
Выбор электрододержателя для ручной дуговой сварки. Держатель своими руками
Как выбрать хороший электрододержатель — виды, обзоры
Электрододержатель необходим для установки и крепления электрода, токоподвода и перемещения стержня при электродуговой сварке. Мы расскажем, как выбрать лучший, на что обратить внимание. Обзор держателей Кедр, Esab и Сибртех.

Электрододержатель входит в комплект к сварочному аппарату. Его функция заключается в удержании электрода в нужном положении в процессе сварки и обеспечении токоподвода в рабочую зону. От качества аксессуара будет зависеть надежность сварного соединения, образование дефектов, производительность и безопасность работ.
Конструкции постепенно совершенствовались, изменялись внешний вид и принцип фиксации, но всегда ценилось удобство и надежность крепления. Сварщики используют как старые, так и новые модели зажимов. Их можно подбирать на свое усмотрение и использовать с любым сварочным аппаратом. К тому же они периодически выходят из строя, потому что контактируют с плавящимся стержнем. Сварочный держак легко заменяется и переставляется благодаря своей универсальности.
Классификация сварочных держателей
На рынке оборудования производители предлагают держатели электродов в большом ассортименте. Несмотря на это, в них используется несколько основных способов крепления и конструктивного исполнения.
Основные виды электрододержателей:
- пружинные (рычажные);
- зажимные (винтовые);
- универсальные;
- специализированные.
Стандартный электрододержатель состоит из корпуса, изолированной ручки, зажима и подвижного фиксирующего механизма. Устройство и принцип действия держателя могут отличаться.
Прищепка или клещи
Данный вид получил наибольшее распространение, что объясняется оптимальным для удобной сварки креплением. Этот сварочный держатель имеет и недостаток – слабое усилие прижима электрода губками.
Для закрепления достаточно нажать на рукоятку и вставить оголенный конец стержня в зубчатые губки. Доступ к зажимам остается открытым, поэтому угол расположения можно менять. При этом токоподвод полностью недоступен.
Вилка-трезубец

Вилочные держатели для электродов считаются одними из первых. Их производство было освоено еще более 50 лет назад. Они были тяжелыми и неудобными.
У вилочной конструкции часто происходит подгорание контактов, а по причине слабой изоляции металлических поверхностей случается короткое замыкание.
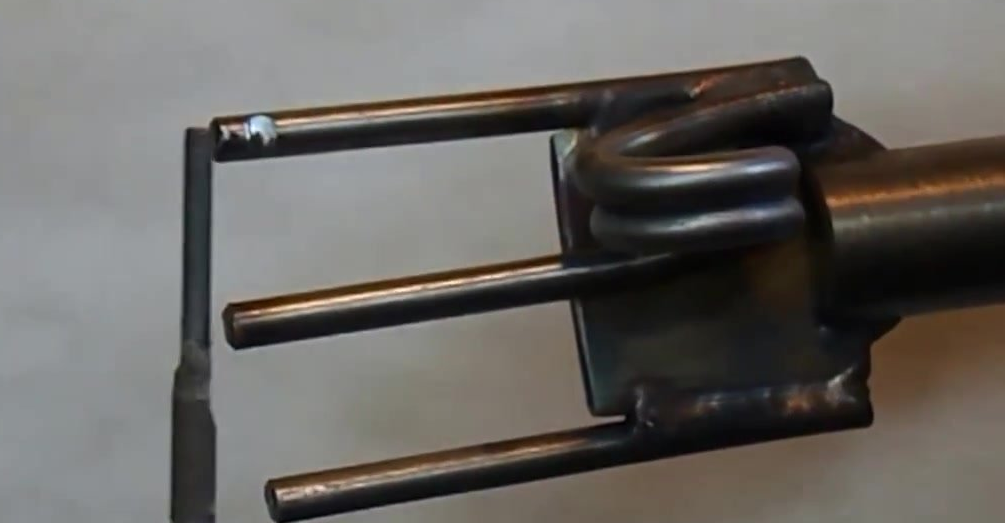
На основе имеющейся схемы умельцы делали вилку самостоятельно из арматуры подходящего диаметра. Три прутка подгибали до нужного положения и обваривали вместе. Оставалось сформировать из сварочной проволоки рукоятку и подварить края, а сверху надеть резиновый шланг.
Полученное устройство тоже оказалась несовершенным. Электроды крепятся ненадежно, получается плохой контакт арматуры с проволокой. При высоких токах держак для сварки сильно нагревается и трудно извлекать огарки.
Винтовой
Для установки электрода откручивается фиксирующий винт. Оголенный край заправляется в отверстие и затягивается несколькими поворотами ручки.

Цанговый фиксатор
Недостатки – это ограничение по максимальному току сварки и неэкономное использование электродов. Приходится оставлять длинный огарок, чтобы не повредить пластик на корпусе.
Цанговый держатель, в основном, применяется для точной аргонодуговой сварки небольших деталей, где довольно малые токи.

Безогарковый
Как выбрать держатель для сварки
Держатель электродов подбирается по типу наиболее часто выполняемых сварочных операций. При сравнении моделей обращают внимание на следующие характеристики:
- технические данные. Здесь имеет значение максимум по току. Нужно, чтобы он превышал паспортные возможности сварочника на 10%;
- диаметр устанавливаемых электродов;
- габариты и вес. При внушительном объеме ежедневно выполняемых работ эти параметры очень важны;
- тип подключения сварочного кабеля. Предпочтительнее резьбовое. Китайский вариант с обжимным соединением брать не рекомендуется;
Не стоит приобретать держак с запасом по мощности. Дольше он все равно не прослужит.
- условия для сварки. Материал корпуса должен выдержать низкую температуру и повышенную влажность, если предстоит работать на открытом пространстве;
- цена. Ценовой диапазон на электрододержатели достаточно большой. Для мелких, периодических работ можно выбрать дешевый вариант, удовлетворяющий предыдущим критериям. Все зависит от выполняемой задачи. Сварщикам-профессионалам нужно устройство подороже;
- рекомендуется держать в резерве недорогой держак на случай поломки основного в процессе наложения шва.
Продлить срок службы аксессуара поможет регулярный уход. Зажим следует каждый раз очищать от окалины и загрязнений. При контакте электрода с чистыми губками и шов получается более ровным и качественным.
Хорошо, когда у держателя предусмотрена быстрая смена электрода. Тогда несложно избавиться от огарка и заменить его новым стержнем.
Главные требования к держателям
- Зажимная часть должна быть латунная.
- Устройство должно быть легким, компактным и удобным в руке.
- Качество изготовления зажимных губок.
- Контакт с электродом должен быть плотным.
- Предпочтение лучше отдавать средней ценовой категории.
- У хорошего держателя удлиненная ручка с рифлениями, предотвращающими скольжение в руке.
- Вид и состояние изоляции на рукоятке, от которой зависит безопасность сварщика.
- Электроды должны надежно крепиться под разными углами.
- В идеале держак выдерживает 6000 циклов установки и снятия.
Обзор популярных моделей
Электрододержатель ЭД-40 «Корд» (Россия) работает по принципу клещей. Отличается возможностью установки электрода под несколькими углами и регулировкой усилия пружинного прижима. Работает с электродами диаметром до 6 мм в быту и на производстве.

Электрододержатель DE 2500 пружинного типа от компании ABICOR BINZE (Германия) эргономичен и надежен. Обеспечивает жесткую фиксацию электрода в четырех позициях. Варит током до 500 А. Современные изоляционные материалы ручки выдерживают большие нагрузки и надежно защищают от электротока.

Электрододержатели Esab
- эргономичное исполнение и современный дизайн;
- небольшие габариты без выступающих частей;
- им просто работать;
- максимальный контакт токопроводящих частей;
- благодаря конструкции рукоятки можно использовать длительное время;
- работает во всех пространственных положениях;
- для установки электродов предусмотрено два отверстия: под 45 и 90°;
- электробезопасность.
На рынке представлены следующие модели электрододержателей Esab:
- Esab 200, 400 и 500;
- Optimus;
- Eco Handy;
- Eco Confort;
- Prima.
Eco Handy 300

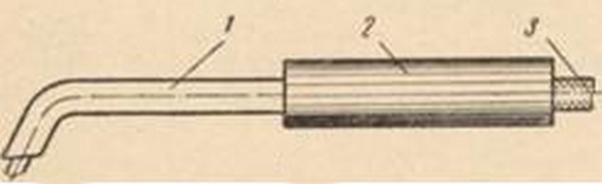
Мощный резьбовой стержень составляет основу зажима. Он изготавливается из латуни для наилучшей токопередачи. Контактные участки с антикоррозионным покрытием. Конструктивное исполнение и подбор материалов исключают подгорание контактов. Ручка из высокопрочного изолирующего материала обеспечивает безопасность. Для подключения сварочного кабеля сечением 50 мм² используется винтовое соединение.
Электрододержатель Esab Handy 300 отличается удобной и надежной эксплуатацией. Незаменим при сварке в труднодоступных местах, где пружинная фиксация неприемлема.
CONFOT 200 ESAB
Устройство предназначено для работы с номинальной нагрузкой по току 200 А. Подходят для сварки и наплавки с использованием любого источника тока.
Державка имеет прочную конструкцию. Состоит из мощного рычажного механизма, плотно прижимающего электрод. Контактные поверхности защищены от коррозии. Материал исключает образование пригара и выгорания контактов.
Для подключения применяется сварочный кабель сечением 35 мм² и винтовой фиксатор. Для изготовления съемной ручки использован изолирующий пластик.
ESAB PRIMA
Электрододержатель зажимного типа Esab PRIMA 300 – это надежная установка электрода в любом положении, исключающая изгиб. Аксессуар применяется для режима ММА. Номинальная нагрузка по току – 300 А. Диаметр используемых расходников – 2,5–6 мм.

