Выбираем сварочный инвертор для сварки алюминия
Как выбрать аппарат для сварки для алюминия?
Время чтения: 8 минут
Алюминий — один из часто применяемых материалов в современном производстве. Алюминий используется везде: от изготовления посуды до конструирования космических кораблей. Поэтому сварщики, способные качественно соединять детали из алюминия пользуются большим спросом. Но не стоит отрицать, что качество работ зависит не только от рук сварщика, но и от сварочного оборудования. Чаще всего применяется оборудование для сварки алюминия аргоном, она же TIG (ТИГ) сварка.

TIG сварка — это технология, которая отлично подходит для работы с алюминием. В ее основе лежит применение газа аргона и специального сварочного аппарата с функцией «TIG». В этой статье мы расскажем, как выбрать аппарат для сварки алюминиевых деталей и какой аппарат может упростить вашу работу.
Общая информация
На данный момент оптимальный сварочный аппарат для работы с алюминием (и нержавеющей сталью тоже) — это компактные полуавтоматы инверторного типа со встроенной функцией «TIG». Сейчас такие инверторные аппараты есть в ассортименте у любого популярного производителя: от «Ресанты» до «BlueWeld». Так что найти сварочный аппарат для сварки алюминия аргоном довольно просто даже в маленьком городе.
Выбор сварочного аппарата
Помимо наличия функции «TIG» обратите внимание на некоторые дополнительные особенности. В частности, хороший аппарат должен быть интуитивно понятен для мастера любого возраста и уровня подготовки. Все регулировки, кнопки и разъемы должны быть подписаны крупными буквами, чтобы даже пожилой человек с плохим зрением не испытывал затруднений при эксплуатации аппарата.

Аппарат должен генерировать сварочную дугу бесконтактным способом, дополнительно должна быть функция медленного потухания дуги. Нелишним будет возможность управления балансом полярности и режим импульсной сварки. Все эти функции не только упростят ваш труд, но и существенно ускорят его.
Моделей аппаратов, предназначенных для алюминия и нержавейки, очень много в продаже. Ассортимент действительно большой, поэтому перед покупкой определитесь с некоторыми нюансами, которые могут стать критичными.
Сила сварочного тока
Первое, на что нужно обратить внимание — это максимальная сила сварочного тока. От нее зависит толщина металла, которую вы сможете варить, и ваши возможности как мастера. У большинства более-менее серьезных моделей сила сварочного тока составляет 200 Ампер. И вам может показаться, что этого недостаточно. Но важна не столько цифра, сколько то, как аппарат распоряжается этой характеристикой. Вы можете взять для сравнения два аппарата с одинаковой силой сварочного тока, но кардинально разной стоимостью и результатом работ.
Например, аппарат BlueWeld PRESTIGE TIG 222 стоит более 2000$ и выдает 200 Ампер, тогда как Сварог PRO TIG 200 P DSP стоит 500$ и выдает те же 200 Ампер. Новичок наверняка подумает, что не стоит переплачивать за дорогостоящую модель от BlueWeld, поскольку она выдает такой же максимальный ток. Только вот при использовании начинается самое интересное.
Аппараты с одинаковой силой тока, но из разной ценовой категории, выдают кардинально различный результат. Аппарат подешевле справляется с работой, но не способен обеспечить такое же качество швов, как аппарат из высокой ценовой категории. Все дело в компонентах, используемых при конструировании аппаратов, и в дополнительном функционале. Модель от BlueWeld стоит дороже не только из-за того, что это известный бренд. Просто производитель использует более качественные комплектующие при его сборке и внедряет новые технологии. И так со многими аппаратами.
Класс аппарата
Исходя из нашего примера выше, нетрудно догадаться, что аппараты делятся по классам. Основные классы: бытовой, полупрофессиональный, профессиональный и промышленный. О промышленном мы не будем говорить, поскольку они не совсем относятся к теме нашей статьи. А вот про остальные классы мы поговорим подробнее.
Бытовые сварочные аппараты для алюминия стоят до 500-700$ и охотно покупаются домашними умельцами. Такие аппараты подходят для нечастого ремонта (в том числе кузова авто), для сборки небольших металлоконструкций (например, навеса) и прочих несложных работ. Это оптимальный вариант, если вам нужен аппарат на дачу или в гараж. Такие аппараты весят немного, поскольку состоят из небольшого количества компонентов. Легко чинятся и модифицируются.

Полупрофессиональные модели стоят до 1000-1200$ и от бытовых отличаются бОльшим функционалом, благодаря которому у сварщика появляется больше возможностей. Вес таких аппаратов больше, чем у бытовых моделей. Опять же, за счет увеличения функционала и появления дополнительных деталей. Полупрофессиональный аппарат подойдет для мастера с ИП, занимающимся выездными работами, или для маленькой мастерской.
Профессиональные аппараты стоят от 1200$ и до бесконечности (в зависимости от наглости производителя и продавца :)) Такие агрегаты способны на выполнение самых сложных сварочных задач и используются на крупных производствах или на дорогом СТО. Покупать такой аппарат для домашнего использования нецелесообразно, поскольку в таких условиях сложно раскрыть весь его потенциал.
Универсальность аппарата
Многие агрегаты для алюминия и нержавейки оснащены не только функцией TIG, но и функцией ММА. Это значит, что вы можете варить не только с применением аргона, но и с использованием обычных покрытых электродов. Проще говоря, это простая ручная дуговая сварка. Эта особенность превращает аппарат в универсального помощника. Тем не менее, не все модели оснащены этой возможностью. При выборе аппарата обращайте внимание, оснащен ли он сваркой TIG и MMA. Такие сварочные аппараты для сварки алюминия стоят немного дороже, но за универсальность все же стоит заплатить.
Габариты аппарата
Сварочные инверторы сами по себе довольно компактны в сравнении с трансформаторами или выпрямителями, которые активно использовались в 20 веке. Тем не менее, сварочный аппарат для TIG сварки обладает большим количеством функций, которые невозможно поместить в ультра компактный корпус. Не ждите, что функциональный сварочный аппарат по алюминию будет весить 5 кг, как бюджетные инверторы для ручной дуговой сварки.
Если аппарат для TIG сварки весит до 10 кг, значит он либо имеет ограниченный функционал в угоду габаритам, либо стоит очень-очень дорого. Аппараты для бытовой сварки с более-менее приемлемым функционалом весят от 20 кг и выше. Учитывайте это, поскольку помимо инвертора вам необходим еще газовый баллон и сварочные комплектующие, и все это необходимо как-то перевозить.
Для решения этой проблемы можно купить или собрать специальную тележку. Но тележка не поможет, если вам нужно завезти аппарат на дачу в переполненной электричке и с наступлением холодов отвезти обратно в квартиру. Так что обращайте внимание на вес и габариты аппарата при покупке.
Особенности сварки
Для сварки алюминия своими руками вам понадобится не только аппарат, но и знания. В рамках этой статьи мы не будем рассказывать во всех подробностях, как варить алюминий аргоном. Мы расскажем про основные нюансы, которые нужно учитывать, чтобы швы получились качественными.

Перед сваркой не поленитесь и уделите время тщательной подготовке металла. Обезжирьте поверхность, зачистите ее и удалите все следы загрязнений. Существует несколько способов зачистки, но самый простой — механический, с помощью обычной металлической щетки.
Сварочный инвертор для сварки алюминия должен быть правильно настроен. Учитывайте толщину металла и диаметр электрода. Для сварки используйте качественный аргон, присадочные прутки и неплавящиеся электроды.
Технология аргонодуговой сварки алюминия не так проста, как другие технологии, но вы можете добиться неплохих по качеству швов, если будете придерживаться нескольких правил.
Во-первых, присадочную проволоку необходимо располагать исключительно перед неплавящимся электродом. Не сзади, спереди. И вести ее нужно вдоль шва. При этом подавайте присадочный материал плавно и без резких движений, чтобы металл не разбрызгивался. Во-вторых, наилучших швов можно добиться при сварке в горизонтальном положении детали. Так что положите деталь горизонтально, если есть такая возможность. В-третьих, постарайтесь варить на короткой дуге. Это не просто, но когда-то ведь нужно учиться.
Вместо заключения
Подбирая аппараты для сварки алюминия и нержавейки, обращайте внимание не только на производителя и стоимость, но и на технические характеристики. Чем мощнее аппарат, тем больше возможностей у сварщика. Все аппараты для TIG зачастую работают с применением переменного тока и постоянного тока, так что вы сможете сами выбирать оптимальный режим сварки.
Отдельно обращайте внимание на настройку. Настройка сварочного аппарата во многом влияет на конечное качество работ. Подбирайте силу тока в зависимости от толщины металла, не покупайте газ у сомнительных организаций и практикуйтесь как можно больше. Так вы сможете достичь высот в сварочном деле.
А что вы думаете по этому поводу? Поделитесь своим опытом выбора и применения сварочного аппарата для сварки алюминия. Возможно, вы можете посоветовать определенные модели аппаратов, которые хорошо зарекомендовали себя в повседневной работе. Расскажите о своем опыте в комментариях ниже, он пригодится новичкам. Желаем удачи в работе!
Сообщества › Гараж Мечты › Блог › Подбираю бюджетный сварочник на алюминий

Вобщем все просто, нужно недорогой сварочник по алюминию для собственных нужд.
Пал выбор на вот такой
вот.
Комментарии 33

Avrora pro inter tig 200 ac/dc pulse, недавно приобрёл


На производстве уже лет пять пользуем. Хорошо зарекомендовал себя. Ну и год назад себе купил в гараж хороший апарат. Альтернатива говорят аврора но сам не пользовался.

