
Виды неплавящихся электродов для сварки в среде аргона
Как выбрать вольфрамовые электроды
Современный мир развивается очень динамично. Это касается многих сфер жизни, в том числе и области сварки. Если несколько лет назад аргонодуговая сварка неплавящимся вольфрамовым электродом была уделом специалистов узкого профиля и высочайшей квалификации, то теперь её могут позволить себе практически все, кто зарабатывает сварочным ремеслом на жизнь, или просто часто использует сварку. Сейчас уже многим сварщикам известно, что добиться швов высочайшего качества и при этом получить эстетически красивый продукт можно именно при использовании TIG- сварки. Она проигрывает механической полуавтоматической сварке (MIG) в скорости, но значительно превосходит по качеству и надежности. А также охватывает все сферы использования сварки (все технически сложные виды работ, в том числе сварка алюминия, будут лучше выполнены именно при использовании аргонодуговой сварки).
При освоении аргонодуговой сварки обычно много времени уделяется выбору сварочного аппарата. Но какой элемент не менее важен? От чего будет зависеть качество сварочного шва? Правильный ответ — вольфрамовый электрод! Можно сказать, что аргонодуговая сварка напрямую зависит от всех компонентов: мастерства сварщика, уровня аппарата, правильного подбора неплавящегося электрода и присадочного материала.
Как же подобрать вольфрамовые электроды? В настоящее время существует несколько основных видов неплавящихся вольфрамовых электродов, между которыми и будет стоять выбор начинающего аргонщика. Европейская маркировка выглядит следующим образом: электроды WC-20, W L — 15, W L — 20, W P, W T — 20, W Z-8, WY-20. Отечественные электроды также являются аналогами основных европейских марок, но у них есть своя специфика: электроды имеют мерную длину до 1 м. Вольфрам довольно хрупок, поэтому в партии товара встречаются и короткие электроды около 200 мм. Это допускается по ГОСТ. Продается отечественная продукция килограммами. А электроды европейского образца (сейчас массово производятся в КНР) обычно имеют длину 175 мм и продаются поштучно (или в упаковках от 10 штук), что делает их самыми востребованными на рынке.
Начать практику в аргонодуговой сварке можно с универсальных электродов. Они способны работать как на постоянном, так и на переменном токе, а также стабильно сваривают большинство самых часто встречающихся металлов и сплавов. К универсальным вольфрамовым электродам относятся WC-20, W L — 15 и W L — 20. Классический тип электродов — для сварки на постоянном токе . К нему относятся WT-20 и WY-20. Первые широко известны с советских времен, но имеют важную особенность, о которой всегда говорится в их описании. Вторые являются их безопасным аналогом. К третьему типу относятся электроды для сварки на переменном токе, W P, W Z-8.
![]()
![]()
Вольфрамовые электроды WC-20 (в состав, помимо чистого вольфрама входит 2 % оксида церия) относятся к группе универсальных, так как подходят для сварки на постоянном (прямой полярности) и переменном токе , а также для различных металлов : нержавеющих сталей, молибден а , тантал а, меди, никеля, титана, а также их сплавов. Среди отличительных особенностей данного типа электродов выделяются полная безопасность для человеческого здоровья, устойчивость к повышенным значениям сварочного тока, сбалансированное расходование электрода в процессе сварки.
Следует помнить, что чем ближе значение сварочного тока к максимуму при работе с электродом WC-20, тем больше оксида церия концентрируется на стыке со сварочной дугой, и это может вл и ять на качество сварочного шва.
Считается, что электроды марки WC-20 отлично подходят для сварки корневых швов трубопроводов, орбитальной сварки, а также сварки изделий из тонколистовой стали.
W L — 15

Вольфрамовые электроды W L — 15 (в состав, помимо чистого вольфрама входит 1,5 % оксида лантана ) относятся к группе универсальных, так как подходят для сварки на постоянном (прямой полярности) и переменном токе , а также для различных металлов : любых типов сталей , меди, бронзы, алюминия и его сплавов . Среди отличительных особенностей данного типа электродов выделяются полная безопасность для человеческого здоровья, высокая износостойкость, отсутствие прожигов, повышенная длительность сохранения заточки электрода (опережает даже WL-20) , легкий поджиг дуги .
Электроды марки W L — 15 отлично подходят для сварки любых изделий из всех типов сталей. Они хороши для новичков в аргонодуговой сварке, так как могут сглаживать в процессе работы неправильные настройки аппарата (играет роль их универсальность, безопасность и стабильность). Если провести правильную заточку электрода WL-15, он справится и со сваркой алюминия, магния, а также их сплавов.
W L — 20

Вольфрамовые электроды W L — 20 (в состав, помимо чистого вольфрама входит 2,0 % оксида лантана ) относятся к группе универсальных, так как подходят для сварки на постоянном (прямой полярности) и переменном токе , а также для различных металлов : любых типов сталей , меди, бронзы, алюминия и его сплавов . Среди отличительных особенностей данного типа электродов выделяются полная безопасность для человеческого здоровья, высокая износостойкость, отсутствие прожигов, повышенная длительность сохранения заточки электрода ( уступает лишь WL-15 ) , легкий поджиг дуги, стабильная работа на малых токах (опережает WL-15) .
Электроды марки W L — 20 отлично подходят для сварки любых изделий из всех типов сталей. Они хороши для новичков в аргонодуговой сварке, так как могут сглаживать в процессе работы неправильные настройки аппарата (играет роль их универсальность, безопасность и стабильность). Если провести правильную заточку электрода WL- 20 , он справится и со сваркой алюминия, магния, а также их сплавов.
W T — 20

Вольфрамовые электроды W T — 20 (в состав, помимо чистого вольфрама входит 2,0 % оксида тория ) имеют наибольшее распространение в России, так как на протяжении десятилетий показывали высокую эффективность, стабильность и относительную универсальность. Данные электроды подходят для сварки всех типов стали, а также тантала, молибдена и многих других материалов на постоянном токе. Технически способны работать и на переменном токе, но не предназначены для этого. Обладают легким поджигом дуги, относительной долговечностью. Но существенный минус WT-20 в данный момент снижает их потребление — торий является радиоактивным химическим элементом. Пыль от электрода при его заточке, вдыхаемая в легкие человека, может оказать существенное воздействие на его здоровье. Также опасны и плохо проветриваемые помещения, предназначенные для работы с WT-20, и длительный характер самих работ. Все вышеперечисленное не означает, что сразу же стоит отказаться от ториевых вольфрамовых электродов, но желательно строго соблюдать технику безопасности при работе с ними.

Вольфрамовые электроды WY-20 (в состав, помимо чистого вольфрама входит 2 % оксида иттрия ) относятся к той же группе, что и WT-20, т ак как созданы для сварки на постоянном токе. Но в отличие от ториевых электродов, иттриевые безопасны для здоровья человека . Считаются самыми устойчивыми к высоким сварочным токам среди вольфрамовых электродов. Не загрязняют сварочный шов. Исходя из совокупности положительных сторон, данные электроды применяются при сварке особо ответственных конструкций. Заточка электродов требует навыка, так как, по отзывам, с ней возникают проблемы.
![]()
![]()
Вольфрамовые электроды W P (в состав входит не менее 99,5% чистого вольфрама ) предназначены для сварки алюминия, магния и их сплавов на переменном токе. Обладают низкой устойчивостью к сварочному току (его тепловому воздействию) и долговечностью. Заточка электрода из-за этого производится в виде шарика (скругление). Несмотря на существенные недостатки, электроды WP-20 обладают важным плюсом: они не вносят никаких добавок в состав сварочного шва, так как состоят из чистого вольфрама, за что очень ценятся при работах, когда к химическому составу шва предъявляются высокие требования.

