
Труба стальная бесшовная: технология производства и особенности применения
Труба стальная бесшовная: технология производства и особенности применения
Труба бесшовная стальная – продукция сплошного трубного металлопроката, которую производят на специальных трубопрокатных станах. Имеет значительно более высокие показатели устойчивости к внешним воздействиям, прочности и надежности, чем аналогичные сварные конструкции. Несмотря на распространение полимерных изделий, по-прежнему востребована при сооружении трубопроводов, строительстве, машиностроении и других сферах.

Бесшовные трубы имеют высокие прочностные характеристики и востребованы в самых разных отраслях
Как производят бесшовные трубы
Бесшовную трубу промышленные предприятия выпускают, применяя различные сочетания металлов и сплавов, в зависимости от предназначения изделия. Производство осуществляется четырьмя основными методами:
- Волочением.
- Ковкой.
- Прессовкой.
- Прокаткой.
Используемые в качестве исходного материала для горячедеформированных труб изделия могут быть:
- коваными заготовками;
- непрерывно литыми заготовками;
- подготовленными трубными заготовками;
- слитками мартеновского проката.
Труба стальная бесшовная горячедеформированная производится путем выполнения нескольких технологических операций.
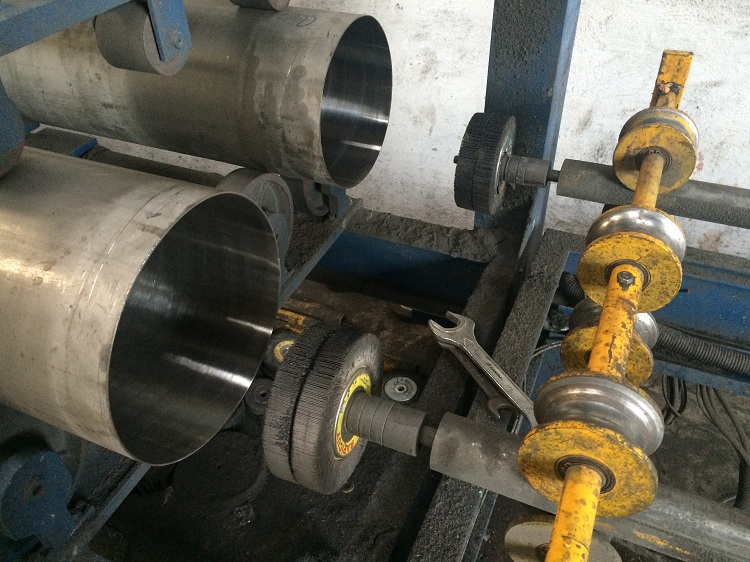
На начальном этапе штанга, круглая в сечении заготовка, преобразуется в гильзу. Делают это с помощью прессов или специальных станов с грибовидными, дисковыми или конусными валками. Заготовку направляют вдоль осей, обработка производится вращающимися в одном направлении рабочими инструментами, расположенными в вертикальной плоскости с наклоном в 4-12º. В ходе обработки заготовки происходит сокращение площади ее поперечного сечения и образование небольшого отверстия в осевой части.

Один из способов производства бесшовных труб — метод горячей прокатки
Специальной оправкой, установленной между валками, корректируются размеры отверстия изделия и выравнивается его поверхность. При этом специальными направляющими линейками и непроводными роликами заготовка удерживается в требуемом положении. Проводя изначальный подогрев заготовки до 50º С, ей придают требуемую для обработки пластичность.
На обкатном стане размеры готовой гильзы снова подвергаются корректировке. Перед передачей на окончательную обкатку, ей задаются параметры разностенности и овальности. После чего изделие оказывается на непрерывном стане горячей прокатки, откуда поступает на холодную калибровку
Холоднодеформированные изделия, отличающиеся повышенным качеством, проходят тщательную обработку. Еще на стадии подготовки проводится тщательный отбор заготовок. Дальнейшая подготовка к обработке включает процедуру отжига. Прошедшее отжиг, сырье поступает на травление – обработку кислотой. Для нейтрализации последствий травления и очистки от его остатков трубу обрабатывают с помощью щелочного раствора, после чего просушивают. Для дальнейшего улучшения свойств трубы проводят фосфатирование или омеднение.
На прокатном стане, составляемом прокатной клетью и двумя расположенными под заданным углом и вращающимися в противоположные стороны валками, производится образование калибра. Размеры калибра в сторону увеличения или уменьшения задаются изменением угла наклона валков. При движении прокатной клети к обрабатываемой заготовке, последняя оказывается между валками. А когда изменяется направление, то происходит обжатие. В процессе одной прокатки изменяют такие размеры, как величину диаметра и толщины стенок трубы. Производя тонкостенную продукцию, процесс дублируют, снова отжигая и протравливая заготовку. После этого следует окончательная отделка изделия.
Трубы, формируемые в холодном виде, называются холоднокатаными
Классификация бесшовных стальных труб
Изделия отличают, в первую очередь, по методу трубопроката, в зависимости от чего они могут быть:
- горячедеформированными (горячекатаными). Выпуск такой продукции регламентирован ГОСТом 8732-78;
- холоднодеформированными (холоднокатаными). Сортамент задается ГОСТом 8734-78.
ГОСТом задаются возможные размеры выпускаемых труб, а показатели веса трубы бесшовной зависят от ее диаметра и толщины стенок. В отношении длины, то ее различают (указаны данные только для толстостенных труб):
- мерную – 4,5 – 9 м;
- немерную – 1,5 — 11,5 м;
- кратную мерной – 1,5 – 9 м, прибавляя пятимиллиметровый припуск на каждый рез.
Отношением размеров наружного диаметра и толщины стенок задается деление бесшовных изделий на три вида. Они могут быть:
- Особо тонкостенными.
- Тонкостенными. Значение диаметра больше значения толщины стенок от двенадцати с половиной до сорока раз.
- Толстостенными. От шести до двенадцати с половиной раз.
- Особо толстостенными. До шести раз.

