Ультразвуковой метод контроля качества сварных соединений
Ультразвуковой контроль – самый универсальный метод НК
Вся технология ультразвукового контроля (УЗК) построена на простом физическом законе: траектория движения звуковых волн в однородной среде остаётся неизменной. При помощи дефектоскопа и пьезоэлектрического преобразователя (ПЭП) в материале искусственно создаются колебания с частотой более 20 кГц.
Если дефектов нет, они проходят беспрепятственно, без значительного отражения. Если же в материале есть какие-либо неоднородности (пустоты, трещины, инородные включения), то сигналы отражаются от них и регистрируются приёмником. По времени распространения волны можно судить о глубине залегания дефекта, по амплитуде отражённого импульса – о его относительном размере.
Ультразвуковой метод контроля предполагает использование продольных и поперечных волн. Скорость распространения у первых примерно в 2 раза выше, чем у вторых.
Другая важная характеристика упругих колебаний – длина волны. Чем она выше, тем выше разрешающая способность и, следовательно, чувствительность. Правда, пропорционально ей растёт и затухание (уменьшение энергии колебаний). «Золотой серединой» для дефектоскопии считается диапазон частот 0,5–10 МГц.

Для чего проводят ультразвуковой контроль
Данный метод НК позволяет:
- обнаруживать подповерхностные дефекты – поры, пустоты, расслоения в наплавленном металле, трещины, шлаковые включения и другие вкрапления;
- выявлять очаги коррозионного поражения;
- определять неоднородность структуры материалов;
- оценивать качество сварных, паяных, клееных соединений практически любых типов (тавровых, нахлёсточных, кольцевых, стыковых, угловых), в том числе – соединений разных материалов;
- измерять глубину залегания дефектов и их размеры.
Ультразвуковой контроль сварных соединений и основного металла – одна из обязательных процедур при техническом диагностировании, отражённая во многих руководящих документах, от РД РОСЭК-004-97 до СТО Газпром 2-2.3-066-2006. Применение УЗК привлекательно тем, что не предполагает разрушения объекта. Даже остановки эксплуатации, как правило, не требуется. Это особенно важно, например, для диагностики трубопроводов, когда нет возможности их дренировать.
Отчасти именно поэтому ультразвуковой контроль всё чаще противопоставляют радиографическому. В пользу первого говорит ещё и то, что он безвреден для человеческого здоровья. Приборы для УЗК хороши своей портативностью, удобство работы в полевых условиях, большим многообразием датчиков, призм, сканеров и прочих принадлежностей для самых разных задач дефектоскопии.
Что касается недостатков этого метода, то чаще всего к ним относят:
- существенные ограничения при сканировании материалов с крупнозернистой структурой и высоким коэффициентом затухания. Это объясняется слишком интенсивным рассеиванием колебаний. К таким «проблемным» материалам относятся, например, чугун и сплавы с повышенным содержанием никеля;
- сложность при проведении контроля соединений разнородных материалов;
- ограниченная пригодность к дефектоскопии объектов сложной конфигурации;
- относительно низкая точность при оценке реальных размеров дефектов (данная проблема успешнее решена в технологиях ФР и TOFD, о которых написано ниже).
Ультразвуковой контроль сварных соединений: последовательность действий
1) зачистку металлической поверхности – сварного шва и околошовной зоны – от краски, ржавчины, окалины, загрязнений;
2) калибровку и настройку дефектоскопа;
3) непосредственное прозвучивание объекта. Прижимая датчик к поверхности, оператор выполняет продольно-поперечные и вращательные движения;
4) сохранение результатов, передача на ПК;
5) расшифровку данных, оформление заключения.

На каких объектах практикуется ультразвуковой контроль
Виды ультразвукового контроля
В ГОСТ 23829-85 приводятся определения 16 различных методов УЗК. Мы перечислим лишь основные, наиболее распространённые на практике:
- теневой. По обе стороны сварного шва, перпендикулярно к его поверхности устанавливаются два преобразователя, один выполняет функцию излучателя, второй служит приёмником. При наличии инородной среды образуется глухая зона, что позволяет судить о наличии дефекта;
- эхо-импульсный. Метод очень распространён для ультразвукового контроля сварных соединений. Дефектоскоп одновременно и возбуждает, и принимает упругие волны. Если они беспрепятственно проходят через материал и не отражаются, значит, причин для отбраковки нет. В противном случае возникает эхо-сигнал, что свидетельствует о наличии отражателей – неоднородностей. Способ привлекателен тем, что подходит для объектов с односторонним доступом, не требует снятия усиления и иных сложных подготовительных мероприятий;
- эхо-зеркальный. Излучатель и приёмник разделены и расположены по одну сторону от исследуемого объекта. Волны излучаются под углом и, отражаясь от дефектов, фиксируются приёмником. «Тандем» как метод ультразвукового контроля особенно эффективен для выявления дефектов, перпендикулярных сварному соединению. В первую очередь – речь идёт о трещинах;
- зеркальной-теневой. Отличается от обычного теневого тем, что преобразователи находятся на одной стороне относительно исследуемой поверхности. Косые волны отражаются от противоположной стороны сварного шва. Если приёмник не фиксирует отражённый сигнал, значит, имеется дефект;
- дельта-метод. Данный вид ультразвукового контроля применяется редко – когда к качеству сварных соединений предъявляются особо жёсткие требования. Технология предполагает трудоёмкую, очень тонкую настройку дефектоскопа. Расшифровка результатов требует от специалиста особой подготовки. При всех недостатках у этого метода есть очень важное преимущество – повышенная чувствительность к вертикально-ориентированным трещинам, не всегда доступным для выявления стандартным эхо-методом. Суть дельта-метода в том, чтобы определить энергию колебаний, отражённых от дефекта внутрь сварного шва;
- велосиметрический. Основан на том, чтобы зафиксировать и проанализировать изменение скорости колебаний в дефектной зоне. Обычно применяется для композиционных материалов;
- ревербационно-сквозной. Также используется для ультразвукового контроля композитных, полимерных и многослойных материалов. Излучатель и приёмник располагаются по одну сторону объекта, на небольшой дистанции друг от друга. Волны посылаются в материал и после многократных отражений «добираются» до приёмника. Стабильные отражённые сигналы свидетельствуют об отсутствии дефекта. В противном случае наблюдается изменение амплитуды и спектра принятых сигналов.
Разумеется, изложенный перечень – далеко не исчерпывающий. При этом все перечисленные выше методы ультразвукового контроля сварных соединений и основного металла относятся к категории активных. Каждый из них подразумевает искусственное излучение и приём акустических волн, которые осуществляются при помощи специальной аппаратуры. Другое дело – пассивные методы. Самый яркий «представитель» этой категории – акустико-эмиссионный мониторинг, но это, по факту, отдельное направление акустической дефектоскопии.
Заканчивая этот блок, нельзя не сказать и об ультразвуковой толщинометрии (УЗТ). Измерение толщины металла – один из ключевых способов коррозионного мониторинга. По результатам УЗТ можно судить об остаточном ресурсе конструкции (механизма, оборудования и пр.).
Как и в ультразвуковом контроле, принцип построен на использовании импульсов, которые излучает преобразователь. Прибор измеряет скорость, за которую они проходят через стенку. Если конкретнее, то известно 3 основных режима:
1) однократного эхо-сигнала. Измеряется время, которое проходит между начальным импульсом возбуждения и первым эхо-сигналом. Значение корректируется с учётом толщины протектора ПЭП, компенсации степени изнашивания и слоя контактной среды;
2) однократного эхо-сигнала линии задержки. Измеряется время от конца линии задержки до первого донного эхо-сигнала;
3) многократных эхо-сигналов. Измеряется время прохождения между донными эхо-сигналами.
Дефектоскопы и другое оборудование для ультразвукового метода контроля

Наиболее продвинутые модели имеют два и более независимых канала. Технически самыми совершенными считаются многоканальные приборы со специальным ПО и поддержкой секторного и/или линейного сканирования. Речь идёт о двух технологиях ультразвукового контроля сварных соединений:
- фазированных решётках (ФР). Имеются в виду особые датчики (кристаллы), на поверхности которых с определённым шагом расположены 16, 32, 64 или 128 элементов. Каждый из них излучает волны с определённой задержкой. Корректируя этот «сдвиг по фазе», можно получить фронт волны с определённым углом. В этом и заключается принцип секторного сканирования. Оператору не нужно водить датчиком по поверхности – он и без этого «видит» все дефекты, расположенные в заданной зоне. По сравнению с одноэлементными ПЭП фазированные решётки могут генерировать пучок волн точно в зоне дефекта. В режиме реального времени на экране многоканального дефектоскопа выстраиваются наглядные А-сканы, на основе которых формируются детализированные, информативные отчёты. Мёртвая зона минимальна. Производительность ультразвукового контроля с ФР примерно в 3–4 раза выше, чем у традиционного УЗК;
- дифракционно-временном методе (Time of Flight Diffraction, сокращённо – TOFD). Суть технологии – регистрация поперечных и продольных (боковых) волн, дифрагированных на краях несплошностей. Метод предполагает использование двух наклонных датчиков для излучения и приёма волн, расположенные по обе стороны сварного шва. «Натыкаясь» на дефект, волны изменяют своё направление и время прохода. Последний показатель в режиме TOFD считается ключевым. Дифракционно-временной метод эффективно выявляет точечные дефекты, выходящие на поверхность трещины, вогнутость, непровары в корне, расслоения, питтинговую коррозию и пр. Точность измерений достигает ±1 мм. Повторяемость результатов приближается к 100%. По своей информативности и достоверности линейное сканирование – полноценная замена радиографическому методу, особенно для дефектоскопии низколегированных и нелегированных углеродистых сталей.
Другой важнейший атрибут для ультразвукового контроля качества сварных соединений – это преобразователи. Они же датчики, они же ПЭП. Состоят из призматической искательной головки и пластины, изготовленной из титанита бария либо кварца. После того, как на неё подаётся ток в диапазоне частот 0,8–2,5 МГц, начинается излучение коротких импульсов упругих колебаний. Современные датчики позволяют корректировать их длительность и временной интервал между ними.
