
Виды и особенности аппаратов для контактной сварки
Принципы работы и устройство контактных аппаратов для сварщиков
При соединении деталей внахлест обычный сварной шов положить невозможно. Для производства и ремонта тонкостенных деталей используют аппарат контактной сварки. Он соединяет элементы тонких деталей за счет точечного разогрева материала и соединения его с большой скоростью, без брызг, присадочного материала и шлака.
Технология

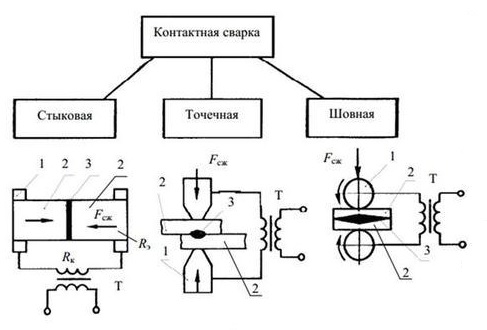
Свое название контактный сварочный аппарат получил за соединение при непосредственном взаимодействии электродов с поверхностью обрабатываемых деталей. Варочной ванны, как при других способах соединения деталей нет.
- Электроды прижимаются с двух сторон к сложенным друг на друга деталям.
- Электрический разряд с током от 3000 А и малым напряжением до 6 Вт за десятые доли секунды нагревает металл на очень ограниченном участке.
- Края фигурно вырезанного электрода не дают горячему металлу растекаться и разбрызгиваться. Они создают границу соединения материалов.
- Создается давление, под которым смешиваются разогретые металлы.
Контактный способ соединения листов высокопроизводительный, без образования брызг и шлака. Соединение происходит за счет соединения материала самих деталей, без присадочной проволоки и защитного слоя флюса или газа. Ток подается не постоянно, а импульсами.
Сфера использования
 Контактная сварка применяется для тонких деталей, соединяемых внахлест и встык. Ее технология, применение и качество шва должны соответствовать ГОСТ 2601-84 пунктам с 36 по 43. Широко распространенный электродуговой нагрев создает высокие температуры и прожигает тонкий лист. Точечная технология позволяет соединять без перегрева низколегированные стали, алюминий, медь.
Контактная сварка применяется для тонких деталей, соединяемых внахлест и встык. Ее технология, применение и качество шва должны соответствовать ГОСТ 2601-84 пунктам с 36 по 43. Широко распространенный электродуговой нагрев создает высокие температуры и прожигает тонкий лист. Точечная технология позволяет соединять без перегрева низколегированные стали, алюминий, медь.
На машинах точечной сварки соединение элемент о происходит с высокой скоростью и имеется возможность параллельной работы сразу нескольких электродов. Их используют на конвейерах в приборостроении, автомобильной и авиационной промышленности, при создании различных атрибутов для строительства оград.
Сетку различных видов и фигурные изделия, цепи из колец и проволоки может сделать многоконтакный станок или целая линия аналогичного оборудования. С помощью контактной сварки соединяют элементы кузова машин, профили дверей и окон, прикрепляют ручки и другие фрагменты металлической посуды, создают различные приспособления для сельского хозяйства.
Аппараты для контактного соединения устанавливают в мастерских, где производят авторемонт, кузовные работы, восстанавливают бытовую технику. С помощью контактных электродов варится нержавейка, производится ремонт радиатора, восстанавливается аккумулятор.
Виды оборудования
По мощности оборудование делится на бытовое, работающее от сети 220 В с рабочим током от 3000 А, и промышленное, выдающее более 10000 А. Контактный сварочный аппарат по своей размерам и мощности может быть:
- стационарный;
- ручной;
- передвижной;
- подвесной;
- настольный;
- универсальный;
- промышленный специальный.
Каждый тип моделей может работать по различным технологиям, в зависимости от устройства.
Аппарат
 Для соединения деталей используют роликовые электроды. Они скользят с двух сторон от свариваемых листов. Между ними возникает электрическая дуга, проходящая через металл, расположенный между ними. Одновременно поверхности роликов создают необходимое для соединения разогретого материала давление.
Для соединения деталей используют роликовые электроды. Они скользят с двух сторон от свариваемых листов. Между ними возникает электрическая дуга, проходящая через металл, расположенный между ними. Одновременно поверхности роликов создают необходимое для соединения разогретого материала давление.
Контактная сварка роликами позволяет создавать непрерывное прочное соединение 2 тонких деталей. Шов может иметь любую конфигурацию.
Чтобы соединить тонкий лист и толстую деталь, используют один роликовый медный электрод со стороны заготовки меньшей толщины.
[stextbox контактной непрерывной обработки устанавливают на массовое производство однотипных изделий. Они оправдывают затраты на их приобретение на конвейерах.[/stextbox]
Разновидностью контактной технологии неразъемного соединения является точечная сварка. Для нее используют специальные электроды, разные по конфигурации в зависимости от конфигурации соединения. Расположение электродов аналогично роликам, с 1 или 2 сторон. Через них поступает на металл электрический ток, разогревая свариваемую точку. Одновременно происходит сжатие.
Многоточечная машина
 Точечная сварка происходит со скоростью до 600 контактов в минуту. Многоточечный аппарат имеет несколько электродов, работающих от одного блока питания. Используют такие машины на производстве для массового создания однотипных изделий. В основном это соединение переплетений металлических решеток для ограждений и заборов, цепей, декоративных полос.
Точечная сварка происходит со скоростью до 600 контактов в минуту. Многоточечный аппарат имеет несколько электродов, работающих от одного блока питания. Используют такие машины на производстве для массового создания однотипных изделий. В основном это соединение переплетений металлических решеток для ограждений и заборов, цепей, декоративных полос.
Настройка всех рабочих электродов производится с одного пульта. Заготовки подаются автоматически. Сварщикам на автоматизированных машинах точечной прессовой сварки остается только следить за процессом и периодически корректировать настройки.
Работа на переменном токе
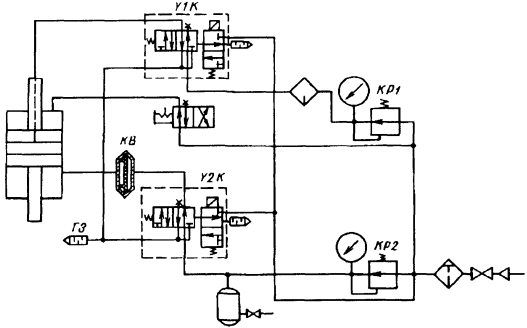
Электрическая схема аппарата соединения переменным током наиболее простая. Она собрана из силового трансформатора и тиристоров. Электросхема, состоит из нескольких первичных обмоток. Она позволяет использовать как регулятор сварки переключение с одной обмотки на другую, изменяя коэффициент трансформации.
Если необходима прихватка для стыкового соединения контактной сваркой, инвертор работает в ручном режиме. Реле времени не управляет током. Он поступает в точку соединения, когда рука сварщика нажимает кнопку на аппарате или нога специальную педаль на полу. Накопленный на конденсаторе ток поступает через понижающий трансформатор на электроды.
Оборудование на конденсаторах
На блоке конденсаторов накапливается электрический заряд и в момент сварки подается через электроды на свариваемые детали в виде сильного разряда. Используется конденсаторная технология в основном в промышленных машинах контактной сварки, на которых устанавливается мощное оборудование по накоплению энергии между разрядами за доли секунды.
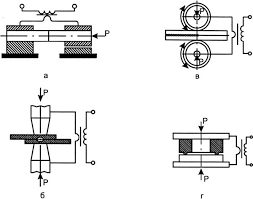
По типу образования шва конденсаторная сварка делится на виды:
- точечная;
- стыковая;
- шовная.
 Точечной сваркой соединяются тонкие листовые детали с более толстыми или такими же. Электрод прижимается сверху, производится разряд с высоким током и малым напряжением для расплавления верхнего листа и части поверхности нижнего по малой площади контакта. Затем создается давление по периметру нагрева для спаивания металла листа с поверхностью нижней детали.
Точечной сваркой соединяются тонкие листовые детали с более толстыми или такими же. Электрод прижимается сверху, производится разряд с высоким током и малым напряжением для расплавления верхнего листа и части поверхности нижнего по малой площади контакта. Затем создается давление по периметру нагрева для спаивания металла листа с поверхностью нижней детали.
При стыковом соединении листы состыковываются плотно, без зазора. В точке сварки происходит быстрый нагрев до расплавления кромок и их соединение.
В шовной контактной сварке в отличие от других видов, вместо электродов применяют токопроводящие ролики. Они перемещаются вдоль линии соединения с 2 сторон соединяемых листов. Через равный промежуток времени между ними возникает дуга. Она прогревает оба листа и соединяет их посредством давления.
[stextbox сварка позволяет экономно расходовать электроэнергию и работать от источников питания с низким напряжением.[/stextbox]
Недостаток технологии в оборудовании со сложными электрическими схемами, большим количеством конденсаторов и других деталей. Варить можно только тонкие листы толщиной до 2 мм.
Специальные электроды
У чистой меди высокая электропроводность и теплоотдача, но низкая твердость. Она хорошо, без брызг нагревает свариваемый металл в месте контакта, но теряет свою форму от прижатия. Электроды для точечной сварки делают их сплава меди с добавлением компонентов, повышающих ее прочность без снижения электропроводности:
- алюминий;
- бериллий;
- кадмий;
- магний.
Лучше всего упрочняет медь добавление магния и кадмия. Они почти не изменяют теплопроводность электродов.
В зависимости от места и формы соединения, подбираются электроды различной формы с закругленным наконечником или выборкой по торцу определенной формы.
[stextbox отдела передовых методов сварки, сварщик исследователь завода сварочного оборудования и оснастки Петрусевич Н. П.: «Состав сплава электрода контактной сварки выбирается по значению поверхностной температуры. Хромистая БР.Х08, кремненикелевая Бр.НК и кадмиевая Бр.Кд1 используются для роликовых электродов и легкой сварки 120⁰ – 200⁰C на поверхности. При температуре 250⁰ – 300⁰C на поверхности, которая возникает при соединении медных, алюминиевых листов и низколегированных среднеуглеродистых сталей, используют электроды из сплава меди марки МС и МК. Для высокоскоростной промышленной сварки в режимах 450⁰ – 500⁰C выбирают бронзы, легированные цирконием и хромом».[/stextbox]
Плюсы и минусы технологии
Группа сварочного оборудования, работающая по технологии контактной сварки, имеет ряд положительных качеств:
- не используются расходные материалы;
- нет брызг;
- малая остаточная деформация;
- аккуратное соединение;
- высокая производительность;
- экологичность;
- легко встраиваются в автоматические и полуавтоматические линии.
 Для контактной сварки не нужны присадочная проволока, плавящиеся электроды и флюс или газ для защиты шва. Поскольку соединяемый материал прогревается изнутри, брызги отсутствуют. Края электрода прижимаются к поверхности и не дают шву растекаться.
Для контактной сварки не нужны присадочная проволока, плавящиеся электроды и флюс или газ для защиты шва. Поскольку соединяемый материал прогревается изнутри, брызги отсутствуют. Края электрода прижимаются к поверхности и не дают шву растекаться.
Участок сварки имеет малую площадь. Детали не теряют своей формы и не требуют рихтовки. Медный и бронзовый электрод не выделяет вредных веществ, нет горящих и окисляющийся веществ.
С помощью контактной сварки можно варить с большой скоростью срезу несколько швов. Аппараты легко встраиваются в любые линии, настраиваются на работу в автоматическом режиме.
К недостаткам контактной сварки относится ограничение в толщине свариваемых деталей. Точечной сваркой невозможно создать герметичные швы емкостей и труб, особенно работающих под давлением. Расстояние до шва ограничивается длиной электрода.
Сложно самостоятельно создать сварочный аппарат для контактной сварки. Чертеж представляет собой сложную электрическую схему из большого количества диодов, обмоток, конденсаторов и других деталей. Такая работа по силам только профессиональному электрику.
Как работают?
Аппарат понижает напряжение и накапливает на конденсаторах ток, увеличивая его значение. Сжимание деталей позволяет создавать прочное соединение при нагреве металла ниже температуры жидкого состояния.
Фазы процесса
 Процесс контактного сваривания происходит в следующей последовательности.
Процесс контактного сваривания происходит в следующей последовательности.
- Сжатие деталей до состояния пластической деформации. При этом сглаживаются микронеровности, и увеличивается площадь контакта.
- Включается импульс тока. Происходит нагрев металла в точке соединения до образования жидкого ядра.
- В жидком металле под давлением происходит соединение на молекулярном уровне.
- Происходит осадка контактной зоны по периметру соединения. Образуется уплотняющий пояс.
- Охлаждение и кристаллизация металла.
После отключения тока усилие прижима увеличивается для создания однородного шва и предотвращения выплескивания расплавленного металла.
Возможные дефекты и причины их образования
Инструкция, определяющая требования к качеству сварных контактных швов, делит все дефекты на группы:
- искажение формы литой зоны;
- несплошность металла в зоне соединения;
- изменение свойств материала.
 При смещении электрода или его перекашивании изменяется форма литой зоны. В результате происходит разрушение металла по границе контакта при возникающих динамических нагрузках или вибрации. Прочность металла снижается при изменении формы электрода вследствие износа или неправильной заточки, сильном прижиме до вмятин. При выходе наружу разогретого металла, снижается коррозионная стойкость материала.
При смещении электрода или его перекашивании изменяется форма литой зоны. В результате происходит разрушение металла по границе контакта при возникающих динамических нагрузках или вибрации. Прочность металла снижается при изменении формы электрода вследствие износа или неправильной заточки, сильном прижиме до вмятин. При выходе наружу разогретого металла, снижается коррозионная стойкость материала.
Причиной непровара может стать малое значение тока и очень сильное прижатие. При подаче на тонкие детали повышенного тока, происходит прожог и отделение тонкого листа по периметру контакта. Высокий ток и чрезмерное давление вызывает образование трещин вокруг шва, так же, как и неочищенная поверхность деталей.
Расплавленный металл может выплеснуться в пространство между деталями, при повышенном токе или увеличенном времени импульса, особенно если электроды стоят не в одной оси.
Аппараты бытового типа работают от тока сети 220 В. Они незаменимы при ремонте автомобилей и бытовой техники, соединении тонких листов, включая алюминий и медь. Правильный режим в домашних условиях можно подобрать экспериментально.
Контактная электрическая сварка: виды, характеристики и особенности
Контактная сварка представляет собой процесс получения прочного соединения металлических частей протекающим по ним электрическим током направленного действия. В результате детали нагреваются и плавятся, в процессе плавления происходит соединение. После чего идет охлаждение участка сварки. Работы проводятся в соответствии с ГОСТ 15878-79, который определяет размеры и конструкции соединений.
Точечная
Этот вид, в свою очередь, подразделяется на такие виды:
- одноточечную;
- двухточечную;
- многоточечную.
Процесс происходит между плотно зажатыми между электродами элементами, диаметр точки соединения равен диаметру электрода. Нагревание металла с последующим его плавлением происходит только в месте касания с электродом. После получения неразъемного стыка детали охлаждают.
Данный вид работ применяется во время обработки сеток, каркасов, арматур. Также возможно скрепление деталей электроники, которые размером не превышают 0.02 мм. Точечная сварка применяется в том числе и для сваривания изделий из листовой стали с толщиной листа не более 20 мм, а также на предприятиях, выпускающих технику для производства.
На качество выполнения влияют такие факторы, как:
- размер электрода;
- сила тока;
- форма электрода;
- сила, с которой происходит давление на свариваемые элементы;
- длительность процесса;
- насколько очищены свариваемые поверхности деталей.
Современные аппараты могут выполнять до 600 соединений в минуту, что позволяет быстро и качественно скреплять большое количество элементов, тем самым повышая объемы производства на предприятии.
 Примерная стоимость оборудования для точечной сварки на Яндекс.маркет
Примерная стоимость оборудования для точечной сварки на Яндекс.маркет
Рельефная
В отличие от предыдущего вида соединение между деталями фиксируется формой их поверхности, в то время как в точечной – формой рабочей части применяемых электродов.
Такой тип работ применяется при креплении опорных элементов к листовым деталям, для скрепляющих деталей. Также рельефную сварку можно встретить в радиотехнике.
Это оптимальный вид в случае, когда необходимо присоединить деталь неправильной формы к плоской поверхности или скрепить два рельефных элемента. Может применяться в сочетании с точечной и самостоятельно.
Стыковая
Во время данного вида работ в отличие от рельефной и точечной детали свариваются по всей поверхности их соприкосновения. Стыковая сварка имеет две разновидности:
- сопротивлением, при котором соединение нагретых практически до температуры плавления стыков деталей производится путем сильного сжатия деталей, в результате которого элементы соединяются в твердой фазе;
- оплавлением, которое, в свою очередь, имеет тоже два вида:
- непрерывное оплавление, при котором сближение деталей происходит во время работы сварочного трансформатора. При сжатии элементов возникает контакт, и происходит нагрев стыка протекающим электрическим током. При снижении силы сжатия контактное сопротивление увеличивается, и за счет этого происходит снижение сварочного тока. Сплошное касание деталей заменяет точечное соприкосновение. При этом участки соединения выступают и оплавляются за счет повышения эффективности нагрева в них. Процесс оплавления продолжается до появления прослойки из жидкого металла, который образует сплошное соединение, а его излишки выдавливаются из пространства между деталями;
- стыковая сварка оплавлением с подогревом представляет собой процесс, при котором нагрев соединяемых элементов происходит путем кратковременных замыканий торцов деталей, после чего они оплавляются. Преимущества данного вида заключаются в более прочном соединении элементов, экономии электроэнергии, в возможности сваривать различные по составу детали, её часто можно встретить в кораблестроении. не требует большой механической обработки.
Шовная
В процессе элементы соединяются при помощи вращающихся роликов. При этом ток пропускается через место, где происходит сварка. Принцип действия аналогичен точечной. Этот вид соединения имеет следующие режимы:
- постоянное движение роликов с постоянной подачей тока;
- непрерывное кручение роликов с переменной подачей;
- периодические движение роликов с периодической подачей тока.
Режим непрерывного действия применяется при скреплении листов, суммарная толщина которых не превышает 1,5 мм. Выбор более толстых элементов может привести к их расслоению. Минус этого метода заключается в том, что в процессе листы могут покоробиться.
Из трех режимов наиболее популярный второй. При таком воздействии возникает меньше дефектов поверхности и экономится электроэнергия.
Шовную сварку можно встретить в производстве сосудов с тонкими стенками, сварных трубах и других похожих изделиях.
Электрооборудование для контактной сварки
Аппараты, используемые в сварочных работах, подразделяются на оборудование общего пользования и специализированное, выпускаемое под конкретный вид изделий.
Эти агрегаты, в свою очередь, по виду преобразования, накопления и роду электрического тока подразделяются:
- на машины однофазного тока;
- на аппараты постоянного тока;
- на низкочастотные машины трехфазного тока с тиристорным преобразователем;
- с возможностью накопления электрической энергии.
 Примерная стоимость оборудования для электрической сварки на Яндекс.маркет
Примерная стоимость оборудования для электрической сварки на Яндекс.маркет
Таким образом, контактная сварка обладает рядом преимуществ: при правильном выборе оборудования и типа соединения сварные работы не приведут к большому расходу электроэнергии и позволят при этом получать качественные изделия.
Виды сварочных аппаратов