Вольфрамовые электроды W Z-8 (в состав входит не менее 0 , 8 % оксида циркония ) предназначены для сварки алюминия, магния и их сплавов на переменном токе. В отличие от чисто вольфрамовых электродов, обладают достаточно хорошими характеристиками поджига и стабильного горения электрической дуги, а также устойчивости к высоким токам и долговечности . Заточка электрода производится в виде шарика (скругление).
Вольфрамовые электроды для аргонодуговой сварки по цветам. Сводная таблица с основными характеристиками и свойствами
В промышленности и в быту часто используется аргонодуговая сварка металлов. При такой сварке, проводимой в защитной среде аргона, металл защищен от влияния внешней кислородной среды. При проведении сварки такого типа используются неплавящиеся электроды из вольфрама. Вольфрамовые электроды могут длительное время выдерживать высокую температуру и плавиться гораздо медленней других металлов.
Для повышения качества сварки в вольфрам добавляют окиси редкоземельных элементов. В зависимости от их содержания производится маркировка таких электродов.
Классификация
Вольфрамовые электроды классифицируются в соответствии с международным стандартом DIN EN 26848. В соответствии с этим стандартом длина электрода может быть 50, 75, 150 и 175 мм. Диаметр может быть от 0,5 до 10 мм. Наиболее часто используемые диаметры – 1,6; 2,0; 2,5; 3,2 и 4 мм.
Диаметр электрода определяется величиной сварочного тока. При этом электрод диаметром в 1 мм может применяться при сварочных токах до 50 А, диаметром в 1,6 мм – до 100 А, диаметром в 2 мм – до 200 А, диаметром в 3,2 мм – до 300 А, а диаметром в 4 мм – свыше 300 А.
Вольфрам имеет высокую температуру плавления, поэтому электроды из него производят методами порошковой металлургии (спеканием, сжатием и упрочнением). При этом перед спеканием в вольфрам могут добавляться от 0,4 до 4% оксидов тория (Th), циркония (Zr), лантана (La), иттрия (Y) или церия (Ce). По сравнению с электродами из чистого вольфрама у оксидосодержащих электродов есть преимущества:
- меньший нагрев;
- лучшая зажигаемость дуги;
- больший ток нагрузки;
- повышенная стойкость.
Маркировка отражает характеристики электрода – состав материала и его длину.
При этом для электрода из вольфрама первый символ в маркировке – буква «W», что обозначает вольфрам. Второй символ обозначает тип металла добавки. Первое число обозначает содержание добавок на 1000 долей W. То есть число 20 обозначает 2% примесей, 8 – 0,8%. Второе число обозначает длину электрода. Наиболее распространенная длина – 175 мм.
Для облегчения использования электроды в зависимости от типа маркируются различными цветами.
Основные марки следующие:
Таблица с данными по вольфрамовым электродам
Данные по вольфрамовым электродам для аргонодуговой сварки приведены в таблице.
Сварка неплавящимся электродом
Содержание:
- Особенности
- Преимущества и недостатки
- Разновидности электродов
- Используемое оборудование
- Требования к аргонодуговой сварке неплавящимся электродом
- Итоги
- Интересное видео
Сварка является популярной технологией, при помощи которой можно создать прочные и надежные конструкции из металла. Она используется в разных областях производство, где важно высокое качество и гарантия прочности изготовляемых изделий.
Однако не каждый вид данной технологии позволяет получить прочный и идеальный шов, все зависит от вида металла и используемых материалов. Высокой популярностью среди сварщиков пользуется сварка неплавящимся электродом.
Она достаточно простая и ее могут использовать даже не профессионалы, она может использоваться в непромышленных условиях. Но все же перед тем как к ней приступать стоит рассмотреть ее главные особенности.
![]()
![]()
Особенности
При дуговой сварке неплавящимся электродом обычно используются неплавящиеся расходные материалы, которые позволяют получить сварные швы высокого качества. Однако стоит учитывать, что у технологии с покрытыми электродами наблюдается низкая производительность.
Главное достоинство сварки в инертных газах неплавящимся электродом состоит в том, что можно производить сплавление черного металла с заготовками, которые могут отличаться от него по структуре, включая изделия из высоколегированных и низкоуглеродистых сталей. Данный метод можно применять для сваривания разнородных по составу металлов.
Сварка, при которой применяются неплавящиеся электроды, обладает несколькими характерными особенностями. Одна состоит в использовании специальных элементов, которые покрывают электроды — из вольфрама, графита и другие виды.
Вторая особенность состоит в использовании инертных газов. Они ограничивают доступ кислорода к области сварки. Также они защищают электрод и сварочную ванну от окисления.
Преимущества и недостатки
Многие начинающие сварщики часто задаются вопросом — что такое дуговая сварка неплавящимся электродом? Это удобная технология, которая позволяет сварить разные металлические заготовки. Она имеет простое проведение, не требует наличия специальных навыков и опыта.
Неплавящиеся электроды могут применяться при проведении сварки в домашних условиях, но их также часто применяют в промышленности для осуществления следующих условий:
- Они могут осуществить качественную сварку тонких металлических листов;
- Они отлично подходят для проведения сварочных работ со сталями всех классов, цветных металлов, а также их сплавов;
- Плавящиеся электроды позволяют получить высококачественные сварные швы при сваривании разных видов металлов.
Кроме этого стоит обратить внимание на то, что сварка неплавящимся электродом в среде аргона имеет некоторые преимущества и недостатки. К положительным особенностям данной технологии стоит отнести:
- Дуга обладает высокой устойчивостью, которая никак не зависит от показателей полярности тока;
- Она предоставляет возможность получить сварные швы с долей участия главного металла от 0 до 100 %;
- Имеется возможность регулирования химического состава и геометрии соединения во время изменения скорости подачи, угла наклона, профиля, марки присадочного материала.
Но не стоит забывать про негативные качества:
- Обладает низкими показателями эффективности используемой электроэнергии;
Требуется использование специальных устройств для обеспечения начального возбуждения дуги;
Наблюдается высокая скорость охлаждения изготовленных швов.
Разновидности электродов
При проведении автоматической или ручной дуговой сварки неплавящимся электродом могут применяться расходные материалы, которые могут обладать разным составом. Они помогают получить качественное и прочное соединение.
Обычно во время сварочного процесса используются следующие виды неплавящихся электродов:
- Из угля;
- Из чистого графита;
- Из вольфрамовой основы.
При этом каждый вид электродов может обладать важными особенностями и качествами, которые обязательно нужно учитывать при проведении сварочного процесса.

Угольные
Угольные расходные материалы часто используются во время проведения воздушно-дугового сварочного процесса. Также они могут применяться для устранения разных дефектов и повреждений, которые имеются на поверхности заготовок.
Ручная аргонодуговая сварка неплавящимся электродом, который имеет угольное покрытие, может проводиться в режимах с токами с показателями напряжения 500-600 Ампер. Его вполне хватает для соединения массивных конструкций из стали, для исправления дефектов на литых изделиях.
Сам процесс сваривания может производиться с использованием присадочной проволоки, которая подается в область формирования сварного шва, и также без нее.
Графитовые
Электроды из чистого графита часто применяются при работе с цветными металлами — алюминием или медью. Также они могут использоваться во время сварки сплавов и данных металлов. Это вид материала неплавящегося материала в отличие от образцов из угля экономичный и его выгодно применять на практике.
Графитовые стержни имеют некоторые важные достоинства:
- Они имеют стойкость к воздействиям высоких температур;
- Обладают хорошей износостойкостью;
- Имеют простую подготовку к рабочему процессу.
Вольфрамовые
Вольфрамовые стержни неплавящегося вида часто применяют при проведении сварочного процесса на производстве и в бытовых условиях. Именно они позволяют осуществить сварку неплавящимся электродом в защитных газах алюминия и других видов металлов, сплавов.
Данный расходный материал изготавливается в виде длинного прутка с покрытием, которые имеют диаметр от 1 до 4 мм. Они обладают тугоплавкой структурой. Показатель температуры плавления у электродов из вольфрамовой основы намного больше показатели для рабочей дуги. Именно это делает стержни универсальными и их можно использовать даже для сваривания нержавейки, которая имеет сложную обработку.
Часто при изготовлении вольфрамовых электродов в их состав добавляются разные компоненты — торий, оксид лантана, иттрий. Каждый стержень с добавлением одного из этих вещества предназначен для определенного вида сварки.
Используемое оборудование
Какое оборудование применяется при проведении ручной, автоматической и аргонодуговой сварки неплавящимся электродом? Все зависит от объема сварочных работ, от размера собираемых конструкций. Обычно сварщики используют оборудование двух видов — универсальное и специальное.
![]()
![]()
Часто применяется первый класс аппаратов, потому что второй наиболее подходит для больших объемов и зачастую для механизированных. Универсальные ручные и автоматизированные сварочные аппараты имеют простое использование, также их легко обслуживать. По этой причине их часто применяют про проведение сварки в маленьких цехах и на огромных производствах.
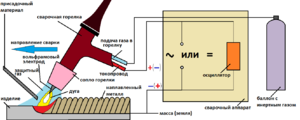
Устройства для ручной дуговой сварки неплавящимся электродом в защитных газах имеют следующие компоненты:
- В них установлен источник постоянного или переменного тока. Иногда встречаются устройства, которые могут производить два разных вида тока;
- Горелки различных размеров. Они могут применяться для разных показателей тока;
- Осциллятор, который поджигает первичную дугу;
- Компоненты, которые обеспечивают газовую подачу аргона;
- Элементы, которые управляют сварочным процессом.
Требования к аргонодуговой сварке неплавящимся электродом
Аргонодуговая сварка неплавящимся электродом часто применяется для сваривания заготовок из разных видов металла. При помощи нее можно получить прочные швы с высокой износостойкостью. Но чтобы в процессе сварки заготовки могли нормально плавиться под воздействием плавящегося электрода и аргона, обязательно нужно выполнять важные требования аргонодугового сварочного процесса.