Головка держателя имеет литую, закрытую форму. Головка и рукоятка полностью изолированы. Для установки и замены стержня достаточно нажать ручку. Электрод оголенным концом вставить в отверстие и отпустить рукоятку. Может быть левое, правое или прямое положение стержня. Для подсоединения кабеля рукоятка свинчивается. Через нее пропускается шнур и заводится в держатель. Положение фиксируется винтом и медной пластиной.
СИБРТЕХ ЭД
Электрододержатель СИБРТЕХ ЭД – универсальный вариант для начинающих и профессионалов.

В держателе использован принцип прищепки. Установка и замена электрода происходит быстро, без дополнительных усилий. Корпус и рукоятка выполнены из ударопрочного пластика с изоляционными свойствами.
Держатель рассчитан на использование с электродами сечением 2–6 мм. Максимальный ток – 500 А. Жила подсоединяемого сварочного кабеля – 50–70 мм².
Электрододержатель «Кедр» type 200A универсальный, прочный и удобный. Держатель жестко фиксирует и удерживает электрод в 4 положениях. Изоляционный материал овальной ручки выдерживает высокие нагрузки.
Номинальный ток сварки – 200 А.

Помимо универсальных устройств производятся специальные электрододержатели. Они позволяют варить сразу несколькими стержнями или трехфазной дугой.
Приглашаем пользователей к обсуждению темы: какой электрододержатель лучше и почему. Поделитесь личным опытом в комментариях.
Держатель электродов для сварочного аппарата: как выбрать качественный и удобный
Держатель для электродов сварочного аппарата – устройство для управления электродом во время сваривания. Он должен качественно держать электрод с различным сечением и подводить к нему электрический ток, обеспечивая контролируемое управление процессом без особых усилий.
Качество сварки зависит от контакта расходника с держателем. Существует множество модификаций данного приспособления. Рассмотрим подробнее, какие виды бывают, как выбрать держатель для сварочного аппарата.
Классификация сварочных держаков

Условно фиксаторы делят на универсальные и узкоспециализированные модели. Они изготавливаются в строгом соответствии с ГОСТом. Существуют такие разновидности приспособлений:
- Зажим прищепка представляет собой держатель с пружинным либо рычажным механизмом. Он совмещается со многими аппаратами, прост в эксплуатации. В некоторых приспособлениях полностью отсутствуют открытые токопроводящие зоны. Автоматизированные устройства обеспечивают электронный запал сварочной дуги. Они являются энергосберегающими и позволяют прокладывать качественные швы.
- Вилка-трезубец – конструкция, изготавливаемая кустарным способом. Ее запретили использовать во многих странах. У нее много открытых токопроводящих участков, которые опасны для жизни сварщика. Во время выполнения работ специалист может получить лучевую травму. Автоматизированный аналог пригоден для сваривания. Он безопасный, обеспечивает качественный шов.
- Зажим цанга пригоден для аппаратов, работающих в среде защитного газа. При соблюдении технологии с помощью него получаются швы высокого качества.
- Электродержатель безогарковый обеспечивает быстрое крепление расходника. Этот держатель электродов для сварочного аппарата изготовлен в виде рукояти цилиндрической формы, к которой прикреплен штырь из металла. В процессе сваривания появление огарков сведено к минимуму из-за отсутствия зажимного контакта. Расходник крепится привариванием к штырю и практически полностью сжигается. Затем используется новый стержень.
- Винтовой инструмент зажимает стержень винтовым соединением, имеющим правостороннюю либо левостороннюю резьбу. Существуют разновидности с прямым и загнутым держаком. Благодаря антикоррозийному покрытию срок службы его увеличивается.
Как выбрать держатель для электродов

От особенностей держателя электродов для сварочного аппарата зависит безопасность мастера и качество шва. Необходимо предварительно изучить его технические возможности. Держак должен подходить к модели сварки и выдерживать силу тока, используемого в оборудовании.

По мощности
Рекомендуется выбирать модель в соответствии с требуемым наименованием тока. Если приспособление подобрано с небольшим запасом по мощности, оно подойдет не во всех ситуациях. Номинал тока прописывается в маркировке, которая расположена на стационарной части устройства.
При длительном сваривании слишком мощный держатель неудобен в использовании из-за увеличенных габаритов и массы. Лишний вес скажется на качестве шва. Тяжесть вызывает перенапряжение мышц, рука будет уставать при длительном применении.
В работах, требующих особой точности и аккуратности, положить качественный шов будет затруднительно. Если рабочий инструмент с одинаковым номиналом мощности различается весом, лучше предпочесть более легкую конструкцию с небольшими габаритами.
По типу конструкции

Рукоять держака должна быть выполнена из качественного диэлектрика. В качестве изоляции используются накладки из толстого диэлектрического пластика, устойчивого к повышенной температуре.
Устройство должно обладать высоким классом надежности, выдерживать перепады температуры, различные загрязнения. Мастера предпочитают выбирать разновидности с литым массивным зажимом. Специалисты утверждают, что пластинчатые приспособления менее износоустойчивые.
Держатель электродов для сварочного аппарата своими руками пригоден для работы при условии, что он соответствует требованиям безопасности. Оптимальными считаются цанговые приспособления с резьбовым либо зажимным креплением.
Резьбовые модели допускают регулировку угла наклона электрода. Следует учитывать, что самодельный трезубец для сварки является самым опасным приспособлением из-за высокой вероятности поражения сварщика электрическим током. Огарок тяжело вынимается из вилки, швы получаются низкого качества.
Рейтинг лучших держателей

При выборе зажима для сварки следует ориентироваться по отзывам профессиональных сварщиков. Китайские аналоги некачественные. Именно с ними связано большинство отрицательных отзывов. В рейтинг лучших моделей иностранного и отечественного производства вошли:
- ESAB Handy 200 (200 А) – шведское устройство с винтовым креплением, поддерживает установку электродов с сечением 2-4 мм;
- Сибртех 500А – клещевой отечественный зажим с качественным пластиковым диэлектриком на рукояти;
- ESAB 500 – шведский инструмент с минимальным весом, рассчитан на токи до 500 А ;
- Germany type 300 A – оснащен рифленой ручкой для удобства сваривания, латунный корпус устойчив к коррозии.