 Сварка, как вид соединения металлических элементов, получила массовое распространение чуть больше века назад. Однако сегодня применяется во многих сферах деятельности, от производства электроники до строительства гигантских конструкций. Поскольку состав используемых при этом металлов бывает весьма разнообразным, для получения надёжных сварочных швов было придумано и реализовано множество видов оборудования. Наиболее популярными среди них являются сварочные аппараты. Рассмотрим, какие бывают сварочные аппараты, виды, плюсы и минусы каждого.
Сварка, как вид соединения металлических элементов, получила массовое распространение чуть больше века назад. Однако сегодня применяется во многих сферах деятельности, от производства электроники до строительства гигантских конструкций. Поскольку состав используемых при этом металлов бывает весьма разнообразным, для получения надёжных сварочных швов было придумано и реализовано множество видов оборудования. Наиболее популярными среди них являются сварочные аппараты. Рассмотрим, какие бывают сварочные аппараты, виды, плюсы и минусы каждого.
Трансформаторы
Трансформатор является наиболее традиционным видом электрического сварочного аппарата. Одновременно он один из самых простых по конструкции. Основным элементом конструкции этого типа сварочников служит понижающий трансформатор, преобразующий напряжение электросети до значения, необходимого для сварки. Сила тока при этом изменяется с помощью разных методик, наиболее известный — смещение одной обмотки относительно второй. По мере изменения промежутка между обмотками меняется ток.
Особенностью сварочных трансформаторов считается переменный ток на выходе, что приводит к заметному разбрызгиванию металла и ухудшению качества швов. Чтобы проводить сварку цветных металлов, повысить качество горения дуги, в структуру аппарата нужно добавлять достаточно массивные и громоздкие компоненты. Основной элемент — трансформатор — также не отличается компактностью и малым весом. При использовании аппарата для производства серьёзных работ необходимы специфические (для переменного тока) электроды и немалый опыт сварщика.
КПД прибора достаточно высокий, достигает 90%, однако часть энергии тратится на нагрев. Охлаждение осуществляется при помощи вентиляторов разной мощности, поскольку требуется охлаждать агрегат весом в несколько десятков, а иногда и сотен килограммов. Применение этого вида сварочных аппаратов сегодня сокращается, но они всё же пользуются спросом, из-за низкой стоимости, надёжности и долговечности. Используются трансформаторы для сварки низколегированных типов стали.
![]()
![]()
Выпрямители
Сварочные выпрямители можно считать усовершенствованием аппаратов-трансформаторов. В сварочных швах, полученных при помощи выпрямителей, практически исключены те изъяны, что обусловлены применением переменного тока. Устройства, кроме понижающего трансформатора, имеют в конструкции диодный блок (выпрямитель), элементы регулирования, запуска и защиты. Переменный ток не только меняет напряжение, но и преобразуется в постоянный. Это даёт возможность получить ровную, устойчивую дугу. Соответственно, снижается разбрызгивание металла, шов получается более качественным. Работать можно любыми электродами.
Расширяется также сфера использования сварочника — можно соединять не только низколегированные «чёрные» стали, но и цветные металлы, нержавейку, чугун (применяя соответствующие электроды). Поскольку постоянный ток обладает полярностью, не следует об этом забывать — при подключении электродов этом параметр следует учесть. Некоторые сварочные работы целенаправленно выполняются на обратной полярности (сварка алюминия).
Многие производители сегодня снижают изготовление этого вида бытовых аппаратов. Если же говорить о профессиональном использовании, они до сих пор используются довольно широко. Недостатками можно считать большой вес, необходимость работы квалифицированного сварщика, серьёзную «просадку» напряжения в электросети в процессе сварки. Достоинства — невысокая цена, надёжность и неплохое качество шва.