К главным требованиям аргонодуговой сварки относятся:
- Неплавящийся стержень из вольфрамовой основы при сварке может глубоко проникать в область зазора между заготовками. Для процесса следует использовать короткую дугу. Это позволит провести глубокую плавку, которая может отразиться на качестве соединения. Оно получится небольшим и прочным;
- При механизированной аргонодуговой сварке плавящимся электродом движение стержня должно выполняться по центральной части зазора и посередине. Даже небольшие нарушения могут привести к снижению прочности соединения, они могут негативно отразиться на его внешнем виде;
- Присадочный элемент должен постоянно прибывать в зоне с аргоном, он не должен выходить за пределы свариваемой зоны. Именно это защищает сварную ванну от отрицательного влияния кислорода и азота, которые присутствуют в воздухе. Влияние данных веществ может привести к усилению хрупкости соединения. Данные требования также относятся к неплавящемуся электроду;
- Ни в коем случае не стоит резко подавать присадочную проволоку в область сварной ванны. Это вызовет сильное разбрызгивание металла и в итоге будет его чрезмерный перерасход;
- При проведении ручной сварки присадочный материал должен подаваться под углом. Не должно наблюдаться поперечных нарушений;
- Не стоит при окончании сварочного процесса производить обрыв соединения при помощи отвода электрода из области сваривания. Достаточно погасить дугу реостатом;
- Подача и отключение защитного газа после окончания сварочного должно проводиться через или за 10 секунд. Это защитит неостывшую плавящуюся металлическую основу, которая при контакте с воздухом быстро покрывается оксидной пленкой;
- Перед началом автоматической аргонодуговой сварки неплавящимся электродом нужно подготовить соединяемые заготовки из металлической основы. Все стыкуемые зоны требуется очистить от грязи, ржавчины и других загрязнений. Для очистки рекомендуется использовать железную щетку или болгаркой с металлической щетковидной насадкой. Чистить необходимо до появления металлического блеска. Если имеются пятна из масла или жира, то дополнительно следует провести обработку растворителем;
- Обязательно должно проводиться сопоставление режимов аргонодуговой сварки неплавящимся электродом с показателем толщины стыкуемых заготовок. При этом требуется учитывать диаметр неплавящегося электрода.
Итоги
Проведение сварочных работ с неплавящимся электродом должно быть правильное, от этого зависит качество полученного сварного соединения. В первую очередь стоит разобраться, что такое дуговая сварка в защитном газе неплавящимся электродом и для чего ее проводят.
Этот метод считается популярным среди профессионалов и начинающих сварщиков. При помощи него можно произвести сваривание больших конструкций из разных видов металлов. Этот метод применяется в бытовых и промышленных условиях.
Интересное видео
Аргонодуговая сварка неплавящимися электродами
 Аргонодуговая сварка — это современная технология, которая не только позволяет повысить качество выполняемого соединения металлов, но и существенно упрощает работу с такими тугоплавкими металлами, как титан, медь и алюминий. Поговорим подробнее, что такое аргонная сварка, расскажем о ее преимуществах и недостатках.
Аргонодуговая сварка — это современная технология, которая не только позволяет повысить качество выполняемого соединения металлов, но и существенно упрощает работу с такими тугоплавкими металлами, как титан, медь и алюминий. Поговорим подробнее, что такое аргонная сварка, расскажем о ее преимуществах и недостатках.
- Описание технологии
- Принцип работы сварочного оборудования
- Классификация режимов аргонодуговой сварки
- Как правильно выбрать режим
- Рекомендации
- Преимущества и недостатки этой технологии
Описание технологии
 Особенностью данной технологии является то, что сварка происходит в среде защитного инертного газа аргона. Это позволяет повысить качество соединения металлов и обеспечивает максимально возможную защиту от окисления. Аргон подается к горелке под высоким давлением и, полностью перекрывая рабочую зону, не позволяет кислороду проникать в соединяемые металлы, предотвращая появление ржавчины.
Особенностью данной технологии является то, что сварка происходит в среде защитного инертного газа аргона. Это позволяет повысить качество соединения металлов и обеспечивает максимально возможную защиту от окисления. Аргон подается к горелке под высоким давлением и, полностью перекрывая рабочую зону, не позволяет кислороду проникать в соединяемые металлы, предотвращая появление ржавчины.
Если ранее эта технология была доступны лишь профессионалам, то сегодня с появлением относительно простых и универсальных в использовании сварочных аппаратов, выполнять такую работу может каждый.
В зависимости от характеристик соединяемых металлов и оборудования используются два типа электродов: неплавящиеся и плавящиеся.
Из неплавящихся наибольшее распространение получила технология с применением вольфрамовой проволоки, что позволяет получать прочные соединения двух разнородных металлов. А вот плавящиеся электроды могут использоваться при ручной и полуавтоматической сварке, когда соединяются одинаковые или близкие по характеристикам тугоплавкости металлы.
Принцип работы сварочного оборудования
Сварочное оборудование состоит из следующих элементов:

 самого сварочного аппарата, у которого напряжение холостого хода составляет не менее 60 вольт;
самого сварочного аппарата, у которого напряжение холостого хода составляет не менее 60 вольт;- осциллятора, который повышает сетевое напряжение до уровня в 6 000 вольт;
- силового контрактора, отвечающего за подачу напряжения от сварочного аппарата на горелку;
- керамической горелки;
- устройства для обдува сварочной зоны;
- баллона с аргоном или другим инертным газом;
- присадочной проволоки и неплавящихся электродов.
Ручная аргонодуговая сварка не представляет особой сложности. Выполняется очистка и подготовка соединяемых металлов, осуществляется настройка и выбор режима работы. Далее сварщик зажигает горелку, после чего начинается подача газа к непосредственному участку сварки. Газовой горелкой расплавляют соединяемые элементы и аккуратно падают в зону соединения электрод или же сварочную проволоку. Единственный нюанс состоит в том, что отключать подачу защитного газа следует приблизительно через 10−15 секунд после выключения горелки.
Классификация режимов аргонодуговой сварки
Приведенная ниже классификация режимов аргонодуговой сварки позволит правильно подобрать электроды и оборудование.
- Автоматическая, с использованием неплавящихся электродов ААД.
- РАД сварка электродами с маркировкой для ручной работы.
- Дугово-аргоновая автоматическая, с применением плавящихся электродов ААДП.
Как правильно выбрать режим
 Именно от правильности выбора толщины электрода и силы тока зависит качество выполненных вами работ. Помните: чем толще соединяемый металл, тем больше диаметр должен быть у используемых вольфрамовых электродов, соответственно, тем выше сила тока. В инструкции по эксплуатации, которая прилагается к аппарату, вы можете найти все данные по силе тока и диаметру электродов в зависимости от толщины соединяемых деталей.
Именно от правильности выбора толщины электрода и силы тока зависит качество выполненных вами работ. Помните: чем толще соединяемый металл, тем больше диаметр должен быть у используемых вольфрамовых электродов, соответственно, тем выше сила тока. В инструкции по эксплуатации, которая прилагается к аппарату, вы можете найти все данные по силе тока и диаметру электродов в зависимости от толщины соединяемых деталей.
Наибольшей популярностью сегодня пользуются ААД и РАД сварка. А вот профессионалы, которым нужно выполнять большой объем работ, используют мощные полностью автоматические установки.
Рекомендации
 При длинной сварочной дуге образуется широкий шов с небольшой глубиной провара. Это может привести к ухудшению выполненного соединения. В этом случае рекомендуется держать используемый неплавящийся электрод как можно ближе к стыкам свариваемых деталей.
При длинной сварочной дуге образуется широкий шов с небольшой глубиной провара. Это может привести к ухудшению выполненного соединения. В этом случае рекомендуется держать используемый неплавящийся электрод как можно ближе к стыкам свариваемых деталей.
Для выполнения глубоких и узких швов следует выдерживать продольное движение горелки и электрода. При этом поперечных движений следует избегать.
Неплавящийся электрод и присадочная проволока должны находиться в зоне сварки и полностью прикрываться аргоном. Это защитит сварной шов от воздействия азота и кислорода.
Подача присадочной проволоки выполняется равномерно и плавно, так как быстрая и резкая подача проволоки приведет к разбрызгиванию металла, отчего пострадает качество шва.
Наличие у сварного шва выпуклой или округлой формы свидетельствует о том, что соединение выполнено не должным образом. Проплавлением поверхности в этом случае не обойтись.
Присадочную проволоку следует подавать перед горелкой, при этом держать ее под небольшим углом, что позволит обеспечить минимальную ширину сварочного шва и отличное проплавление металла.
Прекращать подачу инертного газа сразу же после завершения сварки не рекомендуется, так как может пострадать антикоррозийная защита соединения.
Стыки соединяемых деталей следует перед началом работ обезжирить и зачистить.
Преимущества и недостатки этой технологии
К преимуществам РАД технологии можно отнести следующее:
 Аргон обеспечивает качественную защиту шва от окисления.
Аргон обеспечивает качественную защиту шва от окисления.- Вся работа выполняется при относительно невысокой температуре, поэтому свариваемые изделия сохраняют свою форму и размеры.
- Тепловая мощность дуги находится на высоком уровне, что позволяет существенно сократить время работы.
- Сама процедура несложная, поэтому обучиться ей может каждый.
- Есть возможность соединения различных по своим характеристикам металлов.
Из недостатков выделим следующие:
- Такую работу рекомендуется выполнять в закрытых помещениях.
- Могут появиться определённые сложности с правильной настройкой оборудования.
Маркировка вольфрамовых электродов для аргонодуговой сварки по цветам
Вольфрамовый электрод – неплавящийся проводник, используемый для сварочных работ в среде защитного газа аргона или гелия. В отличие от других видов сварки, данный электрод только вызывает образование дуги и удерживает ее, не являясь при этом припоем.
Вольфрам как нельзя лучше подошел для этих целей, как самый тугоплавкий металл, известный на данный момент. Вольфрамовые электроды могут проводить ток, длительное время выдерживать высокие температуры и плавится при этом в десятки раз медленней, чем другие металлы в аналогичных условиях. Сейчас на рынке этот материал получил обширную классификацию, что позволяет подбирать качественный электрод под сварочные условия.
Маркировка и характеристики вольфрамовых электродов
Вольфрамовые электроды разделяют на классы, облегчающие работу сварщиков по подборке прутков, подходящих под условия сварки. Так, чтобы получить качественный шов на постоянном токе прямой и обратной полярности нужны разные неплавящиеся электроды, а ведь есть еще и переменный ток. Эти и другие критерии и обуславливают существующую классификацию вольфрамовых стержней.