Он с алюминием нормально справляется или только по нерже ?
На ютубе есть видео как им варят аллюминий. Посмотрите если несложно.
Он с алюминием нормально справляется или только по нерже ?
Вбей на ютубе сварог реал миг 200 оно почти в самом начале вылазиет.

О кстати, извините что залез в вашу тему, но раз об аппаратах пошла речь — что про сварог скажете, стоит брать или нет? Какая альтернатива есть лучше за эти же деньги?
Сварог реал миг 200

Переменки на нем нет.

Хочешь сваривать алюм —готовь 1000$ или смотри бу

Аргон на переменке.ток 400А.чтобы расплавить оксидную плёнку.
По бюджету, если это для себя любимого и не бизнес, то можно купить десяток электродов по аллюминию.а если нужно ювелирное исполнение, то разок можно и в сервис обратиться.или к друзьям.тратить на аппарат от 30 тыр рублей(от 500$)на пару раз поварить смысла нет.
Если для бизнеса:фрониус.от 70 тыр рублей.и более.обязательно с охлаждением и мокрый рукав.
А меньше 400 не пойдёт?
Подскажите где купить фрониус с переменкой за 70?
Можно и меньше.можно и меньше 120А.все зависит от толщины алюминия.
И не обязательно фрониус.но его дешевле всего в Австрии.а так где угодно, через любого посредника.
От 1000евро у меня на заводе стоят.многофункциональные.400 ампер применялось для сварки аллюминевых баков для газотурбинных электростанций.толщины от 20 мм до 40 мм с применением не разрушающих видов контроля.
Для промышленного производства или мелкосерийного выпуска чего нибудь по ИП-само то.надёжный, долговечный.
Но в гараже такой-просто перебор.
Можно и за 35 тыр купить.
Как выбрать сварочный аппарат для алюминия

Даже опытные сварщики, впервые сталкиваясь с соединением алюминия ручным дуговом способом, часто испытывают разочарование от качества шва. Если Вам понадобилось регулярно работать с таким «капризным» металлом, то наша статья поможет подобрать сварочный аппарат для алюминия, которым получится создавать качественные герметичные швы.
Особенности и сложности сварки алюминия
Сварка алюминия может понадобиться для заделки трещины в поддоне картера ДВС или коробки передач. Нередко так ремонтируют размерзшийся блок «рубашки» охлаждения двигателя. Аппараты для сварки алюминия востребованы в химической и пищевой промышленности, изготовлении емкостей, коллекторов, фильтров и других изделий.
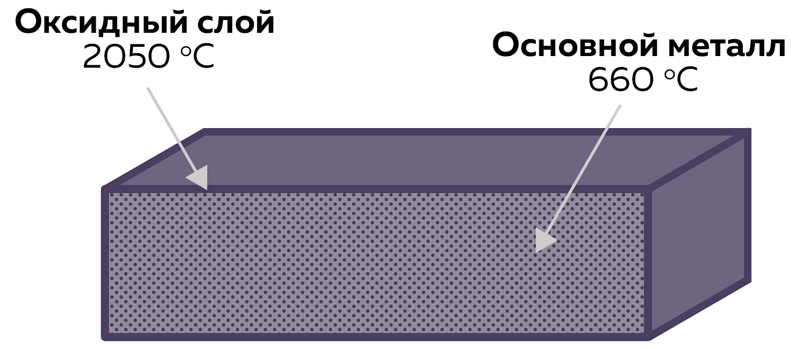
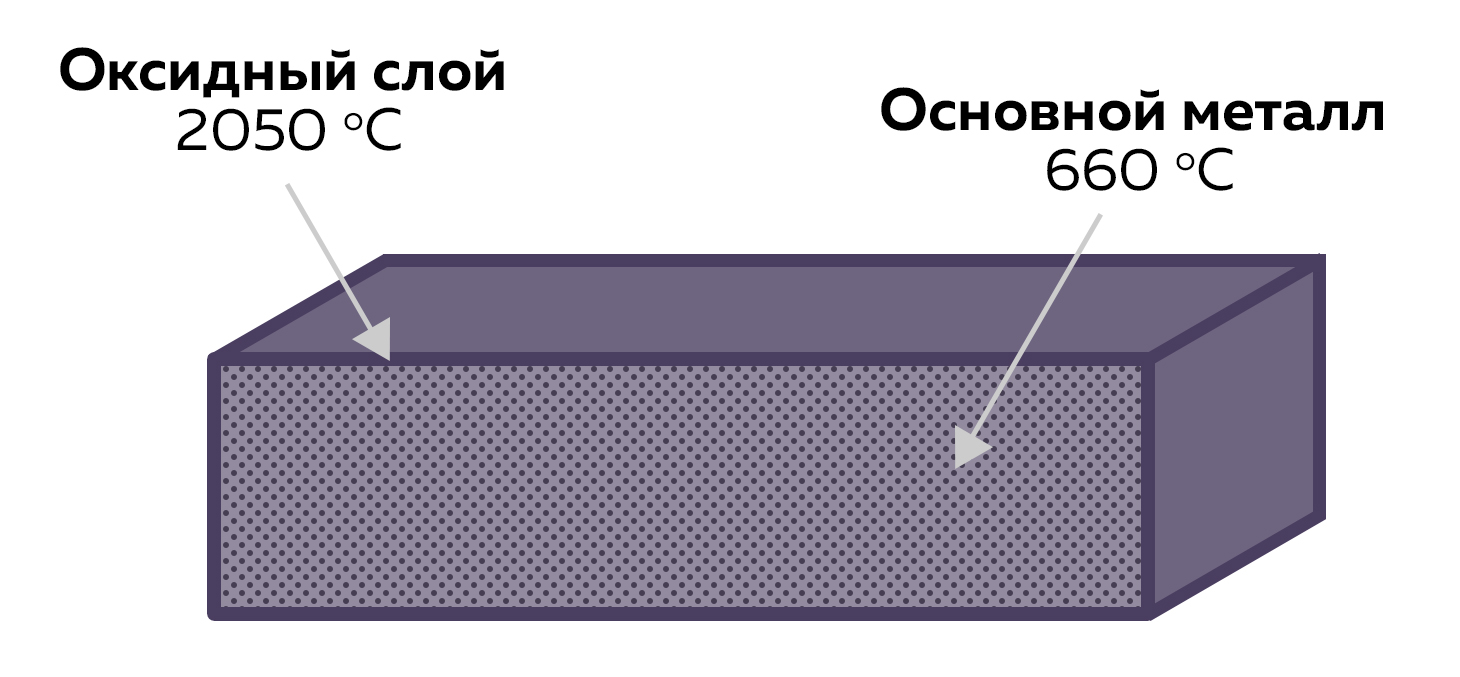
Но алюминий и его сплавы AlMn, AlSi, AlMg хуже свариваются за счет главной особенности — наличия тугоплавкого оксидного слоя на поверхности. Температура его плавления составляет 2044 градуса, тогда как метал под ним течет уже после 660 градусов. Это составляет основную проблему, поскольку малая сила тока не способна проплавить наружный слой, и присадочный металл ложится на поверхности. Большая сила тока приводит к сквозным прожогам. Поэтому классические технологии для сварки алюминия не подходят.
Среди других трудностей в работе с этим металлом следующие:
- Малая разница между температурой плавления и застывания. Алюминий становится текучим при 660 градусах. Но если ему дать остыть всего на 15-20º С, то он уже начинает кристаллизоваться. Требуется аппарат для сварки алюминия, который сможет поддерживать рабочий ток в таком диапазоне, чтобы можно было формировать шов.
- Повышенная теплопроводность. Распространение тепла по алюминию происходит в 5 раз быстрее, чем у малоуглеродистой стали. Сварочная ванная быстро остывает, а деталь может значительно покоробится на большой площади даже от маленького шва.
- Сохранение цвета в расплавленном виде. При сварке черных металлов сварщику легко контролировать состояние сварочной ванны и количество подаваемой присадки, поскольку она становится ослепительно белой, в отличие от красного шлака. Алюминий не меняет цвет в жидком виде и сварщику сложнее визуально понимать насколько сформирован шов.
- Повышенная усадка. После остывания наплавленные валики металла могут значительно просесть, что образует ямки в шве и потребуется повторная наплавка сверху.
- Взаимодействие с внешней средой. При контакте с окружающим воздухом алюминий испаряет водород, что приводит к крупным порам в структуре шва. Давление воды или другой жидкости такое соединение не выдержит. Необходима защита сварочной ванны от внешних газов.
- Повышенная текучесть. В расплавленном состоянии алюминий похож на воду — направлять жидкий металл горелкой сложнее, особенно при ведении шва в наклонной плоскости. Еще это приводит к ускоренным сквозным прожогам.
Первые швы у начинающих сварщиков на алюминии всегда плохие. Постепенно проблема решается тренировками на практике. Но первостепенное значение здесь играет правильный выбор сварочного аппарата, рассчитанного на соединение алюминия.
Какой аппарат лучше всего подходит для сварки алюминия
Поскольку в продаже существуют покрытые электроды с алюминиевым сердечником, то, кажется, самым дешевым способом сваривать этом металл является ручная дуговая сварка при помощи инвертора. Но в действительности ММА сварка по алюминию позволит лишь соединить две стороны металла наложенными сверху каплями присадки.
Прочный и герметичный шов здесь не получится. Для качественного соединения потребуется сварочный аппарат для сварки алюминия с режимами MIG или TIG. У каждого из них есть свои особенности, что следует учесть при выборе.
Использование аппаратов MIG/MAG для сварки алюминия
МИГ сварка — это применение полуавтоматов, в которых сварочная проволока непрерывно подается по каналу прямо в горелку. Второй кабель с зажимом крепится непосредственно на изделие. Замыкание проволоки о поверхность заготовки приводит к возбуждению электрической дуги. Параллельно газ из сопла изолирует сварочную ванну от внешней среды.