Полуавтоматы
Полуавтоматические сварочные аппараты в среде инертных или активных газов, или просто полуавтоматы — устройства более сложные, нежели трансформаторы или выпрямители. Однако в использовании более удобны. Часто применяются при кузовном ремонте автомобилей, достаточно широко используются в быту, частном домохозяйстве.
Конструкция состоит из следующих компонентов:
- трансформатора;
- выпрямителя;
- привода, подающего проволоку;
- газового баллона;
- рукава с горелкой.
Сваривание деталей осуществляется плавящейся в электрической дуге проволокой, которая в процессе расположена в среде защитного газа. Регулировка тока осуществляется чаще всего ступенчато, подвержена изменению также скорость подачи проволоки. Соотношением этих параметров устанавливается необходимый режим работ.

Различные модели полуавтоматов работают:
- только с газом;
- с газом или без газа (переключается);
- только без газа.
Если работа производится без газа, применяется специальная проволока (флюсовая). Отличается от обычной флюсовая проволока тем, что в её состав, кроме металла, включается флюс. При горении составляющих флюса образуется облако защитного газа, который предотвращает окисление сварной ванны воздухом. Кроме того, активные элементы состава флюса придают металлу нужные параметры, дуга становится более стабильной. При этом не нужен газовый баллон, что удобно, однако сама проволока существенно дороже.
При работе с различными металлами используют разный газ — углекислый при сварке железа, смесь аргона и углекислоты, если работают со сталью, при сварке алюминия — аргон. Газовые баллоны следует применять промышленные либо фирменные.
Полуавтоматы отличаются высокой производительностью, дают прекрасный качественный шов на различных металлах. Недостатками можно отметить разбрызгивание металла и большой расход материалов на угар.

Инверторы
Аппараты этого типа называют также импульсными. Сегодня сварочные инверторы считаются одними из самых распространённых аппаратов из-за своего небольшого веса и общедоступности. И если ещё лет 10 назад инверторы были дороги и не очень надёжны, то сейчас эти недостатки устранены. Использование инверторной методики даёт сегодня уменьшение размеров трансформатора, повышение качественных свойств дуги, оптимизации КПД, снижение разбрызгивания металла при сварке.
Сварочный инвертор состоит из силового трансформатора, назначением которого является снижение сетевого напряжения до нужной величины, блока электросхем и дросселя-стабилизатора, нужного для минимизации пульсаций тока.
Напряжение питающей сети подаётся в инверторе на выпрямитель, на выходе которого блок схем трансформирует постоянный ток в переменный, обладающий высокой частотой. Этот, полученный на выходе силового блока, переменный ток подаётся на сварочный трансформатор высокой частоты, более компактный и лёгкий, чем обычный сетевой преобразователь. Напряжение на выходе сварочного трансформатора снова выпрямляется и подаётся на дугу.

Аргонодуговой сварочный аппарат
Этот вид оборудования для сварки использует специальные неплавящиеся электроды из вольфрама, газом для защиты служит гелий или аргон.
Аргонодуговой аппарат с использованием вольфрамового электрода содержит следующие компоненты:
- источник, обеспечивающий получение постоянного или переменного сварочного тока;
- приспособление регуляции для работы с током;
- комплект горелок для применения с различными напряжениями;
- управляющая схема, обеспечивающая координацию цикла сварки и защиту;
- стабилизирующее устройство для возбуждения, а также выравнивания дуги.
Агрегаты этого вида применяют, если есть необходимость в качественной сварке цветных металлов.

Аппарат для точечной сварки
Сварка точечным способом является одним из видов контактных сварок термомеханического класса. Сам процесс состоит из нескольких моментов. Для начала детали, сложенные необходимым образом, помещаются между электродами и сжимаются друг с другом, после чего нагреваются до момента достижения пластичности и совместно деформируются. Скорость сварки в условиях завода — до 10 точек в секунду.
Детали разогреваются при помощи мгновенного (0,01–0,1 сек.) импульса тока сварки. Этот быстрый импульс даёт возможность достичь разогрева металла до расплавления, что приводит к возникновению объединённой для обеих деталей жидкой зоны. После прекращения действия тока детали по-прежнему совмещены, прижаты друг к другу до снижения температуры и отвердевания расплавленной точки. Сжатие деталей прекращается с задержкой по времени, для создания условий лучшей кристаллизации металла.
Достоинствами точечной сварки можно выделить экономичность, надёжность и прочность шва, несложность достижения автоматизации. К сожалению, подобного вида сварочный шов не обладает герметичностью, что ограничивает сферу его использования.

Аппарат для газовой резки и сварки
Газовая сварка предполагает нагрев детали до расплава пламенем высокой температуры. При этом применяются горючие газы — водород, природный газ, ацетилен. Отличительным свойством этих газов является хорошее горение на воздухе. Чаще всего в газосварочных аппаратах используют ацетилен, легко получаемый с помощью карбида кальция и воды. Температура горения этого газа 3200–3400 °C.
Достоинства газовой сварки и резки металлов:
- Несложная технология.
- Не требуется доступ к электрической сети, нет необходимости в использовании электрического тока.
- Оборудование, на базе которого выполняется сварка, достаточно несложно.
Следует, однако, отметить, что газовая сварка не обеспечит высокую скорость работ и производительность, ведь выполняется лишь вручную.
Серьёзное внимание при газовой сварке уделяется подготовке деталей, регулированию мощности горелки, установке её в нужное положение.

Плазменная сварка
Плазменная сварка (резка) металлов — операция, в ходе которой происходит расплавление металла потоком плазмы. Плазма — это газ, в составе которого содержатся заряженные частицы, проводящие электрический ток. Газ ионизируется путём нагрева дугой, выходящей из плазмотрона. Чем более высокую температуру будет иметь газ, тем выше ионизация. Температура дуги в аппаратах плазменной сварки достигает десятков тысяч градусов.
Технология такая: к горелке в быстром темпе подаётся газ и электрический ток для формирования дуги. Резка происходит не только из-за расплавления металла, но и за счёт того, что скоростной ионизированный поток вымывает металл из зоны действия плазмы.

Кроме знания того, какие бывают сварочные аппараты, при выборе следует учитывать потребности пользователя. И если в автомастерской или на производстве может понадобиться профессиональный аппарат, то для бытовых нужд достаточно недорогого прибора.
Контактная сварка
Содержание:
- Общая информация
- Преимущества и недостатки
- Принцип работы оборудования
- Виды контактной сварки
- Процесс сварки
- Обозначение на чертежах
- Интересное видео
Контактная сварка является востребованной технологией, которую активно используют в производственных и бытовых условиях. Во время нее производится соединение металлических изделий с использованием сильного нагревания и давления. В результате образуется прочное сварное соединение с ровной поверхностью.
Этот вид сваривания применяется для соединения однотипных изделий, тонких деталей. Несмотря на то, что данный метод уже длительное время применяется в разных областях производства, необходимо изучить его важные особенности и характеристики.

Общая информация
Что такое контактная сварка? А именно что лежит в основе данной технологии? Во время ее проведения производится соединение друг с другом металлических деталей. Этот процесс осуществляется за счет нагревания областей контакта деталей электрическим током с высокой величиной. Дополнительно для усиления сваривания применяется давление, которое осуществляет сжатие деталей с последующим расплавлением и охлаждением области сваривания.
Обычно контактную технологию применяют для однотипных изделий. Ее принцип основывается на преобразовании электрического напряжения в тепловую энергию в области соединения, именно она вместе с давлением образует прочное соединение. Применение электрического тока намного упрощает нагревание. Во время сварки должно создаваться необходимое давление, оно сможет обеспечить хороший контакт между поверхностями.
Обратите внимание! Давление, которое оказывается в процессе контактного сваривания, создают определенные механические части сварочного оборудования. Если технология будет осуществляться в соответствии со всеми правилами, то в итоге можно получить прочный, качественный и ровный шов.
Преимущества и недостатки
Сварка нержавейки и других металлов контактной сваркой является востребованной технологией. Она применяется в разных областях промышленности, и ее распространенность объясняется целым рядом преимуществ:
- Использование этого метода сваривания обеспечивает высокую скорость. По сравнению с другими сварками контактная технология создает прочный шов достаточно быстро.
- Одна сварочная точка может создаваться за 0,1 секунды. Если выполнить нехитрые расчеты, то можно будет узнать, что профессиональный сварщик за 1 минуту способен будет сделать до 600 соединений.
- Для выполнения контактного сварочного процесса не нужно использовать электроды, присадочную проволоку, флюсы и другие расходные материалы. Это позволяет существенно сэкономить финансы.
- Деформирование металла не большое. Оно наблюдается только в местах точек.
- Процесс сваривания контактным способом достаточно простой, с ним смогут справиться даже новички и специалисты со средней квалификацией.
- Контактные электроды изнашиваются длительное время, они имеют длительный срок службы.
- При проведении сварочных работ риск возгорания совсем минимальный, по этой причине этот метод считается самым безопасным.
- Контактная технология не оказывает вредного воздействия на здоровье человека и окружающую среду. Поэтому ее называют экологически чистой.
Но все же имеются некоторые недостатки, которые обязательно нужно учитывать при проведении контактного сваривания:
- для проведения сварочных работ требуется дорогостоящее оборудование, которое может себе позволить не каждый;
- стоит учитывать, действие тока при контактной сварке должно быть высоким — от 1000 Ампер. Это означает, что питание от электрических станций или других источников электроэнергии должно быть мощным;
- швы, выполненные при помощи контактного метода, обладают не такой герметичностью, как, к примеру, соединения сделанные технологиями с использованием электродов;
- сварщик при проведении контактной сварки обязательно должен тщательно следить за напряжением в области сваривания, оно не должно быть чрезмерным.
Принцип работы оборудования
Для проведения контактного сваривания могут применяться разные аппараты. В зависимости от условий оборудование может быть подвесным, стационарным или переносным. Часто приборы имеют узкую специализацию, но в продаже встречаются универсальные устройства.