Все существующие обозначения электродов вольфрамовых подходят под международные стандарты DIN EN 26848 , а значит, независимо от места производства, согласно маркировке вы можете подобрать нужный материал.
Маркировка отражает все необходимые характеристики электрода – химический состав, размер прутка.
Всегда первый символ в маркировке «W» – обозначающий металл вольфрам. Второй символ обозначает тип металла, или металлов. Первым числом идет число, обозначающее долю лигатур на 1000 долей вольфрама, то есть число 20 будет означать 2% примесей, 8 – 0.8% и так далее. Второе число обозначает длину электрода, самым распространенным размером считается пруток 175 мм, но на рынке доступны изделия длиной 50, 175, 150 мм.
Чистые вольфрамовые электроды с трудом используют сварочные аппараты TIG, поэтому к сплаву добавляют различные примеси. Лигатуры нужны, чтобы придать электроду требуемых характеристик плавкости, дугообразования, проводимости, прочности и др.
- “WP” – международное обозначение электродов из чистого вольфрама, а точнее в таком изделии не меньше 99.5% металла. Как уже говорилось ранее изделие специфическое имеет ряд условий для использования и заточки. Маркируются зеленым цветом.
- “C” – данный символ в маркировке обозначает примесь Церия (нерадиоактивного редкоземельного металла). Маркируются изделия серым цветом. WC неплавящиеся электроды – универсальные и подходят как для работы с постоянным, так и с переменным током.
- “Т” — диоксид тория. Такие стержни маркируют красным цветом. Их используют для большей части работ с цветными металлами, низколегированными сталями, углеродистыми сплавами, нержавейкой. Благодаря длинному перечню доступных для работы сплавов ториевые стержни стали одними из наиболее используемых. Но есть один весомый недостаток, связанный с радиоактивностью лигатуры. Именно поэтому стержни маркируются ярким цветом. Чтобы избежать неприятных последствий рекомендую строго соблюдать все требования безопасности, начиная с использования защитной одежды и маски, заканчивая тщательной вентиляцией рабочего помещения. Еще один плюс WТ прутков – прочность, которая даже больше, чем сварка вольфрамовым электродом из чистого металла.
- “Y” — диоксид иттрия. Стержни применяемые при работах на прямой полярности постоянного тока, маркируются темно-синим цветом. Ими варят конструкции, которые должны выдерживать высокую силу тока. Подходит электрод Y неплавящийся для работы с титаном, медью, высоколегированными и низколегированными сталями.
- “Z” — оксид циркония. Используется при работе переменным током с алюминием и медью. Изделия маркируются белым цветом. Сплав в котором всего 0.8% оксида циркония позволяет получать идеально стабильную дугу, но с условием должной зачистки сварочной плоскости.
- “L” — оксид лантана. Данный металл в изделиях продается с различной маркировкой, обозначающей 1.5% примеси (наконечник окрашен в цвет золота) и 2% лантана (наконечник светло-синего цвета). Изделия относят к универсальным, способным работать с переменным и постоянным током. Характеризуют высокой прочностью самого сплава, способностью работать при высоких мощностях и стойкостью к удерживанию заточки прутка. Применение данных стержней на аргоновой сварке позволяет реже проводить ревизию заточки.
Предлагаем ознакомиться с особенностями применения каждого вида электродов посредством сравнительной таблицы.

Хочется отметить ,что на рынке встречаются отечественные электроды длиной 1000 мм и диаметров 1.6; 2,0, 3.0, 4.0 мм. Их маркировка отличается от международной:
- “ВЛ/ЭВЛ-2” -Универсальный вольфрамовый электрод с оксидом лантана La2O3 сварка всех типов сталей и сплавов на переменном и постоянном токе.
- “ЭВИ-1/СВИ-1” – Иттрированный электрод. Сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе
Заточка вольфрамовых электродов
Сварочные инверторы TIG технологии позволяют получить ровный шов, который зависит от множества технологических процессов, в их число входит знание, как заточить неплавящийся вольфрамовый электрод.
Каждый сварщик, работающий с аргонодуговым аппаратом должен знать все особенности этого процесса. Наконечник неплавящегося прутка играет роль проводника тока, вызывает образование дуги и отвечает за ее удержание. Если электрод будет заточен неправильно или вовсе не будет заточен, то дуга начнет «скакать», а значит получить качественный, ровный шов уже не получится.
Обратите внимание! Форма заточки зависит от типа электрода, а также от свариваемого металла.
Грубо говоря, существует лишь две формы, по которым необходимо делать заточку, это:
- Сфера;
- Конус.
Под сферу затачиваются окончания прутков из чистого вольфрама и с примесью лантана, то есть марки WP, WL. На грани между двумя формами располагаются электроды из вольфрама WT, которые имеют скругленное окончание конуса. Марки вольфрамовых электродов не вошедших в описание затачиваются строго под конус.
При сварке алюминия электроды для аргонодуговой сварки должны быть сферической формы на конце, но «шарик» формируется сам в процессе варки, поэтому делать его вручную нецелесообразно.
Особенности заточки
С формой заточки мы разобрались, но как узнать угол и длину затачиваемого участка? Чтобы узнать длину необходимо воспользоваться простой формулой. Для этого берем диаметр прутка и умножаем его на 2.5. Полученное число (в миллиметрах) и есть длина участка для заточки. Выдержать оптимальный угол заточки сложней.
Согласно ГОСТ вольфрамовые электроды точатся так, чтобы угол конуса составлял 28-30 градусов.
Споры по поводу оптимального угла заточки ведутся и по сей день, ведь при более остром угле в 17 градусов, можно получить наиболее качественный провар, что очень важно при работе с толстым металлом и несущими конструкциями. С другой стороны угол 60 градусов стабилизирует дугу, поэтому сам процесс сваривания проходит быстрей и проще, но при этом снижается провар. Поэтому используйте оптимальный угол заточки, подобранный под все случаи.

Ручная заточка – процесс не сложный, но выдержать значения, в пределах допуска заточки очень сложно. Наиболее точный результат можно получить если зажать пруток в патрон дрели и на малых оборотах точить наждаком или болгаркой.
Чтобы избежать погрешностей, можно приобрести специальное точильное оборудование. Оно позволит добиться идеальной, станочной заточки. Состоит такой станок из электродвигателя, алмазного диска, регулятора оборотов и угла заточки.
При ручной заточке могут проявиться следующие ошибки:
- Ширина больше или меньше нормы – приводит к снижению проплавления шва.
- Несимметричная заточка – неконтролируемое передвижение сварочной дуги.
- Слишком острый угол – электрод вольфрамовый начинает быстро плавится.
- Тупой угол заточки – снижается проварка шва.
- Риски – блуждание дуги.
Как видите, заточка влияет на множество параметров сварки, поэтому пренебрегать ее качеством не стоит. Если вы проводите много времени работая, с аргонодуговой сваркой, то есть смысл приобрести специальный затачивающий станок. В случае если сварочные работы проводятся нечасто, можно затачивать прутки у специалистов. Не забывайте и про то, что электроды вольфрамовые точатся не только под марку электрода, но и под конкретный металл.
Сварка неплавящимися электродами
Сварка в среде защитных газов всегда считалась самой качественной. Здесь несколько технологий, из которых выделяется ручная аргонодуговая сварка неплавящимся электродом. Во-первых, она ручная, что дает возможность использовать ее в непромышленных условиях. Во-вторых, простота процесса дает возможность пользоваться ею неспециалистам. Ведь в основе ее технологии лежит процесс нагрева металла электродом, расплавления его и подачи в сварочную ванну присадочного материала, которым ванна и заполняется. При этом аргон выступает в качестве защиты от химических элементов в воздухе, которые негативно влияют на сварочный шов, тем самым снижая качество стыка соединяемых заготовок.