ПЭП различаются по углу ввода колебаний, способу излучения и приёма ультразвукового тракта, типу контакта, форме акустического поля и рабочей поверхности. Так, для ультразвукового метода контроля сварных соединений используются преобразователи следующих типов:
- совмещённые, раздельные и раздельно-совмещённые;
- прямые, наклонные, комбинированные и с переменным углом ввода;
- фокусирующие и нефокусирующие;
- притёртые и непритёртые;
- контактные, иммерсионные, бесконтактные, щелевые и т.д.

Помимо этого, в УЗК активно применяются различные призмы, координатные устройства и сканеры. Для настройки и калибровки не обойтись без стандартных образцов (СОП, СО) и настроечных мер. Для улучшения акустического контакта на поверхность объекта предварительно наносят контактную жидкость/гель.
Для проведения УЗТ требуется толщиномер. Такой прибор технически проще, компактнее, дешевле классического дефектоскопа.
Обучение и аттестация специалистов по ультразвуковому методу контроля
Пройти подготовку и аттестацию на дефектоскописта УЗК можно в специализированных научно-учебных центрах. Всего предусмотрено 3 квалификационных уровня – I, II и III. Продолжительность программы обучения обычно составляет 40–120 часов. В стандартный курс входят следующие дисциплины:
- введение в классификацию видов и методов неразрушающего контроля;
- физические основы – теория колебаний, типы упругих волн, их свойства, критические углы ввода;
- блок по источникам ультразвуковых колебаний (что собой представляет акустическое поле, в чём разница между прямым и обратным пьезоэффектом);
- методы УЗК;
- технология проведения акустической дефектоскопии – сварных швов, основного металла и композитов;
- приборы и дополнительные принадлежности для УЗК.
Специалистов III уровня дополнительно обучают разработке методик проведения ультразвукового контроля. Изучаются типовые требования к их наполнению и оформлению.
По завершении обучения необходимо сдать квалификационный экзамен, состоящий из теоретической и практической части.
Разумеется, в каждом учебном центре есть своя библиотека методической и образовательной литературы. Дополнительно к этому можно почитать «классику» учебников по УЗК – труды И.Н. Ермолова, В.Г. Щербинского, В.В. Клюева, А.Х. Вопилкина и др. Посмотреть информацию об изданиях можно в специальном разделе «Библиофонд» онлайн-библиотеки «Архиус».
Для тех, кто открыт для новых знаний и обмена опытом, на форуме «Дефектоскопист.ру» предусмотрен свой раздел. Начать рекомендуем с веток «Изучение УЗ-контроля» и «Обучение УЗК».
Ультразвуковая дефектоскопия
Ультразвуковая дефектоскопия – один из методов неразрушающего контроля. Свойство ультразвука распространяться в однородной среде направленно и без существенных затуханий, а на границе раздела двух сред (например, металл – воздух) почти полностью отражаться, позволило применить ультразвуковые колебания для выявления дефектов (раковины, трещины, расслоения и т.п.) в металлических деталях без их разрушения.
Ультразвуковая дефектоскопия — метод, позволяющий осуществлять поиск дефектов в материале ОК (объекта контроля) путём излучения и принятия ультразвуковых колебаний, отраженных от внутренних несплошностей (дефектов), и дальнейшего анализа времени их прихода, амплитуды, формы и других характеристик с помощью специального оборудования — ультразвуковых дефектоскопов. Сейчас УЗ дефектоскопия, наряду с радиографическим контролем, является одним из самых распространенных методов неразрушающего контроля.
Первые попытки осуществить неразрушающий контроль ультразвуковой волной предпринимались с 1930 года. А уже спустя 20 лет ультразвуковой контроль качества сварных соединений приобрел наибольшую популярность по сравнению с другими методами контроля качества сварки. Кроме того, для некоторых изделий он стал обязательным.
Наиболее распространенным способом возбуждения ультразвуковых волн в контролируемом объекте и приема волн, прошедших через объект, является использование пьезоэлектрических преобразователей. Для возбуждения волн используется обратный пьезоэлектрический эффект, а для их приема – прямой пьезоэлектрический эффект. Для возбуждения и приема волн могут использоваться два раздельных преобразователя, либо может использоваться совмещенный преобразователь, выполняющий функции излучателя и приемника. Между объектом и преобразователем обычно необходимо создание прослойки контактной жидкости, так как при наличии между ними слоя воздуха эффективность излучения и приема волн будет резко снижаться из-за существенного различия акустического сопротивления воздуха и контролируемого материала (материала преобразователя).
Ультразвуковая дефектоскопия сварных швов
Сварные швы являются самой массовой областью применения ультразвуковой дефектоскопии. Это достигается за счёт мобильности ультразвуковой установки, высокой производительности контроля, высокой точности, высокой чувствительности к любым внутренним (объёмным — поры, металлические и неметаллические включения; плоскостным — непровары, трещины), а также внешним, то есть поверхностным дефектам сварных швов (подрезы, обнижения валика усиления и т. п.).
Ультразвуковой контроль сварных соединений и материалов основывается на возможности ультразвука распространяться в контролируемом изделии, отражаясь от границ материалов и внутренних дефектов. Звуковые волны в однородном материале при ультразвуковом контроле не изменяют траектории движения. Дефекты в металле, возникающие при сварке и литье, как правило, представляют собой газовые включения. Так как газ имеет акустическое сопротивление на 5 порядков меньше, чем металл, то ультразвуковая волна практически полностью отражается от дефекта (при условии, что размер дефекта больше половины длины волны). При размерах дефекта меньше половины длины волны ультразвуковая волна огибает дефект, то есть наблюдается дифракция. Разрешающая способность ультразвуковой дефектоскопии, то есть минимальный размер дефекта, который может быть выявлен с помощью этого метода, определяется длиной волны. Для повышения разрешающей способности стараются увеличить частоту используемых при контроле колебаний. Недостатком является то, что с увеличением частоты снижается проникающая способность ультразвука. В связи с этим выбор частоты колебаний требует нахождения определенного компромисса между разрешающей способностью и проникающей способностью.
При ультразвуковой дефектоскопии сварных соединений используется, в основном, эхо-импульсный метод контроля. Реже применяется теневой метод и другие.
Ультразвуковой контроль сварных швов. Ультразвуковая дефектоскопия сварки
Содержание
- Получение и свойства ультразвуковых колебаний
- Углы направления ультразвуковых колебаний
- Методы ультразвуковой дефектоскопии
- Сущность процесса ультразвуковой дефектоскопии
- Принцип ультразвукового контроля
- Параметры оценки дефектов при ультразвуковом контроле
- Технология проведения ультразвукового контроля
- Видео на тему: «Ультразвуковой контроль сварных соединений»
- Преимущества и недостатки ультразвуковой дефектоскопии
- Ультразвуковой дефектоскоп и другое оборудование, приборы для контроля
Получение и свойства ультразвуковых колебаний
Ультразвуковые колебания, называемые также акустическими волнами с частотой, превышающей 20кГц. Они представляют собой механические колебания, которые способны распространяться в упругих средах. В дефектоскопии используется диапазон частот 0,5-10МГц.
При распространении упругих волн в металле частицы металла колеблются относительно точки равновесия. Расстояние между двумя частицами металла, колеблющимися в одинаковой фазе, будет являться длиной ультразвуковой волны. Длина волны L связана со скоростью её распространения c и с частотой колебаний f. Эта зависимость выражается формулой: L=c/f.
Скорость распространения акустической волны зависит от физических свойств среды и от типа волны. Скорость продольной волны примерно в 2 раза выше, чем скорость поперечной.
Углы направления ультразвуковых колебаний
При наклонном падении продольной акустической волны на границу раздела двух сред 1 и 2 (см. рисунок ниже), вместе с отражением возникает явление преломления и трансформации ультразвуковой волны. Проявляются преломлённые и отражённые продольные волны, а также сдвиговые поперечные волны.

На схеме а) показано, что падающая под углом β волна Сl1 разделяется на преломлённую Сl2 и сдвиговую Сt2, которые распространяются в металле. Отражённая волна на рисунке не показана. При определённом критическом значении угла падения β= βкр1, преломлённая продольная волна перестанет проникать вглубь металла и будет распространяться только по её поверхности (схема б) на рисунке выше). Дальнейшее увеличение угла падения до βкр2. приведёт к тому, что сдвиговая волна будет распространяться только на поверхности металла (схема в) на рисунке). Такое явление широко используется на практике при ультразвуковой дефектоскопии сварных соединений для генерирования в контролируемых сварных швах акустических волн определённого типа.
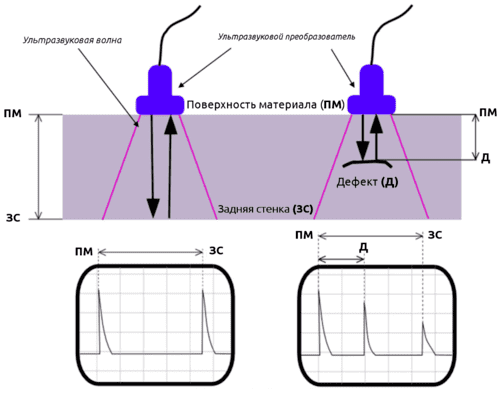
Методы ультразвуковой дефектоскопии
Существует несколько методов ультразвукового контроля: эхо-импульсный, эхо-зеркальный, эхо-сквозной, дельта-метод (разновидность эхо-зеркального), когерентный метод (разновидность эхо-импульсного), теневой, зеркально теневой. Рассмотрим кратко наиболее распространенные из них, см. рисунок:
.jpg)
1. Эхо-импульсный метод. Он заключается в направлении акустической волны на сварное соединение и регистрации отражённой волны от дефекта. При таком методе источником и приёмником волн выступает один преобразователь (схема а) на рисунке).