- высокая скорость сварки;
- хорошая видимость происходящего в сварочной ванне;
- вторая рука сварщика свободна, чтобы поддерживать заготовку или держаться на высоте;
- можно создавать непрерывные длинные швы;
- после окончания процесса нет шлаковой корки.

- Дороговизна самого оборудования. Еще есть дополнительные расходы на защитный газ (смесь аргона и углекислоты).
- Алюминиевая присадочная проволока тонкая и гибкая, поэтому сильно «гуляет» и сварщику труднее направлять ее.
- Если часто требуется чередовать сварку черных металлов и алюминия одним полуавтоматом, то смена стального канала в горелке на тефлоновый занимает много времени.
- Шов от полуавтомата на алюминии неоднородный по ширине. Если он расположен на лицевой стороне заготовки, то нужна последующая механическая зачистка.
Какие функции должны быть у полуавтоматов для алюминия
Соединять алюминий можно не любыми полуавтоматами. Оборудование для сварки должно обладать следующими функциями:
Hot Start. Эта функция называется «Горячий старт», потому что позволяет накладывать качественный шов с первых миллиметров соединения. Для этого на проволоке поддерживается высокий показатель холостого хода (80-90 В), а сила тока сперва подается чуть выше основного.
Для алюминия это полезно быстрым прогревом поверхности и разрушением оксида. Благодаря этому эффекту шов начинает формироваться сразу, без налипания валиков присадки сверху. На профессиональных аппаратах можно настраивать значение регулировки «Горячего старта», чтобы определять насколько он будет «горячим».
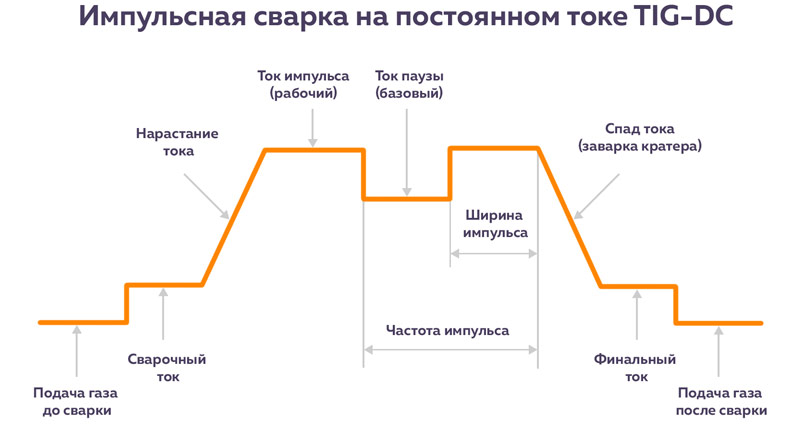
Pulse. Эта функция выдает не ровный базовый ток, а содействует его чередованию. В результате получается амплитуда, где происходит нарастание тока до рабочего импульса, а затем пауза со спадом. В момент пикового напряжения плавится оксид, а в период паузы обеспечивается спокойное вплавление присадочного металла с минимальным количеством брызг.
На профессиональных полуавтоматах можно регулировать как частоту импульса, так и его длину, что позволяет настроить сварку в зависимости от толщины алюминия и вида его сплава. Функция актуальна особенно для тонкого металла, чтобы избежать перегрева поверхности и образования сквозных дыр.
Dable Pulse. Удваивает предыдущий эффект. Кроме амплитуды, чередующей базовый и основной ток, присутствует колебательное нарастание и спад пикового тока. Такая функция еще больше повышает качество сварки алюминия вплоть до капельного переноса металла. Минимальное тепловложение не дает перегреть заготовку и деформировать ее. Швы получаются тонкими, но глубокими, а скорость сварки возрастает.
Использование аппаратов TIG для сварки алюминия
ТИГ сварка алюминия проводится при помощи инвертора, выдающего переменный ток.
В одной руке у сварщика горелка с вольфрамовым электродом. Ее касание о поверхность детали, к которой подключена масса, приводит к образованию электрической дуги. Вольфрам не плавится, поэтому длина электрода не меняется. Для сварки алюминия применяется круглая форма заточки стержня.
Во второй руке сварщика присадочная проволока, подающаяся в сварочную ванну для увеличения высоты шва и придания крепости соединению. Из горелки выходит защитный газ аргон, предотвращающий контакт с внешним воздухом.
Плюсы TIG для сварки алюминия
- шов получается плотным и герметичным;
- не требуется механическая обработка;
- отсутствуют поры в структуре;
- можно выполнять узкие швы 2-3 мм в ширину.
Минусы TIG для сварки алюминия
- повышенный расход средств на присадочную проволоку и газ;
- низкая скорость сварки;
- высокая стоимость оборудования;
- можно создавать только короткие швы;
- игла быстро покрывается брызгами и ее форму нужно править;
- при сварке листового алюминия 1-2 мм толщиной, требуется подложка для предотвращения провалов разогретого металла.

