обратить внимание при покупке струбцины для сварки своими руками. Отдельный вопрос — как использовать тиски для сварки прямых труб или любых других изделий? Ниже видео, в котором наглядно показано (6:00—10:00), как применять угловую струбцину.
Конечно, вместо струбцин можно использовать более бюджетный вариант — уголок для сварки. Но он позволяет лишь расположить детали под нужным углом, без фиксации. Сварщик должен самостоятельно держать детали и следить за их положением. В случае с угловой струбциной этот процесс происходит куда проще и быстрее. Так что рекомендуем вам не экономить и купить набор качественных струбцин.
Вместо заключения
Теперь вы знаете все про угловые струбцины для сварки. Это очень простое, недорогое и удобное приспособление, которое не только упростит вашу работу, но еще и позволит улучшить качество сварных соединений за счет правильной стыковки. А вы когда-нибудь использовали угловую струбцину в своей практике? Расскажите об этом в комментариях ниже. Желаем удачи в работе!
Для чего нужна в сварке угловая струбцина и как ею правильно пользоваться

Ограничиться агрегатом и электродами доморощенный умелец может, соответственно, дома. Еще одна надежда в виде газового баллона с припоем ждет своего часа в гараже. Для производственной сварки этого «универсального» набора явно не хватит.
Немалое количество сварных операций для своего выполнения потребует спец.приспособлений. От разного типа зажимов до тисков. Они упрощают сварку, и в целом работа движется быстрей.
Одно из них, получившее поистине народное признание — струбцина угловая ручная. Порой без нее – никак. К примеру, перед вами сложные металлоконструкции.
Варить их неудобно, но стыковку деталей надо провести максимально точно. Про виды струбцин, тонкости выбора, применение — об этом в нашей статье.
- Вступление
- Особенности конструкции
- Выбор и применение
- Резюме
Вступление
При сварке угловыми струбцинами конфигурации фиксируют под нужным углом. Правда, самое простое приспособление, что используют в этих целях, угольник.
Однако угловая струбцина гораздо комфортней в работе. Ведь угольника хватает лишь на состыковку конструкций, их зафиксировать он не сможет.
Для угловой струбцины не столь важно, из какого материала и с каким сечением. Главное — варить можно под разными углами. Для работы не ограничиваются покупкой одного изделия.
Не родился еще изобретатель, который запатентует универсальный зажим, подходящий для всех видов сварки да еще по сходной цене.
Особенности конструкции

Слово «конструкция», пожалуй, звучит слишком громко в отношении угловых струбцин. Они банально просты, в работе послушны усилиям человека. Кажется, поломать их невозможно. Правда, может подвести материал, что пошел на изготовление.
Данное приспособление — это комбинация, объединяющая раму и подвижную часть. На последней находится место для зажимных винтов и зажимов.
Винты обеспечивают возможность регулировки, деталь будет фиксироваться с нужной силой. Зажимы снабжены зажимными губками. С помощью данного приспособления можно зафиксировать детали, размер которых не должен превышать 40 сантиметров.
Выбор и применение

Он зависит от того, какая сварка предстоит. Со струбциной, рассчитанной на ведение процесса под углом в 60 градусов, нечего делать там, где этот угол составляет градусов 90.
Не помешает вначале ознакомиться с предстоящей работой. Не получается? Тогда отправляйтесь на место сварки с комплектом струбцин, чтобы не опасаться неожиданностей в виде нехватки нужной для определенного угла.
Толщина зажимных губок – еще один существенный момент. Чем они толще, тем выше качество фиксации и меньше шансов для деформации шва. Не менее важен материал, из которого изготовлены винты. Лучшим считается медь. Хотя бы покрытие из меди.
Тогда винтам не страшны брызги, летящие от металла. У струбцин стоимостью меньше, винты, обычно, остаются без медной защиты. Частицы расплавленного металла, оседая на резьбу, легко выводят струбцину из строя.
Такая экономия аукается дополнительными расходами. Об этом желательно помнить домашнему умельцу при выборе данного приспособления.
При необходимости узнать применение тисков, если предстоит сваривать прямые трубы или прочие конфигурации, можно посмотреть видеоролик на эту тему. Достаточно вбить в поисковую строку браузера интересующий вас вопрос.
Вернемся еще раз к «экономному» уголку для сварки. Да, с его помощью можно разложить конфигурации под углом, который нужен.
Но тогда сварщику придется самому фиксировать свариваемые части, следить, чтобы не разъехались. При этом еще успевать варить. Угловая струбцина операцию интенсифицирует, избавив сварщика от дополнительной нагрузки.
Рачительность – дело хорошее, однако сварка – не совсем тот случай, где оная играет главную роль. Покупка набора доброкачественных, пусть и дороже, изделий оправдана. Прослужат дольше.
Резюме
В нашей статье вы познакомились с угловыми струбцинами для сварки.
Представлена компетентная характеристика этих удобных приспособлений.
С ними легче вести сварку, надежно фиксируя поверхности, тем самым повышая качество швов. Цена – тоже не кусается. Работы вам без дефектов!