Контактная сварка нержавеющей стали и других видов металла требует от сварщика определенной подготовки, специальных навыков, поэтому ее часто используют на производствах. Особой популярностью пользуется электросварка, а вот ручные методы применяются намного реже, данные аппараты обычно встречаются в автомастерских и на строительных площадках.
Стоит отметить! Каждый сварщик обязательно должен знать какое действие электрического тока используется при контактной сварке. Как было указано выше, оно не должно быть меньше 1000 Ампер, желательно больше. Этот показатель обеспечивает высокую скорость и производительность сварочного процесса.
Устройство контактной сварки состоит из следующих важных компонентов:
- Механические элементы. Они помимо электродов включают компоненты для сжатия свариваемых частей, роликов. На стационарных приборах для создания требуемого давления, проката металлических заготовок применяется гидравлика.
- В основе электрической части лежит трансформатор сварочного типа. Также в ее состав входят прерыватели цепи и другие необходимые компоненты, которые подают ток к сварной зоне, создают требуемое напряжение в режиме переменного или постоянного тока.
- В сложном оборудовании предусмотрено много электроники, которая позволяет применять разные режимы контактной технологии. Также при помощи него можно регулировать ток контактной сварки и другие важные операции.
Виды контактной сварки
Виды контактной сварки имеют характерные отличительные особенности, которые обязательно нужно учитывать при проведении любого из методов. Они могут влиять на качество и вид сварного шва.
Точечная
Рассматривая способы контактной сварки, особое внимание стоит уделить точечному методу. Во время его проведения сваривание может производиться в одной или нескольких точках металлической поверхности.
Прочность и качество соединения зависит от нескольких факторов:
- форма и размер используемого электрода;
- показатель силы тока;
- сила давления;
- длительность рабочего процесса;
- степень очищения поверхности металлической детали.
Современное сварное оборудование обладает высокой мощностью и скоростью. Они способны за минуту производить в минуту до 600 сварных соединений. Именно по этой причине данная технология применяется для сваривания частей электроники, кузовных компонентов автомобилей, самолетов, сельскохозяйственной техники. Помимо этого этот метод нашел применение во множестве других областей промышленности.
Рельефная
Контактная рельефная сварка по принципу работы похожа на точечную технологию. Но все имеется характерное отличие — сварное соединение и электрод обладают схожей, рельефной формой. Рельефность придает естественная форма детали, также она может достигаться за счет применения специальных штамповок.
Данная технология используется практически во всех областях промышленности. Также она может применяться в качестве дополнения, для сваривания рельефных деталей. При помощи этого метода часто производиться прикрепление кронштейнов и опорных деталей к заготовкам с плоской формой.
Шовная
Шовная контактная сварка нержавейки или многоточечная технология создает несколько соединений, которые располагаются близко или с перекрытием, формирую единое монолитное соединение. Если между точками находится перекрытие, то шов получается прочным и герметичным. Если же точки находятся близко друг другу, то соединение выходит не герметичным.
В промышленности этот метод применяется редко. Обычно используется перекрывающийся, герметичный шов. При помощи него создают баки, бочки, баллоны и другие подобные емкости.
Стыковая
Во время данной технологии при соединении детали плотно прижимаются друг к другу. После выполняется оплавление всей плоскости контакта. Этот метод имеет подвиды, которые подбираются в зависимости от типа, толщины металла, а также от требуемого качества соединения.

Важно! Самым простым способом считается сварка оплавлением, она предназначена для изделий из легкоплавкого металла с небольшой площадью пятна контакта. Технология с оплавление и плавлением с подогревом подходит для более прочных металлических элементов с огромным сечением.
Процесс сварки
Контактное сваривание имеет важные особенности и нюансы, которые обязательно должны соблюдаться при проведении процесса. Но как показывает практика, чтобы выполнить этот метод не обязательно иметь большой метод, с технологией смогут справиться даже новички.
Но все же в этом деле потребуется знание алгоритма сварочной технологии:
- На начальном этапе сварные поверхности требуется очистить, тщательно обработать. Это необходимо для получения прочного и качественного соединения.
- При сваривании показатель электрического напряжения на поверхности деталей должен быть одинаковым. Для этого поверхности максимально выравнивают. Они обрабатываются механически, при помощи травления, зачистки, рихтования или обезжиривающих средств.
- После детали следует плотно прижать. Это можно выполнить с помощью механизмов или вручную, но в данном случае качество соединения выйдет не таким хорошим из-за недостаточного давления.
- Затем при помощи оборудования подается ток на поверхность деталей. Сварщик обязательно должен знать какое действие тока используется при контактной сварке, если он хочет получить прочный и качественный шов.
- Выделяемая тепловая энергия от электрического тока производит расплавление требуемой области металла. Она образует жидкое ядро, в котором возникают связи между поверхностями.
- Давление, которое подается на металл, предотвращение вытекание жидкого металла за пределы рабочей области.
- После прекращения подачи тока жидкое ядро быстро остывает. Оно образует качественное сварное соединение. Шов выходит прочным, ровным и износостойким.
Обозначение на чертежах
Иногда для проведения технологии может потребоваться чертеж или схема контактной сварки. На ней должны быть правильные обозначения параметров и важных критериев этого метода. Ниже имеется фото со схемой данной технологии.

Сварщик должен взять на заметку несколько важных обозначений:
- на схеме видимый шов отмечается сплошной линией;
- невидимое соединение — штриховой линией;
- видимая сварная точка обозначается знаком плюс — «+». Оно выполняется основными сплошными линиями;
- невидимая точка никак не отмечается.
Сварка, при которой используется контакт в виде электрического тока и давления — востребованная технология, при помощи которой можно создавать прочные и качественные соединения. Она применяется во многих областях промышленности, включая машиностроение, сельское хозяйство.
Этот способ подходит для изделий из разных металлов, сталей, нержавейки, с ним легко работать, и он безопасен для человека и окружающей среды. Но все же перед тем как приступать, стоит заранее узнать, какое действие тока при контактной сварке должно применяться, именно от этого зависит качество работ.
Интересное видео
Машины контактной сварки