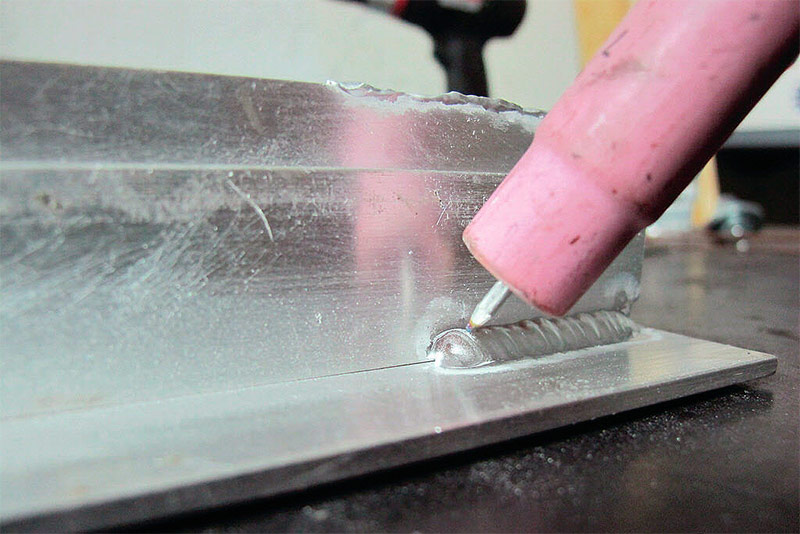
Качество швов, которое можно получить при сварке алюминия при помощи TIG сварки.
Какие функции должны быть у инверторов TIG для алюминия
Хотя любой инвертор можно оснастить вентильной горелкой для ТИГ сварки, но качественно соединить алюминий аргонодуговым методом получится только при наличии следующих функций:
Pulse. Играет такую же роль, что и в полуавтомате. Сокращает тепловложение и не дает прогореть жидкотекучему материалу. Профессиональные аппараты поддерживают настройку волны пульса. Прямоугольная волна дает глубокое проплавление и высокую скорость процесса. Треугольная позволяет легко сваривать тонкие листы алюминия с минимальной передачей тепла. Скругленная волна облегчает контроль сварочной ванны для равномерного провара ответственных соединений. Синусоидальная дает мягкую дугу с широким захватом сварочной ванны, но не глубоким проваром.
Пред и пост газ. Запускает на 2 с предварительную продувку защитного газа, чтобы вытеснить окружающий воздух с места начала сварки. Подает аргон после прерывания дуги в течение 3-10 секунд, давая нормально кристаллизоваться сварочной ванне без вмешательства кислорода.
Переключение на переменный ток. Вести ТИГ сварку инвертором можно только на переменном токе. Для этого обязательно в характеристиках аппарата должно быть обозначение AC/DC.
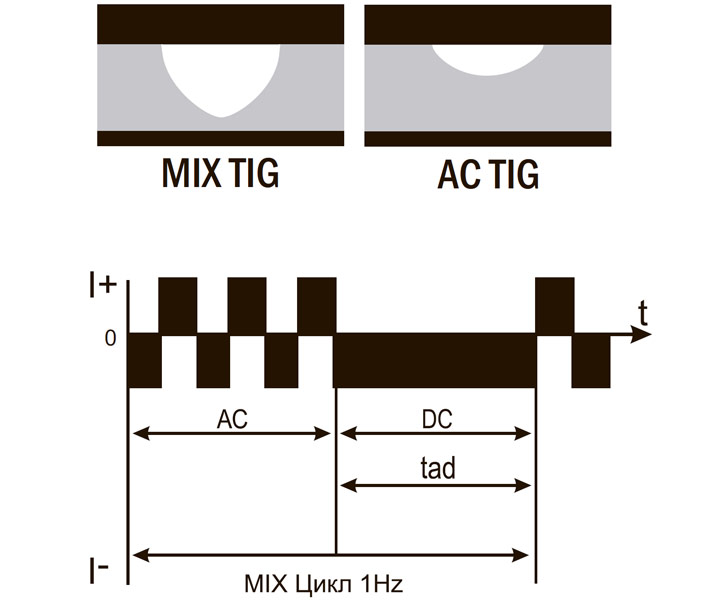
MIX TIG. Этот режим чередует воздействие на материал постоянного и переменного тока. Сперва в работу вступает AC, который разрушает своей частотой оксидную пленку. Затем он сменяется на DC, обеспечивающим глубокий провар с равномерным распределением присадочного металла. Эта функция особенно практична, когда требуется соединить алюминий, толщиной 2 и 7 мм между собой.
Регулировка баланса. Позволяет устанавливать частоту автоматической смены полярности напряжения, что при положительном значении продлевает срок службы вольфрамового электрода и повышает глубину провара, а при отрицательном показателе снижает тепловложение и защищает от прожогов и деформаций.
Изучив требования к аппаратам для сварки алюминия, Вы без проблем сможете подобрать сварочное оборудование для своей автомастерской, цеха или гаража.
Виды оборудования для сварки алюминия
Каким требованиям должен отвечать аппарат для сварки алюминия, какие оборудования виды существуют, обо всем подробно в нашем материале.

Алюминий — очень «капризный» металл при сварочных работах. Малейшее несоблюдение в технологии или неправильно подобранное оборудование с расходниками и результатом становиться некачественное соединение с испорченным изделием.
Каким требованиям должен отвечать аппарат для сварки алюминия, существующие виды оборудования и нужные функции в работе с «крылатым» металлом, обо всем подробно в нашем материале.
Требования алюминия к технологии
Проблема алюминия скрывается в его химических и физических свойствах. Этот металл даже без нагрева постоянно окисляется под воздействием кислорода из окружающего воздуха, то есть на его поверхности находиться пленка с окисла. Такое свойство одновременно и плюс, и минус для вещества. Положительный момент — это защита от коррозионных разрушающих процессов.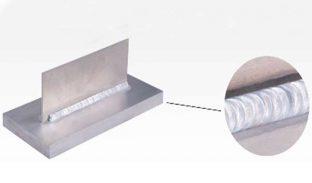
Минусы проявляются при попытке соединить алюминиевые детали сварочным способом. Образующаяся пленка имеет более высокую температуру плавления, чем сам металл и, покрывая сварочную ванну, она попросту не позволяет качественно проварить заготовки.
Выходов может быть два. Первый — сварочное оборудование должно во время работы перекрыть доступ кислорода к зоне варки. А второй — нужна способность, которая будет разрушать пленку окислов при наложении шва. Если не соблюдать эти технологические требования, то шов будет некачественным или вообще не получиться.
На этих принципах и построен сварочный аппарат по алюминию. Он либо использует защитную атмосферу, которая перекрывает поступление кислорода к расплавленному алюминию (аргонодуговое сваривание), или же разрушает оксидную пленку путем выставления правильного режима (постоянный ток, обратная полярность) оборудования.
Итак, чем варится алюминий и какие должны быть требования к оборудованию?
Аппараты аргонодуговой сварки
Технология соединения металлов под защитой газа (аргона или гелия) позволяет сделать «чистый» от окислов шов. Аргон попросту вытесняет атмосферный воздух из зоны сваривания и металл кристаллизируется в чистом виде.
Однако, кроме защиты, используются дополнительные процессы по разрушению пленки окислов. Чаще всего — это применение неплавящихся вольфрамовых электродов с соответствующими токовыми настройками или полуавтоматическая сварка.
Рассмотрим каждый из этих видов аппаратов по отдельности.
Ручная аргонодуговая (TIG) сварка
Наиболее распространенными являются сварочные инверторы с возможностью подключения газового оборудования.
Аппарат можно использовать в обычной комплектации для электродуговой сварки, но, подключив горелку с подачей аргона и вольфрамовым электродом, он превращается в оборудование для сварки алюминия. Кроме этого нужны соответствующие регулировки, чтобы настроить прибор для работы с таким материалом.
Аппарат для сварки алюминия должен иметь следующие возможности.
- Функцию увеличения стартового тока (наличие осциллятора). В аргоновой атмосфере дуга либо плохо разгорается или же вообще не поджигается. Увеличенный стартовый ток в два раза решает эту проблему.
- Точные настройки основного тока, который регулируют в соответствии с толщиной заготовок. При низком или слишком большом показателе металл не проваривается или прожигается.
- Регулирование подачи газа. Для качественного соединения алюминиевых деталей выставляют нужный расход аргона (около 10-12 литров). Также потребуется так называемая подача газа после сварки, когда металл застывает в защите.