Следует помнить, что недорогие устройства по возможностям не уступают брендовым аналогам. Они вполне пригодны для кратковременного сваривания или разового выполнения. Для длительного использования в быту желательно выбирать устройства среднего ценового сегмента.
Дорогие брендовые модели подойдут специалистам, занимающимся свариванием профессионально. Они рассчитаны на длительные и повышенные нагрузки. Для частой эксплуатации на выезде рекомендуется иметь запасной держатель, способный выручить при поломке используемого в работе.
Если держатель подобран правильно, работа с инструментом будет комфортной, а швы получатся высокого качества.
Самодельный держак электрода для сварочного аппарата
 При проведении ремонта или строительства сварочные работы всегда востребованы. Основным компонентом считается держатель электродов для сварочного аппарата. Вне зависимости от того, кем будут выполняться эти работы, мастерами или любителями, должны соблюдаться все требования и правила техники безопасности при оптимальном удобстве и простоте. Залогом комфортабельной работы может стать качественный трезубцевый держатель электродов для сварочного аппарата.
При проведении ремонта или строительства сварочные работы всегда востребованы. Основным компонентом считается держатель электродов для сварочного аппарата. Вне зависимости от того, кем будут выполняться эти работы, мастерами или любителями, должны соблюдаться все требования и правила техники безопасности при оптимальном удобстве и простоте. Залогом комфортабельной работы может стать качественный трезубцевый держатель электродов для сварочного аппарата.
Классификация держателей электродов
Главной задачей этого инструмента стоит закрепление электрода, подведение рабочего тока и осуществление полного управления в процессе сварки. Из этого следуют обязательные требования, которые предъявляются к такому оборудованию:
 Надёжная и крепкая фиксация электродов различных диаметров в разных положениях.
Надёжная и крепкая фиксация электродов различных диаметров в разных положениях.- Качественный контакт для стабильной токопередачи.
- Высокий срок службы и стойкость к сложным условиям эксплуатации.
- Удобство работы и хвата в руке, отсутствие лишней нагрузки и дискомфорта.
Развитие сварочного оборудования и требуемой оснастки повлияло и на держатели, которые также модернизировались и развивались, расширяя представленный ассортимент на рынке электрододержателей.
В основном держатели для сварочного аппарата можно разделить на специализированные и универсальные, изготовление которых регламентируется требованиями ГОСТа:
 Держатель зажим-прищепка, пружинный или рычажный, который обладает очень простой конструкцией, и низкой ценой — самый популярный среди мастеров вариант. Может быть, выполнен в различных модификациях, различия которых в совместимости с большинством сварочных аппаратов и полной изоляцией поверхностей сварочного держателя электродов. Обеспечивает высокое качество рабочего шва, эффективный уровень энергосбережения и автоматический поджог электродуги.
Держатель зажим-прищепка, пружинный или рычажный, который обладает очень простой конструкцией, и низкой ценой — самый популярный среди мастеров вариант. Может быть, выполнен в различных модификациях, различия которых в совместимости с большинством сварочных аппаратов и полной изоляцией поверхностей сварочного держателя электродов. Обеспечивает высокое качество рабочего шва, эффективный уровень энергосбережения и автоматический поджог электродуги.- Вилка-трезубец или цанга. В обычном представлении очень спорный вариант, запрещённый к эксплуатации в большинстве стран мира из-за незащищенной поверхности, находящейся под напряжением и создающей постоянную опасность причинения серьёзной травмы для человека. Автоматизированный вариант считается более безопасным при работах, а также может обеспечить высокий уровень выполняемых работ и их эффективность. Основываясь на практике, большинство мастеров, кто использовал такой вид, получили ожоги и удары током даже со смертельным исходом.
- Винтовой держатель позволяет крепко закрепить катод. Основным недостатком отмечается постоянное закручивание и откручивание винта в зажимном устройстве при смене рабочего электрода.
- Безогарковый электрододержатель позволяет оперативно вставлять новый материал и полностью исключает получение неиспользованных частей электрода. Конструкция устроенна так, что электрод фиксируется привариванием катода к концу изолированного стержня и поэтому полностью расходуется при работе.
 Наряду с вышеприведёнными вариантами, существует ещё и специализированные держатели, которые предназначаются для создания определённого вида швов и изделий. К таким моделям можно отнести держатели для нескольких электродов одновременно или для работы под напряжением трехфазной дуги. Основным отличием считается большой вес и сложная конструкция, что относит такие модели к специализированным и не имеющим широкого применения. Каждый мастер индивидуально под себя делает выбор нужного оборудования, основываясь на личных потребностях и условиях работы.
Наряду с вышеприведёнными вариантами, существует ещё и специализированные держатели, которые предназначаются для создания определённого вида швов и изделий. К таким моделям можно отнести держатели для нескольких электродов одновременно или для работы под напряжением трехфазной дуги. Основным отличием считается большой вес и сложная конструкция, что относит такие модели к специализированным и не имеющим широкого применения. Каждый мастер индивидуально под себя делает выбор нужного оборудования, основываясь на личных потребностях и условиях работы.
Основные нюансы для правильного выбора
Выбор правильного держателя — очень ответственное занятие, от которого зависит то, насколько будет безопасна и комфортна работа сварщика. При выборе нужно обращать внимание на следующие параметры:
Технические характеристики
Очень важным моментом функциональности должно быть соответствие инструмента сварочной мощности аппарата. При выборе держателя с меньшим рабочим током возможен выход его из строя с дальнейшим разрушением. В обратной ситуации при выборе держателя с запасом могут возникнуть трудности в работе, излишняя физическая нагрузка и неудобство при работе. Поэтому обязательно нужно выбирать держак, который соответствует силовым показателям сварочного аппарата и диапазону электродов, которыми будет производиться сварка деталей.
Габаритные показатели
 Для комфортной работы инструмент должен быть максимально компактным и лёгким. Лишний вес и запас прочности никак не скажется на проведение краткосрочных работ по сварке, а при длительной работе он может вызвать сильны дискомфорт и перенапряжение мышц с последующим снижением качества сварочного шва. Агрессивная среда эксплуатации инструмента должна компенсироваться просчитанным запасом прочности для исключения преждевременного выхода из строя. Корпус, рукоять и изолирующие элементы, как правило, производятся из пластика с высокой степенью изоляции.
Для комфортной работы инструмент должен быть максимально компактным и лёгким. Лишний вес и запас прочности никак не скажется на проведение краткосрочных работ по сварке, а при длительной работе он может вызвать сильны дискомфорт и перенапряжение мышц с последующим снижением качества сварочного шва. Агрессивная среда эксплуатации инструмента должна компенсироваться просчитанным запасом прочности для исключения преждевременного выхода из строя. Корпус, рукоять и изолирующие элементы, как правило, производятся из пластика с высокой степенью изоляции.
Профессиональные мастера рекомендуют к выбору инструмент с массивным литым зажимом, который в отличие от наборных пластинчатых прищепок не подвержен сильному износу. Максимальной надёжностью отличается винтовой вид, у которого фиксация электрода происходит при помощи зажимного винта. Закрепляя его в одном положении, тем самым обеспечивается надёжный контакт.
Ценовая политика
Выбор различных держателей на рынке очень велик. Цены могут варьироваться от 100 до 10 тысяч рублей. Следует брать во внимание, что дешёвые модели конструктивно могут не отличаться от дорогих брендовых. Цену может оправдать только применение наиболее качественных материалов с правильной подгонкой и установкой деталей. Но даже при этом дорогая модель не рассчитана на длительное и активное применение в несколько рабочих смен мастерами.
Дешёвые и простые модели оправдают себя в быту для разовых работ начинающими мастерами, которые не имеют серьёзных требований к инструменту и не готовы вкладывать большие суммы в него.
 К дополнительным советам можно отнести рекомендацию по покупке запасного держателя, который сможет выручить при неожиданном выходе из строя основного инструмента. Не стоит забывать, что держатель не только подразумевает под собой его правильное применение при работах, но и также соответствующий уход. У инструмента требуется смазывать подвижные элементы, не подвергать излишнему воздействию в агрессивных средах, правильно хранить и транспортировать, а также очищать контактирующие поверхности, чтобы исключить их обгорание при плохом контакте. Благодаря этому держатель обязательно прослужит долгий срок.
К дополнительным советам можно отнести рекомендацию по покупке запасного держателя, который сможет выручить при неожиданном выходе из строя основного инструмента. Не стоит забывать, что держатель не только подразумевает под собой его правильное применение при работах, но и также соответствующий уход. У инструмента требуется смазывать подвижные элементы, не подвергать излишнему воздействию в агрессивных средах, правильно хранить и транспортировать, а также очищать контактирующие поверхности, чтобы исключить их обгорание при плохом контакте. Благодаря этому держатель обязательно прослужит долгий срок.
Изготовление своими руками
Наиболее подходящий под нужные требования инструмент необязательно искать в магазине. Чтобы узнать, как сделать держак для сварки своими руками, нужно изучить требующуюся информацию, обладать материалом и инструментом.
Трезубец считается классикой сварочного производства. Нет такого мастера, который бы ни разу им не воспользовался. Он состоит из трёх арматурных кусков, расставленных по треугольной схеме. Роль изолирующего элемента выполняет отрезок резинового шланга. Иногда применялась тряпичная изолента.
 Главными особенностями можно выделить простую конструкцию, но с низкой безопасностью и комфортом при работе. Для удаления огарка электрода потребуется дополнительный инструмент. При работе таким держателям электрод почти полностью используется. Но из-за некачественной поверхности арматуры, на которой образуются окислы, контакт для поступления рабочего тока получается очень плохой. Для создания нормального контакта требуется периодически обрабатывать арматуру напильником.
Главными особенностями можно выделить простую конструкцию, но с низкой безопасностью и комфортом при работе. Для удаления огарка электрода потребуется дополнительный инструмент. При работе таким держателям электрод почти полностью используется. Но из-за некачественной поверхности арматуры, на которой образуются окислы, контакт для поступления рабочего тока получается очень плохой. Для создания нормального контакта требуется периодически обрабатывать арматуру напильником.
Аналогичным вариантом можно считать инструмент где вместо двух отрезков арматуры применяется железный уголок. При этом контакт получается более качественным, но извлечение огарка также требует применение молотка или пассатижи.
Цанговый зажим электрода изготавливается из любого подручного материала, но процесс потребует времени и сил. Готовое изделие получается довольно надёжным и удобным в эксплуатации. Чтобы изготовить такой держак для сварочного аппарата своими руками, потребуется металлическая пластинка и винтовой зажим, куда будет вставляться электрод и зажимается.
Originally posted 2018-03-28 15:24:04.
Держатель электродов для сварочного аппарата
Даже сварщик со стажем будет работать медленно, если держак сварочный выбран неправильно. От того насколько он удобен зависит производительность и качество швов. Сейчас выпускаются разнообразные по цене и конструкции фиксаторы. При необходимости удобный держатель для конкретной работы не трудно сделать самостоятельно.