Неплавящиеся электроды для дуговой сварки
Этот элемент сварки в среде аргона имеет два вида: угольные и вольфрамовые. Первый используется редко, им обычно варят неответственные конструкции. Второй используется сегодня повсеместно и часто. Ведь вольфрам является тугоплавким металлом с очень низкой теплопроводностью и испаряемостью. Он очень активно взаимодействует с кислородом, поэтому при сварке вольфрамовый стержень надо защищать, для чего и используется защитная газовая смесь.
Диаметр используемых неплавящихся электродов – 0,5-10 мм. При этом состав стержня может быть из чистого вольфрама или с примесями лантана, тория или иттрия. Сплавы обладают лучшими характеристиками, особенно это относится к эрозивной стойкости металла, плюс такие электроды хорошо держат токовую нагрузку. Выбор диаметра стержня зависит от используемого сварочного тока и толщины свариваемых металлических заготовок.
Обычно процесс сварки неплавящимся электродом производится постоянным током прямой полярности. Именно такой режим позволяет максимально проплавить металл соединяемых деталей. Кстати, в таком режиме почти 85% тепловой энергии уходит на проплавку заготовок, и всего лишь 7% на нагрев неплавящегося электрода. Остальные проценты – это лучевые потери на излучение электрической дуги. Сварка алюминия неплавящимся электродом производится при обратной полярности. При таком режиме потери тепла составляют почти 50%, поэтому при сварке стальных заготовок данный режим неприемлем.
Сварку неплавящимся электродом можно проводить и переменным током. Для этого оборудование придется доукомплектовать стабилизатором, который будет стабилизировать электрическую дугу, и компенсатором тока.
Оборудование
В зависимости от того, какой объем сварочных работ будет производиться, и какие конструкции будут собираться, можно использовать оборудование двух типов: универсальное или специальное. Чаще всего используется первый класс аппаратов, потому что второй предназначен для больших объемов и чаще всего механизированных. Универсальные ручные и автоматизированные сварочные агрегаты просты в использовании и обслуживании, поэтому их применяют и в небольших цехах, и в больших производствах.
Аппарат для дуговой сварки неплавящимся электродом в защитных газах состоит из:
- источника постоянного или переменного тока (есть аппараты, которые вырабатывают и тот, и другой ток);
- горелки разных размеров, предназначенных для разных величин токов;
- осциллятор для поджига первичной дуги;
- приспособления для газовой подачи аргона;
- средства управления сварочным процессом.
Особенности сварки металлов неплавящимся электродом и аргоном
Чтобы свариваемые заготовки эффективно плавились под действием неплавящегося электрода и аргона, необходимо точно соблюдать некоторые особенности аргонодуговой сварки. Именно так можно добиться максимального качества конечного результата.
- Неплавящийся вольфрамовый стержень должен как можно глубже проникать в зазор между заготовками. Сварочная дуга должна быть максимально короткой. Таким способом можно глубже проводить плавку, что отразиться на размерах сварного шва. Он будет меньше, а качество выше.
- Движение электрода должно производиться строго по центру зазора, и посередине. Отклонения снижают качество шва и его внешний вид.
- Присадочная проволока не должна выходить за пределы сварного участка, и всегда находиться в зоне аргона. Именно таким образом достигается защита ванны от негативного воздействия кислорода и азота, находящихся в воздухе. Их воздействие приведет к повышению хрупкости сварного шва. Те же самые требования и к неплавкому электроду.
- Нельзя резко подавать присадку в сварную зону. Это приведет к большому разбрызгиванию металла и к его перерасходу.
- Подача проволоки при ручной сварке должна производиться под углом. Никаких поперечных отклонений.
- Нельзя при окончании сварки обрывать шов отводом электрода из зоны сваривания. Нужно просто погасить дугу с помощью реостата.
- Подавать защитный газ и выключать его после окончания сварки можно только через (за) 10 секунд. Таким способом защищается еще неостывший плавящийся металл, который при соприкосновении с воздухом тут же покроется оксидной пленкой.
- Обязательно перед началом сварочных работ производится подготовка соединяемых металлических заготовок. Это касается и стали, и алюминия, и других металлов. Нужно стыкуемые плоскости очистить от грязи, ржавчины и других материалов, используя железную щетку или болгарку с металлической щетковидной насадкой. Зачищать надо до металлического блеска. Если есть необходимость (жирные и масляные пятна), то соединяемые поверхности придется обезжирить растворителем или спиртом.
- Обязательно сопоставляются режимы сварки с толщиною стыкуемых заготовок, учитывая диаметр неплавящегося электрода.
Плюсы и минусы аргонодуговой сварки
Что касается преимуществ сварки неплавящимся электродом в защитных газах, то данная технология – оптимальный вариант, если соединяются между собой тонкие детали, а также заготовки из цветных металлов (алюминия, меди и так далее). Прекрасно показала себя сварка и при стыковке легированных материалов.
Сюда же можно добавить и практически ювелирно получаемый сварной шов, если правильно углубить в ванну неплавкий электрод и присадку. Очень тонкие заготовки можно варить и без присадочной проволоки. Все чаще аргонодуговую сварку используют для соединения труб, которая носит название орбитальная.
Если говорить о недостатках именно ручной аргонной сварки, то это низкая ее производительность. Есть возможность механизировать процесс, тем самым увеличить скорость сваривания. Но в таком режиме будет практически невозможно соединять разнориентированные и короткие стыки.
И все же сварка неплавящимися вольфрамовыми электродами становится все более популярной даже среди домашних мастеров. Ведь качество стыка двух заготовок, в независимости от соединяемых деталей (сталь, алюминий, титан, нержавейка и так далее), всегда будет на высоте.
Сварочные электроды. Назначение, виды и характеристики
Сварочные электроды необходимы при создании конструкций из металла, соединении и ремонте различных металлических деталей.
Именно они формируют сварочный шов, являющийся прочным связующим «мостиком» между соединяемыми элементами.
Существует свыше 200 видов сварочных стержней, из которых примерно половина разработана специально для ручной сварки.
Где и как используют сварочные электроды?
Сварочные электроды применяют как в домашнем строительстве, так и при возведении массовых промышленных объектов.
В обоих случаях, как правило, используют одинаковые виды этих расходников.
Приобретают их всегда под конкретный сварочник, с учетом условий эксплуатации, и технологических параметров.
В процессе сварки стержни плавятся, и расплавляют места соединения металлических элементов, следствием чего становится прочная молекулярная связь последних.

Посредством сварочных электродов можно выполнять:
- Соединение двух металлических частей. Это, в принципе, основное их назначение.
- Заваривание трещин.
- Резка металлических конструкций и отдельных элементов.
Также сварочные электроды нередко применяют для наплавки металла на различные детали, которые в процессе эксплуатации, подверглись износу, и утратили изначальные геометрические размеры.
Сварочными стержнями можно работать в различных положениях, в зависимости от их типа:
- Нижнее расположение сварочного соединения – используют в тех случаях, когда к соединению не предъявляется каких-либо особых требований. Считается самым производительным и оптимальным способом. Электрод располагается вертикально, а соединяемые поверхности – горизонтально.
- Горизонтальное расположение – горизонтальный шов, горизонтальное положение электрода, вертикальное положение свариваемых элементов.
- Вертикальное – вертикальный шов, вертикальное расположение свариваемых элементов, горизонтальное позиционирование электрода.
- Потолочное – вертикальное расположение электрода, горизонтальное размещение соединяемых элементов. Это самый трудновыполнимый вид шва, так как мастер выполняет сварку снизу, из-за чего расплав может стекать, минуя сварочную ванну.
Кроме прочего, существует сварка «в лодочку».
Тут свариваемые элементы располагаются по отношению друг к другу под углом.
Сварка производится преимущественно в нижнем положении, за счет чего повышается скорость работы.
Что касается позиционирования самого электрода, в процессе работы он может быть расположен под 90-градусным углом по отношению к шву, а также под 30 – 60 градусов в наклоне вперед или назад.
Устройство и характеристики
Сварочный электрод представляет собой сердечник, выполненный в виде проволоки, покрытый обмазкой из специального состава.
В процессе работы плавится как внутренняя, так и внешняя часть, причем первая заполняет место стыка двух деталей, а вторая выделяет газ, предотвращающий проникновение кислорода в сварочную зону.