В сортамент бесшовных труб входят изделия с толстыми и особо толстыми стенками
Толстостенные и особо толстенные бесшовные трубы принято подвергать дополнительной термической обработке для придания дополнительной устойчивости к давлению рабочей среды магистрального трубопровода или иных коммуникаций.
По качественным характеристикам горячекатаную бесшовную продукцию делят на пять групп, обозначая буквенными индексами:
- А – с нормированными свойствами механического характера;
- Б – с нормированным химическим составом;
- В — с произведением контроля над свойствами механического характера и химическим составом;
- Г. Химический состав нормируется, а свойства механического характера подвергаются процедуре контролирования, для которой предоставляются образцы.
- Д. По отношению к свойствам механического характера и химическому составу производится нормирование, дополняемое процедурой гидроударного испытания для толстостенной продукции.
Стальные трубы разделяют на шесть классов, приняв за основу назначение изделия:
- 1-й. Стандартными и газовыми трубами пользуются, прокладывая ирригационные системы и кабельные линии, обнося объект ограждениями и строительными лесами, осуществляя локальным образом подачу и /или распределение жидкостей и газообразных смесей.
- 2-й. Ими производится оснащение магистральных трубопроводов, по которым транспортируются в качестве находящейся под давлением рабочей среды вода, газ, нефть и нефтепродукты, топливо и твердые тела.
- 3-й. Востребованы системами, работа которых сопряжена с высокотемпературными режимами и высоким давлением рабочей среды.
- 4-й. Применяются при нефтеразведке и нефтедобыче обсадными, бурильными и вспомогательными.
- 5-й. Задействуются как элементы масштабных стальных конструкций типа мачт, опор, буровых вышек и мостовых кранов. Применяются транспортным машиностроением в качестве конструкционных труб. Задействуются при производстве мебели в виде ее элементов.
- 6-й. Эксплуатируются машиностроением, где из них получают цилиндры и поршни насосов, кольца валов и подшипников разных агрегатов, резервуары для работы под давлением. В зависимости от наружного диаметра их делят на три группы.

Бесшовные трубы используются при строительстве масштабных объектов
Диаметр стальных труб может быть:
- Малым – до 114 мм.
- Средним – 114-480 мм.
- Большим – от 480 мм. Выпускают бесшовные трубы диаметром и свыше двух с половиной метров.
Как определить массу бесшовной трубы
Определить точно вес трубы бесшовной горячедеформированной весьма важно, так как отпускается эта продукцию потребителю по стоимости, зависящей от этой величины. Так как именно стоимостью металла задается величина стоимости изготовленной из него продукции. С помощью специальных калькуляторов металла можно произвести необходимые расчеты для трех параметров:
- массы;
- длины;
- наружного диаметра.
Для горячекатаной продукции величина:
- наружного диаметра находится в диапазоне 25-700 мм;
- толщины стенок – 2,5 -75 мм;
- мерной длины – 9-12 м;
- немерной длины – 4-12 м.
Вес закупаемой партии трубного проката исчисляется, исходя из замеров:
- толщины труб;
- длины;
- наружного и внутреннего диаметра.

Вес труб напрямую зависит от их диаметра, как внешнего, так и внутреннего
Вес погонного метра можно посмотреть по ГОСТу или рассчитать самостоятельно. Для этого прибегают к упрощенной формуле: P = 002466 * S * (D — S). В формуле:
- P – вес погонного метра;
- S – толщина стенок;
- D – наружный диаметр.
При определении веса стоит принимать в расчет стандартные показатели предельных допусков, устанавливаемых для габаритов труб. При длине, не доходящей до шести метров, допускается до десяти миллиметров припуска. Эту величину увеличивают в полтора раза при большей длине трубы и диаметре свыше 152 мм. При приблизительном расчете длины изделий предельный допуск может доходить до полуметра.
Для наружного диаметра горячекатаных труб до 219 мм допуски не должны превышать одного процента, при более высоких значениях допуск может оказаться выше на четверть.
Для толщины стенки горячедеформированной бесшовной трубы предельные допуски предусматриваются порядка десяти-пятнадцати процентов.
Преимущества и применение бесшовных стальных труб
Говоря о бесшовных металлических трубах, как правило, сразу указывают на высокую стоимость изделий, вызванную сложностью производственного процесса. Тем не менее, резкое повышение качества продукции, по сравнению со сварным трубопрокатом, не только окупает расходы, но и приносит значительные прибыли производителям ввиду высокой востребованности бесшовных труб.

Бесшовные трубы востребованы также в энергетической сфере, тяжелом машиностроении и химической промышленности
Поясняется же столь высокая востребованность, не исчезнувшая с распространением многочисленных разновидностей пластиковых труб:
- исключительной прочностью изделий, обеспечиваемой толщиной стенок;
- уникальным разнообразием сортамента, связанным не только с габаритными параметрами, но и с использованием различных производственных технологий и марок стали.
Бесшовными трубами заинтересованы многие отрасли экономики, которым важна, в первую очередь, особенная прочность продукции. Они применяются:
- в энергетике. По бесшовным трубам осуществляется циркуляция теплоносителя в котле, а перегретый пар отводится к турбине;
- в авиастроении. Этой отрасли требуются преимущественно прочнейшие и легкие особо тонкостенные изделия;
- в химической промышленности. Транспортировка продукции данной отрасли должна гарантированно исключать возможность утечек, что и обеспечивается бесшовными стальными трубами;
- в добыче, переработке и транспортировке газа и нефти. Не для магистральных трубопроводов, где обходятся стальными трубами, а в условиях рабочего давления в сотни атмосфер;
- в пищевой промышленности. Востребованы безопасность и способность к соответствию санитарно-гигиеническим запросам, экологичность;
- в гидравлических системах, где поршням и цилиндрам приходится сталкиваться с давлением в сотни атмосфер;
- в строительстве. Колоссальные фермы, опоры и мачты возводятся с расчетом на многие десятилетия безупречной работы, а быстро собираемые и демонтируемые строительные леса позволяют существенно ускорить работы.
Бесшовными стальными трубами обеспечивается функционирование многих отраслей современной экономики. Несмотря на распространение многочисленных пластиковых изделий, бесшовная стальная продукция отличается высокой востребованностью, и речь о ее вытеснении с рынка в ближайшей перспективе не идет. Более того, прочностные характеристики, усиленные использованием различных добавок, делают бесшовные стальные трубы поистине незаменимыми во многих секторах хозяйственной деятельности, от авиастроения до энергетики.
Стальная бесшовная труба — особенности и применение

Наличие на детали сварного шва всегда ведет к снижению её надежности, использование различных способов сварки и последующей термообработки лишь снижают риски, но до качества цельной детали довести не могут. Особенно важно это в герметичных объектах, предназначенных для жидкостей или газа – к которым и относятся трубы. Методика производства сварных труб проще и дешевле, но учитывая вышесказанное, бесшовные трубы находят свою область применения во всех сферах, где безопасность на первом месте.
Производство и классификация
Способы изготовления данных изделий множество, остановимся на наиболее распространенных:
- Прокаткой – на прокатном стане оправкой в заготовке за несколько проходов формируют необходимый внутренний диаметр;
- Волочением – валки при поступательном движении трубной заготовки производят обжатие и формируют нужную форму;
- Прессованием;
- Ковкой.
Последние два метода малоприменимы в массовом производстве из-за их трудоемкости и дороговизны и по ГОСТ 8732 и 8732 прессованием и ковкой не изготавливается. Однако именно стальная бесшовная труба по ГОСТ применяется довольно широко в силу своей востребованности.
Классификация по последующей термообработке:
- холоднодеформированные – здесь калибровка заканчивается процессом охлаждения водой с примесями и последующей термообработкой. Финишная обработка на стане уже остывшего металла с помощью специальной оснастки.
- горячекатаные – после формирования на прокатной установке нужной геометрии, остывание стали идет при естественных температурах цеха, и заканчивается так же необходимой термообработкой.
Особенности и применение
Горячекатаные трубы по технологии производства значительно дешевле и применяются для серийного изготовления необходимых сортаментов, например газопроводов или нефтепроводов. Здесь используются относительно дешевые сорта углеродистых сталей, позволяющих обеспечить требуемое качество конечных изделий.
Холоднокатаные стальные трубы обладают рядом ценных свойств, точностью размеров, практически зеркальной наружной поверхностью. Это делает их незаменимыми в пищевой, медицинской, авиационной и других отраслях промышленности. Выбор материала изделий здесь более широк: от углеродистых до легированных и нержавеющих сталей.
Цельнотянутые трубные детали делают из цветных сплавов и применимы для перевозки кислот и токсичных изделий, производить из дешевых материалов их экономически не выгодно.
Градация по диаметрам не отличается от сварных труб, здесь та же методика: тонкостенные, толстостенные, стандартные. По метражу: кратные, мерные и немерные. По качеству изготовления разделение на пять классов, нумерованных заглавными буквами, по степени применяемости на шесть классов, цифрами от 1 до 6. Стальные бесшовные трубы в широком ассортименте марок стали и размеров предлагает компания Stalnaya Marka.
Технологии 21 века дали миру сотни новых полимерных, композитных материалов, но стальные бесшовные трубы востребованы и сегодня. Благодаря своим уникальным свойствам и надежности они применяются там, где безопасность стоит на первом месте, и так будет еще долго.
Общая оценка статьи:  Опубликовано: 2020.01.27
Опубликовано: 2020.01.27
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Бесшовная стальная труба: технологии производства и толщина стенок
Многообразие стальных труб можно объяснить лишь одним фактором – большая область применения. Они используются при проектировании частных водопроводных систем, больших газопроводов и теплотрасс. Но нередко условия эксплуатации предъявляют особые требования к изделиям. В этом случае зачастую устанавливается бесшовная стальная труба.
Способы производства
Методика изготовления бесшовных конструкций имеет ряд особенностей. Она характеризуется трудоемкостью производства и сложным технологическим процессом. В отличие от сварных видов, бесшовные стальные трубы проходят ряд обработочных процессов, чтобы в результате получилось изделие с требуемыми параметрами.

В настоящее время для производства применяют две схожие между собой технологии – горячедеформированная и холоднодеформированная обработка заготовок. Для их осуществления сначала методом литься изготавливают монолитные штанги различных размеров. Далее происходит их обработка. Производство бесшовных труб должно выполняться согласно нормативным документам. В них не описывается технология изготовления, а лишь допустимые размеры, максимальные отклонения, стандарты и сортамент. Рассмотрим каждый из них более тщательно.
Горячая деформация
Стальную заготовку помещают в специальную печь, в которой происходит нагрев детали на 50 °С превышающей температуру рекристаллизации. Точный показатель зависит от марки используемой стали. Затем деталь помещают в прошивной пресс. Под воздействием давления происходит формирование изделия. После этого с помощью валов трубе придается окончательная форма. Заключительный этап производства – водяное охлаждение и окончательная калибровка.

В итоге изделие должно соответствовать ГОСТ 8732-78. Для потребителей многие данные из этого документа будут не нужны. Поэтому при выборе типа труб рекомендуется использовать отдельные выдержки обширного перечня.
Холодная деформация
Процесс практически полностью аналогичен вышеописанному. Исключение составляет окончательная обработка заготовки. После первичной деформации она охлаждается, и вальцы придают поверхности правильную форму. Эта технология характеризуется меньшей трудоемкостью. Однако в итоге это сказывается на ассортименте — он несколько уступает горячедеформированным изделиям.
Основным регламентирующим документом для производства конструкций методом холодной деформации является ГОСТ 8734-75. Каждая изготовленная труба стальная бесшовная должна соответствовать предельным допускам, которые описаны в нем.
Технические характеристики
Разделение на трубы толстостенные и тонкостенные обусловлено различными эксплуатационными характеристиками. В некоторых случаях необходима легкая конструкция, которая должна выдерживать не сильное внутреннее давление. Но для изготовления гидравлических цилиндров необходима конструкция с достаточно большой толщиной. Кроме этого параметра следует учитывать и другие, не менее важные данные.
При выборе определенного типа бесшовной конструкции следует знать такие характеристики:
- Градирование по толщине стенок.
Параметр относится только к холоднодеформированным изделиям.

- Возможные диаметры и толщина
Этот параметр напрямую зависит от выбранной технологии производства. Если необходима труба бесшовная толстостенная с достаточно большим сечением – то лучше всего подойдет горячедеформированная методика изготовления.

- Длинна
Она ограничивается технологическими возможностями производства. Для холоднодеформированных мерные изделия ограничиваются в размерах от 4,5 до 9 м. Для немерных ассортимент по длине несколько шире от 1,5 до 11,5. Горячедеформированные нормируются только по немерной длине – от 4,5 до 12,5 м.
Проверить погрешность размеров при закупке довольно проблематично. Для этого необходимо использовать специальные приборы, а для большой партии это будет практически невозможно. Однако если изделия будут использоваться в качестве ответственных конструкций или узлов, даже небольшое отклонение от нормы может существенно повлиять на их технические качества.
В зависимости от технологии изготовления трубы бесшовные стальные не должны превышать следующие допустимые отклонения.
- Кривизна на 1 м.п. не должна быть более 3мм.
- Предельное отклонение по длине – до 10 мм для мерного изделия; 15 мм – для немерного.
При этом диаметр должен строго соответствовать заявленному. Допустимые расхождения от стандарта могут быть в пределах 0,05 мм.
Способы состыковки
Как правильно сделать соединения трубы толстостенной? Технология состыковки полностью совпадает со сварными типами изделий. Разница заключается лишь в толщине стенок и диаметре. В зависимости от этих параметров выбирается оптимальный способ герметичного сопряжения элементов трубопровода.
Может применяться для конструкций небольшого диаметра с нормальной толщиной стенок. Эта процедура выполняется с помощью плашек или на токарном станке. Для тонкостенных моделей такая методика не подходит, так как даже минимальная глубина резьбы может привести к потере целостности конструкции.
Выполняется путем нагрева поверхности с последующей диффузией расплавленного металла конструкций, делается только внахлест. Применима как для тонкостенных (предпочтительно), так и для толстостенных труб с толщиной до 6 мм. Большая толщина стенки не позволит расплавить поверхность изделия.
Универсальный метод, с помощью которого можно соединять тонкостенные и толстостенные трубы. Важным является выбор электродов определенного типа и диаметра. Следует помнить простое правило – чем толще стенка у трубы, тем больший диаметр электрода нужен.
Области применения
Благодаря своим уникальным свойствам бесшовные конструкции нашли применение не только в качестве трубопроводов, но и в машиностроении, нефтедобыче и химической промышленности. Чаще всего они используются в тех процессах, протекание которых сопровождается высокими показателями давления и температурными нагрузками. В этом заключаются эксплуатационные особенности бесшовных труб.

В первую очередь это касается нефтедобычи – во время бурения скважин с их помощью укрепляют стенки, а также сдерживают гидравлическое давление при прохождении очередного пласта. В этом случае к изделиям предъявляются особые требования по механической прочности и инертности в отношении к нефтяным продуктам. Из бесшовных конструкций изготавливают трубопроводы для перекачки жидкостей с высокими температурами. Чаще всего данная задача стоит при организации коммунального теплоснабжения.
Как видно из вышесказанного, бесшовная стальная труба в настоящее время выполняет множество функций. Во время выбора определенного типа изделия важно учитывать ее характеристики и эксплуатационные качества.
Бесшовные трубы: виды, применение и технология производства, размеры, вес и ГОСТы
Трубопроводы, по которым происходит транспортирование различных видов жидкого, твердого и газообразного сырья можно именовать артериями современной цивилизации и промышленности.
.jpg)
Для качественного функционирования многих отраслей индустриального производства, где критически важны высокие параметры прочности и надежности, устойчивость к внешним воздействиям различного рода, а также необходимо полное исключение протечек эксплуатируемой рабочей среды, требуется использование стальных труб с особенными характеристиками – металлоизделий бесшовного типа.
Бесшовные трубы – востребованные изделия современной промышленности, специфика изготовления которых предполагает отсутствие соединительных швов по всей длине. В определенных ситуациях такие металлоизделия являются совершенно незаменимыми — трубы с уникальными техническими характеристиками используются в сооружении трубопроводов с высокими параметрами давления и температуры, а также для транспортировки химических и агрессивных сред.
Виды и особенности
Бесшовная стальная труба относится к категории сплошного трубного металлопроката, производимого на специальных трубопрокатных станах.
Отсутствие продольных или спиральных сварных швов, а также других видов соединений, способных ослабить эксплуатационные характеристики конструкции – преимущественная особенность бесшовной трубы. Именно цельность обеспечивает изделию максимально высокие параметры прочности и герметичности.
Данные трубы классифицируются на два вида в зависимости от способа их изготовления:
- Горячекатаные;
- Холоднодеформированные.
Изделия различаются не только технологией производства, но и размерами, а также формой. В зависимости от вида сечения, они подразделяются на круглые, квадратные и прямоугольные. Разнообразие сортамента трубного проката бесшовного типа обеспечивается не только многообразием типоразмеров изделий, но и марками стали и сплавов, служащих сырьем для изготовления трубного металлопроката, а также производственными технологиями.
Метод изготовления и технология производства
.jpg)
Процесс производства бесшовных труб осуществляется в условиях крупных промышленных комплексов с использованием сталей различных марок или сплавов металлов, в зависимости от конечного предназначения изделий.
Большие металлургические комбинаты оборудованы специализированными цехами и укомплектованы высококачественной техникой, благодаря чему удается изготавливать бесшовные металлоизделия с различными диаметрами, используя индивидуальный подход к выбору и определению специфики прокатки.
Бесшовные трубы изготавливаются несколькими способами:
- Ковка;
- Прокатка;
- Волочение;
- Прессование.
Горячекатаные
Горячекатаные трубы относятся к категории специальных, толстостенных изделий металлопроката с невысоким коэффициентом точности. Изделия, изготовленные методом горячей прокатки, в процессе производства проходят три стадии технологического процесса:
- Прошивка – получение полой, толстостенной гильзы из сплошной круглой заготовки.
- Раскатка – в целях уменьшения диаметра и толщины стенки трубы, гильза подвергается деформации на раскатном стане валками с гребнем с разведением валков при прокатке. Манипуляция производится на цилиндрической оправке.
- Горячая отделка – стадия повышения качества и точности размеров трубы, включает в себя процесс обкатки, калибровки и редуцирования.
Термическая обработка – главный принцип производства горячекатаного трубного проката. Любой технологический процесс производства бесшовных труб на трубопрокатных установках начинается со стола заготовок. Нужная длина заготовок получается из круглых стальных сплошных штанг путем ломания их на гидравлических прессах или разрезания с помощью пресс-ножниц после нагревания, по предварительно сделанным надрезам.
Далее заготовки (болванки) помещаются в специальные кольцевые печи, где разогреваются до определенной температуры – примерно на 50-ть градусов выше температуры рекристаллизации стали. Сталь при этом становится пластичной, но состояния плавления еще не наступает.
Далее заготовки перекатываются на рольганг с зацентровщиком – пневматическое устройство, предназначенное для нанесения на конец заготовки углубления. После этого осуществляется горячая деформация гильзы с помощью нескольких групп вальцов, благодаря чему заготовка приобретает заданные размеры трубы. Последний этап – труба остужается с помощью воды, а затем подвергается калибровке.
Холоднодеформированные
Сырьем для выпуска холоднодеформированной трубы является горячекатаная заготовка – гильза получается точно таким же способом, что и при производстве горячекатаных изделий. То есть, при холоднодеформированной технологии, заготовка из стали проходит двойную прокатку – сначала ее обрабатывают в горячем состоянии, а затем еще и в холодном.
Различие холоднокатаной технологии от горячекатаной состоит в последнем этапе прокатки – трубы холоднодеформированные не подвергаются термической обработке и калибровке, а подвергаются деформации в вальцах.
Кроме этого, технология производства холоднодеформированной трубы предполагает использование специальных эмульсий и масел, значительно улучшающих качество поверхности металлоизделий, что обеспечивает абсолютную точность заданных габаритных параметров и высококачественную поверхность. В этом состоит главное преимущество холоднодеформированных труб.
Плюсы и минусы цельнотянутых бесшовных труб
.jpg)
Бесшовная конструкция исключает воздействие концентрации напряжений в изделии, способствующих возникновению протечек – это отличительное преимущество позволяет использовать такие трубы в сооружении трубопроводов повышенной ответственности.
Кроме отличной механической прочности, среди прочих достоинств трубного бесшовного металлопроката можно обозначить:
- Способность выдерживать высокие температуры и давление;
- Устойчивость к химическим агрессивным средам;
- Абсолютная герметичность;
- Длительный эксплуатационный срок;
- Легкость монтажа;
- Антикоррозийная стойкость;
- Широкий сортамент;
- Удобство транспортировки;
- Универсальность использования.
Трубный металлопрокат бесшовного типа не подвергается деформациям от постоянного воздействия внешних агрессивных факторов, а внутреннее покрытие трубы не вступает в реакцию с транспортируемым сырьем и не влияет негативным образом на его качество.
Недостаток у цельнотянутых бесшовных труб всего один – цена. Сложность технологии производства обуславливает высокую стоимость изделий, которая, тем не менее, вполне оправдана за счет длительного срока службы и превосходных эксплуатационных характеристик трубного проката.
Сфера применения
Современный рынок металлопроката изобилует многообразием разновидностей бесшовных труб с самыми различными характеристиками, каждая из которых подходит для решения определенных задач.
Деятельность многих объектов современной промышленности обеспечивается бесшовными стальными трубами. Цельный металлопрокат широко применяется в:
- авиа- и автомобилестроении;
- химической промышленности;
- энергетической и атомной промышленности;
- нефтедобывающей отрасли;
- машиностроении.
В топливных, гидравлических, воздушных и противопожарных системах авиационной и ракетно-космической техники применяются трубопроводы, состоящие именно из бесшовных труб. Используют бесшовный металлопрокат и в судостроении.
Тонкостенные изделия нашли свое применение в производстве мебели и декоративных элементов.
Бесшовные трубы используются при укладке водопроводных магистралей, трубопроводов для транспортировки газа, бытовых систем отопления. Эксплуатационные характеристики металлопроката благоприятны для транспортировки чистой воды, как холодной, так и горячей.
Металлоизделия несварного типа активно применяются при изготовлении различных деталей цилиндрической формы, а также производственных конструкций, элементов механизмов и машин, опор освещения в виде трубчатых конструкций.
Сложно себе представить и современное монолитное строительство без применения бесшовных труб – их использование целесообразно везде, где необходимо сохранять параметры высокого качества при долговечности и относительно малом весе.
ГОСТ 8732 78
Изготовление продукта, отвечающего всем нормам безопасности, регламентируется государственными стандартами, подтверждающими контроль над всеми показателями качества.
Гост 8732 78 – стандарт, распространяемый на сортамент горячекатанного бесшовного трубного металлопроката. Сырьем для производства изделий данного типа служат основные марки сталей: 10-й, 20-й, 35-й и 45-й стандарт, 35В, 40Г и 45Г, 15Х и 40Х, 9Х1, 20ПВ, 30ХГСА,17Г1С, 09Г2С.
Диаметр бесшовной трубы по ГОСТ 8732 78 может варьироваться в диапазоне от 2 см до 55 см, толщина стенок от 25 мм до 75 мм, максимальная длина трубы – 12,5 метров.
Металлоизделия данного типа отличаются высокими показателями герметичности и износоустойчивости.
ГОСТ 8734 75
.jpg)
Настоящий стандарт распространяется на холоднодеформированные изделия и устанавливает допустимые значения таких показателей, как наружный и внутренний диаметр, толщина стенок и теоретическая масса погонного метра трубы.
Внешний диаметр трубы по ГОСТ 8734 75 составляет от 5 до 140 мм. Требования ГОСТ не исключают незначительные отклонения кривизны изделия от 1,5 до 8 мм на погонный метр, в зависимости от диаметра трубы.
Расчет веса: таблица и калькулятор
Определение веса трубы – важный момент расчета величины, влияющий на отпускную стоимость. Расчеты производятся с помощью специальных таблиц и калькуляторов металла, исходя из трех основных параметров: массы, длины и наружного диаметра.
Таблица веса погонного метра указана в таблицах ГОСТ, также её можно рассчитать самостоятельным образом, используя несложную формулу:
P = 002466 * S * (D — S), в которой
- S – толщина стенок;
- P – вес погонного метра;
- D – значение наружного диаметра.
В нижеприведенной таблице указаны значения теоретической массы погонного метра бесшовной трубы при показателях наружного диаметра от 42 до 170 мм и толщине стенок от 7,5 до 24 мм.

Примерная цена
Стоимость бесшовных труб варьируется в довольно широком диапазоне – многие аспекты влияют на формирование цены, среди которых: способ производства, марка стали и характеристики используемых сплавов, а также диаметр и толщина стенок. Поэтому все вопросы, касающиеся стоимости бесшовного стального проката следует обсуждать и уточнять в отделе продаж поставщика.
Компания «МС» предлагает широкий выбор бесшовных труб различных типоразмеров по доступным ценам. Специалисты «МС» всегда готовы дать исчерпывающую информацию по стоимости металлоизделий – на официальном сайте нашего предприятия функционирует форма обратной связи, где можно получить ответ на любые вопросы по металлопрокату.
Бесшовные трубы из нержавеющей стали от компании «МС» – это гарантия качества и долгого срока службы.
Особенности монтажа и соединения
Технология монтажа бесшовных труб осуществляется двумя основными способами:
- Газовой или электросваркой – зачастую, это является единственно возможным методом соединения бесшовных труб;
- Сборкой через детали или элементы трубопроводов.
Методом сварки можно соединять как толстостенные, так и тонкостенные изделия. Главное – правильно выбрать электроды нужного типа и диаметра. Чем толще стенка трубы, тем больше должен быть электрод.
Для изменения направления, уменьшения или увеличения диаметра, создания ответвлений, разборных соединений трубопроводов, что важно для их конструирования, обслуживания и ремонта, используются специальные отводы, тройники, фланцы, переходы, заглушки из разных марок стали.
Если вам необходим качественный трубопровод, выбирайте бесшовную продукцию от надежного поставщика – компания «МС» ждет вас в своем магазине!
Процесс производства бесшовной трубы
Технология промышленного производства бесшовной трубы невероятно сложна и трудоемка. Каждый этап требует огромных затрат энергии и материалов.
Такие трубы часто используются для транспортировки стерильных сред, например молока, поэтому к их изготовлению предъявляются самые строгие требования.
Основное конкурентное преимущество бесшовных труб — отсутствие сварных швов, являющихся самым уязвимым местом любой сварной трубы. По этому к процедуре соединения предъявляются высокие требования надежности.Описание способа горячекатаного прокатаНержавеющий металл должен быть очищен от посторонних примесей, а сам процесс производства — тщательно контролироваться на всех этапах:Металлическая заготовка из легированной стали разогревается до определённой температуры в печи1250—1300°С .Нагретая докрасна, она подается на прессовально-прошивочный стан, где гигантское шило «пуансон «из специального состава, пронизывает заготовку насквозь, с напылением смазки на пуансон. (Рис.1)
После этого будущая труба раскатывается валиками до заданной длины, с требуемыми показателями толщины стенок, наружного и внутреннего диаметра.Готовый элемент остывает и подвергается конечной калибровке в специальной емкости.
Заключительный этап — подготовка отрезков необходимой длины и маркировка готовых к продаже изделий.Некоторые марки бесшовных стальных труб подвергаются особой процедуре дополнительной закалки. Изделие нагревается, после чего быстро охлаждается. Повторенная несколько раз, процедура перестраивает молекулярную решетку стали, сообщая ей новые свойства.
©Видео с youtube.com/ https://www.youtube.com/embed/UzqeZdHV9Sc
Для производства бесшовных труб из нержавеющей стали применяются следующие марки стали:
12Х18Н10Т. Наиболее устойчива к коррозии, используется чаще других. Легирующие добавки: никель, титан и хром. Хром усиливает антикоррозийные свойства, титан усиливает прочность, никель сообщает сплаву необходимую пластичность.
10Х17Н13М2Т. Отлично подходит для транспортировки химикатов с высокой кислотностью. Главные потребители такой продукции — химические и медицинские предприятия, пищевые производства
06ХН28МДТ. Успешно эксплуатируется в нефтехимической и металлургической отраслях.
10Х23Н18. Высоколегированный сорт стали, обладающий повышенной устойчивостью к большим температурам и воздействию открытого огня. Трубы из такой стали находят применение в строительстве камер для сжигания топлива, высокотемпературных котлов. Легко выдерживают продолжительное воздействие температур до 1100 °C.
Рис. 1 Схема прошивки заготовки пуансоном
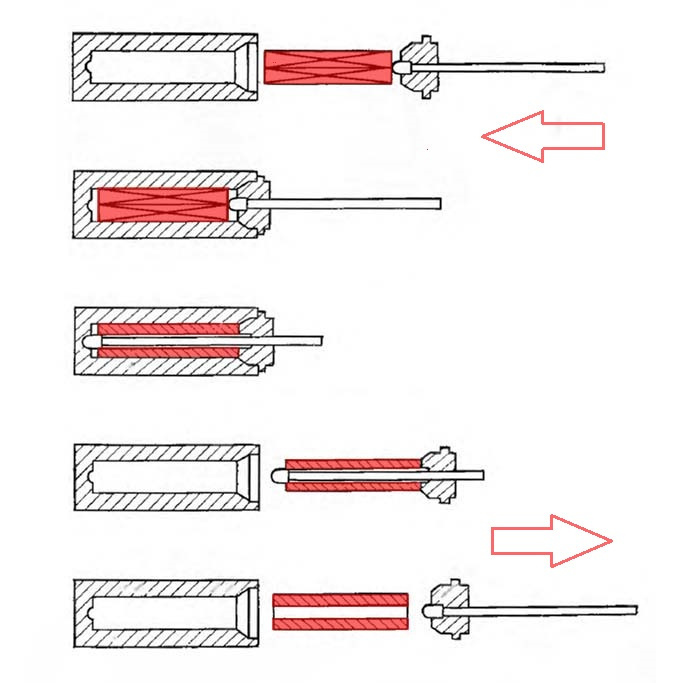 Схема работы стана © mv-steel.ru
Схема работы стана © mv-steel.ru
Технические характеристикиБесшовные трубы из нержавеющей стали выгодно отличаются показателями прочности и устойчивости к образованию ржавчины. Отсутствие сварных швов гарантированно защищает изделия от околошовной коррозии.
В сравнении с электросварными аналогами можно выделить ряд преимуществ:Труба не имеет сварного шва — самого слабого участка изделия.Имеет одинаковую прочность на всем протяжении.Помимо этого, такие трубы эффективно эксплуатируются при высоких показателях давления носителя, и способны противостоять разрушительным внешним воздействиям. Это дает возможность использовать их в условиях повышенной влажности, высоких и низких температур окружающей среды. Пороговое значение температуры для простого носителя составляет 800 °C, для агрессивных химикатов — 350 °C.
Из прочих важных характеристик можно отметить:
Сопротивление материала на разрыв — не менее 529 Н/кв.мм.Показатель относительного удлинения — не менее 40%.Содержание серы в стали не — менее 0,02%.
Допустимая кривизна изделий также жестко регламентирована и не должна превышать следующих значений:
Трубы с толщиной стенок свыше 0,5 мм — 1 мм на 1 м длины.Изделия с толщиной стенок менее 0,5 мм и сечением свыше 15 мм — 2 мм на 1 м длины.
Виды бесшовных труб
В зависимости от технологии производства, промышленность предлагает потребителям два типа изделий: горячекатаные и холоднокатаные трубы.
Можно также встретить термин горячепрессованные или горячедеформированные. Выпускаются по ГОСТ 9940-81. Технология горячей прокатки не позволяет делать трубы малых диаметров. Кроме того, в этом случае не всегда удается получить идеально гладкую поверхность трубы и гарантировать точность размеров.
Иначе — холоднотянутые или холоднодеформированные. Их производство регламентируется ГОСТ 9941-81. От горячекатаных отличаются, в первую очередь, меньшим сечением и тонкими стенками. Поверхность труб при таком способе производства более гладкая. При выпуске изделий с отличным от круглого типом сечения (прямоугольник, звезда, овал, шестигранник ) используется только метод холодной деформации.
Толстостенные и тонкостенные трубы
Другой критерий — толщина стенки изделия. Этот показатель во многом определяет сферу применения трубного материала. Разделяют толстостенные и тонкостенные стальные трубы:
Горячекатаная бесшовная труба имеет диаметр 28-426 мм, при толщине стенки — 3-40 мм.Холодный прокат допускает производство труб диаметром 0,3-450 мм с толщиной стенок 0,06-12 мм.
Резка труб осуществляется под прямым углом. Область спила в обязательном порядке зачищается от неровностей и заусенцев. Поверхность изделия должна иметь однородную структуру, без трещин, вмятин или закатов.
Как изготавливают бесшовную трубу на прошивном стане
Процесс производства бесшовных нержавеющих труб
Описание способа горячекатаного проката
После этого будущая труба раскатывается валиками до заданной длины, с требуемыми показателями толщины стенок, наружного и внутреннего диаметра.
Готовый элемент остывает и подвергается конечной калибровке в специальной емкости.
Заключительный этап – подготовка отрезков необходимой длины и маркировка готовых к продаже изделий.
Некоторые марки бесшовных стальных труб подвергаются особой процедуре дополнительной закалки. Изделие нагревается, после чего быстро охлаждается. Повторенная несколько раз, процедура перестраивает молекулярную решетку стали, сообщая ей новые свойства.

Для производства бесшовных труб из нержавеющей стали применяются следующие марки стали:
12Х18Н10Т. Наиболее устойчива к коррозии, используется чаще других. Легирующие добавки: никель, титан и хром. Хром усиливает антикоррозийные свойства, титан усиливает прочность, никель сообщает сплаву необходимую пластичность.
10Х17Н13М2Т. Отлично подходит для транспортировки химикатов с высокой кислотностью. Главные потребители такой продукции – химические и медицинские предприятия, пищевые производства
06ХН28МДТ. Успешно эксплуатируется в нефтехимической и металлургической отраслях.
10Х23Н18. Высоколегированный сорт стали, обладающий повышенной устойчивостью к большим температурам и воздействию открытого огня. Трубы из такой стали находят применение в строительстве камер для сжигания топлива, высокотемпературных котлов. Легко выдерживают продолжительное воздействие температур до 1100°С.
Рис.1 Схема прошивки заготовки пуансоном 
Технические характеристики
Бесшовные трубы из нержавеющей стали выгодно отличаются показателями прочности и устойчивости к образованию ржавчины. Отсутствие сварных швов гарантированно защищает изделия от околошовной коррозии.
В сравнении с электросварными аналогами можно выделить ряд преимуществ:
Труба не имеет сварного шва – самого слабого участка изделия.
Имеет одинаковую прочность на всем протяжении.
Помимо этого, такие трубы эффективно эксплуатируются при высоких показателях давления носителя, и способны противостоять разрушительным внешним воздействиям. Это дает возможность использовать их в условиях повышенной влажности, высоких и низких температур окружающей среды. Пороговое значение температуры для простого носителя составляет 800°С, для агрессивных химикатов — 350°С.
Из прочих важных характеристик можно отметить:
Сопротивление материала на разрыв – не менее 529 Н/кв.мм.
Показатель относительного удлинения – не менее 40%.
Содержание серы в стали не – менее 0,02%.
Допустимая кривизна изделий также жестко регламентирована и не должна превышать следующих значений:
Трубы с толщиной стенок свыше 0,5 мм – 1 мм на 1 м длины.
Изделия с толщиной стенок менее 0,5 мм и сечением свыше 15 мм – 2 мм на 1 м длины.
Виды бесшовных труб
В зависимости от технологии производства, промышленность предлагает потребителям два типа изделий: горячекатаные и холоднокатаные трубы.
Горячекатаная труба
Можно также встретить термин горячепрессованные или горячедеформированные. Выпускаются по ГОСТ 9940-81. Технология горячей прокатки не позволяет делать трубы малых диаметров. Кроме того, в этом случае не всегда удается получить идеально гладкую поверхность трубы и гарантировать точность размеров.
Холоднокатаная труба
Иначе – холоднотянутые или холоднодеформированные. Их производство регламентируется ГОСТ 9941-81. От горячекатаных отличаются, в первую очередь, меньшим сечением и тонкими стенками. Поверхность труб при таком способе производства более гладкая. При выпуске изделий с отличным от круглого типом сечения (прямоугольник, звезда, овал, шестигранник и т.п.) используется только метод холодной деформации.
Толстостенные и тонкостенные трубы
Другой критерий – толщина стенки изделия. Этот показатель во многом определяет сферу применения трубного материала. Разделяют толстостенные и тонкостенные стальные трубы:
Горячекатаная бесшовная труба имеет диаметр 28–426 мм, при толщине стенки – 3-40 мм.
Холодный прокат допускает производство труб диаметром 0,3-450 мм с толщиной стенок 0,06-12 мм.
Резка труб осуществляется под прямым углом. Область спила в обязательном порядке зачищается от неровностей и заусенцев. Поверхность изделия должна иметь однородную структуру, без трещин, вмятин или закатов.
Виды бесшовных труб, особенности производства и использования
Бесшовными называются трубные изделия, которые производятся сплошными и не содержат никаких швов и любых соединений. О том, какие бывают трубы бесшовные, где они применяются и как изготавливаются, пойдет речь далее в статье.

Производить бесшовные трубы стало возможным благодаря специальному оборудованию – прокатным станкам, от которых и процесс получил название «прокатка».
Виды бесшовных труб
Существует несколько технологий производства трубных изделий без швов, согласно которым они подразделяются на такие виды, как холоднокатаные, горячекатаные и цельнотянутые.
Благодаря технике производства у трубы цельнотянутой бесшовной практически отсутствуют швы или стыки. В целом любым бесшовным трубам свойственны высокие качественные прочностные характеристики, так что их целесообразно применять в трубопроводах с высоким давлением и температурой, а также агрессивной средой. Наилучшее соотношение качественных характеристик присуще стальным изделиям.

Стальные цельнотянутые бесшовные трубы классифицируются как толстостенные. Для их изготовления требуется сталь особой маркой, регламентированной ГОСТом. Допускается производство подобных изделий и из цветных металлов. В данном случае они приемлемы для транспортировки химических компонентов. А вот горячекатаные трубы весьма востребованы в производстве криогенного оборудования.
Области использования трубопрокатов
Для транспортировки веществ, утечки которых ни в коем случае нельзя допустить, как правило, применяется горячекатаная труба. Трудно назвать такие сферы, где бы изделия данного типа не применялись.
В частности, весьма востребованы горячекатаные трубы в автомобильном и тракторостроении, авиастроительстве и прочих отраслях машиностроения. Кроме того, активно применяются стальные горячекатаные трубы в химической и нефтедобывающей сфере промышленности. Не менее актуальны они и при обустройстве коммунальных трубопроводов для транспортировки горячей и холодной воды, канализации, газоснабжения. В угледобывающей и буровой промышленности горячекатаные трубы применяются для отвода газа, пара и прочих вспомогательных компонентов.
Бесшовные трубы горячекатаного производства применяются для сооружения трубопроводов для химических веществ и воды. Многие сферы тяжелой промышленности, а также оборонная, судостроительная и вагоностроительная, металлургия, не могут обойтись без прокатной продукции бесшовного типа. Причина этому в высоком качестве и надежности бесшовных изделий, их долговечности и прочими характеристиками.