Контактная сварка – универсальная технология, предназначенная для формирования неразъемных соединений самых разных металлических деталей и заготовок. Впервые была применена в XIX веке английским физиком Уильямом Томсоном. В России получила массовое распространение в середине XX века, когда оборудование для контактной сварки стало выпускаться серийно.
В XXI веке является одной из самых надежных, эффективных и постоянно совершенствуемых методик для неразъемного сжатия поверхностей. Принцип действия технологии основан на возможности бездиффузионного слияния кристаллических решеток стыкуемых заготовок. Сам процесс представляет собой соединение деталей путем разогрева пропускаемым электрическим током.
Благодаря высокому давлению металлические изделия нагреваются, их кристаллические решетки сжимаются и объединяются друг с другом, прочно удерживая стыкуемые элементы. Именно сдавливание делает этот способ пайки специфическим, а станки для контактной сварки – незаменимыми во многих сферах серийного производства и промышленности, строительства и быта.
Среди других машин и аппаратов, выполняющих соединение материалов посредством тока, они имеют немало преимуществ. Главные из них:
- экологическая безопасность для людей и окружающей среды;
- легкое механизированное или автоматизированное управление;
- экономичный расход дополнительных ресурсов (воды и воздуха);
- высокий коэффициент производительности (пайка 1 точки занимает 1 секунду);
- возможность привлекать работников, не обладающих высокой квалификацией.
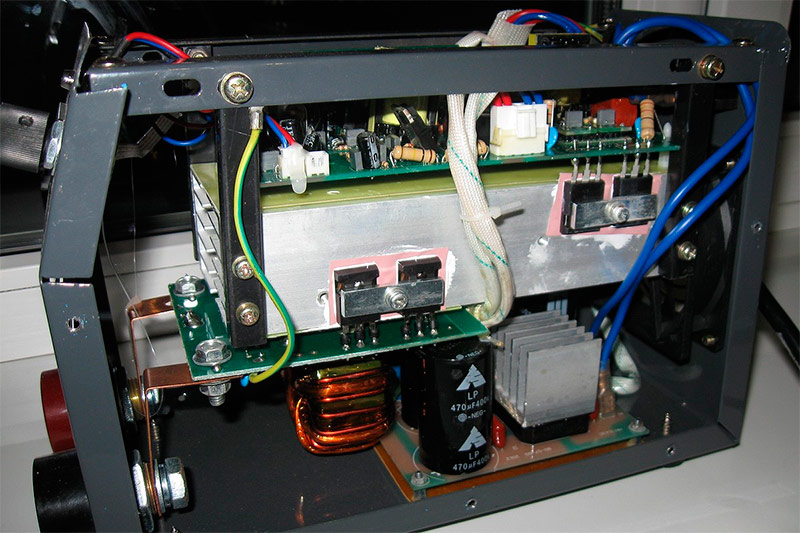
Машина контактной сварки – основные системы и узлы
Современные сварочные аппараты для соединения деталей, заготовок и профильных поверхностей – это сложные и мощные электромеханические установки для выполнения широкого круга работ. Чаще всего они имеют компактную и эргономичную конструкцию, занимающую минимум пространства. Оптимальный вес и габариты облегчают их транспортировку и перемещение по производственным площадям.
В комплектацию любого станка контактной сварки входит несколько систем – электрика, механическая часть, пневматика и гидравлика. С точки зрения функционала они различны между собой по мощности и, следовательно, по возможности соединения разных материалов (черный, цветной металл) и диаметров деталей, а также по типам приводов для зажимания заготовок.
В электрическую часть машины входит силовой трансформатор, регулирующий параметры подачи тока – его необходимую длительность, силу, амплитуду, форму и частоту. Механическая система включает в себя ряд конструктивных элементов, создающих условия для сдавливания и перемещения обрабатываемых заготовок. Это станина и кронштейны, консоли и электродержатели, специальные упоры и разные типы сварочных электродов.
К системам пневматики и гидравлики станков и машин для контактной точечной сварки относятся многочисленные устройства, а именно – краны, клапаны, штуцеры, манометры, фильтры, вентили, шланги. Управление аппаратами выделяется в самостоятельную электронную часть, состоящую из сложных элементов. В нее включены микропроцессоры, приводы сжатия и узлы, отвечающие за формирование силовых нагрузок.
Также установка снабжается выключателем, выполняемым в форме блока кнопок или педали. Кроме того, в зависимости от модификации, каждая машина контактной сварки поставляется с определенным набором дополнительных устройств, необходимых для рабочего процесса. Это могут быть различные скобы, сварочные пистолеты, специальные клещи, электроды. В состав сложных станций включаются два трансформатора, система водяного охлаждения и другие приборы.
Классификация станков контактной сварки
Российский и международный рынки насыщены огромным количеством сварочных аппаратов для разных видов соединений и заготовок из различных материалов, любых условий монтажа и эксплуатации, отраслей производства и сфер быта. Выбирая оборудование, покупатель должен четко определить – для чего нужна машина и какие задачи она будет выполнять.
В зависимости от функционала и модификации, цена установок варьируется в большую или меньшую сторону. Систематизация по методам сжатия поверхностей, техническим характеристикам и другим параметрам – важные критерии, необходимые для правильного выбора. Ниже рассмотрена классификация оборудования по основным признакам.
По типу сварки
- Аппарат для создания стыковых соединений. Такая технология применяется для сваривания трубопроводов и проволоки, листовых и профильных деталей, дверных, оконных и витражных каркасов, металлических прутков, элементов с другим сечением и заготовок из разнородных сплавов. Этот метод стыковки позволяет соединять материалы по всему смежному периметру;
- Машина контактной точечной сварки. Предназначена для скрепления изделий в определенных точках, сформированных в местах контакта поверхности материала и электрода. Прочность стыковочного шва определяется количеством нанесенных точек. Широко используется для создания конструкций в авиа-, автомобиле- и кораблестроении, каркасных и листовых элементов, ограждающих и несущих систем;
- Машина для рельефной сварки. Выполняет скрепление изделий в одной или нескольких выступающих естественных или заранее подготовленных точках, которые возвышаются над основанием. Точечные выступы могут формироваться при создании деталей. Конфигурация и размеры образуемых швов напрямую зависят от форм и размеров выступов;
- Аппарат для создания шовных соединений. Чаще всего это оборудование, которое полностью работает в автоматическом режиме и способно выдавать 1 км сварных прерывных или непрерывных швов, состоящих из отдельных точек. В зависимости от конфигурации дисковых электродов, все агрегаты данного типа подразделяются на одно- и двусторонние, одно- и многороликовые. Применяются для формирования герметичных точечных швов на емкостях, баках, воздуховодах и тонкостенных трубах.
По назначению
Классификация станков и машин для контактной сварки по данному признаку осуществляется с учетом ряда параметров. Они предоставляют возможность систематизировать агрегаты, используемые в производстве и на промышленных объектах. По назначению вся техника данной категории подразделяется на:
- универсальное оборудование
Используется для стыковки разных металлов, сваривания изделий разнообразных размеров, сечений и форм. Сфера применения – производства единичного и мелкосерийного типа, а также ситуации, когда техника требует частой переналадки. Для универсальных приборов характерен максимально расширенный диапазон сварочных толщин, возможностей по регулировке тока и сжимающих усилий.
90% таких устройств составляют машины контактной точечной сварки радиального или прессового типа с прямолинейным вертикальным перемещением электродов. Их параметры соответствуют ГОСТ 297-80, который регламентирует такие показатели, как наибольшее значение токов короткого замыкания, номинальное усилие сжимания, продолжительность длительных вторичных токов и другие. - специальные установки
Применяются в крупносерийных и масштабных производствах для работ по созданию большого количества однотипных элементов, сваривание которых предусматривает долгую и сложную переналадку техники. Как правило, это узкопрофильное оборудование для изготовления конкретных изделий, узлов или заготовок.
Отличительная черта таких агрегатов – указание в названии того изделия, для создания которого они предназначены. Например, станок для точечной контактной сварки цепей или боковых стенок бункера комбайна.
Другая особенность специальных установок – высокий уровень автоматизации и механизации процессов по загрузке, передвижению и отгрузке сварочной продукции.
По последнему показателю они дополнительно подразделяются на станки и комплексные системы, автоматы и полуавтоматы, сварочно-сборочные линии и роботизированные станции.
По уровню автоматизации
- Ручные или не автоматические. Простые по конструкции и недорогие сварочные машины для создания плоских и широких изделий. Являются экономичной и доступной альтернативой мощным аппаратам многоточечной стыковки. В отличие от тяжелого ручного труда сварщиков, обеспечивают нужную производительность и позволяют контролировать качество конечных продуктов. Сварка осуществляется переменным током;
- Полуавтоматические. Электромеханические аппараты, выполняющие сварочные процессы путем механизированной подачи расплавленных электродов к зоне соединения. В зависимости от уровня нагрузки, подразделяются на бытовые (для эпизодической эксплуатации), полупрофессиональные (для использования на небольших производствах) и профессиональные (для применения в промышленных целях);
- Автоматические. Многоэлектродные станки контактной сварки, позволяющие достигать высокой скорости процессов и рекордных объемов производства. Их применение гарантирует создание идеальной дуги, реализующей безупречное качество соединения в любом режиме работы, даже при перепадах напряжения в электрической сети. Автоустановки подходят для соединения огромного ассортимента легированных или углеродистых сталей, цветных и чугунных металлов.
Осуществляем бесплатную доставку до транспортной компании с дальнейшей отгрузкой в города: Воронеж, Пенза, Волгоград, Астрахань, Краснодар, Сочи, Петрозаводск, Мурманск, Архангельск, Вологда, Ижевск, Уфа, Пермь, Сыктывкар, Ухта, Тюмень, Нижневартовск, Сургут, Челябинск, Омск, Барнаул, Кемерово, Новокузнецк, Абакан, Красноярск, Иркутск, Чита, Хабаровск, Благовещенск, Владивосток и другие города России.
Данный сайт носит исключительно информационный характер и не является публичной офертой, определяемой Статьёй 437 (2) ГК РФ. Актуальную информацию о внешнем виде, технических характеристиках, наличии на складе и стоимости товаров запрашивайте в отделе продаж. Каждый раз, оставляя свои данные в любой форме обратной связи на нашем сайте, Вы даёте своё согласие на обработку персональных данных.
Какие бывают виды сварочных аппаратов и области их применения

Когда кто-то задумывается о покупке сварочного аппарата, то может даже не подозревать, какое разнообразие моделей существует на рынке. От выбранного оборудования зависят возможности по сварке толщины металла и типов сплавов. Этот обзор покажет виды сварочных аппаратов по источникам тока и режимам сварки, что облегчит выбор товара, который будет максимально соответствовать будущим задачам.
Различие сварочных аппаратов по типу источника
Чтобы разобраться в том, какие бывают виды сварочных аппаратов, стоит знать, что оборудование делится на типы источников тока и способы совершаемой сварки. Напряжение из сети 220 В и 6-32 А не подходит для выполнения сварочного процесса, поэтому его нужно преобразовывать. Для этого разработаны следующие варианты.
Инверторы
Это оборудование, которое потребляет переменный ток из сети с частотой 50 Гц и изменяет его колебания до 100 кГц. Кроме этого напряжение дважды выпрямляется. В конечном итоге сварка ведется на постоянном токе 30-300 А с напряжением 50-80 В, что содействует ровным швам, глубокому провару, меньшему разбрызгиванию металла.
Для реализации процесса в схеме инвертора присутствуют:
- понижающий трансформатор;
- выпрямляющий блок (диодные мосты);
- плата с ключами;
- транзисторы;
- второй трансформатор.
От аппарата исходит два кабеля, один из которых подключается к изделию, а второй к держателю электрода. Преимуществами инвертора являются компактные габариты относительно других источников сварочного тока, малый вес 3-6 кг и тихая работа (приятный шелест электрической дуги).

Сварочный инвертор.
Сами инверторы делятся по типу используемых в них транзисторов.
Инверторы Mosfet
Сварочные аппараты этого типа обычно стоят дешевле за счет использования более простых по устройству инверторов Mosfet. Транзисторы были разработаны около 50 лет назад. Они надежны и хорошо преобразовывают ток для сварки черных металлов. Но весят они больше, чем аналоги. Еще для нормальной работы инвертора, таких транзисторов должно быть около 20 в электронной схеме (у моделей на 180 А). Такие виды сварочных аппаратов имеют защиту от перегрева, срабатывающую уже после достижения 60 градусов, поэтому модели отличаются низким ПВ в 30-40%. Свободная компоновка и крупные детали упрощают доступ мастера во время ремонта.

Сварочный инвертор с транзисторами Mosfet.
Инверторы IGBT
Это более современное поколение транзисторов, которое устанавливается в дорогие сварочные аппараты. Вес IGBT меньше аналогов и требуется их до 10 единиц в инверторах с мощностью 180 А. Все это содействует еще меньшим габаритам сварочного оборудования и снижению веса. Перегрев транзисторов IGBT срабатывает после 90 градусов, продлевая общее время использования аппарата. С одной стороны в такой схеме сварочного аппарата меньше деталей, но с другой стороны они очень мелкие и что-то заменить сложнее.
Инвертор с транзисторами IGBT.
Выпрямители
Среди других видов сварочных аппаратов для ручной сварки выделяются выпрямители, отличающееся относительной дешевизной и возможностью создания качественных швов. Они потребляют от сети ток 220 В и понижают его через трансформатор до 40-80 В, а силу увеличивают до 200-400 А, в зависимости от мощности модели. Далее напряжение проходит через диодный блок и выпрямляется. В конструкции есть элементы пуска и защиты.
Сварка ведется постоянным током. Оборудование надежное и долговечное. Есть версии для бытового и промышленного использования. Подходит для сварки черных и цветных металлов, чугуна. Главными минусами являются большой вес и крупные габариты. Когда ими варят, то остальная сеть сильно «просаживается», и другие приборы могут работать некорректно.

Сварочный выпрямитель.
Трансформаторы
Самым дешевым видом сварочных аппаратов выступают трансформаторы. Они состоят из двух обмоток: первичной и вторичной. Работают устройства по принципу магнитной индукции. Расстояние между обмотками содействует повышению или понижению силы тока. Сварка ведется на переменном напряжении. Аппараты подходят для соединения черных металлов. Они просты и надежны. Из минусов этого вида оборудования выделяются большой вес, сильный гул, высокое разбрызгивание металла и крупные габариты.
![]()
![]()
Сварочный трансформатор.
Виды сварочных аппаратов в зависимости от типа сварки
Рассмотрев, какие бывают сварочные аппараты по типу источника питания, перейдем к их разновидностям по режимам сварки.
Аппараты для ручной дуговой сварки ММА
Такие виды сварочных аппаратов построены на базе инверторов, трансформаторов или выпрямителей. Сварщик орудует держателем, на котором закрепляется плавящийся электрод. Металлический стержень замыкает дугу на изделии и служит присадочным материалом. Наружная обмазка, расплавляясь, создает газовое облако для защиты сварочной ванны от внешней среды.