Профессиональный сварщик 6-го разряда с 15+ летним практическим опытом работы (не считая обучения)
Регулярно проверяю опубликованные статьи и отвечаю на ваши вопросы! Спрашивайте, не стесняйтесь! =)
Все о струбцинах для сварки

- Особенности
- Разновидности
- Как выбрать?
При выполнении сварочных работ в одиночку бывает очень неудобно (или даже невозможно) приварить нужный элемент в определённом месте конструкции. Отличными помощниками в решении данной проблемы выступят специальные струбцины для сварки, с которыми мы подробнее ознакомимся в этой статье.
Особенности
Струбцина для сварки – это специальное приспособление, которое служит в качестве фиксатора некоторых частей в момент сварки или обработки. Указанное устройство максимально крепко сопрягает отдельные элементы свариваемой конструкции, что значительно облегчает практически любую работу с ними.
Конструктивно такое изделие состоит из двух основных частей: рамы и подвижного устройства, которое прижимает свариваемые элементы. За счет изменения расстояния между рамой и подвижной деталью происходит плотный захват свариваемых поверхностей. В качестве прижимного механизма может применяться винт с резьбой или рычаг.
Изменяя силу затяжки, возможно регулировать плотность прижима элементов сварки, что необходимо при фиксации тяжелых заготовок.

Угловые струбцины применяются для стыковки заготовок труб под разными углами. Такое изделие – самое распространенное, поскольку применяется практически везде. Оно вполне подойдет для сварочных работ в домашних условиях, в сфере сборки металлоконструкций, а также в промышленном производстве. Исходя из необходимого угла струбцина может иметь постоянный угол стыка или возможность регулировки наклона деталей.
У угловых струбцин для сварки имеется ряд неоспоримых преимуществ. Рассмотрим их.
- Для повышения жесткости соединений применяется толстостенный металл. За счёт этого уменьшается вероятность изгиба сварочного шва от перегрева металла или иной деформации в процессе работы.
- В конструкции прочных струбцин применяются обмедненные резьбовые детали. Это делается для того, чтобы расплавленные брызги металла не разрушали резьбу, а прижимной механизм прослужил максимально дольше.
- Применение описываемого устройства позволяет сварщику не держать свободной рукой одну из свариваемых деталей, а жесткая фиксация дает возможность работать электродом под любым углом.
Качество выполнения сварочных работ зависит не только от навыков самого сварщика, но и от инструмента, который он использует в работе.
Применяя такой дополнительный инструментарий, как струбцины, можно не только в разы уменьшить время выполнения поставленной задачи, но и избавиться от необходимости подгона и натяжки заготовок для дальнейшей работы.

Разновидности
Сегодня существует огромное количество разнообразных струбцин, используемых для определенных типов фиксации. Рассмотрим самые распространенные виды этих приспособлений, которые можно найти в любом магазине со сварочным оборудованием.
- Корпусные струбцины. Такой зажимной механизм может быть использован для фиксации заготовки на различных косых и параллельных поверхностях. Свое название это приспособление получило из-за того, что прижим выполняется всем корпусом. Изделие представляет собой 2 металлических бруска, соединенных между собой металлический пластиной с одной стороны. Один из брусков жестко закреплен на конце металлической пластины, а второй имеет дотягивающий винт и свободно движется вдоль всей пластины. Чтобы выполнить зажатие детали, необходимо свести оба бруска, а затем прижимным винтом дожать оставшееся расстояние. Этот вид струбцин считается самым распространенным в сварочном деле.