Положительными качествами аппаратуры аргонодуговой сварки являются:
- Аргон вытесняет воздух и не позволяет окисляться алюминию, при этом сам не вступает в реакции с металлом.
- Использование неплавящихся электродов значительно снижает количество дыма и шлака. Шов намного проще зачистить.
- Очень качественное соединение алюминиевых деталей.
- Точные настройки прибора допускают сваривание слишком тонких заготовок.
- Практически нет деформаций деталей, так как сильный нагрев идет только в зоне варки.
К негативным моментам можно отнести относительно недешевые оборудование и расходные материалы (газ, вольфрам, и присадочная проволока). Но при этом можно варить любые алюминиевые изделия в домашней мастерской.
Полуавтоматическое TIG оборудование
Работы построена на подаче проволоки, которая плавит металл и расплавляется сама, формируя при этом шов. Для работы с алюминием такие аппараты также имеют функцию подключения подачи аргона для вытеснения воздуха из зоны варки.
Однако, кроме защитной атмосферы, такие приборы имеют другое преимущество — импульсный принцип работы.
Проволока подается механизмом в сварочную ванну, ее кончик расплавляется под воздействием дуги и образуется капля расплавленного металла. В этот момент увеличение импульса организует давление, под которым частичка расплава как бы вдавливается в поверхность.
Такое импульсное сваривание позволяет получить более качественный шов, по сравнению с другими видами оборудования.
Сварочный полуавтомат с возможностью тиг варки должен обладать следующими функциями.
- Как и при ручном сваривании, к полуавтомату должно подключаться оборудование подачи газа.
- Такой прибор также нужно точно настраивать на соответствующий ток и полярность.
- Обязательно выставляют скорость подачи проволоки и объем расхода газа.
- Наличие осциллятора для увеличения начальной силы тока, позволяющей зажигать дугу в атмосфере с аргона.
- Можно варить очень тонкие алюминиевые заготовки (толщиной от 0,5 мм).
- Сварной шов получается очень высокого качества, более ровный и без наплывов.
- Сварочная проволока имеет необходимые присадки и добавки для усиления прочностных характеристик соединения.
- Во время работы образуется меньше дыма и гари, а шов не загрязняется шлаком.
Из негативных качеств можно назвать довольно недешевую стоимость всего оборудования. Также для работы с такой сваркой нужен опыт работы, а новичку потребуется изначально научиться технике и приемам сваривания алюминия полуавтоматом.
Однако полуавтоматическая тиг сварка на сегодня остается лучшим из доступного оборудования для домашних мастерских.
Сварка алюминия без аргона
В качестве оборудования для сваривания алюминия без аргона используется сварочный инвертор или трансформатор с применением специальных электродов.
Какими качествами должно обладать такое оборудование?
- Инвертор должен иметь функцию переключения с переменного тока на постоянный. Все инверторы работают с переменным током, но повышают его частоту.
- При использовании трансформаторного оборудования потребуется дополнительный выпрямитель. Сварка такого устройства тоже работает на переменном токе и не имеет встроенных возможностей его переключения.
- У прибора должна быть возможность смены полярности. Алюминий без аргона варят только на обратной, когда кабель держателя ставят на плюс, а массу — на минус.
- Сварочное оборудование должно обладать достаточной мощностью.
Инвертор с такими возможностями сможет варить алюминиевые изделия, но с использованием специальных электродов.
Положительными качествами такого оборудования является возможность варить сталь и, в то же время, некоторые цветные металлы. Такое оборудование более дешевое в сравнении с приборами тиг сварки.
Однако при этом нужно иметь очень большой опыт таких сварочных работ, покупать специальные электроды и тщательно готовить детали перед их соединением.
Как выбрать оборудование для сварки алюминия
Однако, при надобности покупки сварочного прибора, стоит обращать свое внимание на пункты, указанные в описаниях к каждому из видов.
Главные принципы таковы:
- Возможности регулировать и переключать режимы тока: от самых низких настроек к высоким (максимально допустимая сила должна быть хотя бы 250 А).
- Главное для обычного инвертора ручной дуговой сварки — наличие функции смены полярности и перевод прибора на постоянный ток.
- У сварочных аппаратов с указанной TIG функцией должна быть возможность подключения горелки с подачей аргона. Это минимум. Но желательно, чтобы он имел настройки подачи газа и различных режимов.
- Полуавтоматы, кроме всех указанных возможностей, должны регулировать подачу проволоки.
- Для всех видов аппаратов важно то, кем оно сделано. Очень много дешевых китайских производителей, которые не имеют лицензий на выпуск продукции. Ведущими марками такого оборудования были и остаются ESAB, KAISER, TESLA, RESANTA и другие.
Без опыта лучше всего перед покупкой обратиться к опытному сварщику, который поможет подобрать для Вас требуемое оборудование и укажет на нужные функции.
Если у Вас есть опыт по выбору, приобретению и использованию сварочного аппарат для варки алюминия, поделитесь им в блоке обсуждения этой статьи.
Как выбрать аппарат для сварки алюминия
Алюминий – распространенный конструкционный металл. Нередко умельцы ремонтируют детали дома, в гаражах, небольших мастерских автосервиса. Качество швов зависит не только от квалификации сварщика, его опыта, но и от оборудования. Производители предлагают много моделей разной стоимости. При покупке аппарата для сварки алюминия важно учитывать некоторые нюансы. Смотреть не только рабочие параметры генератора, но и регуляторы. Надписи на них должны быть крупными, чтобы не приходилось надевать очки. Хороший аппарат интуитивно понятен, рассчитан на мастера любого уровня подготовки и возраста.