Аппарат для ручной дуговой сварки — MMA.
Применение. Этим типом сварки можно соединять черные металлы. Если установить электроды с нержавеющим стержнем, то получится сваривать легированную сталь. Но скорость работы получается медленной, нужен достаточный опыт, чтобы получить качественное соединение, постоянно приходится контролировать длину дуги, поскольку электрод уменьшается.
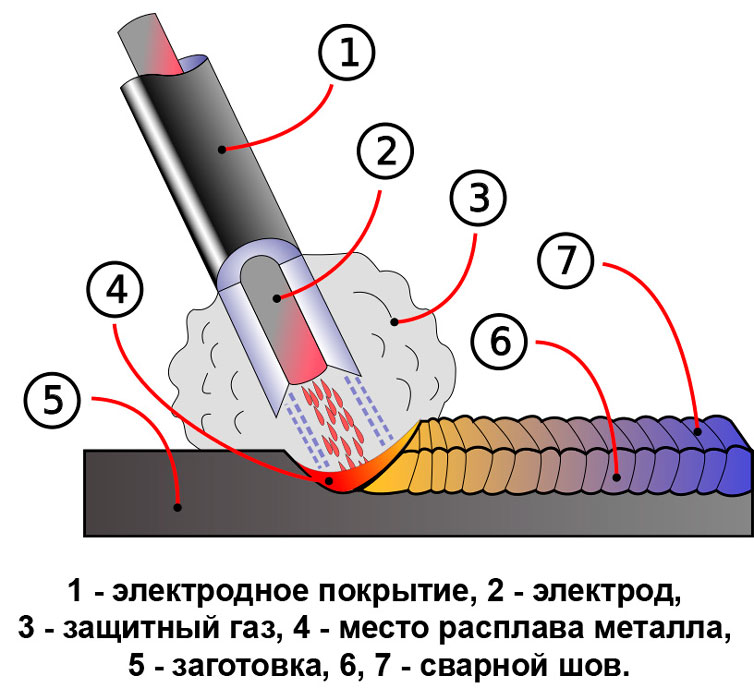
Схема процесса электродуговой сварки.
Смотрите видео о сварочных аппаратах MMA:
Аппараты для полуавтоматической сварки MIG/MAG
Сварка МИГ/МАГ называется полуавтоматической, поскольку шов ведется при помощи горелки, но проволока внутри подается от специального механизма с катушки. Принцип действия похож на ММА, только вместо держателя предусмотрена компактная горелка. Металл соединяется за счет электрической дуги (кабель массы подключается к изделию, а «плюс» остается на проволоке).

Аппарат для полуавтоматической сварки — MIG/MAG.
Применение. Благодаря непрерывной подаче присадки можно создавать длинные, аккуратные швы. В сварочной ванне нет шлака, поэтому сварщику лучше ее контролировать. Защитой от внешней среды служит газ, подаваемый от баллона через сопло горелки. Такой вид сварки быстрый и позволяет соединять металл толщиной от 0.6 до 20.0 мм. В зависимости от типа устанавливаемой проволоки можно сваривать черный металл, нержавейку, алюминий. Но за собой требуется возить баллон. Еще при ветре и работе на улице сварочная ванна становится беззащитна (подаваемый газ сдувается).
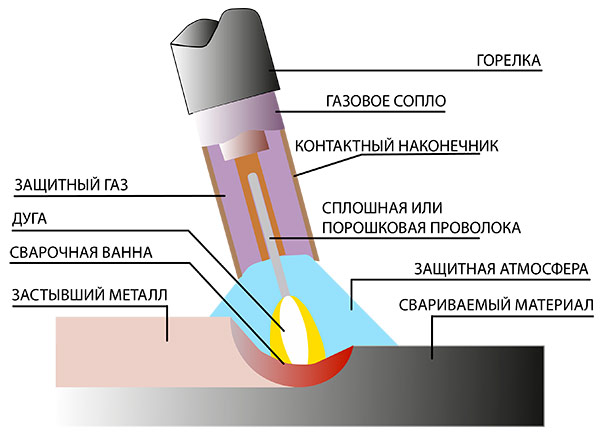
Схема процесса полуавтоматической сварки.
Смотрите видео о сварочных полуавтоматах MIG/MAG:
Аппараты для аргонодуговой сварки TIG
Сварка ТИГ выполняется инверторами. Здесь тоже присутствует электрическая дуга, но она горит между изделием и неплавящимся вольфрамовым электродом. Последний бывает в диаметре 1.6-3.2 мм и затачивается в виде острого конуса. Это позволяет создавать узкие швы. Выполнять соединения можно как за счет только сплавляемых кромок, так и при помощи дополнительно подаваемой присадки свободной рукой сварщика. Сварочную ванну защищает аргон, выдуваемый из сопла горелки.

Сварочный аппарат аргонодуговой сварки.
Применение. При работе на постоянном токе можно сваривать черные металлы и нержавейку. Есть виды сварочных аппаратов с функцией AC/DC, предназначенные для сварки алюминия. Таким оборудованием получится варить очень аккуратно и экономно, но скорость метода значительно уступает полуавтомату.
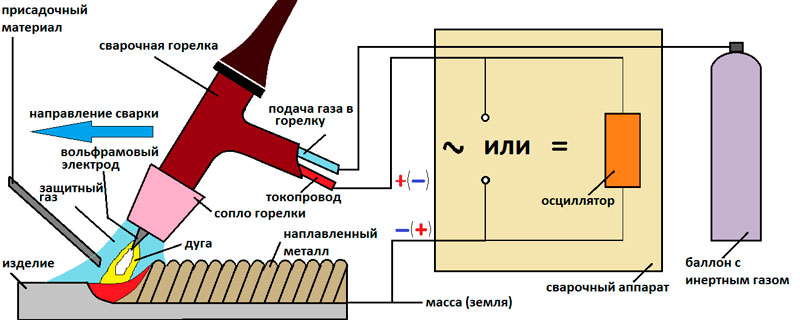
Схема процесса аргонодуговой сварки.
Смотрите видео о сварочных аппаратах для аргонодуговой сварки:
Универсальные сварочные аппараты
Универсальные модели сварочных аппаратов комбинируют в себе сразу несколько режимов сварки.
Вот существующие варианты:
- ММА+МИГ. Модель способна варить покрытыми электродами и проволокой, подающейся с барабана. В первом случае это практично для резки электросваркой, а во втором для серийного выпуска деталей из листового металла или кузовного ремонта.
- МИГ+ТИГ. Полуавтомат с возможностью присоединения аргоновой горелки. Разрешает накладывать быстро швы на нержавейке и черном металле при помощи режима MIG, а также соединять алюминий, переключившись на TIG.
- ММА+ТИГ. Инвертор для сварки обычными электродами и вольфрамовыми стержнями. Практичен при чередовании сварки черных и цветных металлов там, где не требуется высокая скорость.
- 3 в 1. Самые универсальные аппараты, способные выполнять сварку в режимах ММА, TIG и MIG. Для этого на фронтальной панели предусмотрено несколько гнезд для присоединения соответствующих горелок. Такое оборудование приобретают для самых разносторонних задач.

Аппараты для точечной сварки
Аппараты для точечной сварки бывают в виде моделей с клещами для двухсторонней сварки или с пистолетом и обратным молотком для односторонней сварки. Первые применяются для сборки тонколистовых конструкций (ящики, двери, ворота, калитки).

Аппарат для точечной двухсторонней сварки.
Вторые используются при кузовном ремонте, когда требуется привариться к плоскости без доступа к обратной стороне. Есть ручные переносные модели с весом до 16 кг и стационарные станки контактной сварки. Толщина свариваемого металла варьирует от 3 до 9 мм.

Аппарат для точечной односторонней сварки.
Аппараты для плазменной сварки
Такие виды аппаратов используют электрическую дугу, горящую в сопле между катодом и анодом. Через нее пропускается сжатый воздух от компрессора, что и образует плазму. Замыкание массы на изделии позволяет перенести дугу и сделать из нее не дежурную, а режущую дугу. Если использовать присадочную проволоку, то этот метод подойдет для сваривания деталей.

Аппарат для плазменной сварки.
Смотрите видео о плазморезах:
Аппарат для газовой сварки
Под аппаратом здесь подразумевается ацетиленовый генератор, вырабатывающий газ при взаимодействии карбида с водой. Дополнительно подсоединяется баллон с кислородом, поддерживающим горение и способствующим развитию температуры пламени до 3000 градусов. Но в последнее время чаще используют не аппараты, а просто два баллона (ацетиленовый+кислородный или пропановый+кислородный). Тогда для сварки остается только приобрести горелку и два рукава.
Пламя разогревает кромки металла, а присадочная проволока заполняет сварочную ванну и повышает высоту шва.

Аппарат для газовой сварки.
Применение. Этот метод подходит для сварки труб и емкостей с толщиной стенок до 4 мм. Газовая сварка не нуждается в электричестве и может проводиться в полевых условиях, но скорость сваривания очень низкая, а вероятность деформации изделия от нагрева высокая.
Понимая разницу в видах аппаратов для сварки по источнику тока и способу сваривания, Вы сможете подобрать оборудование под конкретные задачи, будь-то сварка деталей в гараже, кузовной ремонт или серийный выпуск изделий в мастерской.
Как работают аппараты контактной точечной сварки
Одним из методов сплавления является точечная контактная сварка. Ее суть заключается в плотном соединении в определенной точке двух деталей и пропускании через место контакта электрического тока.
Аппараты точечной контактной сварки востребованы во многих отраслях промышленности. Для применения в быту их научились делать своими руками, используя трансформаторы или систему конденсаторов.