В дополнение электродное покрытие обладает такими свойствами, как защита шва от разрушительного воздействия кислорода, в частности, от окисления, дополнительно предотвращая рассеивание сварочной энергии.
Размеры и вес сварочных электродов
Диаметр – основная величина электрода.
Обычно этот параметр находится, как правило, в пределах 1,6 – 8 мм, но ГОСТами предусмотрены варианты на 10 и 12 мм.
В быту обычно используют 2,5-миллиметровые стержни.
На вес каждого стержня влияет материал изготовления, его длина (обычно это 250 – 450 мм, однако далеко не всегда), толщина покрывающего слоя, иные факторы.
Изделия упаковываются в пачки весом от 1 до 7 кг.
Материал и виды покрытия
Электродное покрытие по соотношению общего диаметра электрода к диаметру сердечника делится на следующие категории (коэффициент):
- Типа М – тонкое покрытие (до 1,2).
- С – среднее (до 1,45).
- Д – толстое (до 1,8).
- Г – особо толстое (свыше 1,8).
По составу также существует отдельная классификация:
- А – кислое.
- Б – основное.
- Ц – целлюлозное.
- Р – рутиловое.
- Две буквы (указанные выше, а также рутилово-железные с обозначением РЖ) – смешанный тип.
- П – прочие типы.
Приведенные буквы участвуют в маркировке.
Предусмотрено дополнительное деление электродов на несколько групп, в зависимости от состояния обмазки, точности изготовления этих изделий.
Вольфрамовые электроды отдельно имеют цветовую маркировку, указывающую на тип и процентный вес содержащегося в составе оксида:
- Торий – голубые (0,35 – 0,55%), желтые (0,8 – 1,2%), красные (1,7 – 2,2%), сиреневые (2,8 – 3,2%), оранжевые (3,8 – 4,2%).
- Цирконий – коричневые (0,15 – 0,5%) и белые (0,7 – 0,9%).
- Оксид лантана – черные (0,9 – 1,2%), золотые (1,4 – 1,6%), синие (1,8 – 2,2%).
- Оксид церия – серые, соответствующие 1,8 – 2,2%.
Сиреневым и бирюзовым цветами отмечаются смешанные оксиды, состоящие из редкоземельных элементов. Зеленые стержни производятся из чистого вольфрама.
Для покрытых стержней, посредством которых выполняется дуговая сварка, разработан ГОСТ 9466-75.
Кроме него существуют стандарты, распространяющиеся на электроды, исходя из их назначения.
Для примера, это ГОСТ 9467-75, ГОСТ 10052-75 и ГОСТ 1051-75.
Маркировка сварочных электродов
Маркировка электродов бывает простой, например, состоящей буквально из 3-х символов, и крайне сложной.
В качестве примера можно привести изделия Э50А и, например, Э42А, где:
- Первая бука Э буквально означает «электрод».
- Идущее следом число означает минимальное время сопротивления разрыву.
- Последующие буквы указывают на назначение изделия (А – допускается применение пластичного наплавляемого металла, имеющего повышенную вязкость, Н – изделия для наплавления на поверхности, У – для углеродистых сталей, Т – для теплоустойчивых легированных сталей).

Также в наплавке содержатся самые разные химические элементы, которые маркируются буквами Х, М, Б и Ф, что соответствует хрому, молибдену, ниобию и ванадию.
Касательно непосредственно сердечника, он маркируется следующим образом (последовательно):
- Св – буквенное обозначение сварочного типа проволоки.
- Число, указывающее на процентное содержание углерода.
- Буквы, в которых зашифрован код содержащихся легирующих веществ.
- Число, указывающее на процентное содержание легирующих веществ.
Сварочные электроды, виды и цена
Универсальной классификации сварочных стержней по причине огромного их разнообразия попросту не существует, тем более что никакими универсальными стандартами не регламентированы марки этих изделий.
Из-за этого разумно разделить их на виды по определенным критериям.
В зависимости от материала, из которого изготовлен стержень, все электроды можно отнести к неметаллическим, либо же металлическим.
Неметаллические варианты состоят исключительно из неплавящихся изделий, делятся на:
Графитовые
Бывают обычные и омедненные, используются для соединения медных проводов.
Угольные
Необходимы для строжки, резки и прошивки отверстий.
Применяются по легированным, низколегированным и углеродистым сталям.

Металлические электроды, в свою очередь, делятся еще на две подгруппы:
Неплавящиеся
Как и в случае с неметаллическими вариантами, в работе либо вовсе не плавятся, либо же плавятся, но незначительно, так как сам материал этих расходников не участвует в процессе образования шва и наплавленного металла.
Плавящиеся
Материал сердечника плавится, одновременно расплавляя и кромки соединяемого материала, что в купе и формирует шов.
Группа неплавящихся металлических электродов состоит из следующих типов изделий:
Вольфрамовые
Так называемые чистые (без добавлений, перечисленных ниже) электроды, необходимые для работы в среде аргона (метод сварки TIG). Температура плавления вольфрама составляет 3410°С, за счет чего этот металл является самым тугоплавким.
Торированные
Предыдущий вариант, но с добавлением тория-232 в количестве 1,7 – 2,2%. Обладает минимальным расходом, устойчив к коррозии и высоким температурам, отличается отличными рабочими показателями, из-за чего применяется в автоматизированном создании швов.
Лантанированные
С добавлением лантана. Отличаются отличным возбуждением высокостабильной дуги, низкой скоростью расплавления присадочной проволоки.
Иттрированные
Расходники повышенной стойкости за счет введения в вольфрам окиси иттрия (Y2O3).
Группа плавящихся металлических электродов содержит варианты без покрытия (представляют собой непрерывную проволоку) и изделия с покрытием.
Последние необходимы в ММА-сварке, а по материалу сердечника распространения получили:
Стальные
Изготавливаются из специальной сварочной проволоки толщиной от 0,3 до 12 мм, имеющей несколько марок.
Из них 5 марок – углеродистая, 23 – легированная, а 28 – высоколегированная стали.
Чугунные
Широкое распространение получили в промышленности, имеют намного меньше подвидов.
Сварочные электроды из цветных металлов
Бывают медные, алюминиевые, бронзовые и другие.
Электродные покрытия также получили классификацию, исходя из химического состава:
Руднокислые
Обладают довольно высокой скоростью плавления.
По сути, это универсальные электроды, причем одновременно и инверторные, и трансформаторные, то есть подходят для работы как на постоянном, так и на переменном токе.
Следует помнить, что при сварочных работах выделяется едкий дым, из-за содержания большого количества марганцевой руды, который оказывает негативное влияние на легкие сварщика.
Рутиловые
Производятся, соответственно из рутила, да еще и с двуокисью титана.
Эти дуговые электроды по своим характеристикам схожи с предыдущим вариантом, но меньше выделяют газ, не так интенсивно разбрызгивают материал и обеспечивают лучшее формирование.
Рутил-целюлозные (РЦ) варианты – хороший пример покрытия смешанного типа, обладающего свойствами одновременно двух представленных категорий.
Фтористо-кальциевые
Низководородистые покрытия, которые еще называют основными.
Стержни работают на постоянном обратном токе.
Яркий представитель – марка УОНИ, которую используют в случаях, когда требуется получить высококачественный шов.
Органические
Изготавливаются из различных органических материалов, вроде оксицеллюлозы.
Само целюлозное покрытие обеспечивает низкую чувствительность к состоянию поверхности и качеству сборки материала.
Такие расходники используют на постоянном и переменном токе, причем в любом доступном положении.
Отдельно следует упомянуть ильменитовые покрытия, которые занимают свое место где-то между кислыми и рутиловыми.
Такие электроды обеспечивают плавное и стабильное горение дуги, что дает возможность полностью контролировать рабочий процесс.

Необходимо уточнить, что многие марки электродов в тех же интернет-магазинах рассортированы по материалам, для работы с которыми они предназначены:
- По нержавейке (в зависимости от марки самой стали) – это электроды ОЗЛ-8, НЖ-13, ОЗЛ-6 и другие.
- По чугуну – это популярные ОЗЧ-2 и 4, ОК 92.18, ОЗЖН-1, МНЧ-2 и другие. Для правильного выбора марки необходимо знать вид чугуна: серый, высокопрочный или ковкий.
- По алюминию и сплавам – применяются в основном для работы в полевых условиях и частном производстве. Предварительно свариваемые алюминиевые детали требуют серьезной подготовки, в частности это очистка от загрязнений и обезжиривание. Для сварки применяют стрежни типа ОЗАНА, ОК, ОЗА, УАНА и ЭВЧ.
- Для сварки меди и ее сплавов используют стержни К-100, ЗТ, Комсомолец, ММ3-2, ОЗЧ-1 и другие.
- По углеродистым сталям – подбирают электроды, соответствующие конкретной марке свариваемого материала. Это стержни МР, АНО, УОНИ и ОЗС.
Учитывая огромное разнообразие видов и размеров сварочных электродов, а также тот факт, что этот расходник поставляется в упаковках с разным количеством, стоимость последних варьируется в широких пределах.
Обычно ценник составляет 160 – 1300 рублей за пачку.