Особенности сварки алюминия
При выборе сварочного аппарата по алюминию для мастерской учитывают особенности алюминиевых сплавов. На производстве при монтаже конструкций используют устройства для аргонной сварки. Это связано со свойствами металла: он плавится при небольшой температуре – всего 660°С, но на поверхности образуется тугоплавкая пленка оксидов, которую можно пробить нагревом до 2200°С. Степень разогрева алюминия сложно определить на глаз – металл не меняет цвет, сварщику сложнее следить за ванной расплава.
Способность алюминия активно окисляться негативно отражается на качестве шва. Для защиты ванны расплава используют аргонную атмосферу. Облако инертного газа оседает над рабочей зоной, препятствует доступу воздуха. Для работы с алюминием нужно оборудование для подачи защитного газа. При заделке трещин, небольшом ремонте эффективно использовать аргоновую сварку TIG с применением вольфрамового неплавящегося электрода, поддерживающего дугу. Шов образуют наплавочной проволокой. В частных владениях, садах, гаражах чаще приходится ремонтировать сталь, поэтому необходимо предусмотреть возможностью ручной электродуговой сварки с обычными плавящимися электродами (ММА).
Аппараты по способу сварки
Из всей линейки сварочных аппаратов с аргоном самыми надежными считаются инверторы, способные преобразовывать переменный ток частотой в 50 Гц в постоянный или высокочастотный переменный до 50 кГц. К моделям для TIG режима подключается газовое оборудование.
Хороший вариант мастерской – инверторный аппарат с полуавтоматическим режимом и подачей аргона. Есть универсальные модели для всех режимов сварки сразу: ручной дуговой, аргоновой, им также пользуются как полуавтоматом.
Ручные компактные инверторы ММА приобретают для бытовых целей. К аппаратам дополнительно докупают горелку с держателем для тугоплавкого электрода, газовую смесь. Получится универсальный сварочный аппарат, для алюминия он тоже подойдет.
Параметры выбора аппарата для сварки алюминия
Любой аппарат аргонодуговой сварки перед работой настраивают. На какие параметры стоит обратить внимание.
Силовые характеристики тока
Алюминий варят на переменном токе высокой частоты, лучше, если ток импульсный, дуга будет стабильной. Для сварки толстостенных заготовок необходим ток в пределах 250 А. У большинства инверторов максимальный показатель 200 ампер, ими тоже варят толстые заготовки, если это устройство с большим КПД, набором дополнительных функций, обеспечивающих качество швов.
Категория инвертора
На прилавках есть бытовые, полупрофессиональные, профессиональные сварочные аппараты, которыми варят алюминий:
Бытовые генераторы тока компактные, их легко переносить с места на место. Они запитываются от стандартной сети 220 В. Их приобретают для небольшого объема работ. В напряженном режиме простые инверторы долго не работают, выходят из строя.
У полупрофессиональных моделей обязательно есть дополнительные функции, несколько режимов сварки. Это оборудование тяжелее, к нему больше комплектующих. Аппараты приобретают для небольших частных мастерских.
Профессиональные сварочные аппараты рассчитаны на большую нагрузку, для личных целей, выездных работ их приобретать нецелесообразно.
Функциональность
Приобретая аппарат с функцией ММА, можно будет варить алюминий и другие металлы: углеродистые и легированные стали, медь, латунь. Аппараты для сварки ММА/ТIG удобны в небольших мастерских и для личного пользования.
Полуавтоматы удобны для работы с тонкостенным металлом, их приобретают для автомастерских, где проводят кузовной ремонт. Универсальные устройства 3 в 1 расширяют диапазон использования оборудования. Ими варят не только алюминий, но и другие капризные металлы в режиме ручной, электродуговой, полуавтоматической сварки. В них есть система подачи защитного газа в рабочую зону. Стоимость оборудования высокая. Он окупится при большом объеме выездных работ или в мастерской. Его используют при монтаже металлоконструкций, а том числе из алюминия.
Вес
Легкие инверторы, в пределах 5–10 кг, рассчитаны на небольшой ток, они с небольшим набором функций. Для сварки алюминия они не подойдут. Разумеет, есть дорогие компактные модели для состоятельных мастеров. Для бытовой и выездной сварки нужно выбирать оборудование не менее 20 кг весом с учетом комплектующих: газового оборудования, баллона.
Настройки
Новичкам полезно знать, для чего каждая из настроек предназначена, как она работает:
- регуляторы тока с таймером в автоматическом режиме снижают силу рабочего тока;
- форсаж дуги обеспечивает быстрый розжиг;
- реле начальной подачи газа устанавливает временной интервал до наддува защитной атмосферы;
- таймер подачи газа отключает наддув защитной атмосферы через определенное количество времени;
- переключатель прямой и обратной полярности меняет знак потенциала на прижимной клемме;
- балансир импульсного режима регулирует интервал между токовыми импульсами.
Настройки ускоряют процесс сварки, повышают производительность работы. Шов, сделанный на алюминии полупрофессиональным инверторным аппаратом, будет прочным, качественным. Контролируя дугу по ширине и частоте импульсов, легче контролировать рабочую зону, формировать ровный наплавочный валик.
Заключение
При выборе сварочного аппарата для сварки алюминия в первую очередь учитывают силовые характеристики. Тонкие детали варят на небольших токах. Для заделки трещины в 5 мм деталях потребуется не меньше 200 А. Для работы в домашних условиях необходимо выбирать устройства, которыми можно будет варить другой металл. Инвертор должен генерировать прямой и переменный импульсный ток высокой частоты. Можно будет выбирать разные режимы работы. Настройки влияют на качество швов, но и платить за лишние функции бессмысленно при небольшом объеме работ.
Обзор аппаратов для сварки алюминия
Что такое сварка алюминия и ее особенности
Алюминиевые сплавы широко используются во всех отраслях промышленности и сферу услуг. Мы сталкиваемся с ними каждый день. Сварка – это самый распространенный способ обработки алюминия.
Сварка алюминия сильно отличается от сварки обычных черных металлов, стали и чугуна. Алюминиевые сплавы имеют существенно другие физико-химические свойства, при температурах плавления в металле происходят совсем другие процессы. Поэтому технология сварки алюминия отличается от технологии сварки черных металлов. Соответственно для сварки алюминиевых сплавов требуется специальное оборудование.
Особенности протекания сварочных процессов:
- Температура плавления алюминиевых сплавов существенно ниже, чем у сталей и чугунов. Это важно учитывать в сварочном цикле во избежание сквозных прожигов металла.
- У различных сплавов алюминия температура плавления и застывания находится в достаточно широком диапазоне. Например, температура плавления большинства алюминиевых сплавов находится в диапазоне 635-657 °С, а температура застывания для них же уже 646-477 °С. Это может создавать дополнительные сложности при настройке сварочного цикла для каждого конкретного сплава.
- При взаимодействии с кислородом воздуха алюминий склонен образовывать на поверхности оксидную пленку (окисляться), поверхность металла при этом становится темнее. А температура плавления этой оксидной пленки значительно выше, чем у основного сплава, около 2000 °С. Это делает невозможной сварку алюминия установкой для обычной дуговой сварки.
- Нагретый и расплавленный алюминиевый сплав не меняет своего цвета, таким образом, визуальный контроль температуры, которым широко пользуются для черных металлов (цвета побежалости) с алюминием невозможен. Это усложняет работу сварщика, так как становится значительно сложнее контролировать текучесть металла при сварке.
- У алюминия и его сплавов существенно выше теплопроводность, по сравнению с черными металлами. Она в 5-6 раз больше чем у обычной углеродистой стали. Это приводит к очень быстрому остыванию сварочной ванны после прекращения подвода теплоты и затрудненному прогреву металла на начальных этапах сварки.
Для большинства аппаратов предназначенных для сварки алюминиевых сплавов характерно использование переменного тока. Работа ведется в среде защитного газа (как правило, аргона или его смесей), от чистоты и которого зависит качество, размер и пористость шва. Также широко используются специальные режимы, в которых комбинируется постоянный и переменный ток, регулируется баланс тока, импульсные режимы, при сварке алюминия полуавтоматами — двойной импульсный режим, в сварочный цикл добавлены режимы прогрева, заварки кратера и многое другое.
Виды оборудования для сварки алюминия
В настоящее время существует множество технологий и специальных режимов для сварки алюминиевых сплавов. Выбирая установку для сварки алюминия, хорошо бы знать, что происходит в каждом конкретном режиме со сварочной дугой, сварочной ванной, как меняются характеристики дуги, какие проблемы решает та или иная технология, функция, режим и какой результат в итоге может получиться.
MIG/MAG сварка – это полуавтоматическая сварка постоянным током в среде защитного газа, обычно с обратной полярностью (на проволоку подается положительный ток). В качестве электрода используется плавящаяся проволока, которая специальным устройством автоматически подается в зону сварки. Защитный газ. Как правило, используется аргон или смеси с его высоким содержанием. Защитный газ уменьшает количество образовывающейся оксидной пленки, уменьшает разбрызгивание металла, делает сварочный шов менее пористым, более однородным и прочным. Установки для сварки алюминия без возможности подключения защитного газа сейчас практически не используются, так как не обеспечивают достаточного качества сварки.
Важные функции, на которые стоит обратить внимание при подборе оборудования для сварки алюминия в режиме MIG/MAG:
- Горячий старт (Hot Start). Его суть в том, что сразу после поджига дуги на некоторый промежуток времени устанавливается большая, чем базовая сила тока. Благодаря этому можно быстро прогреть металл до нужной температуры и приступить к основной сварке. Часто используется при сварке черных металлов большой толщины. Для алюминиевых сплавов горячий старт необходим практически во всех случаях из-за высокой теплопроводности алюминия. Возможность регулировки силы тока горячего старта и его длительности позволяет начать качественную сварку сразу с первых миллиметров шва.
- Импульсный режим (Pulse). Это необходимый минимум для сварки алюминия. Сварка постоянным током в режиме MIG/MAG. На основной базовый ток накладываются импульсы высокого тока. Базовый ток поддерживает стабильное горение дуги и температуру сварочной ванны. Импульс высокого тока пробивает тонкую пленку оксидов, переносит каплю металла с конца проволоки в сварочную ванну, формирует сварочный шов. Благодаря возможности настроить параметры теплопередачи, удается сваривать алюминий практически без брызг, работать с проволокой большого диаметра и выполнять сварку сложных пространственных швов.
- Двойной импульсный режим (DPulse). Основа этого режима – это обычный импульсный режим. Но в двойном импульсном режиме при постоянном базовом токе, величина тока импульса также циклично изменяется, нарастает, а затем убывает. Есть регулировка частоты смены тока, регулировка силы тока и длительности второго импульса. Это режим обеспечивает стабильный капельный перенос металла. На этом режиме можно получать еще более качественный сварочный шов, сваривать тонкие листы металла малыми токами с гарантированным отсутствием сквозного прожига, минимизировать коробление и тепловые деформации деталей за счет точного контроля тепловложения. Можно получать аккуратный сварочный шов чешуйчатой формы по качеству и внешнему виду близкий к TIG сварке и комфортно выполнять качественную сварку потолочных швов.
TIG сварка – это режим сварки металлов при помощи неплавящегося вольфрамового электрода с прямой полярностью в среде инертного газа, как правило, чистого аргона или его смесей. Обычно алюминий сваривают на переменном токе (AC) или в комбинированном режиме (MIX-TIG).
Важные особенности режимов сварки алюминиевых сплавов при TIG сварке, на который нужно обратить внимание при подборе оборудования:
Выбираем аргоновый сварочный аппарат для дома: рейтинг лучших моделей
Аргоновая сварка представляет собой усовершенствованный вариант традиционной. Главное отличия этого метода – использование во время работы газа аргона. Аргоновый сварочный аппарат используют не только при профессиональной сварке, но и при работах в квартире или на приусадебном участке. Поговорим более подробно об отличительных особенностях метода и о выборе аппарата для дома.
Принцип аргоновой сварки