2. Теневой метод. Такой метод ультразвуковой дефектоскопии заключается в использовании двух преобразователей, установленных на разные стороны сварного соединения. При таком методе один из преобразователей генерирует акустические волны (излучатель), а второй их регистрирует (приёмник). При этом приёмник должен быть расположен строго по направлению движения волны, переданной излучателем. При таком методе признаком дефекта является пропадание ультразвуковых колебаний. В потоке ультразвука получается «глухая область», это означает, что волна на этом участке не преодолела сварной дефект (схема б) на рисунке).
3. Эхо-зеркальный метод. Он также заключается в использовании двух преобразователей, но располагаются они с одной стороны сварного соединения. Сгенерированные приёмником ультразвуковые колебания отражаются от дефекта и регистрируются приёмником. На практике такой метод получил широкое распространение для поиска дефектов, расположенных перпендикулярно поверхности сварного соединения, например, сварных трещин (схема в) на рисунке).
4. Зеркально-теневой метод. По своей сути представляет собой теневой метод, но преобразователи располагаются не на противоположных поверхностях сварного соединения, а на одной. При этом регистрируются не прямой поток ультразвуковых волн, а поток, отражённый от второй поверхности сварного соединения. Признаком дефекта является пропадание отражённых колебаний (схема г) на рисунке).
При ультразвуковой дефектоскопии сварных соединений используется, в основном, эхо-импульсный метод контроля. Реже применяется теневой метод и другие.
Сущность процесса ультразвуковой дефектоскопии
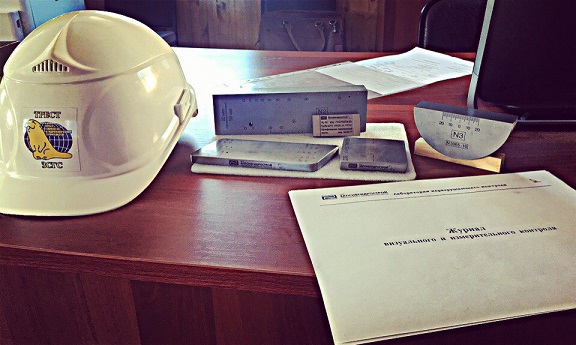
Принцип ультразвукового контроля
.jpg) Ультразвуковой контроль сварных соединений относится к неразрушающим методам контроля варки и является одним из наиболее применяемых методов. Акустические ультразвуковые волны способны распространяться внутри твёрдого тела на значительную глубину. Волны отражаются от границ или от нарушений сплошности, т.к. они обладают другими акустическими свойствами.
Ультразвуковой контроль сварных соединений относится к неразрушающим методам контроля варки и является одним из наиболее применяемых методов. Акустические ультразвуковые волны способны распространяться внутри твёрдого тела на значительную глубину. Волны отражаются от границ или от нарушений сплошности, т.к. они обладают другими акустическими свойствами.
Направляя ультразвуковые волны на сварное соединение с помощью специальных приборов — ультразвуковых дефектоскопов и улавливая отражённые сигналы, на экране дефектоскопа отображаются импульсы излученной и отражённой волн. По расположению этих импульсов и по их интенсивности, можно судить о расположении дефектов, их величине и определить характер сварного дефекта.
При контроле сварных швов необходимо тщательно выполнить прозвучивание всего металла сварного шва. Существуют способы прозвучивания прямой и отражённой волной. Прямой волной прозвучивают нижнюю часть шва, а отражённой волной — верхнюю, как это показано на рисунке справа.
Параметры оценки дефектов при ультразвуковом контроле
Чувствительность ультразвукового контроля определяется наименьшим размером дефекта (или эталонного отражателя), который возможно выявить. Роль эталонных отражателей часто играют плоскодонные отверстия, расположенные перпендикулярно направлению прозвучивания, а также боковые отверстия или зарубки, см. рисунок:
.jpg)
Разрешающая способность эхо-метода определяется минимальным расстоянием между двумя дефектами, при котором их можно определить, как раздельные дефекты, а не как один.
При ультразвуковом контроле, выявленный дефект оценивают, исходя из следующих параметров: амплитуды ультразвуковой волны, условной протяжённости, высоты и ширины дефекта, и его формы.
Условную длину сварного дефекта определяют длиной перемещения излучателя вдоль соединения, на протяжении которой фиксируется эхо-сигнал, исходящий от дефекта. Таким же образом, при перемещении излучателя по нормали к сварному соединению, можно определить условную ширину дефекта.
Условную высоту оценивают, исходя из разности интервалов времени между излучённой и отражённой от дефекта волной при крайних положениях излучателя.
Определить истинную величину сварного дефекта при ультразвуковом контроле очень часто оказывается затруднительно. Поэтому, чаще всего стремятся вычислить его эквивалентные величины (площадь или диаметр). Эквивалентной площадью сварного дефекта принято считать, к примеру, площадь плоскодонного отверстия в образце, амплитуда отражённой волны от которого равна амплитуде отражённой волны в проверяемом шве. Почти во всех случаях вычисленная эквивалентная площадь дефекта меньше его настоящей площади.
Форму сварного дефекта (плоскостной или объёмный) устанавливают, используя специальную методику, исходя из формы эхо-сигнала, отображаемого на экране дефектоскопа.
На точность данных, полученных при ультразвуковом контроле, влияют несколько факторов. Основные из них — это:
1. Уровень квалификации оператора
2. Внимательность оператора при работе и тщательность проведения контроля
3. Соответствие измеряемых показателей тем, которые предусмотрены инструкцией
Технология проведения ультразвукового контроля
.jpg) Технология акустического контроля сварки зависит от типа сварного соединения и от требований, предъявляемых к качеству изделия. Технологию проведения акустического контроля можно условно разделить на несколько основных этапов:
Технология акустического контроля сварки зависит от типа сварного соединения и от требований, предъявляемых к качеству изделия. Технологию проведения акустического контроля можно условно разделить на несколько основных этапов:
1. Контроль сварного соединения внешним осмотром
2. Выбор метода контроля и типа преобразователя
3. Определение границ перемещения преобразователя
4. Подготовка поверхности сварного соединения для контроля
5. Размещение, включение, проверку работоспособности приборов и оборудования для контроля, их настройка
6. Прозвучивание металла сварного шва и зоны термического влияния
7. Оформление данных, полученных при контроле
8. Определение качества сварки, исходя из результатов контроля
9. Оценка качества сварки на соответствие требованиям, предъявляемым к металлоконструкции.
.jpg) При внешнем осмотре сварного соединения устанавливают толщину свариваемого металла, тип соединения, размеры сварного шва (величину усиления или размер катета) и устанавливают наличие или отсутствие внешних сварных дефектов. Недопустимые дефекты необходимо устранить.
При внешнем осмотре сварного соединения устанавливают толщину свариваемого металла, тип соединения, размеры сварного шва (величину усиления или размер катета) и устанавливают наличие или отсутствие внешних сварных дефектов. Недопустимые дефекты необходимо устранить.
Контролируя сварное соединение, преобразователем совершают продольно-поперечные движения вдоль сварного шва, а также, одновременно с этим, вращательные движения, см. рисунок слева.
Видео на тему: «Ультразвуковой контроль сварных соединений»
Преимущества и недостатки ультразвуковой дефектоскопии
Преимуществами данного метода контроля являются:
1. Высокая чувствительность приборов
2. Компактность оборудования и приборов
3. Информацию о качестве сварного соединения можно получить достаточно быстро
4. Возможность контроля соединений большой толщины
5. Низкая стоимость дефектоскопии, т.к. затраты при её проведении минимальны
6. Безопасен для здоровья человека (по сравнению, например, с методом рентгеновской дефектоскопии, или методом радиационной дефектоскопии)
7. Этим методом можно выявить почти все известные сварные дефекты
8. Данный метод контроля не разрушает сварное соединение
9. Возможность проводить проверку в «полевых» условиях, благодаря наличию переносных дефектоскопов.
К недостаткам ультразвуковой дефектоскопии можно отнести:
1. Необходима подготовка поверхности соединения
2. Если дефект расположен перпендикулярно движению волны, его можно пропустить при проверке
3. Если размер дефекта меньше длины волны, то дефект остаётся «невидимым», т.к. он не отражает волну. А если увеличивать длину волны, то глубина проверки снижается.
4. Данные о дефекте часто оказывается ограниченными. Могут возникнуть трудности с определением вида сварного дефекта и его формы.
5. Сложность контроля сварки материалов с крупнозернистой структурой. Например, при сварке чугунов, или сварке высоколегированных сталей с крупнозернистой структурой шва (аустенитной, или перлитной), т.к. акустические волны в такой структуре быстро затухают.
Ультразвуковой дефектоскоп и другое оборудование, приборы для контроля
Комплект оборудования для ультразвукового контроля можно условно разделить на основные группы:
1. Дефектоскопы и преобразователи. Подробнее о них рассказано на странице: «Дефектоскопы для ультразвукового контроля сварных соединений».
2. Комплекты образцов и эталонов, необходимых для настройки и поверки приборов
3. Координатные линейки и шаблоны для определения места расположения дефектов
4. Вспомогательные приспособления
Ультразвуковой контроль сварных швов

Ультразвуковая дефектоскопия сварных швов успешно используется для выявления изъянов сварных соединений, начиная с 1930 года. За столь длительный период времени учеными совместно с практикующими специалистами были разработаны разные методики эхолокации. С их помощью несложно выявить нарушения в целостности диффузного слоя, отклонения в химическом составе наплавки, обнаружения шлаков, примеси оксидов. Ультразвуковая диагностика (УЗД) по точности не уступает рентгену или радиолокации. Прибор выявляет даже самые мелкие дефекты, отрицательно влияющие на прочность стыка.