Требования к сварочным держакам
Несмотря на простую конструкцию сварочные держаки должны обеспечивать:
- прочное удерживание и изменение угла фиксации электрода;
- надежность электрического контакта;
- быструю замену сварочных стержней;
- прочное крепление кабеля;
- теплоизоляцию;
- диэлектрическую защиту;
- длительный срок эксплуатации;
- выполнение сварки на труднодоступных участках.
Разновидности держателей
Держаки для ручной дуговой сварки классифицируют по конструкции:
- Прищепка рычажного или пружинного типа благодаря простому устройству и низкой цене стала самым популярным вариантом. Чтобы закрепить электрод под нужным углом, достаточно раздвинуть губки нажатием на рукоятку. Детали под напряжением заизолированы. Размер зависит от величины тока и диаметра расходников. Из недостатков отмечают громоздкость и слабый зажим электрода.

- Вилка трезубец уже не выпускается из-за отсутствия изоляции на токоведущих частях. При сварке сварочный стержень сгорает практически полностью, но удалить огарок без молотка или пассатижей затруднительно. У вилки часто подгорают зубцы, поэтому для восстановления контакта требуется регулярная очистка от окалины.

- Винтовые электрододержатели прочно зажимают электроды. Надежность контакта обеспечена антикоррозионным покрытием. К недостаткам относят сравнительно большие затраты времени на вращение зажима при смене расходника, закрепление только в перпендикулярном положении.

- Цанга используется преимущественно для соединения небольших заготовок аргонодуговой сваркой на малых токах. Держак компактен, удобен в работе, с легкой заменой расходников. Корпус надежно защищен по электротоку и температуре. Отмечают повышенный расход электродов, так как нельзя оставлять короткие огарки из-за риска повреждения пластиковой изоляции. К минусам также относят ограничения по току.

- Безогарковый держак состоит из металлического стержня, на который надета изоляционная рукоять. С одного конца присоединяют кабель, к другому приваривают электрод. Когда он расплавится до конца, прихватывают следующий.
Кроме перечисленных типов выпускают специализированные фиксаторы, например, держатель для сварки трехфазным током или многоэлектродной. Такие виды отличаются большим весом, сложной конструкцией, поэтому применяются в составе механизированных комплексов.
На что обратить внимание при выборе
Прежде всего следует учитывать, что у качественных держателей электродов для сварочных аппаратов токоведущие детали сделаны из меди. У подделок они из стали, покрытой тонким слоем меди, которая быстро выгорает. По внешнему виду они неотличимы от оригиналов, поэтому для проверки потребуется магнит.
Держак для сварки выбирают по следующим критериям с учетом особенностей работы:
- Вес и габариты. Для периодической сварки на дому эти параметры не критичны. Однако для длительной работы лучше выбрать легкую модель, так как лишние граммы долго удерживать на весу будет утомительно.
- Эксплуатационные характеристики. Максимальный ток держака должен быть на 10% больше чем у сварочного аппарата. При меньшем значении быстро выгорят места контакта с электродом. Однако не стоит увлекаться повышением запаса по току, так как габариты и вес увеличатся, а срок службы не изменится.
- Надежность. У сварочного держака для работы на улице материал рукояти должен быть стойким к низкой температуре и высокой влажности. Модели с литыми губками прослужит дольше, чем с наборными. Самыми надежными по способу крепления расходников считаются винтовые сварочные держатели с резьбовым зажимом.
- Способ соединения со сварочным кабелем. Лучшим вариантом будет болтовое. На держаки, сделанные в Китае, с обжимным способом подключения, не стоит тратить деньги.
- Диаметр электродов. При выборе необходимо обращать внимание, на какие по диаметру сварочные стержни рассчитан понравившийся держак. Иначе может случиться так, что купленная модель предназначена для работы с расходниками от 5 мм, поэтому «четверку» и меньше не зажимает.
- Стоимость. Производители предлагают сварочные держаки по цене от 100 до 10000 рублей. При этом по конструкции дешевые модели не отличаются от дорогих. Разница в цене объясняется качеством материалов и сборки. Для начинающего сварщика, выполняющего разовые работы, вполне достаточно недорогой модели. Дешевый держак полезно иметь в качестве запасного, если основной сломается во время сварки.
Для продления срока службы держателя зажим регулярно очищают от грязи и окалины, чтобы не было подгорания из-за плохого контакта. Подвижные детали смазывают, аккуратно переносят, хранят в чистом месте. Не допускают расплавления электродов вплотную к зажиму.
Качественный и удобный держак не отвлекает от процесса сварки.
Как сделать держак для сварки своими руками
Несмотря на то, что качество и надежность у сделанного сварочного держака своими руками хуже, чем у заводских моделей, он успешно выполняет свои функции. Простые конструкции собирают их подручных материалов.
Держак в виде трезубца
Зажим сваривают из трех отрезков рифленой арматуры диаметром 8 мм по схеме треугольника. Средний зубец выгибают так, чтобы он прочно удерживал сварочный пруток. В качестве изоляции используют кусок резинового шланга или пластиковую ручку с велосипедного руля. Для подключения кабеля к самодельному держаку для электродов приваривают трубку. Свободный конец расплющивают и сверлят отверстие под болт.

Вилка-трезубец с пружиной
В отличие от предыдущего варианта у этого держака зубцы располагаются линейно. Средний палец сделан в виде пружины с прямым концом, который прижимает сварочный стержень. Такая конструкция обеспечивает надежный электрический контакт и легкое удаления огарка. Однако эта разновидность держака для электродов обойдется дороже, так как изготавливается из легированной нержавеющей стали.
Держатель из уголка и арматуры
В отличие от вилки у этого держателя сварочного два крайних зубца заменены уголком, к которому приварен средний палец. За счет увеличения площади соприкосновения сварочного стержня с токоведущими частями контакт становится надежней. Однако проблема с удалением огарков остается.

Держак с зажимным винтом
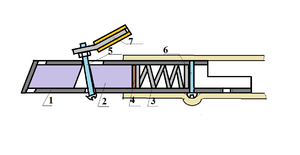
Для сборки такого электрододержателя для сварки подготавливают два отрезка из полосы шириной 30 мм с закругленными концами. Длиной 220 и 80 мм. Также потребуются отрезок прутка с отверстием для электрода и болт с барашком. Диаметры зависят от электродов.