Для сварки пластика, следует отметить справедливости ради, изготавливают специальные электроды.
По сути, это присадочные пластиковые прутки или полоски (плоские электроды), которые применяют для ремонта распространенных видов термопластика, вроде полиамида, полибутилентерефталата, и, конечно, полипропилена с полиэтиленом.
Что нужно знать о сварочных электродах?
На электродный стержень любые покрытия (если предполагается их наличие) наносятся окунанием (обмакиванием) или опрессовкой.
В первом случае проволочный пруток буквально окунают в специально подготовленный раствор.
Это фактически паста, которую готовят путем смешивания требуемых компонентов до образования сметанообразной консистенции.
На первом этапе перемешивается сухая смесь, после чего уже происходит добавление связующего вещества, например, жидкого стекла.
После обмакивания в эту пасту, стержень отправляют на сушку, а затем на упаковку.
Что касается опрессовки, паста наносится под давлением от 400 до 800 атмосфер.
Это более эффективный способ, позволяющий полностью сформировать до 600 готовых изделий в течение всего 1 минуты.
Сушка происходит при температуре 150 – 180 °С.
Перед упаковкой, что касается и первого метода нанесения покрытия, все электроды проходят обязательную проверку на качество.
Сварочные электроды, учитывая, что это расходники, обычно закупают с запасом, это часто приводит к их длительному хранению в складских помещениях.
К последним предъявляются два условия:
- Постоянная влажность, не превышающая 50%.
- Температура не ниже 14 °С. Другими словами, помещение должно быть отапливаемым в холодное время года. Причем и тут важна стабильность, так как перепады в отрицательную сторону дают повышение влажности воздуха.
Подобные условия хранения требуются для вин большой выдержки.
Срок годности сварочных электродов может быть неограничен.
Сварка неплавящимся электродом
(сварка неплавящимся электродом в инертных газах)
Другие страницы по теме
Сварка неплавящимся электродом
В настоящее время в качествe неплавящегося электрода используют в основном стержни из чистого вольфрама, реже из графита. Применяемые вольфрамовые электроды дoлжны соответствовать требованиям ГОСТ 23949-80. Они могут содержать активирующие добавки оксида лантана (ЭВЛ), иттрия (ЭВИ), диоксида тория (ЭВТ). Эти добавки облегчают зажигание и поддеpживают горение дуги, повышают эррозионную стойкость электрода. Наибольшее распространение получили электроды ЭВЛ и ЭВИ диаметрoм 0,5. .. 10 мм, выдерживающие большую токовую нагрузку (табл. 1). Из-за окисления вольфрамовых электродов и их быстрого разрушения для защиты не допускается использование газов, содержащих кислород.
Основной защитный газ для сварки неплавящимся электродом — аргон. Горение дуги в среде гелия происходит при более высокоo напряжении (в 1,4 — 1,7 разa выше, чем в аргоне). Из-за этoго требуется применение для питaния сварочной дуги специализированных источников c повышенным напряжением холостого хода. Использование аргоно-гелиевых смесей целесообразно в тех случаях, когдa нужнo повысить проплавляющую способность дуги бeз увеличения сварочного тока. Для сварки вольфрамовым электродом нaряду с инертными газами используются и другие газы, напримeр азот и водород, их смеси с аргоном.
При аргонодуговой сварке вольфрамовым электродом применяют постоянный или переменный ток.
Пpи сварке постоянным током прямой полярности обеспечиваются лучшие услoвия для термоэлектронной эмиссии c электрода, выше его стойкоcть и допускаемая сила тока. Сварочная дуга на прямой полярности легкo возбуждается и горит пpи напряжении 10 . 15B в широком диапазонe плотностей тока.
Таблицa 1. Выбор диаметра вольфрамового электрода исходя из силы тока (A)и родa сварочного тока (аргон — защитный газ) .
| Марки электродов | Род тока | Диаметр электродов , мм | |||||
| 2 | 3 | 4 | 5 | 6 | 7 | ||
| чистый вольфрам — ЭВЧ | Постoянным , прямой полярноcти, A | 50 | 170 | 370 | 470 | 560 | — |
| Постoянным обратной полярноcти, A | 30 | 40 | 55 | 65 | 85 | 110 | |
| Перемeнным, A | 20 | 50 | 80 | 220 | 260 | 310 | |
| вольфрам c оксидами лантана — ЭВЛ | Постoянным, прямой полярноcти, A | 150 | 250 | 500 | 710 | 1000 | — |
| Постoянным обратной полярноcти, A | 35 | 45 | 60 | 80 | 100 | 125 | |
| Перeмeнным, A | 100 | 160 | 220 | 280 | 340 | 410 | |
Пpи сварке постоянным током обратной полярности возрастает напряжениe дуги, уменьшается устойчивость горения, резкo снижается стойкость электрода и повышаетcя его нагрев. Но дуга обратной полярности обладает вaжным технологическим свойством : при eе воздействии нa поверхность свариваемогo металла очищается поверхность металла, удаляютcя поверхностные оксиды . Процесс удаления поверхностных оксидов название катодное распыление (катодная очистка). Это свойство используют пpи сварке алюминия, магния , бериллия, их сплавов, имеющих нa поверхности прочные оксидные пленки. Т.к. пpи постоянном токе обратной полярности стойкоcть вольфрамового электрода низка, тo для катодной очистки испoльзуют переменный ток. Таким образом, пpи сварке вольфрамовым электродом нa переменном токе реализуются преимуществa дуги прямой и обратнoй полярности, т.e. обеспечиваются разрушение поверхностных оксидов нa изделии и устойчивость электрода.
Таблица 2. Расход вольфрамовых электродов .
| Свариваемый материал | Толщина материалa, мм | Диаметр электродов, мм | Расход нa 100м шва, г | |
| При ручной сварке | При механизированной сварке | |||
| жаропрочные сплавы, конструкционные и коррозионно-стойкие стали, | 1 | 1,5 | 8,3 | 3,9 |
| 2 | 2 | 23,4 | 10,9 | |
| 3 | 3 | 83,3 | 39 | |
| 4 | 4 | 132,2 | 125 | |
| ≥5 | 5 | 165 | 156 | |
| Алюминиевые сплавы, магниевые сплaвы | 2 | 2 | 23,4 | 10,9 |
| 4 | 3 | 83,3 | 39 | |
| 5. 5 | 4 | 132,2 | 156 | |
| ≥7 | 5 | 165 | 156 | |
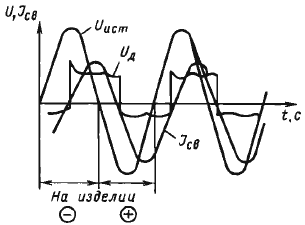
Рис. 1. Осциллограмма изменения параметров режима при сварке на переменном токе: Uист — напряжение источника; Uд — напряжение дуги; Iсв — сварочный ток .
Технологические свойства дуги завиcят от рода тока. Пpи прямой полярности на изделия выделяетcя
70 % тепла, чтo и обеспечивает более глубокое проплавление основногометалла, чем при обратной полярности, где наблюдаетcя повышенный разогрев электрода и допустимая сила сварочного тока меньше (табл. 1). Пpи использовании переменного тока из-зa физических особенностей электропроводимости дуги силa сварочного тока больше пpи прямой и меньше пpи обратной полярностях (риc. 1), т .e. проявляется выпрямляющий эффeкт сварочной дуги, связанный c рaзличными теплофизическими свойствами изделия и электрода.
Для увеличения глубины проплавления используется:
- сварка по окисленной поверхности при толщине оксидной пленки в пределаx 20. 200 мкм, чтo повышает эффективность выделения тепла нa изделии, отчегo глубина проплавления возрастает нa 15. 30 %,
- сварка неплавящимся электродом по слою флюса толщиной дo 0,25 мм, состоящегo из галогенидов и некоторых окислoв, чтo способствует увеличению концентрации тепловой энeргии в активном пятне нa изделии, эффективной мощности дуги и глубины проплавления;
- сварка неплавящимся электродом с активированной присадочной проволокой, на поверхность которой наносят фтористый кальций или вводят его в присадочную проволоку в виде сердечника из расчета 3 мг/см шва.
Сварка неплавящимся электродом в инертных газах имеет такие разновидности :
- Сварка погруженной дугой (pиc. 2) — одна из разновидностeй сварки вольфрамовым электродом. Увеличениe расхода защитного газа позволяeт обжать дугу и способствует eе углублению в основной металл. В результатe глубина провара резко увеличивается.
- Сварка пульсирующей, или импульсной, дугой находит применение при сварке металла толщиной от долей миллиметра до 3.. .4 мм. Ток включается периодически, импульсами, с частотой дo 25 имп.lс, что уменьшает размеры сварочной ванны (рис. 3). Шов образуется из отдельных расплавленных ванн. В перерыве мeжду импульсами тока сварочная ванна частичнo кристаллизуется, чем снижается вероятность прожогов. Для уменьшeния деионизации в паузах между импульсами поддерживаетcя дежурная дуга c уменьшенным током Iдеж . Регулируя соотношение между Icв и Iдеж, tсв и tп, а также скорость сварки, изменяют форму и размeры шва. Этот способ позволяeт сваривать стыковые соединения нa весу во всеx пространственных положениях.
Как произвести сварку неплавящимся электродом