Среди используемых сегодня неразрушающих методов определения дефектов сварного шва УЗД стал наиболее эффективным и одним из самых доступных, которые поставлены на поток. По результатам проверки ведется специальный журнал в разрезе по каждому сварщику. Область применения контроля при помощи УЗД ограничивается исключительно геометрическими данными заготовок. Диагностике подвергаются сварочные швы трубопроводов, которые испытывают высокое давление.
- Что такое УЗК сварных швов трубопроводов
- Преимущества и недостатки УЗД дефектоскопии
- Виды и методы ультразвукового контроля сварных соединений
- Технология проведения ультразвукового контроля: область использования
- Устройство ультразвукового дефектоскопа
- Проверка сварных соединений при помощи ультразвука
Что такое УЗК сварных швов трубопроводов

В основу метода положены физические возможности ультразвука. Его особенность заключается в том, что он отражается от границы разделения разных по своему составу сред. По своей природе ультразвук является упругим механическим колебанием, который генерируется различными методами. Его звуковой диапазон находится вне пределов доступных для человеческого уха. Излучатели не оказывают вредного воздействия на организм человека.
Ультразвуковая диагностика выполняется в широком диапазоне частот: от 20 кГц до 500 МГц. Волны, направленные от излучателя в какую-либо сторону, распространяются с одинаковой скоростью при условии однородности среды. При изменении среды они преломляются или отражаются, подобно лучу света. Скорость продольной волны практически в два раза больше, чем поперечной.
Чувствительность приборов зависит от его конструктивных особенностей и сильно варьируется. Большой ассортимент объясняется тем, что генерируемые волны могут отражаться только от тех дефектов, которые равны длине волны или больше ее. Ультразвук отлично определяет мелкие дефекты сварного стыка, а именно: пустоты, раковины, разного рода включения, шлаки, зерна и прочие примеси, понижающие прочность шва.
Преимущества и недостатки УЗД дефектоскопии
- неразрушающий метод контроля качества сварных соединений. Нет потребности в том, чтобы вырезать часть металлоконструкции и везти ее в лабораторию для проведения исследований;
- дефектоскопы универсальны. Они подходят для использования в полевых условиях или в оборудованной лаборатории;
- метод одинаково хорошо подходит для определения дефектов как однородных, так и разнородных соединений;
- не требуется много времени для того, чтобы определить состояние шва. Результат готов буквально сразу;
- приборы абсолютно безопасны в использовании. Они не оказывают вредного влияния на организм человека;
- диагностике поддаются большинство видов дефектов. Очень высока достоверность полученного результата.
Недостатки оборудования связаны с ограничениями его применения и необходимостью подготовки специалистов для эксплуатации техники. Дело в том, что ультразвуковой сигнал затухает в крупнозернистых структурах. Нужно использовать специальные преобразователи с конкретным радиусом кривизны подошвы.
Виды и методы ультразвукового контроля сварных соединений

Для диагностирования стыков ультразвуком используют разные методики:
- прямой луч;
- отражение однократное;
- отражение двукратное;
- отражение многократное.
Касательно направления луча, то его подбирают по нормали, где опасность дефектов особенно высока. Наиболее распространенные варианты измерений:
- эхо-импульсная диагностика. Прибор генерирует волну и настроен на прием оклика. Если его нет, то это значит, что дефекты не обнаружены. Если же результат обратный, то в исследуемой массе есть разделение сред;
- эхо-зеркальный. Подразумевает использование генерирующего волну датчика и приемника-улавливателя. Размещение приборов – под углом к оси стыка. Приемник ловит все ультразвуковые излучения и по ним диагностируются трещины или их отсутствие;
- теневая диагностика. Волны проходят по всей площади стыка. Приемник располагается позади сварного соединения. В случае, когда излучение отражается и не попадает на приемник, фиксируется теневой участок;
- зеркально-теневая дефектоскопия. Технология сочетает теневой и зеркальный методы исследований. Используется комплект датчиков, которые улавливают отраженные звуковые колебания. Если идет чистая волна, то это значит, что шов не имеет дефектов;
- дельта-метод подразумевает воздействие на объект направленным лучом. По отражению звукового сигнала определяются изъяны стыка. Когда возникает необходимость в получении точных результатов, то можно воспользоваться к тонкой настройке диагностического оборудования.
На практике чаще всего определяют проблемные участки сварки при помощи эхо-импульсной и теневой диагностики. Метод неразрушающего контроля дает возможность выявить бракованный отрезок, который со временем может привести к разгерметизации сварочного шва. Это отличный метод профилактики аварийных ситуаций. Особенное, если речь идет о магистралях высокого давления.
Технология проведения ультразвукового контроля: область использования

УЗК используется для проверки сварных швов цветных металлов, стали углеродистой и легированной, чугуна. При помощи диагностического оборудования выявляется:
- пористость, образованную атмосферными газами;
- ржавчину внутри застывшего расплава;
- не проваренные места;
- нарушение геометрии на отдельных участках;
- трещины;
- включения инородных тел и прочие отличия в структуре;
- расслоения;
- складки, образованные наплавом;
- дефекты сквозного характера;
- внестыковое провисание диффузного слоя.
При помощи УЗК контролируются соединения самых разных конструкционных элементов:
- фланцевые, трубные и прочие кольцевые соединения;
- тавровые швы;
- стыки, независимо от их конфигурации (в т.ч. и сложные формы);
- швы поперечные и продольные, которые испытывают высокое давление или нагрузки разнонаправленного характера.
При прохождении через металлическую решетку звуковые волны рассеиваются. Это их свойство накладывает определенные ограничения на область использования оборудования. Все они изложены в инструкции производителя, которая прилагается к аппарату.
Ограничения геометрического характера:
- толщина проверяемых заготовок не может быть больше 50-80 см, или меньше 8-10 мм;
- расстояние до объекта контроля: минимальное – 3 мм, максимальное – 10 метров.
Методика отлично зарекомендовала себя в строительстве, машиностроении; на предприятиях, имеющих магистрали высокого давления.
Устройство ультразвукового дефектоскопа

Каждое устройство имеет излучатель, усилитель и приемник ультразвука. Основное отличие разных моделей заключается в типе генераторе. Наибольшее распространение получили пьезоэлементы. Датчик отправляет сигналы через равные промежутки времени.
Паузы между импульсами составляют несколько микросекунд. Их длительность задается пользователем с учетом искомых дефектов, плотности и структуры металла. По отражению выявляется брак и основные его параметры: размер и глубина местонахождения. Излучатель размещен в динамичном щупе, который передвигается по исследуемым швам.
Точность работы аппарата зависит от чувствительности приемника, который улавливает отраженную волну. Пользователю важно учитывать тот факт, что на границы сред волна меняет направление. Легче обстоят дела с определением теневых участков – в этих местах волна отражается. Прибор ловит звуковой сигнал, преобразует его в электричество и показывает на осциллографе.
Проверка сварных соединений при помощи ультразвука
Технология выявления дефектов регламентирована положениями ГОСТа. Допущенные к работе операторы имеют соответствующие удостоверения. Перед началом выполнения комплекса работ они проходят инструктаж по технике безопасности. Нередко проверка сварных швов ультразвуком требуется в неудобных или труднодоступных местах. В обязательном порядке требуется заземление прибора. Результаты оцениваются по нескольким критериям. В журнале фиксируются основные показатели:
- длина проверяемого сварного стыка;
- параметры обнаруженных дефектов – размеры и форма;
- диапазон излучаемой волны.
Перед диагностикой исследуемая область зачищается. Чтобы ультразвук проходил лучше на поверхности металла следует образовать маслянистую пленку. В зависимости от требований точности процедура проводится один или два раза.
Ультразвуковой контроль сварных швов
 Ультразвуковой контроль сварных швов – неразрушающий метод проверки, который помогает находить любые дефекты, начиная с воздушных пустот и заканчивая шлаковыми вложениями в металле. Это широко распространенный способ: он дает точные сведения, позволяет определить расположение даже мельчайших дефектов и выяснить их примерный размер, а потому используется в разных сферах, включая машиностроение, химическую, нефтегазовую промышленность и атомную энергетику.
Ультразвуковой контроль сварных швов – неразрушающий метод проверки, который помогает находить любые дефекты, начиная с воздушных пустот и заканчивая шлаковыми вложениями в металле. Это широко распространенный способ: он дает точные сведения, позволяет определить расположение даже мельчайших дефектов и выяснить их примерный размер, а потому используется в разных сферах, включая машиностроение, химическую, нефтегазовую промышленность и атомную энергетику.
Когда используется?
Этот метод проверки чаще всего используют, когда требуется:
- диагностика узлов и агрегатов;
- контроль сварных швов с крупнозернистой структурой или сложной геометрией;
- проверка котлов и другого оборудования, которое в процессе эксплуатации подвергается значительным нагрузкам, работает в условиях высокой температуры и давления;
- определение износа труб в магистральных трубопроводах.
Удобство метода заключается в том, что его можно использовать не только в лабораторных, но и в полевых условиях.