На полосах сверлят по два отверстия. На короткой полосе на 2 — 3 мм больше. Между ними поперек длинной полосы приваривают отрезок электрода. На другом конце сверлят отверстие для подключения кабеля. Болт и отрезок прутка вставляют на место, затем приваривают. Устанавливают короткую полосу. При закручивании барашка один конец опускается, а другой поднимается, прочно зажимая электрод, вставленный в отверстие прутка.
У каждого мастера свое мнение по поводу того, что лучше ― заводской или самодельный сварочный держатель. Однако результаты опросов показывают, что большинство предпочитает второй вариант. Выбор обосновывают низкими затратами и удобством для работы.
Делаем держак для сварки своими руками
 В производстве, строительстве и быту электросварка является очень важным процессом. Наряду с выбором электродов и сварочного аппарата необходимо уделять внимание и держателю электродов для сварки. На данный момент существует огромное количество фиксаторов, которые отличаются друг от друга конструкцией, массой и прочим. Кроме того, можно сделать держатель для сварки самому. В этой статье мы поговорим о том, как сделать держак для сварочного аппарата своими руками.
В производстве, строительстве и быту электросварка является очень важным процессом. Наряду с выбором электродов и сварочного аппарата необходимо уделять внимание и держателю электродов для сварки. На данный момент существует огромное количество фиксаторов, которые отличаются друг от друга конструкцией, массой и прочим. Кроме того, можно сделать держатель для сварки самому. В этой статье мы поговорим о том, как сделать держак для сварочного аппарата своими руками.
Требования к держателям
Удерживающее приспособление для электродов является очень важным узлом, хоть его конструкция и довольно проста. Далее приведены некоторые требования:
- должна обеспечиваться надлежащая диэлектрическая и теплоизоляционная защита;
- провод должен крепиться надежно;
- должно обеспечиваться надежное удерживание стержней;
- огарок должен легко заменяться на новый стержень.
Заводские модели фиксаторов
Прежде, чем рассматривать самодельный держатель электродов, следует узнать о заводских моделях. Их существует несколько видов.
Цанга
Очень удобный тип фиксатора, он легкий и компактный. Электрод здесь легко заменяется на новый. Рукоятка цанги хорошо защищает от электрического и температурного влияния. К недостаткам же можно отнести высокую стоимость, ограничение по рабочей силе тока. Нельзя также оставлять короткий огарок, ведь это может повредить рукоятку.
Важно помнить, что при уменьшении длины электрода увеличивается и ток, проходящий по нему.
Прищепка
Наиболее распространенный тип удерживающих устройств. В зависимости от силы рабочего тока и диаметра электродов держатель может быть разных размеров. Прищепку можно использовать при работе с практически любыми значениями тока. Контакт со стержнем хороший, а при помощи рукоятки можно легко избавиться от огарка. К недостаткам прищепки можно отнести более габаритную конструкцию и более сложный процесс замены электрода.
Вилка (трезубец)
В настоящее время держаки данного типа отсутствуют в продаже, найти их можно разве что на вторичных рынках. Отличается вилка от предыдущих типов своей простой конструкцией. Электрод уходит почти весь, огарки получаются очень короткие. Но, пожалуй, это все плюсы трезубца. Трезубец не соответствует технике безопасности, что обуславливает высокий уровень его травмоопасности. Для того, чтобы достать стержень из вилки, необходимо использовать дополнительные инструменты, например, молоток или плоскогубцы.
Держатели для сварки своими руками. Как сделать держак для сварки?
При должном желании можно изготовить самодельный держак для сварки. Возможно, самодельные модели и уступают заводским по качеству и надежности, но их тоже можно использовать. Такие держатели — достаточно дешевый аналог дорогим фабричным моделям. Здесь мы рассмотрим конструкции самодельных держаков различного типа.
Трезубец
 О фиксаторе данного типа мы говорили выше, когда описывали заводские модели удерживающих приспособлений. Такую модель несложно изготовить и самому. Трезубец представляет собой три куска арматуры, сваренные друг с другом определенным образом. Для того чтобы обезопасить себя от поражения током, можно надеть на ручку кусок резинового шланга.
О фиксаторе данного типа мы говорили выше, когда описывали заводские модели удерживающих приспособлений. Такую модель несложно изготовить и самому. Трезубец представляет собой три куска арматуры, сваренные друг с другом определенным образом. Для того чтобы обезопасить себя от поражения током, можно надеть на ручку кусок резинового шланга.
Несмотря на простоту конструкции, использовать самодельный держатель электродов необходимо крайне осторожно, поскольку есть риск нанесения травмы при работе. Из-за того, что арматура постоянно покрывается окалиной, ее необходимо зачищать для того, чтобы получать хороший сварочный шов. Окалина влияет на потерю тока, тем самым ухудшая контакт и делая сварочный процесс менее эффективным.
Металлический уголок и стержень арматуры
 Такой вариант более эффективен, чем трезубец. Здесь увеличивается контакт стержня с держателем, что положительно влияет на сварочный процесс. Но самодельный держак для электродов такого типа обладает тем же минусом, что и вилка — электрод извлекается трудно.
Такой вариант более эффективен, чем трезубец. Здесь увеличивается контакт стержня с держателем, что положительно влияет на сварочный процесс. Но самодельный держак для электродов такого типа обладает тем же минусом, что и вилка — электрод извлекается трудно.
Вилка с пружиной
 Модернизированный вариант вилки. Трезубец (вилку) с пружиной необходимо выполнять из качественной нержавеющей стали, что позволит повысить качество сварочного процесса. Самодельный держатель электродов такой конструкции вместо одного стержня арматуры имеет подпружиненный палец, что облегчает замену огарка на целый электрод.
Модернизированный вариант вилки. Трезубец (вилку) с пружиной необходимо выполнять из качественной нержавеющей стали, что позволит повысить качество сварочного процесса. Самодельный держатель электродов такой конструкции вместо одного стержня арматуры имеет подпружиненный палец, что облегчает замену огарка на целый электрод.
Основной недостаток данного вида фиксатора заключается в том, что конструкция подразумевает использование более дорогих материалов.
Резьбовой и зажимной цанговые фиксаторы
Резьбовой фиксатор можно изготовить из подручного материала. Процесс изготовления довольно тяжелый. Электрод здесь вставляется в предусмотренное отверстие и прижимается болтом. В зажимном варианте стержень прижимается к держаку подпружиненным фиксатором. Эти держатели обеспечивают хороший контакт, что благоприятно влияет на сварочный процесс, формирование шва, протекание тока.
В заключение
Исходя из информации, предоставленной выше, можно сказать, что сварочный держак своими руками довольно просто сделать. Самодельные фиксаторы менее надежны заводских, требуют аккуратного обращения. Но в то же время это дешевый и простой аналог фабричных моделей. Самодельные держатели, приведенные выше, легко сделать в домашних условиях, ведь для их изготовления не требуется дорогих и сложных деталей, каждый человек может найти все необходимое у себя дома.
Разновидности и характеристики держателей для электродов для сварочных аппаратов
 Электрод, зафиксированный прочно под требуемым углом обеспечит качественный и ровный шов. Следует правильно подбирать держак для сварочного аппарата по мощности и типу работ. При желании можно сделать самостоятельно классический трезубец. Но у него по сравнению с магазинными устройствами недостатков больше, чем достоинств. Лучше внимательно изучить предлагаемые модели, проверить металл зажима и купить качественный держатель для сварки.
Электрод, зафиксированный прочно под требуемым углом обеспечит качественный и ровный шов. Следует правильно подбирать держак для сварочного аппарата по мощности и типу работ. При желании можно сделать самостоятельно классический трезубец. Но у него по сравнению с магазинными устройствами недостатков больше, чем достоинств. Лучше внимательно изучить предлагаемые модели, проверить металл зажима и купить качественный держатель для сварки.
Рекомендации по использованию
Сварочный электродержатель предназначен для фиксации электрода во время работы и подвода к нему рабочего тока. Его ручка покрывается изолирующим материалом для защиты от случайного соприкосновения с токопроводящими элементами.
Работа со сварочным держателем проводится в сухом помещении или на улице, в ясную погоду. Держатель электродов подбирается по мощности проводимых работ и типу материала.
Технические характеристики
 Все электросварочное оборудование характеризуется силой тока, номинальным напряжением. Кроме этого держаки для электродов характеризуются следующими данными:
Все электросварочное оборудование характеризуется силой тока, номинальным напряжением. Кроме этого держаки для электродов характеризуются следующими данными:
- хороший контакт с токоподающими элементами;
- прочная фиксация электрода;
- надежность;
- габариты;
- качество изоляционного материала;
- поворот электрода относительно ручки;
- гарантированный срок службы.
[stextbox мощности и выдерживаемым нагрузкам электродержатель выпускается бытовой и профессиональный. Тип работ определяет, газовая горелка встраивается в держак или присоединяется.[/stextbox]
В зависимости от типа работы, электрод приходится поворачивать под различными углами, работать в разных пространственных положениях. Если рука не проходит свободно в зону сварки, увеличивается угол наклона. Существует несколько типов сварочных держателей. Каждый имеет свои особенности.
Каждый специалист делает свой выбор, основываясь на опыте и виде работ, какой держатель ему нужен для работы.
Прищепка
 Самый распространенный ручной держатель. Он как прищепка зажимает с помощью пружины электрод. Имеет медные губки с насечками и прочно удерживает стержень в любом положении, включая 180⁰ по отношению к ручке. Накладки с изоляционного пластика закрывают все металлические детали от контакта. Зажим позволяет быстро менять электроды, нажав на рычаг. Остатки небольшие, до 30 мм.
Самый распространенный ручной держатель. Он как прищепка зажимает с помощью пружины электрод. Имеет медные губки с насечками и прочно удерживает стержень в любом положении, включая 180⁰ по отношению к ручке. Накладки с изоляционного пластика закрывают все металлические детали от контакта. Зажим позволяет быстро менять электроды, нажав на рычаг. Остатки небольшие, до 30 мм.
Вилка-трезубец
Самая старая конструкция держака. Он представляет собой 3 штыря, расположенные треугольником. Между ними вставляется электрод. Фиксация жесткая. Можно работать как легированными электродами 2 мм так и вставлять неизолированный провод толщиной 8 – 10 мм длинными кусками при подварке дефектов литья и сварке крупных деталей. Угольный и порошковый электрод с низкой пластичностью установить невозможно, они ломаются.
Наибольшим недостатком являются открытые, не изолированные пруты трезубца. Они могут при контакте поразить током.
Профессиональный сварщик без проблем использует зажим трезубец. Начинающему специалисту сложно работать с держателем, в котором ограничена возможность настройки угла электрода и имеются оголенные токопроводящие элементы.
[stextbox отдела ОХиТБ завода сварочных конструкций КЗМК Бакай Ю. П.: «Классический трезубец из-за своей опасности запрещен к использованию на производстве Министерством Охраны труда. Он не имеет защитной изоляции и при влажном воздухе большая вероятность поражения сварщика током. В нерабочем положении при контакте с металлом возникает замыкание. Поражение может получить человек, касающийся детали, на которую упал держак. Достаточно легкого чирканья трезубца, чтобы испортить покрытие металлического листа. В точках соприкосновения прожигается краска, оцинковка, ламинирование и покрытие профлиста».[/stextbox]
Цанга
 Цанговый держатель имеет узкую специализацию. Его используют при аргонодуговой сварке неплавящимся электродом. Вольфрамовый стержень вставляется в цангу концом без изоляции и зажимается гайкой.
Цанговый держатель имеет узкую специализацию. Его используют при аргонодуговой сварке неплавящимся электродом. Вольфрамовый стержень вставляется в цангу концом без изоляции и зажимается гайкой.
Безогарковый держатель
Основное преимущество безогарковой конструкции в отсутствии отходов. Электрод приваривается к выступающему стержню и сжигается полностью.
Менять угол наклона невозможно.
Винтовой
 Держак винтовой отличается прочной фиксацией электрода. Пруток вставляется в специальное отверстие и поджимается винтом. Технологический остаток как у прищепки.
Держак винтовой отличается прочной фиксацией электрода. Пруток вставляется в специальное отверстие и поджимается винтом. Технологический остаток как у прищепки.
Недостаток в затрате времени на установку и извлечение электрода. Угол наклона менять невозможно.
Как правильно подобрать?
При выборе держака сварочного необходимо учитывать несколько параметров:
- максимальная сила тока, используемая при работе;
- конструкция приспособления;
- материал губок;
- качество изоляционного материала;
- удобство расположения в руке;
- стоимость.
Максимальный ток определяется не по мощности сварочного аппарата, а сколько ампер будет использоваться при работе, в среднем, 300-500 а. Конструкция подбирается под виды работ.
Для домашней сварки мелких деталей и тонкого листа, производящейся в небольших количествах, нет смысла в приобретении дорогого держателя электродов для сварочного аппарата созданного для больших токов. Он прослужит очень долго, но будет использоваться не на полную мощность, иметь большой вес и размеры.
Варианты самостоятельного изготовления
 Самодельный держак может поразить током. Он имеет открытые токопроводящие элементы и плохо изолированную ручку.
Самодельный держак может поразить током. Он имеет открытые токопроводящие элементы и плохо изолированную ручку.
Как сделать своими руками? Чаще всего умельцы делают трезуб. Его устройство такое простое, что чертеж не нужен. Три прута из низкоуглеродистой стали, чаще всего армированные, предназначенные для строительных конструкций, слегка выгибают в нижней части, соединяют и обматывают медной проволокой внизу. Затем на провод одевают ручку с изоляционного материала.
Как не купить низкокачественный?
Недобросовестные производители делают губки держака для сварки из стали и покрывают их медью. Внешне отличить детали сложно, особенно если человек не обладает специальными знаниями. Самый простой способ проверить, взять с собой в магазин магнит. Он прилипает к черным металлам и не магнитится к меди.
К сварочному держателю прилагается инструкция, в которой описание устройства, его техническая характеристика. На качественный товар производитель дает гарантийный срок.
На корпусе имеется маркировка. Она включает в себя фирменный знак производителя, клеймо, подтверждающее качество, дату изготовления, а также ГОСТ, которому соответствует данное изделие. Хороший держатель имеет все необходимые документы и значения на корпусе.
Не стоит экономить на держаке и покупать дешевый, или на рынке. Такая экономия приведет к лишним расходам. Устройство быстро выйдет из строя и придется покупать новое. В первую очередь начнут подгорать губки. Невозможно сделать ровный шов, если электрод шатается, выпадает. Изолирующие детали из материала низкого качества будут лопаться и отваливаться.
Зачем покупать отдельно, если он уже есть в комплекте со сварочником?
Производители сварочных аппаратов не утруждают себя подбором качественных комплектующих. На держателях для сварки они экономят. В результате приспособление быстро выходит из строя и все равно приходится покупать новый держак.
[stextbox местом инструмента являются губки. Они изготовлены из алюминия или стали и быстро перегорают, плохо проводят ток и греются.[/stextbox]
От правильного выбора держака зависит качество сварочного шва и удобство работы. Необходимо ориентироваться на максимальный ток при работе и объемы.
Какой держак для сварочного аппарата лучше выбрать
Мелочей при подготовке сварочного аппарата к работе не бывает. Даже такая на первый взгляд незначительная деталь, как держак для сварочного аппарата должна обеспечивать качественное удержание электрода и удобство.
Виды сварочных держателей
Для сварочных аппаратов могут применяться следующие конструкции.
Прищепка
Держак электродов этой конструкции (пружинный или рычажный) является самым распространённым и простым изделием.