- Винтовая струбцина. Тоже довольно популярный инструмент. Он имеет массу вариантов исполнения, но принцип работы остается неизменным: прижим выполняется благодаря затягиванию винта. Это изделие может быть выполнено в виде корпусного зажима. В таком случае прижимной болт проходит сквозь брус, а пятак выполнен в виде губы. Хороший инструмент такого типа должен быть выполнен из инструментальной стали путем ковки. Кованные вещи имеют закалку и повышенную прочность, что обеспечивает изделию долговечность.

- Магнитная струбцина (магнитный уголок). Это еще один распространенный вид фиксаторов среди сварщиков, поскольку предназначен для предварительной фиксации двух металлических профильных труб и имеет возможность быстрой подгонки без необходимости раскручивания прижимных винтов. Описываемое приспособление может иметь различные геометрические формы (треугольник, квадрат, пятиугольник).

- Струбцина с трещоткой. Внешний вид напоминает большую прищепку для белья. Зажимается от руки, а наличие храпового механизма не позволяет разжиматься обратно. Для ослабления зажима необходимо нажать на специальную кнопку на ручке.

- Вакуумные струбцины. Представляют собой 2 ручных вакуумных насоса, закрепленных на металлической раме параллельно друг другу. Такая струбцина бывает трехосевая. Описываемое изделие применяется для стыковки двух листов металла.

- G-образная струбцина. Хорошо подходит для выполнения сварочных работ. Такие конструкции выполняются из инструментальной стали, что обеспечивает им повышенную прочность и долговечность. Устройство может надежно зафиксировать между собой сразу несколько нужных элементов, с которыми ведутся сварочные работы.

- С-образная струбцина. Это та же G-образная струбцина, но только у неё имеется возможность захвата делали с большим удалением от края стола.

- Трубные. Основой конструкции такого устройства является металлическая трубка с неподвижной губой, а подвижная губа имеет стопорный механизм. Прижим осуществляется винтом, который располагается на неподвижной губе. Может применяться для сваривания швеллеров.

Как выбрать?
Перед покупкой струбцины нужно понимать, что не существует какого-то единого (универсального) вида прижимного механизма, который подойдет на все случаи в жизни. Каждая из разновидностей этих приспособлений предназначена для определенных задач.
- Если вам потребуется сварить 2 детали под углом в 90 градусов, а у вас под рукой только G-образные струбцины, решить поставленную задачу с их помощью будет очень нелегко, особенно, если вы свариваете круглые трубы.
- Угловая струбцина тоже не поможет, если нужно сварить между собой 2 листа металла в одной плоскости.
Поэтому к выполнению определенных сварочных работ нужно подходить ответственно, зная точно, какой вид вспомогательного инструмента понадобится в том или ином конкретном случае.
Когда тип нужной струбцины будет определен, необходимо произвести выбор по качеству исполнения инструмента.

Обратите внимание на площадь и толщину прижимных губок: чем они шире и толще, тем большее усилие при зажиме могут выдержать (а площадь ещё обеспечит и надежный захват заготовки). Это очень важные параметры, которые нельзя недооценивать, поскольку во время сварки от перегрева металл очень часто заметно уводит, а недобросовестно закрепленные струбцины позволят свариваемым деталям сдвигаться. Это неминуемо приведет к браку или к дальнейшей натяжке заготовки для последующего приваривания.
Нужно обратить внимание на резьбу и исполнение винтовых соединений. Как говорилось ранее, желательно, чтобы они были обмедненными – это лучшее решение. А также посмотрите на имеющийся шаг резьбы – чем он крупнее, тем больше усилия на зажим может выдержать гайка. Лучше всего выбирать максимальный шаг, поскольку такое изделие прослужит гораздо дольше.
Размер струбцины не менее важен в выборе идеального инструмента. Тут все индивидуально, поэтому выражение «больше» в данном случае вовсе не означет «лучше». Слишком большая струбцина не может быть применена в маленькой конструкции, а маленькой, вероятно, может не хватить для зажатия габаритного элемента. Именно поэтому размер приобретаемой струбцины должен исходить из максимальной ширины двух свариваемых деталей (плюс небольшой зазор).