Цены на услуги
| № п/п | Измеряемый показатель испытываемой продукции | Состав работ, входящих в испытание продукции | Нормативный документ | Стоимость, руб., в т.ч. НДС 18% |
| Контроль сварных швов | ||||
| 1 | Ультразвуковой контроль сварных соединений толщиной 0 — 10 мм (1 п.м.) | — Подготовка и настройка оборудования — Проведение контроля — Обработка результатов — Ведение журналов — Оформление протоколов | ГОСТ Р 55724-2013 СП 70.13330.2012 | 1 000 |
| 2 | Ультразвуковой контроль сварных соединений толщиной 10 — 20 мм (1 п.м.) | — Подготовка и настройка оборудования — Проведение контроля — Обработка результатов — Ведение журналов — Оформление протоколов | ГОСТ Р 55724-2013 СП 70.13330.2012 | 1 200 |
| 3 | Ультразвуковой контроль сварных соединений толщиной 20 — 30 мм (1 п.м.) | — Подготовка и настройка оборудования — Проведение контроля — Обработка результатов — Ведение журналов — Оформление протоколов | ГОСТ Р 55724-2013 СП 70.13330.2012 | 1 500 |
| 4 | Ультразвуковой контроль сварных соединений толщиной 30 — 40 мм (1 п.м.) | — Подготовка и настройка оборудования — Проведение контроля — Обработка результатов — Ведение журналов — Оформление протоколов | ГОСТ Р 55724-2013 СП 70.13330.2012 | 2 000 |
| 5 | Ультразвуковой и визуальный контроль качества (дефектоскопия) сварных соединений арматуры (1 стык) | — Подготовка и настройка оборудования — Проведение контроля — Обработка результатов — Оформление протоколов | РД 03-606-03 ГОСТ 23858-79 ГОСТ Р 55724-2013 | 700 |
| 6 | Ультразвуковая дефектоскопия одним преобразователем сварных соединений перлитного класса с двух сторон, прозвучивание поперечное. Трубопроводов диаметром до 36 мм, толщина стенки до 6 мм. (1 стык) | — Подготовка и настройка оборудования — Проведение контроля — Обработка результатов — Ведение журналов — Оформление протоколов | ГОСТ Р 55724-2013 РД 153-34.1-003-01 | 590 |
| 7 | Ультразвуковая дефектоскопия одним преобразователем сварных соединений перлитного класса с двух сторон, прозвучивание поперечное. Трубопроводов диаметром до 57 мм, толщина стенки до 6 мм. (1 стык) | — Подготовка и настройка оборудования — Проведение контроля — Обработка результатов — Ведение журналов — Оформление протоколов | ГОСТ Р 55724-2013 РД 153-34.1-003-01 | 630 |
| 8 | Ультразвуковая дефектоскопия одним преобразователем сварных соединений перлитного класса с двух сторон, прозвучивание поперечное. Трубопроводов диаметром до 76 мм, толщина стенки до 6 мм. (1 стык) | — Подготовка и настройка оборудования — Проведение контроля — Обработка результатов — Ведение журналов — Оформление протоколов | ГОСТ Р 55724-2013 РД 153-34.1-003-01 | 680 |
| 9 | Ультразвуковая дефектоскопия одним преобразователем сварных соединений перлитного класса с двух сторон, прозвучивание поперечное. Трубопроводов диаметром до 89 мм, толщина стенки до 6 мм. (1 стык) | — Подготовка и настройка оборудования — Проведение контроля — Обработка результатов — Ведение журналов — Оформление протоколов | ГОСТ Р 55724-2013 РД 153-34.1-003-01 | 720 |
| 10 | Ультразвуковая дефектоскопия одним преобразователем сварных соединений перлитного класса с двух сторон, прозвучивание поперечное. Трубопроводов диаметром до 108 мм, толщина стенки до 8 мм. (1 стык) | — Подготовка и настройка оборудования — Проведение контроля — Обработка результатов — Ведение журналов — Оформление протоколов | ГОСТ Р 55724-2013 РД 153-34.1-003-01 | 690 |
| 11 | Ультразвуковая дефектоскопия одним преобразователем сварных соединений перлитного класса с двух сторон, прозвучивание поперечное. Трубопроводов диаметром до 114 мм, толщина стенки до 8 мм. (1 стык) | — Подготовка и настройка оборудования — Проведение контроля — Обработка результатов — Ведение журналов — Оформление протоколов | ГОСТ Р 55724-2013 РД 153-34.1-003-01 | 790 |
| 12 | Ультразвуковая дефектоскопия одним преобразователем сварных соединений перлитного класса с двух сторон, прозвучивание поперечное. Трубопроводов диаметром до 159 мм, толщина стенки до 8 мм. (1 стык) | — Подготовка и настройка оборудования — Проведение контроля — Обработка результатов — Ведение журналов — Оформление протоколов | ГОСТ Р 55724-2013 РД 153-34.1-003-01 | 960 |
| 13 | Ультразвуковая дефектоскопия одним преобразователем сварных соединений перлитного класса с двух сторон, прозвучивание поперечное. Трубопроводов диаметром до 219 мм, толщина стенки до 8 мм. (1 стык) | — Подготовка и настройка оборудования — Проведение контроля — Обработка результатов — Ведение журналов — Оформление протоколов | ГОСТ Р 55724-2013 РД 153-34.1-003-01 | 1 160 |
| 14 | Ультразвуковая дефектоскопия одним преобразователем сварных соединений перлитного класса с двух сторон, прозвучивание поперечное. Трубопроводов диаметром до 273 мм, толщина стенки до 8 мм. (1 стык) | — Подготовка и настройка оборудования — Проведение контроля — Обработка результатов — Ведение журналов — Оформление протоколов | ГОСТ Р 55724-2013 РД 153-34.1-003-01 | 1 280 |
| 15 | Ультразвуковая дефектоскопия одним преобразователем сварных соединений перлитного класса с двух сторон, прозвучивание поперечное. Трубопроводов диаметром до 325 мм, толщина стенки до 8 мм. (1 стык) | — Подготовка и настройка оборудования — Проведение контроля — Обработка результатов — Ведение журналов — Оформление протоколов | ГОСТ Р 55724-2013 РД 153-34.1-003-01 | 1 480 |
| 16 | Ультразвуковая дефектоскопия одним преобразователем сварных соединений перлитного класса с двух сторон, прозвучивание поперечное. Трубопроводов диаметром до 377 мм, толщина стенки до 8 мм. (1 стык) | — Подготовка и настройка оборудования — Проведение контроля — Обработка результатов — Ведение журналов — Оформление протоколов | ГОСТ Р 55724-2013 РД 153-34.1-003-01 | 1 920 |
| 17 | Ультразвуковая дефектоскопия одним преобразователем сварных соединений перлитного класса с двух сторон, прозвучивание поперечное. Трубопроводов диаметром до 426 мм, толщина стенки до 10 мм. (1 стык) | — Подготовка и настройка оборудования — Проведение контроля — Обработка результатов — Ведение журналов — Оформление протоколов | ГОСТ Р 55724-2013 РД 153-34.1-003-01 | 2 240 |
| 18 | Ультразвуковая дефектоскопия одним преобразователем сварных соединений перлитного класса с двух сторон, прозвучивание поперечное. Трубопроводов диаметром до 530 мм, толщина стенки до 10 мм. (1 стык) | — Подготовка и настройка оборудования — Проведение контроля — Обработка результатов — Ведение журналов — Оформление протоколов | ГОСТ Р 55724-2013 РД 153-34.1-003-01 | 2 560 |
| 19 | Ультразвуковая дефектоскопия одним преобразователем сварных соединений перлитного класса с двух сторон, прозвучивание поперечное. Трубопроводов диаметром до 720 мм, толщина стенки до 8 мм. (1 стык) | — Подготовка и настройка оборудования — Проведение контроля — Обработка результатов — Ведение журналов — Оформление протоколов | ГОСТ Р 55724-2013 РД 153-34.1-003-01 | 2 760 |
| 20 | Ультразвуковая дефектоскопия одним преобразователем сварных соединений перлитного класса с двух сторон, прозвучивание поперечное. Трубопроводов диаметром до 820 мм, толщина стенки до 14 мм. (1 стык) | — Подготовка и настройка оборудования — Проведение контроля — Обработка результатов — Ведение журналов — Оформление протоколов | ГОСТ Р 55724-2013 РД 153-34.1-003-01 | 2 920 |
| 21 | Ультразвуковая дефектоскопия одним преобразователем сварных соединений перлитного класса с двух сторон, прозвучивание поперечное. Трубопроводов диаметром до 1020 мм, толщина стенки до 14 мм. (1 стык) | — Подготовка и настройка оборудования — Проведение контроля — Обработка результатов — Ведение журналов — Оформление протоколов | ГОСТ Р 55724-2013 РД 153-34.1-003-01 | 3 200 |
| 22 | Ультразвуковая дефектоскопия одним преобразователем сварных соединений перлитного класса с двух сторон, прозвучивание поперечное. Трубопроводов диаметром до 1220 мм, толщина стенки до 14 мм. (1 стык) | — Подготовка и настройка оборудования — Проведение контроля — Обработка результатов — Ведение журналов — Оформление протоколов | ГОСТ Р 55724-2013 РД 153-34.1-003-01 | 3 760 |
Технология и принцип работы
Принцип работы ультразвуковой дефектоскопии основан на способности колебаний частотой от 20000 Гц и выше проходить сквозь металл, отражаясь от царапин, сколов, внутренних пустот и других дефектов. При проведении испытаний используется прибор, который посылает ультразвуковую волну, принимает ее и фиксирует все отклонения.
Эта технология позволяет определить расстояние до дефекта внутри шва благодаря учету времени распространения колебаний в металле. Также с ее помощью можно установить примерный размер неровности по амплитуде отраженного импульса.
Как проводится дефектоскопия
Сначала со шва и на расстоянии 50-70 мм возле него металл очищают от ржавчины, краски и пр., после чего место сварки обрабатывают глицерином, солидолом, машинным маслом или другим веществом, способствующим прохождению ультразвуковых волн.
 Затем специалист настраивает дефектоскоп с учетом известных параметров – качества соединения, толщины материала. Ошибки, допущенные на этом этапе, сводят на нет ценность испытания и приводят к получению неверных результатов.
Затем специалист настраивает дефектоскоп с учетом известных параметров – качества соединения, толщины материала. Ошибки, допущенные на этом этапе, сводят на нет ценность испытания и приводят к получению неверных результатов.
Следующий этап – непосредственно проверка. Искатель зигзагами перемещают вдоль сварного шва, поворачивая его при этом вокруг оси. Когда прибор фиксирует дефект, специалист, проводящий испытания, должен тщательно проверить проблемную область, добиться получения сигнала с наибольшей амплитудой, выяснить примерный размер дефекта и определить координаты. Все полученные данные сотрудник лаборатории заносит в таблицу для последующего анализа.