Цена держателя-прищепки является самой низкой в сравнении с деталями других конструкций. Применение данного вида удерживающего устройства позволяет быстро и безопасно выполнить сварочные работы, при этом качество сварочного шва будет всегда на высоком уровне.
Вилка-трезубец
Простое устройство, с помощью которого легко зафиксировать электрод любого диаметра.

При использовании трезубца следует проявлять большую осторожность, по причине значительной неизолированной площади изделия.
Основным преимуществом держателя такой конструкции является возможность самостоятельного изготовления.
Цанга
Применяется исключительно при сваривании металла в среде защитного газа.

Устройство имеет большой эксплуатационный ресурс и при правильном использовании позволяет выполнить работы наивысшего качества.
Безогарковый держатель
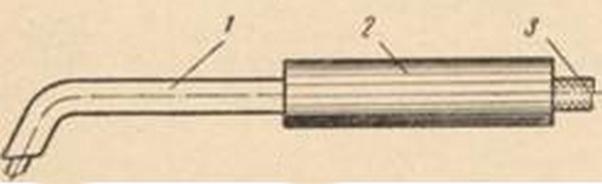
Разновидность устройства позволяет выполнять работы практически с 100% использованием длины сварочного электрода. Безогарковый держатель состоит из цилиндрической рукоятки (2), в которую с одной стороны вмонтирован металлический штырь (1).
Фиксация электрода осуществляется методом приваривания его торцевой части к контактному штырю.
Винтовой
Винтовые электродержатели хорошо закрепляют расходники, имеют хороший контакт и бесперебойную подачу тока.

Контактные поверхности имеют антикорозийное покрытие. При правильной эксплуатации девайс прослужит многие годы.
Как правильно подобрать электродержак
При подборе держателя следует обратить внимание на следующие характеристики:
- Размер и масса устройства. Вес и габариты держака очень важны. При многочасовой работе, лишние 50 грамм устройства будут ощущаться. В таком случае лучше приобрести компактную и легкую конструкцию. При наличии выбора, предпочтение отдайте лёгким и небольшим деталям, при условии одинаковых характеристик.
- Технические характеристики. Держатель должен соответствовать силе тока. Несоблюдение требования приведёт к прогоранию контактной части. При обгорании контактов дальнейшее использование устройства будет невозможно. Определить принадлежность устройства к категории по силе тока можно по маркировке, которая наносится на несменяемую часть изделия.
- Качество изолирующего материала. Для обеспечения безопасного выполнения работ следует подобрать держак с качественно изолированной рукоятью. В качестве диэлектрика, практически во всех деталях, используется пластик достаточной толщины, чтобы надёжно защитить оператора сварочного аппарата от воздействия электрического тока.
- Стоимость. Приобрести держатель для сварочного аппарата можно от 100 рублей, но качеством дешёвая модель, отличаться не будет. Брендовые экземпляры продаются за несколько сотен долларов, но для повседневной работы нет необходимости приобретать держаки по такой цене. Достаточно приобрести изделие в средней ценовой категории, чтобы обеспечить себя на длительное время качественным инструментом для сваривания металлов.
Недорогой девайс можно купить в качестве запасной детали. В случае выхода из строя основного устройства, при наличии дополнительного держака можно продолжить работу без серьёзной задержки по времени.
Лучшие модели держаков
Чтобы приобрести держатель электродов для сварочного аппарата и не разочароваться в его качестве, следует выбирать модели, которые применяются сварщиками на протяжении длительного времени и не вызывают у них негативных эмоций.
Негативные отзывы чаще всего бывают о продукции китайского производства, но некачественная продукция может поступать на отечественный рынок и из других стран.
Чтобы не ошибиться при выборе держака рекомендуется приобретать следующие модели:
1. ESAB Handy 200 (200 А) — пользуется большим спросом у профессиональных сварщиков.