Фазы процесса
Можно выделить три фазы в процессе точечной сварки. В первой фазе происходит сжатие заготовок, которое приводит к пластической деформации в точке контакта. Для этого аппарат контактной сварки оборудован специальными клещами или другими схожими приспособлениями.
 Во второй фазе происходит подача тока в область контакта, что вызывает плавление металла в точке соединения и образование расплавленного ядра. Пока проходит ток, ядро расширяется до максимума. Сжатие соединяемых изделий вызывает появление плотного пояса вокруг жидкого ядра, который препятствует растеканию расплавленного металла.
Во второй фазе происходит подача тока в область контакта, что вызывает плавление металла в точке соединения и образование расплавленного ядра. Пока проходит ток, ядро расширяется до максимума. Сжатие соединяемых изделий вызывает появление плотного пояса вокруг жидкого ядра, который препятствует растеканию расплавленного металла.
В третьей фазе сварочный ток выключается, металл остывает и кристаллизуется. Для снятия напряжений при охлаждении прижимное усилие сохраняется еще некоторое время.
Требования к сварным соединениям определяет государственный стандарт – ГОСТ 15878-79. О том. Какие можно использовать электроды в аппарате контактной точечной сварки, описано в ГОСТ 14111-90. Делают их из меди или легированной хромом, кадмием, цирконием бронзы.
Виды оборудования
При точечной контактной сварке аппарат может выдавать ток разного рода и частоты. По этим отличительным признакам сварочное оборудование разделяют на четыре класса:
- контактная точечная сварка на переменном токе;
- низкочастотная контактная сварка;
- устройства конденсаторного типа;
- сваривание постоянным током.
Существует многоточечные станки контактной сварки для сварки сеток на производстве. В таких аппаратах одновременно происходит сваривание в нескольких точках. Любое оборудование имеет свои плюсы, но самыми популярными стали одноточечные устройства переменного тока.
Работа на переменном токе
 Аппарат контактной сварки, работающий на переменном токе, представляет собой трансформатор, во вторичной обмотке имеющий два электрода. В качестве материала для электродов контактной точечной сварки применяется медь. Между электродами помещают детали, которые специальным устройством прижимают друг к другу.
Аппарат контактной сварки, работающий на переменном токе, представляет собой трансформатор, во вторичной обмотке имеющий два электрода. В качестве материала для электродов контактной точечной сварки применяется медь. Между электродами помещают детали, которые специальным устройством прижимают друг к другу.
В первичной обмотке находится тиристорный модуль, через который питающее напряжение 220 В или 380 В поступает на обмотку. Подавая управляющий сигнал на тиристор, можно получить необходимую длительность тока для контактной точечной сварки. Изменяя угол открытия тиристора, можно регулировать форму сигнала, который приходит на вторичную обмотку.
В случае применения нескольких первичных обмоток можно получить набор коэффициентов трансформации, комбинируя их соединение. В результате во вторичной обмотке получается несколько уровней напряжения и тока. Это позволяет аппарату контактной точечной сварки работать в разных режимах.
Для управления оборудованием имеется дополнительный блок, который имеет реле, управляющую панель и схему контроллера.
Оборудование на конденсаторах
 Аппарат для точечной контактной сварки может состоять из блока заряда конденсаторов, большой батареи емкостей, управляющего блока и электродов с механизмом прижима заготовок.
Аппарат для точечной контактной сварки может состоять из блока заряда конденсаторов, большой батареи емкостей, управляющего блока и электродов с механизмом прижима заготовок.
Принцип контактной сварки лежит в первоначальном достаточно длительном накоплении электрической энергии на обкладках конденсаторов и мгновенном ее выбросе при создании искусственного короткого замыкания через точку контакта.
Возможность накопления заряда в емкостной батарее позволяет использовать оборудование меньшей мощности по сравнению с другими сварочными аппаратами.
Благодаря постоянству емкости батареи получается нормированное выделение энергии на один сварочный импульс, что позволяет получать стабильный результат независимо от изменения сетевого напряжения и других характеристик сети.
Конденсаторная контактная сварка длится миллисекунды, что приводит к мощному выделению энергии в маленькой области контакта. Это позволяет применять ее при сварке сплавов с высокой теплопроводностью типа меди, а также металлов с разными тепловыми характеристиками.
Конденсаторные аппараты контактной точечной сварки с жесткой характеристикой, быстрым разрядом, широко используются в радиоэлектронике и приборостроении.
При расчете необходимой энергии на сварку того или иного соединения можно использовать формулу:
где С – емкость в фарадах, W – энергия в ваттах; U — зарядное напряжение в вольтах. Включая в контур заряда активное переменное сопротивление, можно регулировать величину зарядного тока, время заряда и потребляемую мощность.
Где применяют метод
 Особенностью точечной контактной сварки является краткое воздействие на соединяемые изделия (от единиц миллисекунд до нескольких секунд), сварочный ток в несколько тысяч ампер и напряжение величиной от 1 до 2-3 вольт. При этом необходимо усилие в точке сварки от десятков до сотен килограмм. Маленькая площадь контакта приводит к малой области расплавления металла.
Особенностью точечной контактной сварки является краткое воздействие на соединяемые изделия (от единиц миллисекунд до нескольких секунд), сварочный ток в несколько тысяч ампер и напряжение величиной от 1 до 2-3 вольт. При этом необходимо усилие в точке сварки от десятков до сотен килограмм. Маленькая площадь контакта приводит к малой области расплавления металла.
Благодаря этим особенностям точечную сварку используют при сваривании металлов толщиной от единиц микрон до 20-30 мм. Эти возможности обеспечили ее применение в радиоэлектронике, производстве приборов, авиационной и автомобильной промышленности, строительстве и многих других отраслях.
Невозможно представить авторемонтные мастерские без сварочных аппаратов точечной контактной сварки. При устранении вмятин они незаменимы. Все автомобили и самолеты созданы с использованием контактной сварки. Практически все литиевые батареи в ноутбуках соединены с помощью односторонней контактной точечной сварки.
Плюсы и минусы технологии
Широкое распространение технология получила из-за простоты и удобства использования сварочного оборудования, высокой производительности. Аппарат может обеспечить несколько сотен свариваний в минуту при малых затратах электроэнергии, при этом не выделяет никаких вредных веществ в атмосферу.
Технология легко поддается автоматизации. Для сварки не нужно сварочной проволоки, присадок и флюсов. Соединение получается прочным и без остаточных деформаций.
Единственный недостаток заключается в негерметичном соединении изделий. Аппарат работает прерывисто, производя соединение в отдельных точках, поэтому о герметичности речь не идет.
Возможные дефекты
При точечной сварке прочность соединения такова, что разрушения возникают в основном металле, так как сварные точки имеют большую толщину. Продолжительность сваривания и прижимное усилие имеют решающее значение. Если неправильно их рассчитать, то аппарат будет варить с дефектами.
Имеется три основных вида дефектов:
- отклонения литой зоны от оптимума, ее смещение от точки контакта;
- неполный провар в точке контакта:
- изменение физико-химических свойств металла в точке сварки.
Самым опасным является отсутствие литой области. Происходит тепловое склеивание, при котором соединение выдерживает незначительные нагрузки. При переменных нагрузках и температурных перепадах происходит разрыв соединения.
Прочность нарушается при сильном давлении электродов аппарата контактной сварки, что вызывает вмятины. Также ослабляется прочность при выплесках металла.
Причины дефектов
 Непровар часто обусловлен малым током или изношенностью контактной площадки электродов. Маленький ток может быть связан со слишком малым промежутком между сварными точками, что вызывает сильное шунтирование. Брак определяется визуальным осмотром и использованием специального оборудования.
Непровар часто обусловлен малым током или изношенностью контактной площадки электродов. Маленький ток может быть связан со слишком малым промежутком между сварными точками, что вызывает сильное шунтирование. Брак определяется визуальным осмотром и использованием специального оборудования.
Наружные трещины появляются от чересчур большого импульсного тока аппарата, слабого сжатия, загрязнения сварочной области, что изменяет параметры сварочной цепи. Изъян обнаруживается визуальным осмотром при использовании лупы.
При глубоких вмятинах от электрода необходимо разобраться с его контактной частью. Возможно, причина в слишком малом радиусе кривизны контактной площадки и слишком большом прижимном усилии. Дефект определяется визуально.
Причиной того, что при внутреннем выплеске металл вытекает в область между заготовками, может быть превышение сварочного тока аппарата, времени сварки и недостаток сжатия. Изъян определяется специальными приборами, может зафиксироваться и визуально из-за неплотного соединения деталей.
Внешний выплеск происходит при превышении длительности и силы тока, малом прижиме и перекосе электродов. Это можно заметить невооруженным глазом.
Внутренние трещины возникают от комбинации причин типа чрезмерный ток, длительность воздействия, загрязненная поверхность недостаточное сжатие и отсутствие поковочного воздействия в процессе кристаллизации. Изъяны выявляют специальной аппаратурой.
Смещение ядра возникает из-за неправильной установки электродов аппарата контактной сварки и их загрязнения. Причиной прожога являются недостаточный прижим соединяемых изделий, их загрязнения.
Устранение изъянов производится повторением процесса сварки. Если нельзя сваривать, например, недопустим повторный нагрев изделия, то дефектную область лучше высверлить и поставить заклепку.
Классификация и типы машин контактной сварки

Классификация
Для сварщиков классификация машин контактной сварки весьма щекотливый вопрос. Если ранее глобально не требовалось больших знаний в этом плане, то сейчас это стает скорее необходимостью, чем исключением. Растущая конкуренция для предприятий, занимающихся сваркой в весьма узком рынке сбыта требует максимально эффективных решений. Поэтому в этой статье мы сделаем краткий обзор основных критериев, по которым классифицируются машины контактной сварки.
Критерии для оценки
В основном классификацию машин контактной сварки проводят по:
- виду сварки и выполняемых сварных соединений — машины для стыковой, точечной, рельефной, шовной или шовно-стыковой сварки;
- назначению — универсальные и специальные;
- уровню автоматизации — неавтоматические, полуавтоматические и автоматические;
- способу установки — стационарные и передвижные;
- способу питания машин- с переменным током промышленной частоты (однофазные и трехфазные), низкочастотные, с выпрямленным током или энергией разряда конденсаторов;
- устройству механизма сжатия или осадки — рычажные, пружинные, механические, пневматические, пневмогидравлические, гидравлические.

Типы машин контактной сварки
Современный рынок насыщен большим количеством аппаратов для различных видов сварки, для разных отраслей производства, характера свариваемых изделий, условий установки и монтажа. Разберемся детально в каждом из основных критериев, перечисленных выше, благодаря которым определяется те или иные типы машин контактной сварки.
По виду сварки выделяют:
- машины для стыковой сварки — выполнение стыковых соединений проволоки, прутков, профильного проката, труб, полос, листов и деталей других сечений;
- машины для точечной сварки — соединение отдельными точками листов, профильных заготовок, пересекающихся круглых стержней, штампованных деталей;
- для рельефной сварки (сварочные прессы) — соединение деталей одной или одновременно несколькими точками — по предварительно выштампованным рельефам, приварка стержня торцом к плоской поверхности, сварка с естественными и кольцевыми рельефами;

- для шовной сварки — соединение герметичным швом (т. е. точками, перекрывающими одна другую), выполнение кольцевых и продольных швов, шаговая сварка;
- для шовностыковой сварки — сварка продольного шва тонкостенной трубы.
По назначению:
- универсальные — сварка разнообразных деталей в условиях единичного и мелкосерийного производства и когда необходима частая переналадка;
- специальные — сварка однотипных деталей большими партиями — в условиях крупносерийного и массового производства, со сложной переналадкой.