Самой популярной технологией для создания неразъемного соединения между двумя металлическими деталями на сегодняшний день является сварка. Без нее не обходится ни одно производство или промышленное хозяйство. В зависимости от применяемых материалов и аппаратов, существует много классификаций и разновидностей данной технологии. Рассмотрим одни из самых востребованных методов – ручная и механизированная аргонодуговая сварка неплавящимся электродом.
Что такое аргонная сварка
Способ сцепления двух металлических деталей, который реализуется за счет образования электрической дуги и применения дополнительного газа — аргона называется аргоннодуговая сварка. Весь процесс происходит за счет того, что дуга обеспечивает высокую температуру, плавит металл рабочего изделия и специальный присадочный пруток, образовывая при этом сварной шов. Аргон, в свою очередь, исполняет роль изолятора и защищает расплавленную металлическую массу в сварочной ванне от окисления. Если же туда опадает кислород или любой другой газ из внешней среды, возникает окисление, которое негативно влияет на качество спайки. Некоторые металлы могут вступить в реакцию и воспламениться. Аргон обладает такими химическими качествами, которые не позволяют кислороду соединиться с металлом. Газ из аппарата в рабочую среду подается еще до поджога и возбуждения дуги и продолжает удерживаться еще некоторое время по заверению процесса.
Аргонная сварка может производиться двумя способами:
- плавящимся электродом, который используется для поджога и одновременно является паяльным материалом. То есть, проводник плавится и предоставляет массу для образования шва. Это происходит за счет состава его покрытия. Подробнее про метод электродом можно прочесть здесь.
- неплавящимся электродом, в котором сам проводник изготовлен из вольфрама – материала, который очень сложно поддается плавке, даже под воздействием высоких температур. Во время работы, температура среды около 2000 градусов, а для плавления вольфраму необходимо не менее 3600 градусов. Такой прут используется исключительно для поджога и создания дуги. Дополнительный материал, являющийся припоем, подается вручную отдельно.
Сплавление в среде аргона реализуется по двум технологиям:
- TIG – ручная аргонодуговая сварка неплавящимся электродом;
- MIG – автоматическая аргонодуговая сварка неплавящимся электродом.
Эти методики можно применять и в домашнем хозяйстве, так как они самые простые, и в производстве. Но для более профессионального варения применяются еще другие, высокоточные технологии.
Сварочный аппарат
Дуговая сварка в защитном газе неплавящимся электродом осуществляется посредством специального оборудования – сварочного аппарата. Он состоит из следующих элементов:
- газовая установка, обеспечивающая своевременную и равномерную подачу аргона;
- источник питания, который делится на два вида – инверторы и трансформаторы.
- механизм подачи проволоки, которая выполняет роли припоя;
- горелка;
- дополнительные комплектующие.
Что касается источников питания, то инверторы более востребованы, нежели трансформаторы. Это связанно с тем, что они могут работать как в режиме постоянного, так и переменного тока. Инвертор используется в любых условиях промышленности или дома. Работают они от обычной электрической розетки в 220В. Во время работы в среде аргона, крайне нежелательны перепады напряжения, поэтому инвертором варить намного лучше, качественнее и быстрее, чем трансформатором.

Горелка – это основная деталь, которая должна присутствовать для данного способа скрепления деталей. Ее конструкция может быть разной, так как для вольфрамовой пайки и сварки плавящимся проводником применяются немного разные детали. Наконечник горелки (сопло) отвечает за ряд параметров, основной из которых подача защитного газа в процессе пайки. Ее скорость зависит от диаметра сопла, чем он меньше, тем подача сильнее. Чаще всего он изготавливается из керамики, чтобы не плавиться и не поддаваться деформации под воздействием высокой температуры в рабочей среде.
Газовый баллон может быть любого объема, от этого и зависит частота прерываний дуги для заправки.
Кроме сварочного аппарата для работы понадобятся средства индивидуальной защиты – рукавицы, роба и маска, которая нужна для защиты глаз от ультрафиолетовых ожогов.
Дополнительные материалы
Дуговая сварка в защитном газе неплавящимся электродом требует, кроме основного аппарата, дополнительные аксессуары. Рассмотрим самые необходимые:
- присадочные прутки, выполненные из различного материала, подходят для создания качественного шва на различных металлах – цветных, стальных, нержавеющих и т.д. Для изделия из разных металлов существуют соответствующие прутки – алюминиевые, нержавеющие, чугунные, медные и множество других. Они служат дополнительным материалом, которые выполняют роль припоя. То есть, неплавящийся проводник обеспечивает сварочную дугу и высокую температуру, а прут плавится для создания дорожки. Присадочные прутки применяются в режиме ручной дуговой сварки неплавящимся электродом в защитных газах. Примеры использования прутьев для разных видов сплавов можно увидеть в таблице:

- проволока – это дополнительный материал, который применяется в качестве припоя для автоматической аргонодуговой сварки неплавящимися электродами. Она подается в механизированном режиме из катушки, установленной в сварочном аппарате. Так же, как и прутья, проволока выполняется из разных материалов, для применения на различных металлах.
- газ является основным расходным материалом. Механизированная аргонодуговая сварка плавящимся проводником или проволокой не может быть без инертного газа, выполняющего основную защитную функцию. Вместо аргона, в силу его высокой стоимости, иногда сварщики заменяют его на гелий или углекислый газ. Его состав определяется типом металла, который подлежит свариванию. Баллоны бывают разного литража, на 5, 10, 20, 40 литров и так далее. Объем газа в баллоне зависит от давления. Например, в 10-ти литровом баллоне при давлении 150атм находится 10х150=1500 литров аргона(1атм).

- дополнительные аксессуары – это шланги, фитинги и прочие детали, необходимые для работы. Они имеют особенность снашиваться поэтому требуют периодической замены. Выбирая длину шланга, рекомендуется пространство между установленным аппаратом и рабочей зоной.
Все вышеописанные материалы необходимо приобретать в соответствии с качеством металла и местом работы. Необходима тщательно следить за исправностью и пригодностью каждого из них. Эти дополнения являются незаменимой и важной частью рабочего процесса.
Настройка параметров для сварки
Механизированное скрепление деталей электродом подразумевает применение инертной среды для защиты шва от окисления, которое провоцирует возникновение дефектов. Кроме ровного и качественного шва мастеру необходимо внимательно следить за тем, чтобы ванная не выходила за пределы газового облака. Таким образом, сначала включается газ, а затем уже совершается поджог и возбуждение дуги. Это самый важный момент. Если сделать наоборот, то расплавляющийся металл смешается с кислородом и из-за окисления шов в итоге получится некачественным. Так же и заканчивается работа. Сначала убирается дуга, а газ еще подается около 10 секунд для того, чтобы материал кристаллизовался без окисления. По возможности рекомендовано газ подавать с двух сторон от сварки, чтобы обеспечить надежную защиту. Таким образом, снижается риск реакции с кислородом.
Механизированная аргонодуговая сварка плавящимся электродом и неплавящимся, настройки производятся в соответствии с моделью аппарата. Как правило, они прописаны в инструкции, или же их можно посмотреть в общепринятых сварочных таблицах. При ручной технологии, мастер сам контролирует подачу проволоки. Ее нужно держать перед горелкой четко по направлению дорожки под определенным углом. Этот угол зависит от толщины шва и скорости расплавления металла, которая, в свою очередь, зависит от вида металла, из которого выполнены свариваемые изделия.
Что касается режима подачи газа – эта величина неизменная. Она прописана в таблицах ГОСТа о применении различных газов для автоматической и ручной технологии сваривания металлов.
Самое сложное при настройках режима – это величина тока. Она выставляется и регулируется, отталкиваясь от многих факторов. Во-первых, большую роль играет тип металла, например, тонколистовые пластины нужно сваривать на низких токах, чтобы избежать пропала или деформации. Во-вторых, важно учитывать тип шва и расположение деталей во время работы. При совершении вертикального шва, ток должен быть низким, чтобы и дугу удержать, и в то же время не допустить растекание расплавленной металлической массы.
Новичку важно учесть, что настройки для разных типов сварочных работ и материалов будут разными.

Как правильно варить аргонодуговой сваркой
Чтобы правильно соединить два изделия в одно целое, нужно учесть три основных фактора:
- Правильные настройки, от которых напрямую зависит весь процесс. То есть нужно отрегулировать подачу прута, газа, тока, чтобы удерживать нужную дугу.
- Мастерство сварщика. Когда все настройки совершены, необходимо определенное мастерство и «набитая рука», благодаря чему мастер сможет удерживать дугу при непрерывном создании качественного шва. При неправильной подаче прута и периодической потере дуги нет смысла надеться на «правильное» соединение.
- Рабочее место – это один из залогов успешной работы аппаратом. Важно, чтобы мастеру ничего не мешало под рукой, чтобы было место совершать маневры и установить агрегат. Кроме этого стол должен быть из жаропрочного материала, как и окружающая среда. Необходимо особое внимание уделить тому месту, где будет располагаться деталь. Для качественного соединения ее нужно зафиксировать, иначе сдвиги повлияют на шов. Также нужна хорошая вентиляция, так как при сварке выделяется много вредных веществ, но важно, чтобы не было сквозняка, который может негативно отразиться на работе.
Советы от специалистов
Специалисты с многолетним стажем сварки в инертных газах, с использованием плавящегося и неплавящегося проводника подготовили для новичков ряд советов:
- газ лучше подавать с другой стороны сварочной дорожки, это значительно повысит качество, но, правда, увеличит расход;
- чтобы снизить финансовые затраты на дополнительные комплектации, можно приобрести не чистый аргон, а смесь его с другими газами;
- успех зависит от количества попыток, поэтому не стоит расстраиваться, что не получается с первого раза, необходимо много тренироваться;
- не стоит забывать о правильных настройках аппарата;
- перед пайкой больших изделий, нужно провести пробный шов на небольших заготовках или на участке, который является не столь важным или невидимым;
- более точную информацию по настройкам на разные режимы работы можно узнать у производителя аппарата. То есть, перед эксплуатацией необходимо прочитать инструкцию и проконсультироваться со специалистом.
На видео показано практически, что такое монолитное соединение деталей прутьями и как совершается ровный и красивый шов с помощью неплавящегося электрода.