При правильном проведении процедуры ультразвуковой контроль сварного шва поможет получить полную и исчерпывающую информацию обо всех дефектах. Если во время испытаний возникли спорные моменты, проверку можно провести второй раз для уточнения данных, но обычно однократной процедуры оказывается вполне достаточно.
Недостатки и преимущества ультразвукового контроля
К минусам этой технологии относятся:
- Сложность в расшифровке сигнала и настройке прибора. Точность результатов почти полностью зависит от квалификации и опыта специалиста, который проводит испытания.
- Возникают трудности при проверке металлов с крупнозернистой структурой – чугуна, аустенитной стали и пр. Проблема заключается в том, что волны в таких металлах сильно рассеиваются и быстро затухают.
- Необходимость подготовительных работ. Нужно не только настроить дефектоскоп, что требует времени и анализа параметров объекта, но также очистить шов.
Преимущества ультразвукового контроля:
- Проверка дает точные данные.
- Ультразвуковые дефектоскопы компактны, не требуют использования в лаборатории. Благодаря этому испытания можно проводить в полевых условиях.
- Стоимость исследования ниже, чем при использовании некоторых других методов контроля.
- Проверку можно проводить, не выводя ни деталь, ни весь объект из эксплуатации.
Также следует отметить, что ультразвуковой контроль полностью безопасен для здоровья человека. Этим он выгодно отличается от другого, еще более точного метода – рентгеновской дефектоскопии.
Как заказать?
© 2016 Аккредитованная
строительная лаборатория
СТАНДАРТ

Promopage —
создание и
продвижение сайта
- Для клиентов
- Наши работы
- Сертификаты
- Сделать заказ
- Задать вопрос специалисту
- Заказать обратный звонок
- Наши услуги
- Испытание грунтов
- Отбор кернов бетона и асфальтобетона
- Испытание песка
- Испытание щебня
- Испытание асфальтобетона
- Испытание строительного раствора
- Испытание бетонной смеси
- Испытание бетона
- Испытание легкого бетона
- Адрес лаборатории
- г. Москва, 8-й проезд Марьиной Рощи, 30с1
шоссе, д. 170Г - Схема проезда
- Контакты
- +7 (495) 150 55 65
- info@standartlab.ru
- пн-пт с 8:00 до 21:00
- сб-вс с 10:00 до 18:00
Спасибо!
Ваш заказ принят.
Менеджер свяжется с Вами в ближайшее время.
Что такое ультразвуковой контроль сварных швов
Содержание
Сварные швы нуждаются в проверке как на выходе из производства, так и на регулярной основе. Их дефекты влияют на прочность конструкции, приводят к ее разрушению в процессе эксплуатации. Из-за малого размера повреждений, их залегания внутри металла, диагностика требует специальных технологий. Одна из них – ультразвуковая дефектоскопия (УЗД).
Ультразвуковой контроль сварных швов (УЗК) ‒ это метод неразрушающего контроля. Он выявляет скрытые повреждения посредством ультразвука: незаполненные пространства, химически неоднородный состав, механические повреждения недопустимой величины.
Методика УЗД возникла еще в 30-е гг. XX века, но более популярной альтернативы не нашла до сих пор. Она дает более точные результаты, чем радио-, рентгено-, гамма-дефектоскопия. С ее помощью проверяют не только металлические, чугунные, медные конструкции, легированные, аустенитные стали, но и пластик, стекловолокно, керамику, композит. Сфера применения включает нефтегазовую, химическую, авиационную промышленность, судостроение, тепловую, атомную энергетику, машиностроение.
Виды ультразвукового контроля
Технология УЗК основана на таком свойстве звуковых волн, как несменяемость траектории движения в однородном материале. На исследуемую деталь направляют ультразвуковые сигналы, которые, отражаясь от внутренних неровностей, возвращаются в приемник. В его роли выступает дефектоскоп с пьезоэлектрическим преобразователем. Данные выводят на электронный блок, что позволяет судить о форме и других параметрах дефектов. Так, амплитуда отраженного импульса говорит о величине, время распространения волн – о глубине залегания.
УЗК проводят по нескольким схемам, которые различаются способом регистрации и оценки показаний. Кроме того, применяют комбинации этих методов.
- Теневой. Это способ, при котором два преобразователя (генератор, приемник) устанавливают по противоположным сторонам диагностируемого изделия. Первый излучает волны на шов, а второй их принимает. Глухая зона в волновом потоке свидетельствует о повреждениях.
- Зеркально-теневой. При этом методе приборы устанавливают с одного края изделия. Генератор создает косые волны, которые отражаются от поверхности материала, затем их фиксирует приемник.
- Эхо-импульсный. Берут один преобразователь, который выполняет функции генератора и приемника одновременно. Если волны проходят через сварочный шов и не отображаются на экране, то изъяны отсутствуют.
- Эхо-сквозной. Два преобразователя устанавливают напротив друг друга по сторонам проверяемого объекта. Анализируются сигналы от неровностей, отраженные в направлении пьезоэлектропреобразователя.
- Дельта-метод. Строится на излучении направленных акустических колебаний внутрь шва. Колебания делятся на несколько типов, лишь некоторые из которых различает устройство. Количество пойманных волн говорит об объеме, форме изъяна. К дельта-методу прибегают редко из-за трудоемкости настройки оборудования, сложности расшифровки данных, необходимости тщательной очистки шва.
Дефекты сварных швов
УЗД подвергают различные типы швов, угловые, тавровые соединения, плоские, продольные, кольцевые стыки толщиной 0,4–6 см, сварные трубопроводы. Она позволяет выявить:
- неровности, околошовные трещины;
- расслоение, пористость в наплавленном металле шва;
- непровары;
- шлаковые включения;
- нарушение геометрических размеров;
- воздушные пустоты;
- химически неоднородные вкрапления;
- окислы, коррозия, провисание металла.
Алгоритм проверки
Диагностику регламентирует государственный стандарт. Ниже представлены этапы работы теневым методом по ГОСТ Р 55724-2013:
- Шов и область в 50-70 мм вокруг него зачищают от грязи, ржавчины. Далее наносят смазочное средство (глицерин, солидол, любое другое машинное масло). От гладкости поверхности зависит плотность акустического контакта, износ пьезоэлектропреобразователя, качество проверки.
- С помощью эталонного образца настраивают прибор.
- С одной стороны детали устанавливают генератор, с другой – приемник. Последний сканирует шов, перемещаясь зигзагообразными движениями вдоль стыка.
- Показания передаются на экран. Эхо-сигнал с максимальной амплитудой сообщает о возможном изъяне.
- Испытание проводят два-три раза. Если сигнал не ложный, то каждое заключение фиксируют в журнал учета.
- Свойства материала и габариты диагностируемого образца влияют на выбор модели оборудования. Иногда данных, полученных при УЗД, недостаточно. Тогда прибегают к рентгено-, гамма-дефектоскопии.
Недостатки ультразвукового контроля
К слабым местам УЗД относят:
- сложность расшифровки показаний;
- тщательная подготовка поверхности изделия: малейшие загрязнения, воздушные зазоры искажают показания прибора;
- ограниченное применение с крупнозерновыми металлами из-за большого рассеяния и затухания волн; деталями малой толщины (от 0,4 до 1 см), сложной формы;
- неточности в определении формы изъянов.
Преимущества УЗК
Дефектоскоп представляет собой портативный прибор, который можно использовать в полевых условиях. К другим плюсам относят:
- низкая себестоимость при высокой чувствительности, производительности, скорости получения результата;
- совместимость с однородными, разнородными материалами металлической и неметаллической природы;
- отсутствие вредного воздействия на организм человека;
- сохранение целостности исследуемой детали.
Методика ультразвукового контроля сварных соединений
Метод ультразвуковой дефектоскопии сварных швов применяется с 1930 года. С тех пор разработаны различные способы эхолокации. Они выявляют нарушение целостности диффузного слоя, соответствие наплавки основному металлу по химическому составу, выявляются шлаковые включения, оксидные примеси. Процедура УЗД (ультразвуковой диагностики) по точности результатов сопоставима с рентгеном, радиолокацией. Прибором выявляют самые мелкие дефекты, снижающие прочность соединений.
Среди неразрушающих методов контроля швов ультразвуковой стал самым доступным и эффективным, поставлен на поток. Результаты проверки работы сварщика заносятся в специальный журнал. Область применения ультразвукового контроля сварных соединений ограничена только геометрическими параметрами свариваемых деталей. Диагностируют швы трубопроводов, сосудов высокого давления, металлоконструкций, испытывающих большую нагрузку.

Теория УЗК сварных швов
Физическая основа метода ультразвукового контроля сварных швов основана на способности ультразвука отражаться от границы раздела сред. Ультразвук – упругие механические колебания, получаемые различными методами. Они находятся за пределами слышимости. Вредного воздействия на уши оператора-контролера излучатели не оказывают.
Ультразвуковая диагностика проводится в диапазоне от 20 кГц до 500 МГц. В однородной среде направленные волны распространяются с одинаковой скоростью. На фазовом переходе отражаются или преломляются подобно световому лучу. Скорость продольной волны во всех твердых средах почти в два раза превышает скорость поперечной.
Чувствительность у приборов разная, зависит от конструктивных особенностей. Но по сути волны способны отражаться от дефектов, которые равны длине волны или превосходят ее по размеру. Ультразвуком можно определить мелкие дефекты сварных соединений: несплошности, раковины, включения шлака или нерастворимые соединения, крупные зерна, повышающие хрупкость металла.
Преимущества и недостатки ультразвуковой дефектоскопии
Сначала о достоинствах:
- Это неразрушающий контроль, исследуемую часть конструкции не нужно отделять, разрезать, везти в лабораторию.
- Ультразвуковыми дефектоскопами для контроля сварных соединений можно пользоваться в лабораторных и полевых условиях.
- Методы применяются для однородных и разнородных соединений.
- Для исследования шва не требуется много времени, результат получают на месте.
- Приборы безопасны для человека, не оказывают вредного воздействия.
- Достоверность результатов очень высокая, диагностируются многие виды дефектов.