Во время обычных сварочных работ к обрабатываемому металлическому предмету подключают один электрический провод, а к электроду – второй. При их контакте образуется электрическая дуга. Она представляет собой сгусток плазму, который обладает очень высокой температурой, способной расплавить металл. Он плавится, в результате чего происходит соединение нескольких деталей между собой.
Однако подобная методика имеет один существенный недостаток – металл в месте обработки сильно окисляется, взаимодействуя с кислородом. В результате сварочные швы становятся менее прочными.
Для борьбы с этой проблемой был создан аргоновый аппарат. Принцип работы устройства в том, чтобы защитить обрабатываемую поверхность от химически активных веществ (например, кислорода, содержащегося в атмосфере), ее покрывают другим веществом. В его роли выступает аргон. Он относится к группе инертных газов. Их отличительная особенность – неспособность вступать в химические реакции с другими веществами.
Следовательно, если над заготовкой будет расположен слой этого газа, он:
- Не допустит попадания на ее поверхность атмосферного кислорода.
- При этом сам не вступит с ней в реакцию.
В силу своих физических свойств и конструкции оборудования аргон образует своего рода защитный купол над свариваемым местом.
Устройство аппарата и сфера его применения

Устройство
Аргоновый сварочный аппарат состоит из следующих узлов:
- Основной блок. Представляет собой трансформатор, который подключается к бытовой электрической сети на 220 Вольт. Увеличивает напряжение и силу тока, подаваемые на электрод, чтобы смогла образоваться дуга. Также преобразует переменный ток в постоянный.
- Держатель электрода. Является усовершенствованной версией традиционного держателя электрода. Помимо стандартного крепления имеет газовое сопло. В него по специальному патрубку поступает аргон. С помощью сопла он равномерным слоем покрывает обрабатываемую заготовку, защищая ее от воздействия кислорода.
- Переносной блок управления. Электронный прибор, который подключается к основному блоку. Он позволяет регулировать напряжение и силу тока на электроде. На большинстве моделей аппаратов через него проходит аргон, поэтому интенсивность подачи газа настраивают чаще всего тоже здесь.
Сфера применения
Аргоновые аппараты применяют как в профессиональном строительстве, так и в домашних условиях. На сегодняшний день в свободной продаже можно найти множество компактных и простых моделей, которые предназначены исключительно для домашнего использования.
Как выбрать
 При выборе оборудования для аргоновой сварки следует обратить внимание на целый ряд важных параметров!
При выборе оборудования для аргоновой сварки следует обратить внимание на целый ряд важных параметров!
Параметры выбора оборудования:
- Возможность тонкой настройки
Интенсивность дуги должна регулироваться. При этом должны быть доступны значения от самых маленьких до самых больших. Это обеспечит возможность работы с различными материалами. Если дугу невозможно будет «убавить» до минимума, то обработка тонких металлических листов (не толще 1,5 мм) будет недоступна. Если вы планируете сваривать тонкие металлические листы, то аппарат должен позволять уменьшать силу тока до 80 А и меньше.
- Наличие импульсного режима
В некоторых аппаратах электрическая дуга не постоянна, а возникает с определенной периодичностью. Интервалы между ее возникновениями составляют тысячные доли секунды. Такой режим работы показал большую эффективность, чем традиционный. Он лучше перемещает расплавленный металл, не требует контакта электрода с обрабатываемой заготовкой, уменьшает риск возникновения окислений на швах.
- Система защиты
Если человек раньше не имел опыта сварки, то он обязательно будет допускать ошибки на начальном этапе. Самая распространенная – несвоевременное отделение электрода от заготовки, которое приводит к «залипанию». Оно может вызвать не только поломку оборудования, но и нанести вред здоровью. Поэтому аппарат должен иметь систему защиту, которая автоматически его отключает в подобной ситуации.
- Отзывы реальных владельцев
Производитель техники не всегда сообщает о проблемах при ее использовании, нюансах эксплуатации, недостатках. Это обусловлено стремлением продать как можно больше своей продукции. Поэтому перед покупкой не будет лишним ознакомиться с отзывами людей, которые уже владеют оборудованием. Также можно изучить обзоры и рецензии независимых специалистов.
- Мощность
Если вы планируете работать с металлическими заготовками большой толщины, то оборудование должно иметь силу тока не менее 200 А.
- Наличие возможности работы с переменным током
Сталь, медь и железо сваривают с использованием постоянного тока.
Однако некоторые металлы им обрабатывать нельзя.
В частности, это касается алюминия, а также сплавов с магнием.
Дело в том, что они способны окисляться самостоятельно, даже без участия кислорода, следовательно, аргон их защитить не может.
Постоянный ток этому способствует.
Рейтинг лучших моделей
Ниже представлено несколько аргоновых сварочных аппаратов, которые хорошо себя зарекомендовали в работе.
Gigant TIG-200

Gigant TIG-200 – это недорогой доступный сварочный аппарат. Он стоит в диапазоне от 15 000 до 17 000 рублей, поэтому доступен почти каждому.
Вот основные технические характеристики этого устройства:
- Максимально возможная мощность 7 100 Вт.
- Максимально возможная сила тока 200 А.
- Общие размеры 45 x 25 x 33,5 см.
- Источник питания бытовая электрическая сеть с напряжением 220 В.
- Масса 10 кг.
 Имеется импульсный режим, существенно повышающий эффективность работы прибора
Имеется импульсный режим, существенно повышающий эффективность работы прибора
Держатель имеет воздушный радиатор, который эффективно его охлаждает и предотвращает перегрев.
Корпус основного блока имеет защиту уровня IP21S. Это означает, что отверстия, которые там расположены, невозможно просунуть пальцы или другие схожие по размерам предметы, а также что оборудованию не страшно попадание мелких брызг воды на внешнюю поверхность.
Поддерживается технология TIG (то есть возможно использование как постоянного, так и переменного электрического тока). Это существенно расширяет область применения Gigant TIG-200, делая возможной работу с большинством существующих сплавов.
Аппарат имеет две комплектации:
- С защитными перчатками.
В последнем случае его стоимость будет на 300-400 рублей больше.
FUBAG INTIG 200 AC/DC PULSE

FUBAG INTIG 200 AC/DC PULSE – это дорогой профессиональный сварочный аппарат. Стоит он недешево – цена на это устройство составляет порядка 70 000 рублей.
Вот какими техническими характеристиками обладает это устройство:
- Максимально возможная мощность 6 600 Вт.
- Максимально возможная сила тока 200 А.
- Общие размеры 54 x 24 x 30 см.
- Источник питания бытовая электрическая сеть с напряжением 220 В.
- Масса 10,5 кг.
Оборудование имеет возможность переключения в импульсный режим электрической дуги. При этом возможна как двухтактная, так и четырехтактная работа. Также доступно переключение на функционирование с использованием переменного тока.
В отличие от Gigant TIG-200, FUBAG INTIG 200 AC/DC PULSE не имеет защиты от брызг воды, поэтому использовать во время дождя или в условиях возможности намокания технику нужно с очень большой осторожностью.
Охлаждение держателя осуществляется за счет эффективного воздушного радиатора.
Сварог TIG 180 DSP PRO W206 00000091580

Сварог TIG 180 DSP PRO W206 00000091580 – это сварочный аппарат средней ценовой категории от отечественного производителя.
Вот его основные технические характеристики:
- Максимально возможная мощность 5 000 Вт.
- Максимально возможная сила тока 200 А.
- Общие размеры 36,5 x 13,5 x 27,7 см.
- Источник питания бытовая электрическая сеть с напряжением 220 В.
- Масса 6 кг.
Аппарат имеет защиту уровня IP21, которая предохраняет его от попадания мелких брызг воды и попадания в корпус посторонних предметов.
Отличительная особенность модели Сварог TIG 180 DSP PRO W206 00000091580 – возможность уменьшения силы тока всего до 10 А. Это позволяет эффективно работать с тонкими заготовками, толщина которых составляет 1,5-2 мм.
 Доступен импульсный режим дуги (двухтактный или четырех тактный).
Доступен импульсный режим дуги (двухтактный или четырех тактный).
Еще одно достоинство Сварог TIG 180 DSP PRO W206 00000091580 – малый вес, который составляет всего 6 кг. Габариты прибора тоже невелики. Это дает возможность взять оборудование в любое место, а также без труда транспортировать его не только в автомобиле, но и в общественном транспорте.
Средняя стоимость Сварог TIG 180 DSP PRO W206 00000091580 в российских магазинах составляет 25 000 рублей.
Вывод
Аргоновая сварка представляет собой методику соединения металлических заготовок с помощью электрической дуги с использованием аргона. Она позволяет избежать окисления швов. Для нее используют специальные сварочные аппараты. Применяют метод не только в строительстве, но и в быту. При выборе аргонового сварочного аппарата нужно обратить внимание на его мощность, возможность тонкой регулировки силы тока, режимы работы, возможность использования переменного тока, степень защиты.
Читайте также другие полезные статьи:
Видео-обзор: что такое аргоновая сварка и как выбрать аргонодуговой аппарат
Какой сварочный аппарат для сварки алюминия и дюралюминия выбрать новичку
 Процесс сварки алюминия и дюралюминия имеет несколько особенностей, которые нужно учитывать как при работе, так и при подборе оборудования для нее. Во-первых, алюминий представляет собой достаточно капризный материал, поэтому, выполняемая своими руками сварка алюминия требует достаточного опыта в этом вопросе.
Процесс сварки алюминия и дюралюминия имеет несколько особенностей, которые нужно учитывать как при работе, так и при подборе оборудования для нее. Во-первых, алюминий представляет собой достаточно капризный материал, поэтому, выполняемая своими руками сварка алюминия требует достаточного опыта в этом вопросе.
Что же касается инструмента, то сварочный аппарат для сварки алюминия должен обязательно быть инверторным. Также аппарат «тиг сварка алюминия» должен обладать удобными для перевозки в автомобиле габаритами и иметь ручки для переноса. Желательно, чтобы к аппарату шел осциллятор для сварки алюминия.
В целом же, любому инверторному полуавтомату под силу выполнение такой работы как алюминиевая и дюралюминиевая сварка. Поэтому, для новичка дальнейший выбор оборудования должен основываться на нижеописанных особенностях сварки алюминия.
Особенности сварки алюминия
В виде защитного газа при работе по сварке алюминия необходимо использовать аргон или для толстых материалов его смесь с гелием. Также понадобится алюминиевая проволока для сварки со сплошным сечением. Особое внимание следует обратить на горелку аппарата – ее шланг должен быть прямым и длиной до 3-х метров, т.к. алюминий очень мягок.
Для уменьшения трения сварочной проволоки, следует заменить канал в горелке на тефлоновый, специально предназначенный для сварочных работ полуавтоматом по алюминию.