По уровню автоматизации:
- неавтоматические — при малой мощности и производительности;
- полуавтоматические и автоматические — при средней или большой мощности, использовании в поточных линиях, для сварки непрерывных заготовок (рулонов, плетей).
По способу установки и монтажа:
- стационарные — для сварки деталей и узлов, габариты и масса которых позволяют поднести их к машине;
- передвижные — для сварки крупногабаритных узлов большой массы (например, кузова автомобилей, вагонов, плети железнодорожных рельсов, трубы большого диаметра).
По способу питания машин:
- с питанием переменным током промышленной частоты — большинство контактных машин для сварки углеродистых и низколегированных сталей;
- с питанием выпрямленным током и конденсаторные — для сварки высоколегированных сталей и сплавов, алюминиевых сплавов, для сварки очень тонких деталей или сплавов, претерпевающих резкие изменения при нагреве.
По устройству привода сжатия и подачи:
- с рычажными и пружинными приводами — для сварки деталей малых сечений;
- с пневмогидравлическими механизмами сжатия — передвижные машины (сварочные клещи);
- с гидравлическими — машины (стыковые) большой мощности;
- пневматическими — большая часть точечных, рельефных и шовных машин.
Обычно питающие части контактных машин изготовляют для подключения к электрическим сетям с напряжением 380 В и частотой 50 Гц. Если заказчику требуется напряжение 660 В с частотой 50 Гц, то это также возможно. Потребуется лишь заказать соответствующие модификации для машин. Также изготавливаются аппараты мощностью до 60 кВ-А на напряжение 220 В с частотой 50 Гц.
Мы с Вами рассмотрели типы машин контактной сварки, критерии для их классификации. Вы также можете ознакомиться с установками и машинами контактной сварки, которые представлены на нашем сайте.
Как пользоваться контактной сваркой
Контактная сварка может понадобиться во время сборки стальных изделий, толщина которых варьируется от 0,1 до 4 мм. В основном, такой вид сварки используется на СТО во время рихтовки вмятин.
Особенности контактной сварки
Прежде всего, следует упомянуть, что контактная сварка подразумевает выполнение следующих этапов:
- Совмещения деталей в необходимом положении.
- Использование электродов после прижатия элементов друг к другу.
- Подача электрического разряда для обеспечения нагрева металла и создания шва.
Многих привлекает данный способ за то, что при нем можно использовать аппараты, собранные собственноручно буквально из всякого мусора (главное, наличие аккумулятора). К тому же, работы в этом случае будут максимально опрятными и по возможности автоматизированными. Зачастую встретить использование данного способа можно на СТО. Благодаря ему удается выровнять вмятины автомобиля или осуществить ремонт конструкций, деталей и элементов, доступ к которым весьма затруднен.

Стоит отметить, что в случае выполнения контактной сварки специализированными машинами удается организовать до 600 операций в минуту. В основном, такие агрегаты служат для соединения конструкций из металла, толщина которых не превышает 4 мм.
Дополнительно сварку используют при соединении арматур, плоских сеток или каркасов. С ее помощью удается соединить стержни, пересекающиеся друг с другом, на станках, а также обеспечить крепление к ним листов, швеллеров и других конструкций.
Благодаря контактно-точечной сварке удается решить несколько достаточно сложных задач:
- Обеспечить точечное крепление деталей.
- Соединить металлы различной консистенции (черные или цветные), если это требуется.
- Скрепить профили на сгибах, что не удается другим способом. Также данный вид сварки позволяет соединить пересекающиеся заготовки из металла.
- Создать прочное и устойчивое к деформации соединение.
Контактный метод по праву считается популярным и эффективным среди наиболее известных.
Технология контактной сварки
Существует три основных типа технологии. Они классифицируются на:
- Точечную.
- Сварку, обеспечивающую соединение посредством шва.
- Сварку, организующую стыковое соединение деталей.
Также иногда выделяют конденсаторную. Стоит отметить, что каждый из перечисленных видов подразделяется еще на несколько подвидов. Деление происходит в зависимости от выбранной технологии, а также от вида применяемого оборудования.

Соединение деталей во время выполнения точечной сварки осуществляется посредством использования электродов. Благодаря действию электрического тока выполняется местный нагрев места соединения, а также обеспечивается сжатие двух поверхностей. Таким образом, детали сближаются и свариваются на точечном участке.
В случае шовной сварки речь идет об использовании специального ролика для скрепления элементов. В основном, такой вид используют для получения надежных и герметичных соединений.
Контактно-стыковое соединение элементов происходит, как правило, несколькими способами. Популярным считается вариант зажима деталей и электродов. Называется такой способ сопротивлением, и с его помощью осуществляется крепление деталей достаточно малого сечения.
Если говорить об электродах, то они изготавливаются обычно из меди, чтобы удалось обеспечить хороший электрический контакт. Также подобного эффекта помогает достичь большое поперечное сечение.

Преимущества и недостатки
Среди достоинств контактной сварки можно отметить:
- Высокую производительность и быстрое выполнение работ, которое можно проследить по таймеру.
- Повышенную степень автоматизации.
- Создание высокопрочного соединения хорошего качества, требуемого ГОСТом.
- Исключение использования дополнительных материалов, к которым относятся флюсы, газы, присадочные элементы.
- Высокие условия санитарии и гигиены.
Недостатками данного способа считаются:
- Невозможность обеспечить соединение разнородных материалов или литиевых сплавов.
- Выплеск металла в процессе сварки, когда включается ток. Для того чтобы предупредить возможный инцидент, рекомендуется увеличивать импульсы тока не сразу, а постепенно.
- Усложнение конструкции сварной головки и механизма, если речь идет об организации нескольких швов.
- Усложнение конструкции электродов во время многоточечной сварки.
Несмотря на существующие минусы, контактный метод все равно считается одним из самых востребованных и эффективных.
Оборудование для контактной сварки
В основном для осуществления контактной сварки используют машины двух типов: общего назначения и специального. Если говорить о строительной сфере, то здесь применяют устройства таких типов, как МТ 501, АСИФ, 18650 и другие.

Все перечисленные машины оборудованы специальным приводом, а также пневматическими устройствами, обеспечивающими зажим элементов. Благодаря подобной конструкции удается осуществить, например, соединение труб, стержней иди других заготовок, выполненных из стали с низким содержанием углерода.
Принцип работы устройств достаточно прост: конструкция производит сварку посредством предварительного нагрева скрепляемых деталей. Гидравлический привод, которым снабжается большинство агрегатов, помогает ускорить или замедлить процесс подогрева, оплавления.
Существует классификация данного оборудования. В таблице приведены аспекты классификации.
| Аспект | Классификация |
|---|---|
| По назначению | Бывают машины, как общего назначения, так и специального. |
| По особенностям конструкции | Сюда можно отнести деление устройств для сварки на стационарные, транспортируемые, односторонние и т.д. |
| По приводу сжатия | Выделяют педальные машины, агрегаты с электро- и с пневматическим приводом, гидравлическим механизмами. |
| По типу действия | Аппараты подразделяются на те, которые работают в автоматические режиме, и те, у которых данная возможность отсутствует. |
Таким образом, можно сделать вывод, что оборудования для проведения контактной сварки достаточно много, и на каждый случай можно выбрать то или иное устройство.
Как пользоваться контактной сваркой?
Существует несколько технологий использования данного вида сварки. Однако вне зависимости от того, какой способ будет выбран, можно разделить процесс на отдельные этапы:
- Перед началом работ следует ознакомиться с тем, как должна выглядеть конструкция сварочного аппарата. Дополнительно рекомендуется изучить, что представляет собой простая схема конденсатора и реле времени, а также контроллера.
- Далее соединяемые поверхности следует обработать. Это требуется для обеспечения более точного соприкосновения деталей и организации одинакового напряжения по всей поверхности элементов. Выполняют обработку с помощью зачистки или рихтовки.
- Следующим этапом является сжимание деталей вручную или с помощью механизма. Стоит отметить, что если процесс будет выполнен своими руками, то качество шва заметно снизится, так как не будет обеспечено необходимо давление.
- После этого приступают к подаче тока на скрепляемые поверхности. В результате происходит расплавление нужного участка металла, где впоследствии образуется жидкое ядро. Именно это ядро осуществляет соединение двух элементов.
- Последний этап подразумевает выключение тока для остывания жидкого ядра. Когда металл вернется к прежнему состоянию, образуется сварочный мини-шов.
Практически все технологии контактной сварки подразумевают приведенную выше схему действий. Поэтому, чтобы легче было провести все необходимые работы, рекомендуется сначала ознакомиться с основными этапами.
Как собрать аппарат для контактной сварки своими руками
Не всегда есть возможность воспользоваться специализированным аппаратом для организации скрепления деталей посредством сварки. Однако при необходимости можно сделать самодельный агрегат.

Для этого потребуется подготовить следующие материалы, оборудование и инструменты:
- Трансформатор переменного тока. Напряжение обмотки такого трансформатора не должно превышать 25 Вольт.
- Конденсатор. Лучше (желательно в количестве 4).
- Кнопку.
- Проводку.
- Проволоку из меди.
- Щипцы.
Также нужно будет взять диодную сборку и клещи.
Никаких сложностей в процессе создания ручного инвертора в домашних условиях нет. Последовательность действий выглядит следующим образом:
- Сначала необходимо припаять конденсаторы друг к другу.
- Затем сделать сварочную вилку. Для этого следует взять две проволоки небольшой длины и припаять их к проводам, заранее подготовленным. Место пайки необходимо изолировать с помощью изоляционной ленты.
- Чтобы сделать корпус для вилки, потребуется использовать алюминиевую трубку, у которой имеется пластиковая заглушка.
- Следующий шаг заключается в припайке проводов к кнопке и дальнейшее приклеивание конструкции к вилке. Для фиксации все следует обмотать изолентой. Таким образом, к сварочной вилке будут подходить 4 провода (2 для электродов, 2 для кнопки).
- Окончательным действием станет сборка устройства с помощью припайки вилки и кнопки.
После этого потребуется зарядить полученное устройство и измерить напряжение конденсаторов. Если оно составляет 30В, значит, сварочный аппарат можно использовать.
При желании можно сделать самодельную машину более мощной, увеличив число конденсаторов. Некоторые изобретательные люди для создания аппарата используют микроволновку. Однако стоит отметить, что в результате подобные агрегаты выйдут из строя быстрее. При возникновении сложностей во время сборки аппарата можно найти видео, на котором максимально подробно описаны все шаги по изготовлению данного инвертора.
В результате следует сказать, что контактная сварка считается востребованной как в промышленности, так и в автомобилестроении. С ее помощью происходит соединение множества однотипных деталей. Данный способ имеет множество положительных качеств, одним из которых является эффективность работ и экономичность используемых материалов.