Обзор струбцин Bessey смотрите далее.
Струбцина: делаем в домашних условиях различных видов – варианты, чертежи, реализация

Бухают мастера-кустари. Простите, ведут задушевную беседу. У одного вместо сакраментального «Вася, ты меня уважаешь?» с языка срывается «Вась, а сколько бы ты рук себе хотел?» Тот призадумывается: «Сколько? Да кто ж его знает… Ну, сколько там по работе надо…»
Рук, понятно, чтобы придержать, прижать, подхватить, и пр. Поэтому такого вспомогательного инструмента, как временные съемные зажимы различных видов – струбцины – мастеровому человеку всегда не хватает. Не хватало и во времена, когда эти самые струбцины стоили копейки. Сейчас за хорошую струбцину могут запросить и поболее 1000 руб. При том, что теперь и в мелком штучном производстве широко распространены электроинструмент, электро- и газосварка, склеивание под давлением и др. технологии, требующие надежного удерживания деталей на время рабочего процесса. Назначение настоящей статьи – рассказать читателю, как в домашних условиях изготавливается струбцина своими руками. Желательно – из подручных материалов с минимальной потребностью в сварочных и токарных работах.
Примечание: по-английски струбцина cramp (винтовая), bar clamp (пружинно-рычажная) или просто clamp, аналогично тому, как отвертку (screw driver) зачастую обзывают просто screw. Человек, неплохо знающий разговорный английский, но незнакомый с особенностями технического (это очень разные языки), услышав что-то вроде «Give me screw driver», скорее всего не поймет, чего от него хотят. Тем более, что малообразованные англоязычные артикли чаще всего «глотают». Вдруг вам доведется оказаться в подобной ситуации, прислушивайтесь: «the screw» (именно отвертка) означает инструмент, а «a screw» – какой-то резьбовый метиз (винт, шуруп), который им крутят.
Разновидности
Целью данной публикации не является соорудить нечто вроде энциклопедии монтажных зажимов – их много видов, а патентов на новые, «супер-супер», еще больше. Наша задача – показать, какие из струбцин более всего надобны в домашней мастерской, и как лучше всего сделать струбцину, не тратя много материала и времени.
Наиболее употребительные в кустарном производстве виды струбцин показаны на рис:

- G-образная (G-cramp; G-clamp) – самая остая, надежная и дешевая из струбцин общего назначения. Недостатки: долго затягивается и может провернуть склеиваемые детали, если шарнир упора некачественный или неухоженный. Последнее довольно существенно: не схватившийся клеевой слой неплохая смазка, а разнимать и вновь сжимать склеиваемые поверхности нежелательно, прочность высохшего стыка от этого резко падает. Кроме того, обычная G-струбцина плохо держит круглые детали, поэтому для фиксации труб либо круглого профиля для сварки или пайки встык используется специальная трубная струбцина (см. след. рис.). Собранный из обычной конструкционной стали s=(2,5-4) мм, такой варной зажим обеспечивает надежную фиксацию труб до d(120-150)х(1,5-4) мм.

Струбцина для сварки и пайки труб встык
Как какую делать
Любую из описанных выше струбцин можно изготовить самостоятельно в домашней мастерской. Столярные струбцины делаются из металла – деревянные станина и губки инструмента не выдержат противодавления материала детали(ей), зажим ослабнет уже во время работы, а сама струбцина придет в негодность. С варными и паечными струбцинами и так понятно: только металл; дерево – горючий материал.
Столярные струбцины для работ с ценным деревом либо изделиями лучше делать деревянными, но можно пользоваться и металлическими с проставками из фанеры или ровной драни. Струбцины для склеивания в пласть (на толстые заготовки из нескольких тонких) лучше использовать деревянные, даже если клеится металл или пластик – деревянные губки дают более равномерное распределение давления по плоскости и, соответственно, лучшее качество склейки. Хрупкие детали (стеклянные и т.п.) сжимаются для склеивания только деревянными струбцинами.
G-образные
Станины G-струбцин фабричного производства выполняются литыми. В гараже или сарае, даже в кузне на своем участке, организовать сталелитейку нельзя. Поскольку G-струбцины как самые «хваткие» применяются преимущественно в слесарно-сварочных работах с довольно длинными и/или тяжелыми деталями, то и самодельную G-образную струбцину нужно делать из металла на сварке или цельной.
Мастера-умельцы часто сваривают себе струбцины из листовой стали, поз. 1 на рис.:

Самодельные G-образные струбцины
Видимо, копируя профиль станин заводских изделий, что в данном случае неправильно. Профили литых станин струбцин показаны на поз. 2. Обратите внимание на зализы и галтели (показаны стрелками). Сглаживание профиля необходимо во избежание концентрации механических напряжений: они «любят» углы и щели, как постельные клопы. Но сварочный шов не работает, как галтель! Нет, струбцина скорее всего не сломается и не погнется. Однако отдачей зажатой детали станину немного поведет, и добиться точной фиксации будет трудно, причем не исключается и проворот детали при затягивании зажима.
Вполне надежны самодельные струбцины из отрезков швеллера (поз. 3). Недостатки – трудоемки, несоразмерно тяжелы сравнительно с шириной захвата. Резать швеллер на станины струбцин можно, если вам нужно будет сжимать детали очень сильно. Оптимальный вариант станин струбцин для обычных работ – из профильной трубы квадратного сечения, поз. 4. В зависимости от типоразмера и толщины стенок заготовки струбцины из профтрубы можно делать на ширину захвата до 1 м и более, см. видео:
Видео: струбцины из профильной трубы
Примечание: об изготовлении самого ответственного узла G-струбцины – винтового зажима – см. в конце, поскольку он применяется и в струбцинах других типов.
Разновидностью G-струбцины является поджимная, которую условно можно бы назвать GE-струбциной. Поджимные струбцины хорошо известны строителям маломерных судов из дерева, однако будут весьма полезны и в малом деревянном строительстве (напр. дачного или каркасного дома, хозблока и т.п.).
Чертежи поджимной струбцины и способ их применения показаны на рис.:

Чертежи и порядок применения поджимных струбцин
К примеру, при зашивке, скажем, ригеля (стропильной конструкции) крыши каждая следующая доска сначала плотно прижимается к предыдущей, а уж затем крепится к стропильным балкам. Соответственно, надежность и долговечность всего кровельного пирога намного возрастают.
F-образные
Устройство F-струбцины, так сказать, в полном комплекте, показано на след. рис.:

Устройство F-образной струбцины
В ходе использования башмак двигают по направляющей, пока пятка не коснется детали. Тогда большим пальцем руки сдвигают собачку или нажимают на нее (в зависимости от конструкции фиксатора), при этом башмак заклинивается на направляющей. Тогда деталь дожимают поворотом рукояти винтового зажима, или отводя курок эксцентрикового прижима. Расфиксация и разжимание – в обратном порядке.
Городить сложный фиксирующий механизм в самодельной F-струбцине особого смысла нет. Тогда для заклинивания башмака нажимают на его внутренний обушок, или слегка бьют туда легким молоточком, если струбцина мощная, широкозахватная. Как правило, ползун саморасклинивается уже при разжатии винта или вбросе курка в гнездо. Если же башмак заело, расклинивают его легким ударом по наружному обушку со стороны упора (в направлении, обратном заклинивающему).
Слева на след. рис. даны чертежи быстрозажимной F-струбцины с губками из дерева. В центре – внешний вид инструмента, а справа – порядок пользования им. Размеры пересчитаны из дюймовых; их можно округлить до ближайших целых мм.

Чертежи, внешний вид и порядок использования F-струбцины с губками из дерева
Основное назначение данной струбцины – прижим при склеивании в пласть. Предпочтительный материал губок – клен, вяз, граб, бук, дуб или др. древесина, сочетающая в себе высокую прочность и вязкость; из такого дерева делают, например, упорные гребенки фуговальных и копировальных станков по дереву. О других вариантах самодельных быстрозажимных струбцин см. подборку видео:

