Выполняем зачистку сварочного шва после сварки
Зачистка сварных швов

Зачистка сварных швов – важная технологическая операция. Она улучшает визуальные характеристики шва, а иногда и его прочностные свойства, которые могут ухудшаться со временем из-за наличия включений вольфрама или шлаковых включений. Все это нужно обязательно удалять механической зачисткой. Если сварочный шов нужно зачистить заподлицо с основным металлом и вы работаете в гаражных условиях, тогда лучше шлифовального круга для болгарки (углошлифовальная машинка) не найти. Если же нужно удалить окалину, ржавчину, шлак, лакокрасочные покрытия, придать изделию товарный вид, более всего подойдут различные крацовки. Радиальные лепестковые головки подходят для деликатного шлифования, однако для грубых работ они малопригодны, так как малопроизводительны и быстро расходуются. Для грубой зачистки черной (углеродистой) стали наиболее эффективны проволочные крацовки, например, тот же «волосатый» круг.



Зачистку коррозионностойких, т.е нержавеющих сталей нельзя осуществлять обычными кругами. Есть дешевые круги с абразивным зерном из оксида алюминия, однако они не прочные и снижают коррозионную стойкость швов. Для нержавейки рекомендуется использовать круги с накладками из цирконата алюминия. Причем более дешевые круги на бумажной основе не отличаются особой прочностью, поэтому лучше сразу покупать на тканевой основе. Ткань более устойчива к разрыву, влагоустойчива. Важно знать, что если вы производили механическую обработку углеродистой стали таким кругом, его уже нельзя использовать для работы с нержавейкой!

Обращайте внимание еще и на тот факт, что круги имеют различный размер зерна: для грубой обработки обычно берут Р40, Р60; для шлифовки под полировку и создания однонаправленной риски используют Р80 и Р120.
Зачистку труднодоступных мест осуществляют шарошками.
One thought on “ Зачистка сварных швов ”
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Обработка после сварочных швов, зачем, как и чем проводится?

Практически во всех видах строительства присутствуют металлические конструкции, которые требуют скрепления друг с другом. Самый распространенный способ крепления всех металлических деталей — сварка. Сварка, считается самым простым и самым экономным способом крепления.
С ее помощью, возможно соединить в одно целое целую крепкую металлическую конструкцию. Сварка – самое прочное крепление и самое надежное крепление всех металлических элементов.
Но вместе с достоинствами сварки, у этого способа существует один, очень важный недостаток – самое уязвимое звено в месте шва. В связи с этим, использование сварки требует дополнительных работ в местах крепления деталей. То есть необходимо все швы зачищать. Так требует норма по ГОСТу 9,402-80
Для чистки сварки в местах швов используют несколько способов:
1. Применение механической шлифовки;
2. Нейтрализацию швов;
3. Протравливание химическими материалами.
Каждый способ зачистки швов имеет свои достоинства и свои недостатки. Выбор способа зависит от материала и требуемого результата.
Для всех трех способов зачистки сварочных швов нужно использовать специальное оборудование. Главное правильно подобрать технику и конечно же правильно подобрать расходный материал. Например:
1. Щетка по металлу;
2. Машинка шлиф;
3. Шлифовальный станок и так далее
Выбирая то или иное приспособление, следует отталкиваться от мощности аппарата, а уж потом рассматривать показатель потребления.
Например, в строительстве суден, для шлифовки сварочных швов необходимо использовать передвижные шлифовочные машины с большими мощностями. Проще ведь подъехать к месту нужно обработки, нежели предмет с местом обработки шва, крутить вокруг шлифовочной машины.
Шлифовка сварочных швов – заключительный этап сварки. То есть очистка места сварки от шлака и металлических окалин. То есть необходимо провести обработку места шва и место вокруг соединения на расстоянии, в соответствии с установленными нормами стандарта зачистки после сварочных швов.
Для этого необходимо обработать место соединения и произвести полировку после обработки шва анти оксидом, а также произвести зачистку шва, устраняя дефекты на поверхности. То есть одновременно обработка шва это шлифовка а также устранение возможных лунок, кратеров, свищей и трещин на поверхности в месте шва, используя возможность шлифовочного агрегата на полную силу.
Механическая чистка – ручной способ чистки места шва при помощи болгарки, при помощи которой возможно устранить небольшие дефекты в виде скалин, заусениц и потеков по рабочей поверхности после работы сваркой.
Качество выполненной работы зачистки ш сварочного шва зависит от правильно подобранного шлифовочного круга.
Химическая чистка рабочей поверхности сварочного шва — применение двух способов чистки – механической чистки и химическое воздействие. То есть после механической чистки применяется метод травления или пассивации. Метод травления — обработка рабочей поверхности после сварочного шва специальным веществом. Травление проводится несколькими способами. Обрабатывается только рабочая поверхность, то есть только сам шов, и когда обрабатывается вся заготовка после сварки.
Пассивация – обработка после сварочного участка специальным веществом, которое наносится равномерно в один слой по всей поверхности. В результате чего обработанная часть поверхности образовывает пленку, которая предотвращает старение материала. Этот способ еще называют против коррозийной обработкой металлических поверхностей.
Зачистка сварных швов после сварки

В соединении металлических заготовок на сегодняшний день сварочные технологии находятся вне конкуренции. Это и наиболее распространенный, и самый экономичный способ изготовления сложных металлоконструкций. Сварка позволяет получать очень прочное соединение неограниченного количества элементов из металлов с однородным и эстетичным стыком. В то же время сварочный шов может стать самым уязвимым звеном конструкции из-за плохого качества работ. Зачистка дает возможность выявить брак в процессе выполнения соединений и устранить его задолго до начала эксплуатации конструкции.
- Способы зачистки сварных швов
- Необходимость зачистки сварных швов
- Механическая зачистка сварных швов болгаркой
- Обработка сварных швов химическим способом
- Травление
- Пассивация
- Термическая обработка
- Зачистка швов после сварки: техника безопасности
- Заключение
Способы зачистки сварных швов
Из-за этого и необходимости придания шву эстетичности зачистка является одним из пунктов, которые внесены в требования ГОСТа. Для зачистки сварного соединения применяются различные инструменты и методы:
- Механическая обработка стыка методом шлифовки с использованием «болгарки» или подручных абразивных материалов.
- Химическая обработка, подразумевающая протравливание специальными реагентами.
- Термический способ. Снимает остаточные напряжения конструкции.

Каждая из технологий отличается нюансами и рекомендована в конкретном случае. В определенной ситуации очень важно правильно выбрать наиболее подходящий метод и инструмент. Наиболее часто используются угловая шлифовальная машинка, металлическая щетка или шлифовальный станок. Важно при выборе оборудования учитывать в первую очередь отдаваемую мощность и только потом обращать внимание на потребляемую мощность.
Один и тот же вид оборудование имеет несколько модификаций. К примеру, в противовес привычной ручной шлифмашинке в производстве кораблей используются передвижные высокопроизводительный агрегаты. Они представляют собой шлифовальный станок, который можно переместить к конструкции большого размера и уже по месту зашлифовать стык.

Необходимость зачистки сварных швов
На заключительном этапе сварочных работ специалист очищает шов от шлака и окалины. Весь процесс состоит из трех простых этапов:
- Место сварного соединения по периметру обрабатывается одни из трех выше перечисленных методом.
- После этого поверхность полируется составом, предотвращающим окисление.
- Выполняется лужение сварного стыка.
Зачистка сварных швов производится с целью устранения изъянов поверхности и регламентируется положениями пунктов ГОСТа 9.402-80. К дефектам принято относить: трещины, свищи, лунки и кратеры, которые могут образоваться в местах сварного соединения.

Нужно строго соблюдать технологические нормы выполнения зачистки. Не допускаются любые отклонения от общепринятых стандартов. Желательно полностью использовать все возможности, которые предоставляет современная шлифовальная техника и химические реагенты.
Механическая зачистка сварных швов болгаркой
Наиболее востребованный и самый простой способ механической обработки — зачистка угловой шлифовальной машинкой или попросту болгаркой. Благодаря такому методу воздействия сварной шов можно очистить от окалины, окиси, заусениц и следов побежалости. Способ имеет очень весомое преимущество — низкую себестоимость. Для зачистки подбираются специальные насадки — абразивные круги определенной толщины и диаметра.
Обработка сварных швов химическим способом
Однако наиболее качественный результат достигается при условии комбинирования двух способов зачистки — механического и химического. Обработка сварных соединений химическими препаратами может выполняться одним из двух методов: травления или пассивации. Для объективности нужно рассмотреть оба.
Травление
Обработка выполняется непосредственно перед механической шлифовкой. Используется специальный химический состав, позволяющий создать на поверхности однородный слой. Метод травления успешно применяется в случаях, когда требуется удалить побежалость. Практикуется травление отдельных участков соединения или заготовки полностью. В последнем варианте подразумевается, что заготовка будет полностью погружена в раствор.

В случае полного окунания заготовки нет строго регламентированного времени на выполнение процедуры. При таком методе воздействия срок выдерживания определяется в индивидуальном порядке в зависимости от состава и вида металлов. Нужно подчеркнуть, что зачистка сварного соединения будет более эффективной, если прибегнуть к травлению методом пассивации. Его особенность заключается в том, что стык получает очень существенный бонус: увеличиваются его прочностные характеристики.
Пассивация
Суть процесса состоит в следующем. Для обработки металлической поверхности используется специальный химический состав. После его нанесения по всей плоскости образуется пленка. Она предотвращает старение металла и образование коррозии. С точки зрения взаимодействия реагентов это выглядит так: оксиданты размягчают верхний слой стали, взаимодействуют с ним и растворяют свободные частицы, которые не являются составляющей металлической заготовки. Помимо этого, состав активирует образование на поверхности защитной пленки.

Угловые сварные швы зачищать нужно в соответствии с требованиями Правил Гостехнадзора. Согласно его положениям, качество очистки контролирует сменный мастер, а результаты отображаются в технологической карте ремонта сварочных соединений.
Термическая обработка
Применяется в тех случаях, когда требуется зачистить остаточные напряжения внутренней части. Термообработка необходима в сваривании тонкостенных металлических конструкций. Суть процедуры сводится к тому, что готовая конструкция нагревается до определенной температуры, после чего охлаждается по определенному температурному графику.
Все работы производятся в три этапа. Изначально прогревается шов и рабочая поверхность вокруг него. Он должен выдерживаться нагретым в течение небольшого отрезка времени (второй этап), после чего остыть естественным путем (третий, заключительный, этап). Благодаря таким простым манипуляциям восстанавливается прочность и пластичность металла в районе сварочного шва.

Технология термической обработки имеет существенный недостаток. Если не удалось выполнить все манипуляции в точности с температурным графиком, то исправить ситуацию очень сложно. Простых решений нет. Потребуется дорогостоящая аппаратура и услуги профессионала, который имеет опыт подобной работы.
Контролировать соблюдение температурного режима можно разными способами. Наиболее распространенными являются измерения с помощью пирометра. Можно использовать тепловизор — специальное устройство, измеряющее температуру объекта на расстоянии. Менее эффективны методы контроля при помощи термокраски или термокарандаша, которые меняют свой оттенок в зависимости от температуры металла. Для их использования требуются практические навыки.
Зачистка швов после сварки: техника безопасности
При выполнении любого рода сварочных операций прежде всего необходимо подготовить соответствующим образом рабочее место, оборудование и оснастку. Следует использовать специальную защитную одежду и предусмотренные регламентом средства. Строго придерживаться требований норм пожарной безопасности.

Перед началом работ необходимо пройти инструктаж, о чем делается запись в рабочем журнале. К выполнению работ допускают штатные сотрудники в возрасте от 18 лет, прошедшие соответствующую подготовку.
Заключение
Качественный и эстетичный сварной шов получится только после финальной обработки стыка. Это обязательное условие выполнения любых видов сварочных работ. Обработать поверхность можно разными способами. Итоговая цель таких манипуляций состоит в том, чтобы привести элемент в состояние полной готовности. Основная часть операций регламентируется положениями ГОСТа. Удаление остатков сварки — это органичная составляющая процесса, направленного на получение нужного результата.
Зачистка сварного шва
Кузов машины – самая дорогостоящая ее деталь. Сколько жив остов транспортного средства, столько длится и срок его эксплуатации. Все повреждения автомобильного кузова можно разделить на следующие типы:
- Разрушения коррозией;
- Повреждения поверхности вследствие механических повреждений (включая ДТП).
Каждому типу ремонтных работ соответствует своя методика. Для борьбы с коррозией применяются всевозможные грунтовки, которые надежно защищают металл от дальнейшего разрушения.
Механические повреждения и дефекты чаще всего сваривают. На этом этапе ремонтных работ зачистка сварного шва играет ключевую роль при контроле качества выполненных операций. В идеале место соединения деталей должно быть незаметным и не привлекать к себе внимания.

 Способы сварки и используемое оборудование
Способы сварки и используемое оборудование
Если поверхность кузова сильно «изъедена» коррозией, для ремонта также применяется сварка. Оборудование, которое мастер выбирает для выполнения сварочных работ, может иметь различную производительность и определяет в конечном итоге качество шва. Применяемая в кузовном ремонте сварка может быть нескольких типов:
- Газовая;
- Электродуговая;
- Ручная полуавтоматическая электродуговая (среда с защитным газом);
- Контактно-точечная.
Любители ремонтируют свое «железо» газовой сваркой, это самое демократичное оборудование для частного применения. Ручной инструмент в этом деле – не помощник, так как операция становится очень трудоемкой. Профессиональные сварщики с долей скептицизма относятся к использованию дуговой ручной электрической сварки, что говорить о любителях? Контактная сварка – дорогой инструмент, которым пользуются квалифицированные мастера.
Критерии качества сварных швов
Проверить качество соединения деталей после сварки можно различными приспособлениями и устройствами. Важная деталь – все места сварки должны быть хорошо зачищены. Только после этого осуществляется качественный контроль.
 Применяемые методики:
Применяемые методики:
- Осуществление визуального осмотра. Для этого применяется увеличительное стекло или простой взгляд. Все найденные в процессе осмотра дефекты нуждаются в устранении;
- Выполнение просвечивание шва. Для этого используется гамма-излучение или лучи рентгена. Таким способом выявляются все недоваренные участки в толще металла до 6-ти см;
- Магнитографический способ. Используемый для такой проверки инструмент отличается точностью и рассчитан на работу с металлом не толще 0,4-1,2 см;
- Ультразвуковая проверка чаще применяется для проверки швов сварки стали или цветных металлов;
- Осуществление вскрытия сварного шва – радикальная мера, для которой тоже используется специальное оборудование;
- Химический способ;
- Выполнение цветной дефектоскопии;
- Керосиновая проба;
- Пневматические испытания;
- Создание вакуума;
- Прочие приемы.
Обилие технологий проверки качества сварных швов является отличным стимулом к более тщательному выполнению этого вида работ. Приобретая станок для зачистки сварных швов, мастер обретает массу преимуществ:
- Безупречное завершение обработки заготовки;
- Удаление шва после сварки;
- Подготовка изделия к финальной стадии обработки.
Оборудование, с помощью которого можно правильно и эстетично зачищать сварные швы, может использоваться на производстве или при личном потреблении. Такой инструмент рассчитан на обработку разных материалов:
- Медь;
- Алюминий;
- Нержавеющая сталь и др.
На поверхностях из нержавейки или иного металла оборудование для зачистки успешно заменяет абразивную пасту, шлифовальный круг, специальный фрезер (перечисленные приспособления часто применяются любителями после сварки металлических поверхностей). Профессионалы же рекомендуют применять точный современный инструмент, гарантирующий высокий результат без сюрпризов.
Выбор оборудования для зачистки швов
После сварки все швы нуждаются в зачистке. На черной стали необходимо избавиться от окислов и окалин на сварном шве. Для этого используются специальные проволочные щетки. При этом масштаб зоны зачистки определяет используемый инструмент – ручные щетки или специальные станки.
Лидер мирового рынка в сфере производства проволочных щеток – немецкая компания «Lessmann». Такая щетка может быть установлена в болгарку или шлифовальную машину углового типа. Многие поверхности из нержавейки зачищают таким способом.
Часто зачистка сварного шва сопровождается снятием усиления. В этом случае инструмент и расходный материал выбирается более тщательно. Специалисты рекомендуют применять мобильный вариант шлифовального станка или угловую шлиф-машинку, оборудованную абразивными кругами.
Эффективное и современное оборудование для автомобильного ремонта – мобильный станок. Инструмент хорошо управляем, им может пользоваться 1 человек. Компания «GRIT by FEIN» из Германии выпускает 2 модификации такого станка, которые предполагают использование лент различной степени шлифования. Профессионалы рекомендуют зачищать швы после сварки лентами, которые выпускает производитель самого оборудования.
Болгарки и шлифовальные круги – выбор мастеров, которые предпочитают дешевое и доступное оборудование. Таким методом можно обрабатывать любые швы – из стали, нержавейки и прочего металла.
Выбор инструмента для зачистки сварных швов при осуществлении кузовного ремонта определяет скорость выполнения работ и качество готового покрытия.
Забудьте о штрафах с камер! Абсолютно легальная новинка — Глушилка камер ГИБДД, скрывает ваши номера от камер, которые стоят по всем городам. Подробнее по ссылке.
- Абсолютно легально (статья 12.2);
- Скрывает от фото-видеофиксации;
- Подходит для всех автомобилей;
- Работает через разъем прикуривателя;
- Не вызывает помех в радиоприемнике и сотовых телефонах.
Исправление дефектов сварки
Дефекты в сварном шве могут не просто ухудшить внешний вид соединения, но и снизить его эксплуатационные характеристики. Чтобы обнаружить дефекты можно использовать различные методы контроля качества: от простейшего визуального осмотра шва, до применения рентгена или ультразвукового оборудования.

Но что делать, если швы оказались дефектными после проведения контроля качества? Обязательно ли утилизировать детали с дефектными швами? Вовсе нет. В этой ситуации поможет исправление дефектов сварки. Далее мы подробно расскажем, какие существуют дефекты сварных швов и способы их исправления.
Виды дефектов
Существуют наружные и внутренние дефекты сварных соединений. Исходя из названий несложно понять, что наружные дефекты располагаются на поверхности шва и их можно легко обнаружить невооруженным глазом. А внутренние дефекты не видны, поскольку располагаются внутри соединений и их можно обнаружить только с помощью специальных приборов.

Наружные дефекты
Непровары
Непровары появляются из-за того, что сварщик установил слишком маленькое значение силы сварочного тока на своем сварочном аппарате. Проще говоря, силы сварочного тока не хватило для полноценной проварки металла. Иногда непровары образуются из-за большой скорости сварки или из-за неправильной разделки кромок.
Чтобы предотвратить появление непроваров нужно устанавливать оптимальную силу тока и уменьшить длину сварочной дуги.
Подрезы
Подрез — наиболее часто встречающийся дефект при сварке тавровых соединений и соединений внахлест. Реже встречается при сварке стыкового шва. Зачастую подрез образовывается в том случае, когда установлено неправильное напряжение дуги или вы варите слишком быстро.
Устранение дефектов сварки такого вида требует уменьшения напряжения дуги и равномерной скорости сварки. Также рекомендуем уменьшить длину дуги. Ведь при большой длине дуги шов становится широким, тепловложения просто не хватает на все соединение и образовываются подрезы.
Наплывы
Главная причина наплыва — неправильно настроенный режим сварки. Чтобы предотвратить образование наплывов нужно тщательно очистить кромки и правильно настроить сварочный ток, скорость подачи присадочного материала (если вы варите полуавтоматом), и повысить напряжение в сварочной дуге.
Прожоги
Прожог — это, по сути, просто образование сквозного отверстия в сварном соединении. Прожоги — частая ошибка начинающих сварщиков, поскольку такой дефект возникает либо при медленной скорости сварки, когда в одном месте концентрируется слишком большое количество тепла, либо когда установлено большое значение сварочного тока. Такой дефект существенно снижает прочностные характеристики сварного соединения, так что не допускайте его появления.
Чтобы избежать появления прожогов нужно понизить силу сварочного тока, варить немного быстрее и правильно разделывать кромки. Если вы новичок, то поможет только постоянная практика. Особенно, если нужно сварить алюминий, у которого маленькая температура плавления и при этом высокая теплопроводность.
Кратеры
Кратеры образуются на конце сварного соединения в том случае, если вы резко оборвете дугу. Типичный кратер — это небольшая неглубокая воронка, которая тем не менее существенно влияет на качество шва. Чтобы избежать образования кратера не обрывайте дугу и используйте специальные режимы, которые есть у многих современных сварочных аппаратов. Эти режимы автоматически устанавливают пониженное значение тока при окончании сварки.
Внутренние дефекты
Трещины (горячие и холодные)
Горячие трещины образуются при использовании неправильного присадочного материала. Например, присадочная проволока может быть изготовлена из алюминия и содержать в своем составе мало углерода, а свариваемый металл — это высокоуглеродистая нержавеющая сталь. Как вы понимаете, налицо полная несовместимость свариваемого материала и присадочной проволоки.
Также горячие трещины могут появиться, если вы неправильно заварите образовавшийся кратер. Здесь самое главное — не прекращать сварку резко, иначе образование трещины гарантировано.
Есть еще холодные трещины. Они образуются уже после сварки, когда соединение остыло и затвердело. Также холодные трещины образовываются, когда шов банально не выдерживает механической нагрузки. Мы отнесли трещины к внутренним дефектам, но на самом деле они могут образовываться и на поверхности металла.
Поры — это, пожалуй, самый распространенный дефект. Любой сварщик хотя бы раз в жизни сталкивался с пористостью шва. Основные причины образования пор — недостаточная защита сварочной зоны от кислорода, неправильная или недостаточная очистка металла перед сваркой, присутствие следов коррозии или загрязнений на поверхности металла. Мы отнесли поры к внутренним дефектам, но они могут быть и наружными.
Чтобы избежать образования пор нужно проверить исправность горелки, из которой поступает защитный газ, а также избегать сквозняков в цеху и не работать на улице, если дует сильный ветер.
Способы исправления дефектов
Мы вскользь уже упоминали, какие бывают способы устранения дефектов сварных швов. Но давайте разберемся подробнее.

Начнем с исправления трещин. Если трещины крупные, то их нужно банально заварить. А чтобы во время сварки трещина не увеличилась в размерах нужно сделать сквозные отверстия на расстоянии пол сантиметра от концов трещины. Далее трещину нужно разделать V или X-образно. Разделка проводится с помощью пневматического зубила или газового резака. Можно также использовать воздушно-дуговой резак. Далее разделанную трещину нужно зачистить и заварить.
В некоторых случаях концы трещины можно прогреть газовой горелкой перед заваркой. Так шов и нагретые участки будут иметь примерно одинаковую температуру и на концах бывшей трещины не будет остаточного напряжения. Все эти рекомендации подходят только для сварки наружных трещин.
Если у шва есть внутренние небольшие трещины, непровары или шлаковые включения, пережженные места, то эти участки нужно просто вырубить или выплавить и после заново заварить. Чтобы убрать наплавы или натеки нужно их удалить абразивом.
Иногда во время исправления дефектов сварщик по неопытности может деформировать металл. Для решения этой проблемы существуют механические и термические методы устранения дефектов сварных швов. Для механической правки используют домкрат, пресс, молоты и прочие подобные инструменты. Механическая правка используется редко, поскольку она очень трудоемкая и часто приводит к образованию новых дефектов, вроде трещин и сколов.
А вот термический метод правки используется куда чаще. Технология крайне проста: деформируемую часть металла нагревают с помощью газовых горелок до той температуры, пока металл не станет пластичным. Затем металлу дают остыть. В ходе остывания в нагретых участках возникает обратное напряжение, которое выпрямляет металл.
Также есть ряд очевидных способов предотвратить образование дефектов еще перед сваркой. Чтобы дефекты не образовывались нужно четко соблюдать технологию сварки, иметь достаточную квалификацию для выполнения тех или иных работ, выбирать качественные комплектующие, учитывать физико-химические свойства свариваемого металла и правильно настраивать режим сварки. Если вы выполните эти пункты, то вероятность образования дефектов сводится к нулю.
Вместо заключения
Вот и все, то мы хотели рассказать вам о дефектах и способах их устранения. Исправление дефектов сварки — дело несложное, но требующее знаний и опыта. Мы, конечно, рекомендуем отправлять дефектные детали в брак, но если партия небольшая и важно каждое изделие, то можно прибегнуть и к устранению дефектов.
Существуют различные дефекты и способы их устранения, у каждого способа есть свои достоинства и недостатки. В некоторых случаях дефектов настолько много, что нет смысла исправлять деталь. Если вы новичок, то будьте готовы, что сначала у вас будет много дефектов, поскольку сварка требует опыта и навыков. А вы когда-нибудь исправляли дефекты у сварных швов? Расскажите об этом в комментариях ниже. Желаем удачи в работе!
Особенности зачистки сварочных швов
Тем не менее именно шов является слабым местом любой конструкции, особенно если не была правильно выполнена подготовка кромок под сварку. Поэтому очень важно соблюдать все технологические процессы, чтобы получить надежное соединение деталей.
- Особенности зачистки изделий после сварки
- Механическая чистка
- Химическая очистка соединения
- Итог
Особенности зачистки изделий после сварки
Завершающим этапом сварочных работ является очистка места соединения от шлака и окалины.
Данная процедура выполняется в несколько этапов:
- обработка шва;
- полировка антиоксидантом;
- лужение соединения.
Первый этап выполняется с целью устранения дефектов. К ним относятся лунки, кратеры, свищи, трещины в швах.
[box type=”warning”]Очень важно, чтобы подготовка кромок под сварку и процесс конечной обработки соединения выполнялись в соответствии с установленными стандартами. Допускать нарушения в технологии обработки не рекомендуется, так как это может привести к снижению качества сварного соединения.[/box]  Основные разновидности сварных соединений.
Основные разновидности сварных соединений.
Существует три основных метода, позволяющих обработать сварочный шов:
- термический;
- механический;
- химический.
Первый метод позволяет существенно снизить или полностью убрать остаточные напряжения в металле после сварки. Термообработка может осуществляться в соответствии с двумя технологиями: местной – нагревается только область соединения, и общей – нагреву подвергается вся деталь.
Кроме снижения напряжений, термический отжиг позволяет сделать структуру шва и область вокруг него более устойчивой к воздействию внешних факторов. Кроме того повышаются эксплуатационные показатели изделия: увеличивается стойкость к коррозии, жаропрочность и т.д.
Суть термообработки заключается в нагреве соединения или детали до определенной температуры. Затем изделие охлаждается с необходимой скоростью, зависящей от типа детали.
Термообработку проводят с помощью специализированного оборудования.
Выделяют четыре типа устройств для выполнения данной процедуры:
- Индукционные агрегаты используются для трубопроводов.
Принцип работы подобных устройств заключается в применении медных многожильных проводов с воздушным охлаждением, составляющими индуктор. Индуктор устанавливается на трубопровод на определенном расстоянии от него. Чем больше зазор, тем хуже используется мощность аппарата, поэтому его следует устанавливать заподлицо к сварному шву. - Гибкие нагреватели сопротивления – одни из самых распространенных устройств.
- Муфельные печи.
Данный тип устройств требует особого внимания к контролю равномерности нагрева изделия. Нецентрированная установка детали в печь может привести к нарушению технологии термообработки. - Обработка с применением газопламенного оборудования.
В таком методе используются газопламенные горелки.
Инструменты, позволяющие осуществлять термообработку, выбираются исходя из монтажных условий, доступности и других факторов. Главные критерии, которым должны удовлетворять такие агрегаты – это соответствие поставленным требованиям, четкая стыковка со швами, равномерный прогрев соединений, невысокая масса.
Достаточно часто, чтобы избежать потерь при нагреве, используют разнообразные теплоизоляторы.
 Дефекты сварных швов.
Дефекты сварных швов.
Существует несколько технологий обработки металла. Предварительный нагрев применяется как до выполнения сварки, так и во время нее, при работе с низкоуглеродистыми сталями.
Высокий отпуск заключается в нагреве материала до 650-750 °С. Точное значение температуры определяется маркой стали. Такая обработка длится до пяти часов и позволяет снизить напряжения на 80%, а также повышает эластичность и стойкость металла к механическим нагрузками.
К углеродистым и низколегированным маркам стали применяется нормализация. Процесс осуществляется при 950 °С. По завершению обработки деталь выдерживается и охлаждается при нормальных условиях. В результате снижается зернистость, напряжения и увеличивается прочность соединения.
Механическая чистка
Важным этапом сварки является не только выполнение подготовительных работ, но и правильная зачистка сварных швов. Данный процесс обязателен и закреплен в соответствующем ГОСТе.
 Условные обозначения сварных швов.
Условные обозначения сварных швов.
Итак, как зачистить сварное соединение? Самым простым способом очистки сварочного шва является простая чистка с помощью металлической щетки. Тем не менее использование портативного шлифовального станка или простой болгарки с шлифовальным кругом для зачистки будет более эффективным.
Такой простой способ обработки позволит избавиться от самых распространенных дефектов, к которым относятся окалины, окислы, следы побежалости, заусенцы. В результате стык обрабатываемой детали получится более качественным.
По соотношению «цена – качество» эта технология относится к наиболее выгодным способам подготовки кромок перед сваркой и после нее. В связи с этим нет ничего удивительного в том, что большинство мастеров используют именно этот метод.
Выбирая шлифовальный круг, чтобы зачистить шов после сварки, важно учитывать некоторые нюансы, в противном случае не стоит ожидать хорошего результата обработки. Следует отдавать предпочтение насадкам с лепестками на тканевой основе.
Она отличается более высокой износостойкостью по сравнению с бумажными вариантами, что необходимо в таком агрессивном виде работ, как шлифование сварочных соединений.
[box type=”fact”]Лучшим материалом для обработки нержавейки после сварки является цирконат алюминия. Он отличается достаточно высокой прочностью и не оказывает коррозирующее влияние на металл.[/box]
Следует иметь в виду, что насадки на тканевой основе с данным покрытием отличаются высокой стоимостью. Тем не менее в данном случае лучше не экономить, ведь с правильным инструментом работа будет выполняться легче, а конечный результат будет качественнее.
Химическая очистка соединения
Как уже было описано выше, механическая обработка позволяет достичь приемлемых результатов, однако наилучшее качество зачистки сварного шва после сварки достигается при сочетании данного метода с химической очисткой. К нему относится травление и пассивация.
Химическое средство для очистки швов.
Травление осуществляется с использованием специализированных составов. Они позволяют получать однородное антикоррозионное покрытие на поверхности изделия. Кроме того удаляются области с побежалостью – места скопления окислов хрома и никеля, отличающиеся низкой устойчивостью к коррозии.
Небольшие области обрабатываемых швов травятся посредством простого нанесения состава на необходимый участок. В некоторых случаях изделие полностью окунается в емкость со специальным раствором. Время взаимодействия детали со смесью в каждом конкретном случае различно и выбирается индивидуально.
Пассивация – процесс обработки металлического изделия специальным раствором. В результате данного процесса происходит формирование защитной пленки на обработанной поверхности детали. Отличительной особенностью полученного покрытия является его стойкость к коррозии.
Суть данной технологии зачистки кромок под сварку заключается в применении оксидантов мягкого действия. В результате взаимодействия с нержавейкой с ее поверхности удаляется свободный металл и активизируется формирование защитного покрытия на поверхности изделия.
Осуществить пассивацию можно с помощью спреев для обработки нержавейки или специальной пасты.
[box type=”info”]После завершения процедуры пассивации, все реагенты с поверхности детали следует удалить посредством промывания под водой. Утилизация сточной воды после такой промывки должна осуществляться в соответствии с государственными нормами природного законодательства.[/box]
Дело в том, что в такой воде содержится повышенное количество кислот и тяжелых металлов, поэтому подобные стоки характеризуются повышенной опасностью для окружающей среды. Вначале следует нейтрализовать кислоты с помощью щелочных растворов, а после необходимо отфильтровать воду. Полученные отходы должны быть утилизированы.
Чтобы понять, как правильно зачищать сварочные швы, необходимо ознакомиться с ГОСТом, в котором подробно описана технология обработки соединений. Выделяют два основных метода, позволяющих очистить сварочный шов: механическая обработка и химическая.
В первом случае металл, например нержавейку, подвергают шлифованию, а также полировке. Во втором случае используют технологию травления и пассивации. Для травления нержавеющей стали после сварки применяют специальные растворы. Чаще всего указанные методы комбинируют, чтобы достичь наиболее качественного результата.
Как выполняется зачистка сварных швов после сварки

Зачистка сварного шва после сварки
Сварка является на сегодняшний день одной из наиболее распространенных технологий скрепления металлических деталей, потому что именно при сваривании поверхностей удается получить однородное соединение, не пропускающее влагу и обеспечивающее прочное скрепление элементов. Однако сам по себе сварной шов является слабым местом конструкции, которое необходимо защитить от преждевременного повреждения и разрушения. Поэтому обязательным этапом любых сварочных работ является зачистка сварных швов после сварки – необходимость проведения такой работы является нормой, закрепленной в ГОСТ 9.402-80 «Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием». Для выполнения подобной работы может использоваться различный инструмент, оказывающий различное воздействие на обрабатываемую поверхность – это и обыкновенная механическая шлифовка, и химическое протравливание, и нейтрализация. Каждая из данных технологий имеет свои особенности и показания к применению.
Механическая чистка сварного шва
Наиболее простой вариант механической чистки является ручная зачистка проволочной щеткой. Однако намного проще и эффективнее такая обработка выполняется портативным шлифовальным станком или обыкновенной болгаркой, оснащенной лепестковой шлифовальной насадкой или абразивным кругом. С помощью этого метода можно избавиться от многих дефектов сварного шва:
- окалины;
- окислов и заусенцев;
- следов побежалости.
Данная технология любима многими мастерами сварочных работ также за то, что по соотношению «цена – качество» она едва ли не самая выгодная.
Однако очень важно правильно выбрать шлифовальный круг, иначе рассчитывать на отличный результат не приходится.
Наилучшим материалом для обработки сварных швов на нержавеющих сталях является цирконат алюминия, потому что он не оказывает коррозирующего воздействия на металл и значительно превосходит по прочности оксид алюминия, также используемый для производства лепестковых абразивных насадок.
Также важно, чтобы лепестки имели тканевую основу, потому что она надежнее и выносливее, чем бумажная основа, что необходимо для такого агрессивного вида работ, как шлифование сварных швов. Следует отметить, что насадки с тканевой основой, да еще и с покрытием из цирконата алюминия значительно дороже обычных бумажных насадок с напылением оксидом алюминия, однако цена того стоит – работа будет и легче, и эффективнее. Кроме того, использование таких насадок минимизирует возможность образования очага коррозии в месте шлифовки, что очень важно для качественного выполнения ответственной работы.
В зависимости от масштабов и тонкости выполняемой работы следует использовать насадки с разным размером абразивного зерна – в продуктовой линейке основных производителей представлены разнообразные размеры зерна, поэтому нужно иметь в арсенале несколько размеров. Тем более, что для выполнения работы высокого качества потребуется последовательная обработка разными насадками с уменьшением размера зерна.
Так, например, для грубого снятия основного слоя окалины или наплыва металла нужно использовать насадки с самым большим зерном, затем более тонкая обработка выполняется насадкой с более мелким зерном, финишная обработка производится самым мелким абразивным зерном.
При этом размер нужно менять последовательно, пропускать можно не более одного размера. А если же нужно добиться зеркальной ровности и блеска сварного шва, то запрещается пропускать даже 1 размер. Иначе может проявиться необработанная риска, и всю работу придется начинать с самого начала.
Сложным и в то же время ответственным является шлифование сварных швов в труднодоступных местах – полостях, отверстиях, на тонких кромках, здесь применяются специальные инструменты – борфрезы, которые монтируются в прямую шлифмашину. Борфрезы имеют множество различных форм и размеров, поэтому выбрать подходящий инструмент для работы не составляет никакого труда.
Химическая обработка сварных швов
Как показывает практика, наилучших результатов при обработке сварных швов удается достичь при сочетании механической обработки с химическим воздействием на шов. Такое воздействие может быть различным – это травление и пассивация.
Травление – это стадия обработки шва, предваряющая механическую шлифовку.
Выполняется травление с помощью специальных составов, которые позволяют создать однородное антикоррозионное покрытие на поверхности детали. Также с помощью травления удаляются участки с побежалостью – в таких местах скапливаются окисленные хром и никель, поэтому эти участки быстрее поражаются коррозией.
Травление сварных швов (видео):
Для небольших участков сварных швов травление лучше выполнять простым нанесением состава для травления на шов, в отдельных же случаях выполняется полное погружение детали в емкость с травильным раствором. Необходимое время его воздействия на металл в каждом случае определяется индивидуально.
После травления для придания сварному шву дополнительной прочности выполняется его пассивация.
Пассивация – это обработка металлической поверхности специальным составом, который образует на обработанной детали защитную пленку, пассивную к образованию коррозии – отсюда и название технологии.
Химическая сущность данного процесса заключается в следующем – оксиданты мягкого действия при взаимодействии с нержавеющей сталью удаляют с ее поверхности свободный металл и активизируют образование защитной пленки на поверхности.
Пассивация нержавеющей стали (видео):
После того, как выполнена химическая зачистка сварных швов после сварки, необходимо смыть реагенты водой. При этом нужно позаботиться о правильной утилизации сточной воды после такой смывки – в ней содержится большое количество кислот и тяжелых металлов, поэтому такие стоки имеют высокий уровень опасности для окружающей среды. В первую очередь необходимо нейтрализовать кислоты с помощью щелочных соединений, затем ее рекомендуется профильтровать и утилизировать в соответствии с нормами природного законодательства.
Обработка сварного шва после сварки
Сварка — самый надежный, быстрый и экономичный способ создания неразъемных соединений металлов и их сплавов. В ходе сварочного процесса металл нагревается до температуры плавления. Это вызывает в нем внутренние напряжения. Кроме того, на поверхности сварочного шва остается шлак. Для удаления шлака и снятия внутренних напряжений в металле применяются различные способы обработки сварного шва.

Основные способы обработки сварных соединений
Наиболее распространенными стали следующие методы обработки сварного шва:
- Термическая. Применяется для ликвидации внутренних остаточных напряжений. Проводится путем локального или общего прогрева.
- Механическая. Зачистка сварных швов после сварки удаляет шлаки и окалину с поверхности соединения.
- Химическая. Состоит из обезжиривания и покрытия защитным слоем. Препятствует возникновению коррозионных очагов. Метод используют для обработки материалов, подверженных коррозии, которым предстоит работать в активных средах.
Способ воздействия выбирают, применяясь к техническим требованиям к конструкции и условиям ее эксплуатации. Часто применяют последовательно все три метода.
Термообработка
Термическая обработка сварных соединений обязательно проводится после сварки тонкостенных изделий, особо подверженных деформациям под воздействием внутренних напряжений. К таким конструкциям относятся трубопроводы, различные емкости, сосуды давления.

Термическая обработка сварного шва
Проводится термообработка и для большинства ответственных конструкций, таких, как корпуса атомных и химических реакторов.
Заключается термообработка в нагреве детали и ее последующем охлаждении по строго заданному температурному графику.
Зачем нужна
В ходе сварки нагревается небольшая область детали в районе шва. Неравномерный прогрев и приводит к возникновению внутренних напряжений, способных деформировать или даже разрушить деталь. Кроме того, в зоне неравномерного нагрева изменяется структура кристаллической решетки металла, что приводит к ухудшению его физико-механических и химических свойств.
Рядом со сварным швом зона закалки, в которой прочность повышена, а упругость, наоборот, понижена. Ее окружает зона разупрочнения, в которой пластичность сохраняется, а прочность становится ниже, чем была до сваривания.
Термическая обработка сварных соединений призвана восстановить внутреннее строение металла и его свойства, вернуть характеристики прочности, пластичности и коррозионной устойчивости к проектным значениям.
Особенности проведения
Обработка осуществляется при высоких температурных значениях, в диапазоне 600- 1000 °С. Это позволяет преодолеть негативные последствия неравномерного нагрева и приблизить структуру шва и околошовной зоны к структуре самой детали.
Обработка проходит в три стадии:
- Нагревается область рядом со швом.
- Конструкция выдерживается некоторое время в нагретом состоянии.
- Изделие охлаждается в соответствии с графиком обработки.

Процесс термообработки швов на трубопроводе
Существует несколько видов обработки сварного шва. Выбор зависит от конфигурации конструкции, толщины детали и цели, которую собираются достигнуть.
Для каждого вида обработки применяется свой специфический график нагрева, выдержки и охлаждения.
Достоинства и недостатки
К достоинствам обработки нагревом относят:
- Восстановление целевых характеристик прочности и пластичности;
- Снятие внутренних напряжений, обеспечение долговечности шва и всей конструкции;
- Улучшение, при необходимости, этих показателей.
Отрицательные моменты при проведении обработки нагревом следующие:
- Высокие требования к квалификации работников.
- Необратимость процессов. В случае несоблюдения графика термообработки сварных швов исправить брак практически невозможно.
- Требуется дорогостоящее и громоздкое оборудование
- Высокое энергопотребление, низкая экологичность.
В большинстве случаев преимущества перевешивают недостатки.
Что подвергают обработке
Термообработке подвергают сварные швы в ответственных конструкциях. Сюда входят
- магистральные трубопроводы
- сварные конструкции различных механизмов и станков, испытывающих высокие нагрузки
- изделия, которым предстоит работать в сложных условиях эксплуатации.
При термообработке сравнительно небольших изделий используют муфельные печи.

Самодельная муфельная печь
Для обработки нагревом габаритных конструкций применяют нагрев пламенем газовых горелок или индукционный способ. В отдельных случаях применяют радиационный метод.
Термообработку для повышения коррозионной стойкости следует проводить по возможности скорее по окончании сварки.
Параметры проведения процесса
Продолжительность процесса во многом определяется маркой сплава и толщиной заготовки. Для хром-молибденовых сплавов применяют индукционный или радиационный способы нагрева. С увеличением толщины типовая продолжительность нагрева (в минутах) растет:
| Толщина детали, см | Радиационный | Индукционный |
| 2,0 | 40 | 25 |
| 2,0-2,5 | 70 | 40 |
| 2,5-3,0 | 100 | 40 |
| 3,0-3,5 | 120 | 60 |
| 3,5-4,5 | 140 | 70 |
| 4,5-6,0 | 150 | 90 |
| 6,0-8,0 | 160 | 110 |
Индукционный способ требует меньшего времени на обработку, но отличается большими энергозатратами. Перед обработкой следует обязательно выполнить зачистку сварочного шва.
Используемое оборудование
Термообработка сварных швов выполняется с использованием нескольких основных способов, каждый требует своего набора оборудования:
- Индукционный. Требует генератора высокочастотного переменного тока большой мощности. Нагревательным элементом является катушка индуктивности, намотанная поверх участка детали, подлежащего нагреву.
- Радиационный. Используется инфракрасное излучение от нагретой нихромовой проволоки, через которую пропускается сильный электрический ток. Требует мощных источников тока. Может применяться для прогрева материалов со слабыми электромагнитными свойствами.
- Газовый. Наиболее экономичный по энергозатратам способ. Используется специальная горелка. Факел пламени формируется так, чтобы равномерно прогневать зону термообработки.
Выбор метода нагрева проводят, сопоставляя цель обработки, толщину конструкций, характеристики материала и экономические соображения.
Виды термической обработки
Виды термообработки сварных швов различаются по своей цели. Специалисты отличают следующие процессы:
- Отдых. Конструкцию доводят до 300 °С и выдерживают полтора — два часа. Снижает механические напряжения и снижает содержание водорода в материале шва.
- Отпуск. Состоит в нагреве до 700 °С и трехчасовой выдержке. Практически полностью снимает напряжения, дает возможность повысить пластичность.
- Нормализация. Всю конструкцию, включая шов, нагревают до 800 °С и выдерживают 30-40 минут. Позволяет достичь однородности и мелкозернистости структуры металла. Используется на изделиях малой толщины.
- Аустенизация. Изделие нагревают до 1100 °С и выдерживают 120 минут. Охлаждение проводят при комнатной температуре. Повышает пластичность высоколегированных сплавов за счет преобразования их кристаллической структуры.
- Отжиг. Нагрев до 960 ° С, трехчасовая выдержка и остывание при комнатной температуре. Используется для высоколегированных сплавов для повышения коррозионной стойкости.
Как правило, перед термообработкой проводится зачистка сварного соединения.
Контроль температуры
При проведении термообработки ключевое значение имеет температура нагрева конструкции. Для контроля температуры применяют:
- Термокарандаш и термокраска. Представляют собой химическое соединение, меняющее цвет по мере изменения температуры. Наносятся на поверхность изделия.
- Тепловизоры и пирометры. Электронные устройства, дистанционно измеряющие температуру.
Термокарандаши и термокраска – традиционные средства, достаточно трудоемкие в применения и требующие постоянного визуального контроля со стороны оператора и его оперативного вмешательства в случае выхода параметров за пределы допустимых значений.

Тепловизоры и пирометры обладают большей точностью и могут быть встроены в автоматическую систему поддержания постоянной температуры.
Другие виды обработки
Кроме термообработки, широко используются также механические и химические виды очистки сварных швов.
Механическая
Проводится с использование проволочных щеток или абразивных дисков. В промышленных условиях щетка, диск или лепестковая абразивная насадка закрепляет в угловой шлифовальной машинке (в быту называемой «болгарка»)
Способом механической зачистки с поверхности соединения удаляют шлаки, окалину, брызги застывшего металла и оксидную пленку.

Механическая обработка сварного шва
Зачистка сварного шва после сварки применяется перед термообработкой или покраской.
Химическая
Призвана удалить с поверхности шва следы жира, смазки, оксидные пленки и другие загрязнения. Проводится перед нанесением на конструкцию покрытий, предохраняющих от коррозии.
Травление — обработка сильнодействующими кислотами — проводится перед механической обработкой. После нее проводят пассивацию — нанесение вещества, образующего на поверхности защитную пленку.

Химическая обработка сварного шва
Химическая обработка металла проводится химически активными веществами, многие из которых пожароопасны и могут причинить серьезный вред здоровью. Поэтому следует строго соблюдать правила техники безопасности.
Сообщества › Сделай Сам › Блог › Зачистка сварных швов профильных труб

Привет всем. Появилась необходимость сварить конструкцию под покраску, с сохранением граней на профиле, а так как заваленные при зачистке зачистным или лепестковым кругом болгарки — слишком часто встречаются. Ну и самому стало интересно — зачистить сварочный шов с минимальными повреждениями металла.


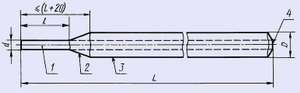
Для ровного снятия шва по прямой линии, собрал приспособу:

Труба 40х20мм, упаковка подшипников, делаем тело:

Само тело катается по плоскости обрабатываемой детали, для удержания линейности движения — снабжаем двумя прижимными деталюшками на полосе 20х4 и трубе 20х20 на подшипниках.


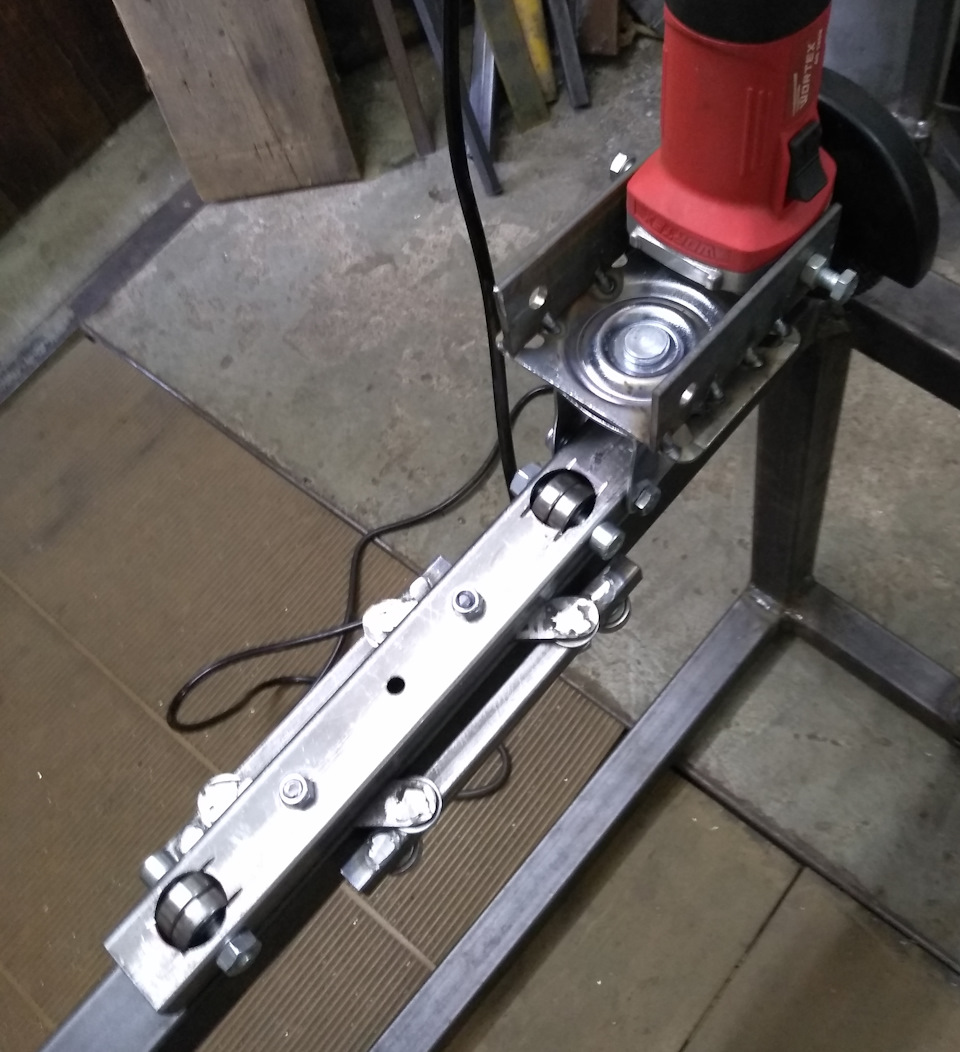
с линейностью движения разобрались, теперь нужно обеспечить регулировку по высоте, стачивающемуся диску.
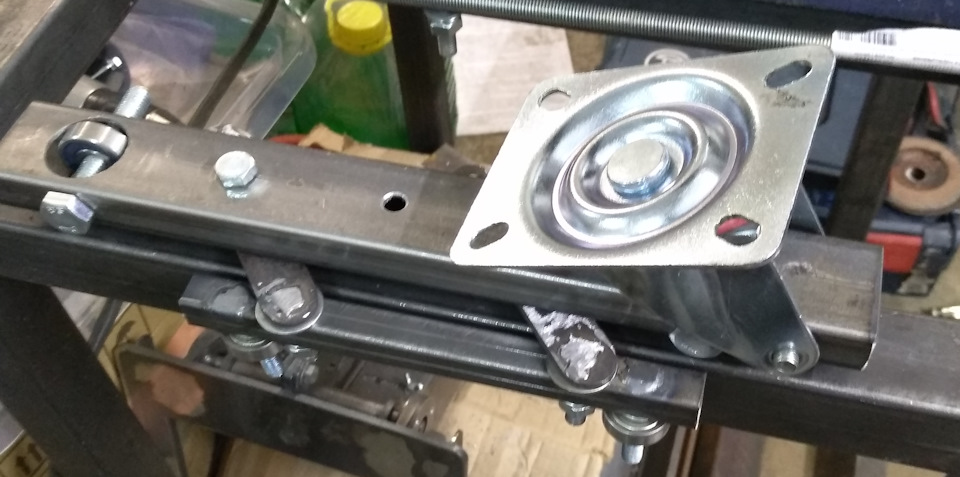
получили вертикальный ход, и круговое вращение (в конце концов его ограничим). Теперь имеем три степени свободы, две из них регулируются стяжками с левой и правой резьбой, приваренные к удлинненным гайкам, обеспечивающим минимальный люфт при настройке, за счет резьбы.


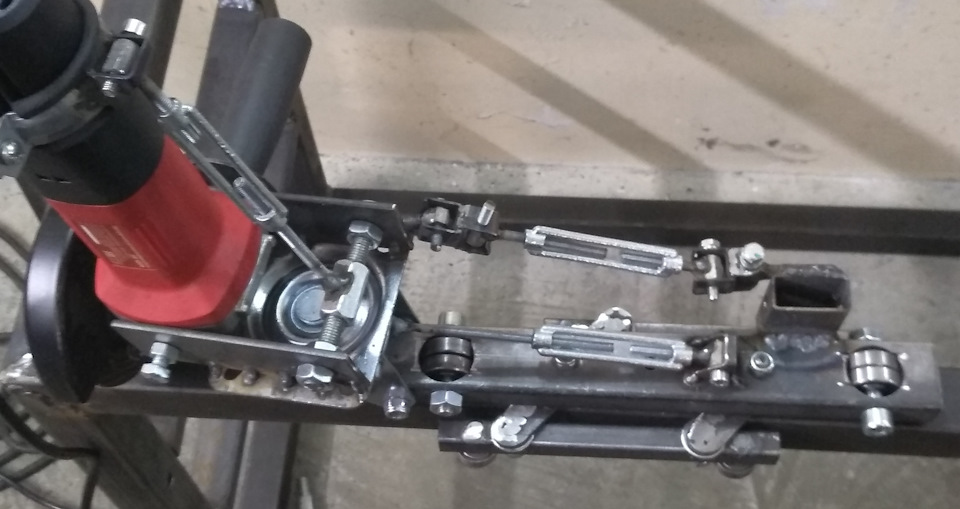

Результатом доволен, необходимость сборки такой фиговины сомнительна, но удовольствие я получил))) Можно обламывать)))
На сегодняшний момент мнения разделились:
1. Нравится сделанная фиговина — 291
2. Не нравится и вызывает вопросы — 6
Для себя открыл полезного — фибровый кибертрон, куплю — опробую))
в приспособе само-собой))


Комментарии 88

Продуманность приспособы вызывает уважение. Но нафиг она нужна для озвученной цели не представляю. Я делал себе самопальную стойку для дрели, да потом день было ей пользоваться. Быстрее так просверлить чем крепить дрель.
Зачистные диски не люблю, а вот лепестковым «выгладить» следы шва и не нарезать заметных борозд не так и сложно.
Ещё судя по шву, я бы предложил повысить ток и варить с отрывом. Валик будет ниже, зачистить легче.

Спасибо за один из немногих внятных комментариев)
Эксперимент не закончен, пару недель — и будет дополнение, как и что произошло))

Интересная позиция у автора: если человек сказал, что он может швы обрабатывать болгаркой, без инвалидного кресла для болгарки — то он автоматически попадает в диванных экспертов
З.Ы. В мою сторону не надо ничего говорить — я тоже могу справиться болгаркой
Но сам не удержался и ляпнул, вместо скромного фото…
пока что эта нормальная правильная твердая пара рук скрывается под разными никами за оговорками о себе таща на спине диван с семками…

Когда много времени и вдохновения… Но в целом нравится.
И именно этим можно выполнить указанное?
— какими же твёрдыми должны быть руки…

Нормальными должны быть. А если уж ооочень хочется — есть твердосплавные шарошки для зачистки сварных швов бормашиной. От тут будет совсем минимальное воздействие на металл рядом. Вопрос только нахрена оно надо на чёрном металле? 🙂

Для ровной зачистки используется вот такая » лягушка» из мягкого полиммера, и к ней такая наждачка. Брал года полтора назад в леруа


гемор.болгарка и правильные руки…
Я в поиске этой пары рук…)

Спасибо) Благодаря двум регулировкам в прямолинейном направлении, получаем отрицательный угол наклона, благодаря которому диск можно использовать до самого основания, что не возможно при работе на весу/руках, это будет практически вслепую но с предсказуемым результатом.)

Не, ну сама идея жизнеспособна, хотя «приспособа» — это очень мягко сказано, тут целый станок.)))))
А вообще, наверное стоило использовать не «вулканит», а абразивный круг. Который стоит на «наждаках». Он предназначен как раз для таких работ и применяется на всех шлифовальных станках. Его толщины с лихвой хватает не заглубляться в плоскость (ну как минимум это тяжело сделать и легко контролировать). Правда обороты инструмента нужны гораздо меньше. Можно применить ушм с регулировкой оборотов. Ну, понятное дело, ступицу для крепления круга к ушм изготовить. Тогда, наверное, и «приспособа» будет проще.
Хотя сам подход к решению вопроса заслуживает уважения. С решением увлеклись немного.))) Как говорил один мой хороший знакомый — инженерное решение должно быть не только функционально, но просто и красиво.)
Даже с регулировкой и на минимальных оборотах есть шанс поймать кусочек круга куда-нибудь. А круг на заточных потяжелее будет.
Ну шлифовщики ж как то работают.))
Если речь про плоскошлифовальный станок, то круги до установки на него испытывают на разрывной машине. И шлифовщик, который не идиот, не поставит непроверенный круг.
Для любой шлифовки круги должны испытывать. Это естественно. Я про то, что таким кругом гораздо удобнее зачищать подобный шов, поскольку он толстый и ямы им сделать сложно, а контролировать данный процесс — легче.
А получить и от вулканита можно тоже очень даже не слабо. Требования охраны труда надо везде соблюдать.
интересует полоска от снятого шва шириной самого шва, это порядка 4-6мм. В прикрепленном фото видно, что это возможно)
если торцом резать 7мм кругом — есть немалый шанс утопить при случае с пузом на профиле. Но это всё теория))
Проще сослаться на друзей-сварщиков с твердыми руками, не позволяющими гульнуть болгарке в неподходящий момент)), чем настроить глубину зачистки поворотом регулировки и протянуть эти злощастные 5-6 см расстояния))
Вот собственно диаметр 125мм круга, железо 2мм, шов 2мм. В пропорции нарисовано. Красным — шов. Снять именно сам шов без изготовления зеркального колена на близлежащей плоскости.

Кто то там из Великих сказал что Все » В человеке должно быть прекрасно и душа и руки …» .=) от себя добавлю — и то ЧТО МЫ ДЕЛАЕМ РУКАМИ . Лайк ! Отличная приспособа …

Скажу коротко и ясно.
Идея интересная, НО, товарищ сварщик у меня, без данной приспособы зачищает и сталь и нержавейку под зеркало без перехода. На покрашеной детали и не поймешь где шов. Так что если скила нет, то можно городить, только скила не прибавится.
зачистить в зеркало не проблема)) это не сложно понять же, сделано для съема металла без повреждения (зачистки до зеркала) соседней области — вот что сложно понять и воспроизвести.
А так да, у меня тоже друг сварной))

Чищу шлифовальным и после прохожу металлощёткой. После покраски уже и не видно.

За голову 5 баллов.
Наружные только швы?
Внутренние как?
Жаль мне не пригодится.)
Я в руопашную болгаркой.