Недостатки связаны с необходимостью подготовки специалистов, ограничениями. Ультразвук затухает в крупнозернистых металлах. Необходимо использовать преобразователи с определенным радиусом кривизны подошвы.
Виды УЗК сварочных швов
Стыки прозвучивают по различной методике:
- прямым лучом;
- однократно отраженным;
- двукратно отраженным;
- многократно отраженным.
Направление луча в ультразвуковом методе контроля сварных соединений подбирают по нормали, на которой дефекты особенно опасны.
Основные способы локации:
- Эхо-импульсная УЗД. Прибор настроен на излучение и прием волны. Если аудиволна не зафиксирована датчиком, все в порядке, в шве дефекты не обнаружены. Если зафиксировано отражение, есть раздел сред.
- Эхо-зеркальный метод предусматривает применение датчика, генерирующего волну, и улавливающего приемника. Приборы устанавливают под углом к оси шва. Приемник ловит отраженные волны. По результатам диагностируют трещины в сварном соединении.
- Теневая диагностика подразумевает прохождение ультраволн по всей площади шва, приемник устанавливается за сварным соединением. Если звук отражается, возвращается к излучателю, приемник фиксирует теневой участок.
- Зеркально-теневая дефектоскопия – сочетание зеркального и теневого исследования. Комплект датчиков регистрирует отраженные звуковые колебания. Чистая волна — шов сделан без нарушений. Наличие глухой зоны – признак несплошностей.
- Дельта-метод основан на воздействии направленным лучом. Дефекты определяются по отражению ультразвука, изменению траектории. Для точных результатов требуется деликатная настройка диагностического оборудования.
На практике чаще используют первый и третий методы. Неразрушающий контроль с использованием ультразвука выявляет брак, провоцирующий разгерметизацию сварных изделий. Считается эффективным способом профилактики аварийных ситуаций.
Область и возможности применения методики УЗК
Проверка проводится на соединениях цветных металлов, чугуне, углеродистой и легированной стали. С помощью диагностики УЗК сварных швов выявляют:
- пористость, связанную с насыщением расплава атмосферными газами;
- включения ржавчины;
- непровары;
- участки с нарушением геометрии детали;
- трещины в зоне термовлияния;
- несплошности различной природы;
- инородные включения в расплаве;
- структурные расслоения;
- неоднородность наплавленного слоя;
- складки наплавочного материала;
- свищи (сквозные дефекты);
- провисание диффузионного слоя за пределами стыка.
УЗК-контролю сварных соединений подвергают различные конструкционные элементы:
- тавровые швы;
- трубные и фланцевые кольцевые соединения;
- стыки любой конфигурации, включая сложные формы;
- продольные и поперечные швы, подвергающиеся разнонаправленным нагрузкам или испытывающим высокое давление.
В инструкциях по ультразвуковому контролю сварных соединений указаны ограничения диагностики, связанные со способностью ультразвука рассеиваться при прохождении через металлическую решетку.
Геометрический диапазон контроля:
- толщина проверяемых заготовок: mах 0,5–0,8 м, min 8–10 мм;
- расстояние до контролируемого шва или углубление: mах 10 м; min 3 мм.
Методика применяется в строительной отрасли, автомобильной промышленности, на предприятиях, где есть сосуды высокого давления, котлы, технологические трубопроводы.
Устройство и принцип работы ультразвукового дефектоскопа
У всех приборов есть генератор, излучатель и приемник ультразвука, усилитель сигнала. Устройства различаются по типу генераторов. Чаще используются пьезоэлементы. Ультразвуковой датчик посылает сигналы импульсно, с паузами до пяти микросекунд. Длительность настраивают в зависимости от плотности металла, структурных особенностей изыскиваемых дефектов. По отражению делается качественная и количественная оценка: выявляется дефект, глубина его образования, размеры.
Излучатель находится в подвижном щупе, он двигается вдоль и поперек исследуемых швов.
Точность диагностики зависит от чувствительности приемника, улавливающего прошедшую или отраженную волну. На границе сред волна меняет направление, оператор должен это учитывать. Проще определяются теневые участки – места, где волна отражается. Звуковой сигнал преобразуется в электрический, картинка выводится на осциллограф. Отраженная волна показывает пик, постоянная – прямую линию.
Проверка сварных швов ультразвуком
Технология проверки регламентирована ГОСТ Р 55724-2013. Операторам-контролерам выдают удостоверения. Перед проверкой им проводят инструктаж по ТБ. Проверять приходится соединения, расположенные в труднодоступных местах. Прибор обязательно заземляется. Оценка результатов проводится по нескольким критериям. В журнал ультразвукового контроля качества заносятся следующие данные:
- протяженность контролируемого сварного шва;
- описание дефекта (ширина, высота, форма);
- диапазон пропускаемой волны.
Для диагностики проводится зачистка исследуемой области (валик плюс область термовлияния). Для лучшей проходимости ультразвука на поверхности создают маслянистую пленку. Прибор настраивают по стандарту. Поиск отраженного или пропускаемого сигнала проходит на максимальной амплитуде. В зависимости от важности соединения контроль проводится за один или два прохода.
Методика ультразвукового контроля сварных швов
Ультразвуковой контроль сварных соединений является наиболее доступным и недорогим методом диагностики. Практически не уступает по точности рентгеноскопии.

Сварные соединения являются новообразованиями на любых конструкциях и их дальнейшая безопасная эксплуатация во многом зависит от качества их наложения, а это, в свою очередь, можно выявить только специальной проверкой. Качество сварных швов металлических соединений проверяют, используя для этого различные методики дефектоскопии. Из всего существующего на сегодняшний день разнообразия видов дефектоскопии можно выделить ультразвуковой контроль сварных соединений, который является наиболее доступным и недорогим методом диагностики. Причем УЗК практически не уступает по точности измерений таким видам неразрушающего контроля, как рентгеноскопия, гамма-скопия, радиоскопия и другим.
Теоретическое определение УЗК
Методика ультразвукового неразрушающего контроля является далеко не новым видом дефектоскопии и впервые была применена на практике в 1928 году, а с развитием технического прогресса и промышленных технологий стала использоваться во многих сферах деятельности человека.
Весь эффект УЗК основан на том, что акустические ультразвуковые волны при прохождении однородной среды не меняют свою прямолинейную траекторию движения, а вот при разделе сред, имеющих различную структуру и обладающих разными величинами удельного акустического сопротивления, происходит их частичное отражение. При этом чем существеннее разница в физических и химических свойствах материалов, тем больше будет звуковое сопротивление в месте раздела сред, тем ощутимее и заметнее эффект при отражении звуковых волн.
К примеру, при образовании сварного шва в структуре металла обычно остается смесь газов, которая не успела выйти во время затвердевания наружу. При этом газообразная среда обладает фактически в пять раз меньшим волновым сопротивлением прохождению ультразвуковых колебаний, чем металлическая кристаллическая решетка, что и позволяет практически полностью отражаться ультразвуковым колебаниям.
Ультразвуковой контроль, либо дефектоскопия сварных соединений являются неразрушающим их целостность методом по поиску внутренних структур, имеющих химические или физические отклонения от заданных норм, которые при недопустимой величине и определяются как механические дефекты сварных швов.
Достоинства УЗК
- воздушные пустоты и поры,
- расслоения в наплавленном металле шва,
- околошовные трещины,
- химически неоднородные вкрапления,
- шлаковые отложения,
- неоднородность структуры,
- искривление геометрических размеров.
Главными преимуществами ультразвуковой дефектоскопии можно назвать возможность проведения контроля:
- соединений как из однородных, так и из разнородных материалов;
- структур, состоящих как из металлов, так и неметаллов;
- без разрушения и без повреждения исследуемых образцов;
- с высокой мобильностью;
- с высокой скоростью исследований;
- при низкой себестоимости;
- без опасных факторов для персонала в сравнении с рентгено- или радио-дефектоскопией.
Недостатки УЗК
- создание шероховатостей 5 класса на поверхности сварного соединения с направлением полос перпендикулярно шву;
- нанесение на исследуемый участок контактной массы (в виде воды, масел) для полного исключения воздушного зазора, а в случае с вертикальной или при сильнонаклоненной поверхности использовать густые клейстеры, неспособные к быстрому стеканию;
Непосредственно к недостаткам этой методики дефектоскопии можно отнести:
- необходимость в использовании специальных пьезоэлектрических преобразователей, имеющие радиус кривизны подошвы в диапазоне величины +-10% от радиуса исследуемого объекта для диагностики округлых форм конструкцией с диаметром менее 200 мм;
- существенные сложности при исследовании крупнозернистых структур металлов, к примеру, чугуна или аустенита при толщине более 60 мм, связанного со значительным затуханием и с существенным рассеванием ультразвуковых колебаний;
- невозможность проведения контроля деталей с малыми и сложными формами;
- затруднительность в оценке соединений разных видов сталей, что связано с неоднородностью основных металлов и сварного шва;
- невозможность установления реальных размеров различных типов дефектов из-за их формы, физических свойств и расположения в структуре сварного шва.
Виды ультразвукового контроля швов
- теневой, который определяет разницу амплитуды между прошедшими и отраженными колебаниями;
- зеркально-теневой, основанный на определении коэффициента затухания отраженных волн;
- эхо-зеркальный или тандемный, использующий для своей работы два аппарата;
- дельта метод, заключающейся в определении энергии отраженных от дефекта колебаний;
- эхо-импульсный, который основывается на регистрации отраженных ультразвуковых волн.
Наиболее распространенными являются два вида дефектоскопии сварных швов при помощи ультразвука — это теневая и эхо-импульсная методика проведения контроля.
Методика проведения УЗК
- Производиться тщательная подготовка исследуемой поверхности путем механического удаления остатков шлака, краски и ржавчины со сварочного шва. Вдобавок очищают полосы по 50 мм с обеих сторон от него.