Если имеющейся длины шланга недостаточно, а приближение инвертора невозможно, наряду с полуавтоматом можно использовать оснащенный более длинным кабелем подающий механизм. Это приспособление позволит использовать лишь саму горелку, удалившись на нужное расстояние от самого сварочного аппарата. И не стоит беспокоиться о вероятности возникновения залома — она очень мала.
Тиг сварка алюминия предполагает использование специальных контактных наконечников, предназначенных именно для этих целей. Их отверстие намного больше, нежели у наконечников, предназначенных для других металлов. Это объясняется способностью алюминия расширяться при нагреве больше, чем другие материалы.

Осторожно, сложности
О том, как происходит сварка алюминия, видео можно увидеть ниже. Мы же акцентируем ваше внимание на основных сложностях, возникающих при сварке алюминия. Первой проблемой, с которой сталкивается тиг сварка алюминия полуавтоматом, является образование оксидной пленки. Алюминий имеет температуру плавления намного меньшую, чем оксидный слой, поэтому, чтобы пробить пленку и расплавить алюминий, нужна импульсная сварка.
Алюминиевая и дюралюминиевая сварка происходят с вероятностью прожога свариваемой детали, поскольку алюминий обладает большой теплопроводностью. Поэтому, его следует хорошо прогревать перед началом сварочных работ.

- Зачистка алюминиевой детали – это обязательное условие для проведения такой процедуры, как сварка алюминия, видео с инструкциями по сварке, которое вы найдете в нашей статье, начинается именно с этой процедуры. Это позволит в какой-то степени разбить возникшую пленку и затем ускорит работу. Но! Начинать саму сварку нужно не позже суток со времени зачистки.
- Очень важно чтобы в процессе сварочный аппарат для сварки алюминия сохранял постоянную длину дуги. Ее длина для работы с алюминием должна лежать в диапазоне 12-15 мм, иначе могут возникнуть проблемы. При меньшей длине дуги образуется прожог, при большей – произойдет несплавление. Точное значение этого параметра зависит от толщины и состава сплава материала.
- Поскольку алюминий обладает большой теплопроводностью, то он подвержен быстрому остыванию, и, в результате – затвердеванию. Поэтому, могут возникнуть определенные сложности по заварке кратера в завершении сварочного шва. Поэтому, начинающим сварщикам для работы с алюминием будет необходим сварочный аппарат с функцией, дающей для разогрева детали больший ток в начале работы, и низкий ток – в конце для заварки кратера. Не лишним при этом будет осциллятор для сварки алюминия.

Вообще, для такого умения как сварка алюминия, впрочем, как и для любого другого, необходима практика. С ней придет не только полное понимание самого процесса, но и понимание того, что в имеющемся богатом ассортименте современных сварочных аппаратов необходимо разобраться для качественного выполнения работы.
Поупражнявшись некоторое время на доступных материалах, вы обязательно сможете овладеть техникой сварки алюминия и составить для себя понимание вопроса аппаратуры.
Еще по этой теме на нашем сайте:
- Сварка чугуна электродом — видео процесса
Чугун представляет собой железоуглеродистый специальный сплав, который отличается высоким содержанием углерода (2,14%). Благодаря этому в сравнении с другими сталями он находится в свободном состоянии. К.
Сварка нержавейки электродом — процесс сварки нержавеющей стали
Согласно принятой классификации, нержавеющая сталь относится к высоколегированным сталям, которые обладают высокой коррозионной устойчивостью. В её составе основным легирующим компонентом является хром, содержание которого колеблется.
Сварка аргоном — видео, как правильно производится аргонная сварка
Перед началом работы стоит внимательно просмотреть «Аргонная сварка. Видео» для того, чтобы понять преимущества её использования, нюансы самого процесса, а также самые распространённые ошибки, которые.
Ручная дуговая сварка — видео и принцип работы сварочного аппарата для начинающих
Метод РДС – это самый распространенный и доступный метод сварки штучным покрытым электродом. В инструкции ручная дуговая сварка видео хорошо видно, что этот метод отличается.
Выбор аппарата TIG АС/DС #1

 Тема закрыта
Тема закрыта
#1 timel25
Добрый день, вы не могли бы подсказать что лучше купить для сварки алюминия до 4 мм.
Хочу купить Brima tig 250 AcDc. Есть ли какая практика работы с этой установкой?
- Наверх
- Вставить ник
#2 kav
Добрый день, вы не могли бы подсказать что лучше купить для сварки алюминия до 4 мм.
Хочу купить Brima tig 250 AcDc. Есть ли какая практика работы с этой установкой?
- 0
- Наверх
- Вставить ник
#3 Zubas
Помогите выбрать сварочный TIG-аппарат, я новичок в этом деле.
Но есть некоторые требование что мне нужно:
1. Сварка глушителей толщина металла до 6мм (сталь и нержавейка), сварка колектаров (чугун)
2. Сварка алюминевых труб толщиной до 2-5 мм.
Нужен не дорогой (бытовой), так как работать будет в неделю вообщем 1-2часа.
Подскажите и комплект нужных принадлежностей.
ЗАРАНЕЕ БЛАГОДАРЕН.
- 0
- Наверх
- Вставить ник
#4 Чудак
- 0
- Наверх
- Вставить ник
#5 Zubas
Вам идеально подойдёт инвертор на 160А, они как правило укомплектованы сварочными кабелями,он идеально подойдёт для быта как новичку так и профи Сейчас на рынке свар.оборудования большой выбор и разные цены. При выборе инвертора надо знать какое у вас напряжение в сети + к тому. что вы указали.
- 0
- Наверх
- Вставить ник
#6 tig
- 0
- Наверх
- Вставить ник
#7 Zubas
Zubas, тема которую Вы открыли уже неоднократно подымалась на этом форуме. Попробуйте не ленится а просто почитать разделы «О сварке в общем» или «Сварка своими руками».
Кстати, знаки припинания еще никто не отменял. Ваше последнее сообщение лично мне просто не понятно.
- 0
- Наверх
- Вставить ник
#8 alek956
Тоесть гнилого , тонкого железа ?
Если так , то Вам нужен Полуавтомат для тонких металлов , ММА для сварки чугуна электродами , ТИГ для качественной сварки нержи и аллюминия .
- 0
- Наверх
- Вставить ник
#9 Zubas
Тоесть гнилого , тонкого железа ?
Если так , то Вам нужен Полуавтомат для тонких металлов , ММА для сварки чугуна электродами , ТИГ для качественной сварки нержи и аллюминия .
- 0
- Наверх
- Вставить ник
#10 alek956
Вот сдесь дешевый ПА , просточайник ссылку давал , только придется балон СО2 покупать , редуктор , горелку . http://websvarka.ru/. st=0
Что касается ТИГ , ММА — это типа китайцев ТИГ-160, 202 , — смотря какой ток нужен . К ним нужен только балон Аргона и редуктор , да еще кабель с держаком для электродов .
- 2
- Наверх
- Вставить ник
#11 tig
- 0
- Наверх
- Вставить ник
#12 Zubas
Мне это дорого, мне в 500 уе влезть надо.
- 0
- Наверх
- Вставить ник
#13 alek956
- 0
- Наверх
- Вставить ник
#14 tig
- 1
- Наверх
- Вставить ник
#15 Zubas
- 0
- Наверх
- Вставить ник
#16 Zubas
- 0
- Наверх
- Вставить ник
#17 alek956
- 0
- Наверх
- Вставить ник
#18 Balbes
- 3
- Наверх
- Вставить ник
#19 pro100chaynick
.Если у аппарата нет автоматической регулировки заданного значения сварочного тока в зависимости от расстояния от электрода до свариваемого металла, рекомендую задуматься.
Если у аппарата нет автоматического прерывания тока при замыкании электрода, рекомендую задуматься.
Если нет автоматической регулировки тока возбуждения дуги, рекомендую задуматься
Если нет корректора мощности (корректора PIC фактора), рекомендую задуматься
Если источник выполнен по схеме полного моста, его ремонт будет влетать Вам в копеечку.