Деталь имеет высокие эксплуатационные характеристики, которые не снижаются в течение всего рекомендованного производителем срока. Произведено изделие в Швеции, поэтому можно рассчитывать на европейское качество.
Вес Handy 200 составляет 550 грамм, но учитывая хорошее изоляционное покрытие и качественный зажим, небольшое увеличение массы держака по сравнению с другими моделями вполне оправдано. Handy 200 представляет собой винтовой держатель, что позволяет выполнять сварочные работы качественно и безопасно.
При использовании устройства можно сваривать металл электродами диаметром от 2,0 до 4,0 мм. Стоимость изделия на российском рынке около 500 рублей.
2. Сибртех 500А — недорогой, но качественный инструмент отечественного производства, который можно использовать до 500 А.

Держатель 500А Сибртех 91455 представляет собой устройство клещевого типа, в котором замена рабочего электрода может быть выполнена быстро.
Изделие имеет надёжную изоляцию из пластика, которая способна защитить оператора от воздействия электрического тока. Приобрести можно за 300 рублей.
3. ESAB 500 — держак известной шведской фирмы, которая занимается выпуском высококачественной продукции уже более 100 лет. Держатель электродов esab можно применять для сварочных работ с током до 500 А.

Основным преимуществом изделий ESAB 500 является сверхмалый вес, который составляет всего 200 грамм. Стоимость изделия на российском рынке — около 3000 рублей.
4. Germany type 300 A — идеально подходит для выполнения сварки с током до 300 А и диаметром электрода 2 — 4 мм. Благодаря особой рифлёной конструкции ручки устройства, удаётся добиться надёжного удержания в руке. Модель отличается качественным пластиком изоляции и относительно небольшим весом.

Токоведущая часть обладает низким коэффициентом сопротивления и высокой устойчивостью к коррозии, благодаря использованию латуни в качестве основного материала. Зафиксировать электрод в устройстве можно в четырёх положениях, что делает выполнение сложной работы более комфортным и точным. Приобрести Germany 300 A можно всего за 300 рублей.
Какие держатели электродов получили наибольшее распространение среди профессиональных сварщиков, сказать сложно! Можно с уверенностью утверждать, что любой из описанных выше образцов можно использовать при выполнении сложных сварочных работ.
Еще один гаджет: держатель для сварочного аппарата
Сварочное дело развивается семимильными шагами: оборудование нового типа делает сварку доступным, полезным и интереснейшим делом для новичков и профессионалов. Добавим еще одно слово – «комфортным» делом.
Что значит – работать «комфортно? Это значит удобно, приятно и эффективно. Такую комфортность добавляют различные современные комплектующие устройства. К ним, безусловно, относится держатель электродов, чьи новые разнообразнейшие формы появились на рынке в большом количестве.
- Что такое правильный держатель
- Классификация электродержателей
- Выбираем правильную модель
- Технические характеристики
- Габариты
- Степень надежности
- Стоимость
- Электродержатель своими руками
- Трезубец
- Винтовая модель
Что такое правильный держатель
Что он делает? Если коротко, то он управляет электродом во время сварки: закрепляет его и подводит сварочный ток. Отсюда и желательные свойства.
 Самодельный держатель.
Самодельный держатель.
Функции и технологические свойства, которыми должен обладать держак для сварки:
- обеспечивает крепкую фиксацию электрода с меняющимся углом выхода электрода;
- дает надежный и полный электрический контакт;
- долговечность работы;
- способен к быстрой замене электродов;
- должен быть небольшого веса, чтобы рука не уставала. Обычный вес держака около 350 г. Для тока в 500А, устройство мощнее и может весить до 750 г;
- обязательная эргономичность: удобство положения в руке, не требующее усилий.
Один из классических стереотипов – покупка устройства побольше и помощнее с несбыточной мечтой в голове, чтобы оно работало подольше и получше. На самом деле так не бывает. На держатель для сварки это тоже распространяется.
[box type=”fact”]Его нужно покупать именно на ту нагрузку, с которой вы собираетесь работать. Здесь важно не сделать ошибку с маркой производителя: выбирайте солидный бренд, он вас не подведет.[/box]
Классификация электродержателей
Если рассуждать в общем, то эти устройства делятся на две большие группы: специализированные и универсальные, регламентированные в ГОСТах.
 Электрододержатель самодельный.
Электрододержатель самодельный.
Самые популярные разновидности универсальных держателей следующие:
- Держатель – прищепка зажимного типа может быть представлен в двух вариантах: пружинном и рычажном. У этого устройства, которое можно назвать зажимом для электрода, предельно простая конструкция и низкая стоимость. Он совместимый практически со всеми сварочными агрегатами. Дает отличные характеристики: хороший поджог дуги, высокое качество шва и, что немаловажно, экономию электроэнергии.
- Вилка – трезубец является самой, пожалуй, распространенной версией среди профессиональных сварщиков. С этими электрододержателями для ручной дуговой сварки связаны некоторые нюансы. Дело в том, что в традиционном виде он плохо защищен: много частей находятся под напряжением, что несет высокий риск вреда здоровью. Помимо травмы электричеством есть риск получить вдобавок лучевое поражение. Есть, конечно, модифицированные автоматизированные модели, которые считаются безопасными и показывают хорошие технологические показатели.
- Держатель – цанга зажимного типа используется в узком направлении: только в горелках для аргонодуговой сварки.
- Винтовой держатель в нескольких вариантах: зажим может быть прямой или загнутой формы с разными направлениями резьбы – как левой, так и правой.
- Безогарковый держатель работает по другому принципу. В соответствии со своим названием предотвращает возникновение огарков и сокращает время закрепления расходника, который не закреплен зажимом, а приварен к концу электрода, чтобы в итоге расплавится во время сварки. После этого берется следующий расходник.
Вторая группа держателей для сварочного аппарата относится к специализированным моделям для работы с конкретными изделиями и типами швов. Примеры – специализированное устройство для сварки одновременно несколькими электродами или для сварки трехфазной дугой. В большинстве своем такие модели сложно устроены и обладают немалым весом.
Выбираем правильную модель
При выборе кого-либо рабочего устройства соображения у мастеров разные. Для кого-то важнее ценовой критерий, для кого-то – гарантии безопасности. Но чаще всего во главу угла ставится вид работы. С электрододержателями для сварки дело обстоит также. На первом месте – эффективность и безопасность работы.
Вот какие параметры нужно принять во внимание при выборе оптимального варианта:
Технические характеристики
Предпочтительнее модели, которые фиксируют электроды в прямой зависимости от силы тока в аппарате.
Габариты
Что стоит за понятием эргономичности? Это компактность и подходящие размеры для конкретной руки мастера, небольшой вес. Если перед вами линейка сварочных держаков с одинаковыми техническими характеристиками, выбирайте тот, что легче и меньше в размерах.
Если вы выезжаете на разные точки работы, приобретайте второй запасной экземпляр сварочного держателя.
Степень надежности
Надежность приборов проверяется в нестандартных рабочих условиях. Держатели для сварки должны работать стойко и без потери своих качеств при критических температурах, высокой влажности, пылевых загрязнениях и т.п. Пластик рукоятки должен быть прочным с хорошей изоляцией.
Лучше, если зажим литой и массивный. К очень надежным относятся винтовые держатели электродов с жесткой резьбовой фиксацией. Они самые долговечные в эксплуатации и, кроме того, дают возможность менять угол расположения катодного конца.
Стоимость
Размах цен впечатляет: от ста рублей до пятнадцати тысяч. Безусловно, самые дешевые модели по определению не могут считаться безопасными или надежными. Если вы не собираетесь покупать одноразовое оборудование, нужно обратить внимание на средние ценовые категории моделей.
[box type=”info”]Дорогие варианты рассчитаны на профессиональные работы большого объема, такие тоже вряд ли вам подойдут. Если вы решили приобрести дорогую модель, анализируйте ее характеристики самым внимательным образом. Зажимы для профессиональных работ не могут стоить дешевле трех тысяч рублей.[/box]
Электродержатель своими руками
Разновидности самодельных держаков.
Трезубец
Чаще всего мастера делают самодельный держак для электродов в виде небезызвестного трезубца. Если подробнее, то мастерят ту самую простую версию трезубца, которую трудно найти в продаже из-за опасности для здоровья.
При всем этом трезубец можно сделать вполне безопасным вот по какому алгоритму действий:
- В качестве основы держака для сварочного аппарата своими руками выступает арматура или металлический пруток из стали после гибки. Диаметр прутка должен быть не меньше 8-ми мм.
- К трезубцу привариваются две части трубки: одна часть фиксирует изоляцию кабеля, вторая – обжимает кабель без изоляции.
- Изолятором может быть отрезок армированного шланга. Тщательность его монтажа – самое ответственное дело, это этого будет зависеть безопасность устройства. Нельзя допускать ослабления крепежа изолятора, для этого можно применить специальный анаэробный фиксатор резьбы Done Deal.
Винтовая модель
Как создать винтовую модель держака:
- Из медной трубки можно сделать отличный держак для сварочного аппарата винтового типа. Обрезки медных трубок можно найти в избытке у монтажников кондиционеров. Обычно это труба с внешним диаметром 19 мм.
- Ручка может быть сделана из металлопластиковой трубы с внешним диаметром 26 мм. Самым оптимальным вариантом будет резиновый шланг. Ручку нужно натянуть на медную трубку так, чтобы она полностью закрывала ее.
- Ручку нужно обернуть куском куртки или перчатки, чтобы она не скользила в руках.
- Финальным действием будет вклеивание болта размером М12 со сквозным отверстием в крышку от пластиковой бутылки. Ваш самодельный держатель для электродов готов.
Электрододержатели как для ручной дуговой сварки, так и для аргоновой, являются отличным подспорьем мастерам для удобства работы и повышения качества изделий. Эти приспособления можно купить, а можно сделать самостоятельно. Главные критерии во всех случаях – это безопасность, устойчивость и надежность.
Держатель электродов для сварочного аппарата
Сварка стала самым надежным и быстрым способом создания неразъемных соединений металлических деталей. Неотъемлемой частью любого аппарата ручной сварки является держатель для электрода. Различные конструкции объединяет одно — приспособление служит для замыкания электрической цепи и направления электрода в зону сварочных работ.