- Место проведения дефектоскопии обильно покрывают жидкой массой в виде воды, минеральных масел или густых специальных клейстеров — это необходимо для возможности беспрепятственного прохождения ультразвуковых волн.
- Производиться предварительная настройка прибора на определенную методику, рассчитанную на решение конкретных задач.
- Пьезоэлектрический преобразователь УЗК последовательно начинают перемещать по зигзагообразной траектории по сварочному шву.
- После получения устойчивого сигнала необходимо периодически поворачивать пьезоэлектрический преобразователь в разные стороны вокруг своей оси так, чтобы получить на экране прибора сигнал с максимальной четкостью изображения.
- При обнаружении дефектов их фиксируют и записывают соответствующие координаты.
- При необходимости, ультразвуковой контроль сварных швов проводят в один или несколько проходов.
- Полученные результаты дефектоскопии заносятся в журнал проверки.
Ультразвуковой контроль сварных соединений
Швы в конструкциях со сварными соединениями должны постоянно подвергаться контролю. И это не зависит от того, когда соединение было сделано. Для этого используются различные методы, один из которых – ультразвуковая дефектоскопия (УЗД). Она по точности проведенных исследований превосходит и рентгеноскопию, и радио-дефектоскопию, и гамма-дефектоскопию.
Необходимо отметить, что эта методика не нова. Ее используют с тридцатых годов прошлого столетия, и сегодня ультразвуковой контроль сварных соединений популярен, потому что с его помощью можно выявить мельчайшие дефекты внутри сварочного шва. И, как показывает практика, именно скрытые дефекты являются основными серьезными причинами ненадежности свариваемой конструкции.

Теория технологии
 Технология ультразвуковой дефектоскопии. (Слева отсутствие дефекта, справа дефет)
Технология ультразвуковой дефектоскопии. (Слева отсутствие дефекта, справа дефет)
В основе ультразвуковых колебания лежат обычные акустические волны, которые имеют частоту колебания выше 20 кГц. Человек их не слышит. Проникая внутрь металла, волны попадают между его частицами, которые находятся в равновесии, то есть, колеблются в одной фазе. Расстояние между ними равно длине ультразвуковой волны. Этот показатель зависит от скорости прохождения через металлический шов и частоты самих колебаний. Зависимость определяется по формуле:
- L – это длина волны;
- с – скорость ее перемещения;
- f – частота колебаний.
Скорость же зависит от плотности материала. К примеру, в продольном направлении ультразвуковые волны двигаются быстрее, чем в поперечном. То есть, если на пути волны попадаются пустоты (другая среда), то изменяется и ее скорость. При этом, встречая на своем пути различные дефекты, происходит отражение волн от стенок раковин, трещин и пустот. А соответственно и отклонение от направленного потока. Изменение движения оператор видит на мониторе УЗК прибора, и по определенным характеристикам определяет, какой дефект встал на пути движения акустических волн.
К примеру, обращается внимание на амплитуду отраженной волны, тем самым определяется размер дефекта в сварочном шве. Или по времени распространения ультразвуковой волны в металле, что определяет расстояние до дефекта.
Виды ультразвукового контроля
В настоящее время в промышленности применяются несколько способов ультразвуковой дефектоскопии сварных швов. Рассмотрим каждый из них.
- Теневой метод диагностики. Это методика основана на использовании и сразу двух преобразователей, которые устанавливаются по разные стороны исследуемого объекта. Один из них излучатель, второй – приемник. Место установки – строго перпендикулярно исследуемой плоскости сварного шва. Излучатель направляет поток ультразвуковых волн на шов, приемник их принимает с другой стороны. Если в потоке волн образуется глухая зона, то это говорит о том, что на его пути попался участок с другой средой, то есть, обнаруживается дефект.
- Эхо-импульсный метод. Для этого используется один УЗК дефектоскоп, который и излучает волны, и принимает их. При этом используется технология отражения ультразвука от стенок дефектных участков. Если волны прошли сквозь металл сварочного шва и не отразились на приемном устройстве, то дефектов в нем нет. Если произошло отражение, значит, внутри шва присутствует какой-то изъян.
- Эхо-зеркальный. Данный ультразвуковой контроль сварных швов – это подтип предыдущего. В нем используется два прибора: излучатель и приемник. Только устанавливаются они по одну сторону от исследуемого металла. Излучатель посылает волны под углом, они попадают на дефекты и отражаются. Эти отраженные колебания и принимает приемник. Обычно, таким образом, регистрируют вертикальные дефекты внутри сварочного шва – трещины.
- Зеркально-теневой. Этот ультразвуковой метод контроля – симбиоз теневого и зеркального. Оба прибора устанавливаются с одной стороны от исследуемого металла. Излучатель посылает косые волны, они отражаются от стенки основного металла и принимаются приемником. Если на пути отраженных волн не встретились изъяны сварного шва, то они проходят без изменений. Если на приемнике отразилась глухая зона, то, значит, внутри шва есть изъян.
- Дельта-метод. В основе этого способа контроля сварных соединений ультразвуком лежит переизлучение дефектом направленных акустических колебаний внутрь сварного соединения. По сути, отраженные волны делятся на зеркальные, трансформируемые в продольном направлении и переизлучаемые. Приемник может уловить не все волны, в основном отраженные и движущиеся прямо на него. От количества полученных волн будет зависеть величина дефекта и его форма. Не самая лучшая проверка, потому что она связана с тонкой настройкой оборудования, сложность расшифровки полученных результатов, особенно, когда проверяется сварочный шов шириною более 15 мм. При проведении ультразвукового контроля качества металла этим способом предъявляются жесткие требования к чистоте сварочного шва.
Вот такие методы ультразвукового контроля сегодня используются для определения качества сварных соединений. Необходимо отметить, что чаще всего специалисты используют эхо-импульсный и теневой метод. Остальные реже. Оба вариант в основном используются в ультразвуковом контроле тру.
Как проводится ультразвуковая дефектоскопия
Все выше описанные технологии относятся к категории ультразвуковых методов неразрущающего контроля. Они удобны и просты в исполнении. Рассмотрим, как теневой метод используется на практике. Все действия проводятся по ГОСТ.
- Производится зачистка сварного шва и прилегающих к нему участков на ширину 50-70 мм с каждой стороны.
- Чтобы получились более точные результаты на соединительный шов наносится смазочное средство. К примеру, это может быть солидол, глицерин или любой другое техническое масло.
- Производится настройка прибора по ГОСТ.
- Излучатель устанавливается с одной стороны и включается.
- С противоположной стороны искателем (приемником) производятся зигзагообразные перемещения вдоль сварного стыка. При этом прибор немного поворачивают туда-сюда вокруг своей оси на 10-15°.
- Как только на мониторе появится сигнал с максимальной амплитудой, то это вероятность, что в металле шва обнаружен дефект. Но необходимо удостоверится, что отражающий сигнал не стал причиной неровности шва.
- Если не подтвердилось, то записываются координаты изъяна.
- Согласно ГОСТ испытание проводится за два или три прохода.
- Все результаты записываются в специальный журнал.
Внимание! Контроль качества сварных угловых соединений (тавровых) производится только эхо-импульсным способом, теневой метод здесь не подойдет.
Параметры оценки результатов
Чувствительность прибора – основной фактор качества проводимых работ. Как с его помощью можно распознать параметры дефекта.
Во-первых, определяется количество изъянов. Даже при самых близких друг к другу расстояниях эхо-метод может определить: один дефект в сварочном шве или два (несколько). Их оценка производится по следующим критериям:
- амплитуда акустической волны;
- ее протяженность (условная);
- размеры дефекта и его форма.
Протяженность волны и ширину изъяна можно определить путем перемещения излучателя вдоль сварочного соединения. Высоту трещины или раковины можно узнать, исходя из разницы временных интервалов между отраженной волной и излученной раньше. Форма же дефекта определяется специальной методикой. В основе ее лежит форма отраженного сигнала, появляющаяся на мониторе.
Метод ультразвуковой дефектоскопии сложный, поэтому качество полученных результатов зависит от квалификации оператора и соответствия полученных показателей, которые регламентирует ГОСТ.
Достоинства и недостатки ультразвукового контроля труб
К достоинствам метода для контроля сварных швов можно отнести следующие критерии.
- Обследование проходит быстро.
- Диагностический результат высокий.
- Метод контроля сварных швов с помощью ультразвука – самый дешевый вариант.
- Он же и самый безопасный для человека.
- Устройство для контроля качества шва – портативный прибор, поэтому мобильность технологии обеспечивается.
- Ультразвуковая диагностика проводится без повреждения исследуемой детали.
- Нет необходимости останавливать оборудование или объект для того, чтобы провести контроль сварки.
- Можно проверять стыки нержавеющих металлов, черных и цветных.
Недостатки тоже есть.
- Контроль сварных соединений трубопроводов или других конструкций не дает точности по форме найденного дефекта. Все дело в том, что в трещинах или раковинах сварного шва могут присутствовать воздух (газ) или шлак. У двух материалов плотность разная, а значит, и разная отражательная способность.
- Сложно определить дефекты в деталях со сложной конфигурацией. Отправленные волны могут отразиться на другом участке шва, а не на исследуемом, за счет кривизны. А это выдаст некорректную информацию.
- Сложно провести ультразвуковой контроль труб, если металл, из которого они изготовлены, имеет крупнозернистую структуру. Внутри материала будет происходить рассеивания направленного потока и затухание отраженных волн.
- Важно ответственно подойти к очистке сварного шва. Его волнистость или загрязнение, ржавчина или окалины, капли разбрызганного металла или воздушные седла и поры на поверхности создадут преграду к получению правильных показателей, соответствующих ГОСТ.
Проконтролированный шов – это гарантия, что сварная конструкция находится под надзором. Исследования подтверждают его качественно состояние. То есть, оно низкое или достаточное, чтобы объект был принят в эксплуатацию или продолжал эксплуатироваться. Поэтому существуют определенные нормативы, касающиеся временного периода проведения проверок. Их необходимо строго соблюдать.