Требования к держателям
Вне зависимости от деталей конструкции, держак для сварки должен удовлетворять следующие требования:
- обеспечение изоляции сварщика от высокого напряжения;
- теплоизоляция рукояти держателя;
- надежное закрепление провода;
- низкое сопротивление для пропускания токов до сотен ампер;
- надежная фиксация электрода;
- быстрая и удобная замена использованного электрода на новый.
Надежная фиксация и быстрая замена входят в кажущееся противоречие. Они разрешается конструктивными решениями.
Заводские модели фиксаторов
Индустрия сварочного оборудования выпускает насколько основных типов держателей. Они различаются по конструкции, но любой держатель для сварки соответствует государственному или международному стандарту.
Трезубец
Мягко говоря, традиционная, а откровенно — морально устаревшая конструкция. Отличается чрезвычайной простотой и представляет собой три упругих параллельных стержня, размещенных на расстоянии 1-1,5 см друг от друга. Между свободных концов зажимается конец электрода. Несмотря на высокий коэффициент использования сварочных материалов, и дешевизну — такой держак для сварочного аппарата можно сделать из прутка 6-8 мм за 10 минут — снят с производства во всех развитых и большинстве развивающихся стран. Некоторое количество может продаваться на вторичном рынке.

Причина запрета — опасность поражения высоким напряжением, высокий риск ожога роговицы ультрафиолетовым излучением. Для извлечения огарка потребуется прилагать большие усилия.
Трезубец с пружиной
Принципиально повторяет конструкцию трезубца, с тем отличием, что средний пруток подпружинен. Это намного облегчает снятие и установку электрода. Однако все недостатки и риски для здоровья сварщика при этом сохраняются. Такие держатели электродов для сварочного аппарата также официально не производятся, но многие домашние мастера делают их самостоятельно. Их привлекает надежность и легкость смены огарка в такой конструкции.

Трезубец с пружиной
Цанговый фиксатор электродов резьбовой
Это современная конструкция держака отличается удобством смены электрода, приятным внешним видом и эргономичной рукоятью.
Замена огарка проводится быстро и без приложения больших усилий. К недостаткам можно отнести ограничение по максимальному току и необходимость оставлять большой огарок — иначе можно повредить пластмассовый корпус. Конструкция отличается минимальным весом и габаритами. Используется преимущественно для точной сварки малогабаритных деталей небольшими токами.

Цанговый фиксатор электродов резьбовой
Цанговый фиксатор электродов зажимной
Одна из самых распространенных конструкций. Электрод зажимается подпружиненным рычагом. Производится много типоразмеров фиксатора для различных диаметров электродов и различных сварочных токов. Эргономика немного страдает из-за выступающего рычага, но этот минус искупается надежным захватом, большой площадью контакта с электродом, а, следовательно, высокими допустимыми рабочими токами. Требует значительного усилия для отжима рычага при снятии-постановке электрода.

Держатели для сварки своими руками: как сделать держак для сварки
Если домашний мастер захочет сэкономить немного денег или просто проверить свои возможности- то ему будет по силам изготовить держак для сварочного аппарата своими руками. Самоделка будет несколько уступать заводской продукции по внешнему виду и эксплуатационным качествам, но будет вполне надежной. Ниже мы расскажем о нескольких популярных конструкциях.
Трезубец своими руками
Повторить такую конструкцию можно за несколько минут.- Для изготовления достаточно нескольких кусков круглого прутка или арматуры диаметром 6-8 мм и куска резинового шланга для изоляции рукоятки. Разумеется, потребуется и сварочный аппарат.
Важно! Необходимо тщательно зачистить и пропаять место присоединения сварочного кабеля к держателю.
Держатель получится страшноватый, но вполне надежный. Во время заботы придется периодически зачищать от окалины прутки в месте контакта с электродом.

Самодельный трезубец с пружиной
Металлический уголок и стержень арматуры
Единственный пруток приваривается одним концом к внутреннему углу уголка, а другим прижимает электрод к его боковым граням.
Этот вариант получится более тяжелым и еще более неприглядным, но за свет улучшения контакта стержня и держателя — более надежным и стабильным в работе. Конструкция сохраняет все те же риски, что и трезубец.
Вилка с пружиной
Это продвинутый вариант трезубца. Прутки нудно выполнить из качественной упругой нержавейки, средний пруток у основания завивается одним или двумя пружинными витками. Подпружиненный таким образом стержень обеспечить быструю и удобную замену огарка.
Ввиду сохранения оголенных токоведущих частей, находящихся под высоким напряжением (около 100 вольт), и в этом варианте присутствует риск поражения электроударом. Кроме того, этот самодельный держак для сварки обойдется заметно дороже из-за стоимости материалов и дополнительной операции навивки пружины, требующей специального оборудования или оснастки.
Резьбовой и зажимной цанговые фиксаторы
Для резьбового фиксатора понадобится готовый цанговый зажим. Самостоятельное изготовление также возможно, но потребуется сверлильный или фрезерный станок и комплект ручного слесарного инструмента. Придется изготовить фасонную гайку с внутренним конусом и конусовидный же прорезной зажим с наружной резьбой и внутренним отверстием, совпадающим с диаметром электрода. На это уйдет несколько часов.

Самодельный цанговый держатель
Зажимной держатель проще по конструкции, рычаг и основание можно выполнить из толстой металлической полосы. Он обеспечит достаточный контакт с электродом.
Какой держатель выбрать
Выбор держателя зависит от вида наиболее часто проводимых сварочных работ. При сравнении различных моделей следует уделить внимание следующим свойствам:
- Технические параметры. Максимально допустимый ток должен быть на 10% ВЫШЕ, чем указано в паспорте сварочного аппарата. Слишком большой запас смысла не имеет, а только приведет к повышенной утомляемости сварщика за счет большего веса
- Габариты и вес. Особенно важно, если планируется большой объем работ. За несколько часов сварки лишние 100 граммов веса и 5 сантиметров длины превратятся в пудовые гири.
- Условия использования. Если планируются работы на открытом воздухе, при низких или наоборот, высоких температурах, повышенной влажности и т.д., материал держателя должен выдержать эти испытания и не рассыпаться через неделю.
- Стоимость. Тут разброс просто поражает — от 200 до 15 тыс. руб. Выбор зависит от перечня и объема планируемых работ. Если требуется раз в неделю приварить уголок к забору или починить раму культиватора — вполне справиться и 200- рублевый. Преимущества ESAB-овского цангового держателя за 15000 руб. проявятся лишь при профессиональном применении и больших объемах сварочных работ.

Разнообразие держателей для сварочного аппарата
Разумным будет приобретение недорогого держателя про запас, чтобы не прерывать важную работу при внезапном выходе из строя основного. Держатель прослужит намного дольше, если за ним регулярно ухаживать. Зажим надо держать чистым и регулярно очищать его от окалины и других загрязнений. Хороший контакт с электродом обеспечит запланированное качество сварки и продлит срок службы устройства.
Какие особенности приспособления следует учитывать
Ниже кратко сформулированы наиболее значимые особенности устройства, которым нужно обязательно уделить внимание:
- Эргономичность, вес, линейные размеры.
- Состояние зажимного устройства: надежность контакта между губками и катодом, качество обработки поверхности.
- Качество изоляции рукоятки. Сотня вольт может не только напугать, но и запросто убить.
- Максимальный рабочий ток и диаметр совместимых с держателем электродов.
- Надежность присоединения сварочного кабеля. Лучшее соединение — пропаянное, следом за ним по качеству идет резьбовое. Китайские обжимные соединения лучше оставить на полке.
Правильно подобранный в магазине или добротно изготовленный своими руками держатель для сварочного аппарата обеспечит возможность заниматься любимым делом, не отвлекаясь на мелочи вроде выпавшего стержня или отвалившегося кабеля.