Поскольку сплошные трубопрокаты не имеют швов, ослабляющих конструкцию, они являются довольно крепкими и устойчивыми к внешнему воздействию различного рода. Вот почему они активно задействованы в очень сложных технически областях производства.
Кроме того, если условия эксплуатации изделий довольно сложны и агрессивны, горячекатаные трубы справляются с ними намного лучше всех прочих.
Способов обработки стальных трубопрокатов из различных марок стали может быть очень много: резка, сваривание, клепание, резка и прочие манипуляции. Среди всех аналогичных изделий, тем не менее, наиболее прочными являются бесшовные стальные трубы (подробнее: «Какая бывает стальная бесшовная труба – характеристики, способы производства»).
Как конструкционная деталь в строительной отрасли, для сооружения монолитно-каркасных зданий, а также в качестве передаточного вращающегося вала в различных механизмах, также довольно активно используются бесшовные горячекатаные трубы. Словом, применять горячекатаные бесшовные трубы можно практически в любых сферах жизнедеятельности человека, где они уместны и целесообразны с практической и экономической точки зрения.

Стоит отметить, что главным аргументом в пользу применения горячекатаных трубных бесшовных изделий будет ситуация, когда ожидаемая степень нагрузки на трубопровод будет значительно выше, чем могут выдержать сварные аналоги.
Методика производства бесшовных изделий
Производство бесшовной трубы может выполняться одним из таких способов, как волочение, ковка, прессование, прокатка и некоторыми другими.
В любом случае этот процесс проводится в условиях промышленного производства с использованием стали различных марок, а также сплавов из нескольких металлов. Какой именно материал использовать для производства зависит от конечного предназначения трубы.
Изготовление бесшовных труб горячекатаного типа связано с особенно сложным технологическим процессом, хотя и все прочие технологии простыми не назовешь.
Если разбираться, как делают бесшовные трубы цельнокатаные, то в этом случае термическая обработка является обязательным условием.

На крупных металлургических комбинатах существуют целые прокатные цеха, где изготавливают заготовки для бесшовных холоднокатаных изделий, а также производят горячекатаные трубопрокаты. Разница в технологиях производства трубных изделий заключается в рабочих температурах обрабатываемого материала.
В частности, для производства холоднокатаных бесшовных труб производится обработка холодного материала, с предварительной горячей прокаткой. А вот горячекатаные трубы прокатываются и обрабатываются в горячем состоянии.
Современные технологические линии на трубопрокатных предприятиях оснащены качественным оборудованием, с помощью которого можно выпускать бесшовные трубы самого различного диаметра с разной техникой прокатки.
По технологии при производстве горячекатаных бесшовных труб температуру сырья удерживают на таких отметках, чтобы не началась его рекристаллизация.
Так как изготавливают бесшовные трубы множеством различных методов, есть возможность создания изделий, достаточно прочных, чтобы выдерживать высокое давление на стенки, и при этом сэкономить время, деньги и ресурсы на производство.

Любой технологический процесс на заводах осуществляется в соответствии с ГОСТами, поэтому качество бесшовных труб всегда на высоте. Кроме того, на подобные изделия производитель получает сертификаты.
Для производства бесшовных труб применяют углеродистые, высокоуглеродистые, легированные и высоколегированные марки стали. В частности, бесшовные горячекатаные трубы из углеродистой стали рассчитаны на максимальное давление до 16 МПа.
Заметим, что контроль качества, обязательного соответствия нормативам, химического состава и показателей ударной вязкости, загиба и сплющивания, выполняются на всех технологических этапах.
Разновидности трубных изделий без швов
В народе бесшовные изделия еще называют литыми, поскольку при производстве их отливают из слитков. В частности, в горячекатаных трубах продольных стыков почти нет.
Классификация по размерам предполагает разделение бесшовных изделий на трубы мерной длины, кратной мерной длины и немерной длины.
Четкое разграничение по размерам конкретных типов труб регламентируется государственными стандартами. Таким образом, трубы горячекатаные выпускаются с внешними диаметрами в пределах 25-700 мм, а толщина их стенок колеблется в рамках 2,5-75 мм. Немерная продукция выпускается с размерами в пределах 4-12 м.

Что касается цельнотянутых стальных труб, то диапазон диаметров у них чрезвычайно разнообразен, а толщина стенок может составлять 6-13 мм. По различным показателям трубы такого типа делятся на четыре категории, каждая из которых включает еще по четыре группы. Маркировка для них проставляется от литеры «Б» до «Е», где «Б» означает трубы с нормированным химическим составом, а «Е» присваивается изделиям с противоположными качествами. Трубы с маркировкой «Е» выпускаются без обязательной термической обработки, что определено ГОСТом.
Цельнотянутые трубопрокаты считаются наиболее качественными и надежными среди всех разновидностей бесшовных изделий.
Производство холоднодеформированных бесшовных трубных изделий выполняется в соответствии с ГОСТами. Следовательно, допустимыми значениями внешнего диаметра для них являются 8-450 мм, а толщина стенок должна находиться в пределах 20 мм. Показатели мерной длины данной группы изделий составляют 4,5-9 метров, а немерной – в границах 1,5-11,5 метров.
Классификация бесшовных труб может выполняться по самым различным факторам, таким как марка используемой стали или разновидность сплава, длина и толщина стенок и другие. В частности, существует около десятка марок стали, которые оптимально подходят для производства бесшовных труб. Это дает возможность потребителям подобрать для своих целей наиболее подходящий им вариант, исходя из технических характеристик изделий.
Выпуск горячекатаных трубопрокатов сопряжен с применением разного рода оборудования. Поэтому продукция данной категории может значительно отличаться по технологии производства и размерам готовых изделий.

Таким образом, основные отличительные качества бесшовных изделий друг от друга заключаются в их индивидуальных размерных параметрах.
Чтобы получить бесшовную трубу, можно использовать металлический слиток, прокатанный на специальном станке, выполняющем отверстие в центре заготовки. Однако есть и другая технология – для нее требуется цилиндрическая заготовка, в которой высверливают отверстие.
Размеры горячекатаных бесшовных труб определяются исходя из внешнего диаметра, а по толщине стенок они могут подразделяться на толстостенные и тонкостенные.
Достоинства трубопрокатов без швов
Одним из главных достоинств сплошных трубопрокатных изделий можно назвать их высокую прочность и устойчивость к внешним воздействиям и повреждениям, которая достигается за счет отсутствия сварного шва и продольных стыков.
Кроме того, благодаря производству горячекатаных труб из толстой листовой стали, такие изделия устойчивы к окислению и имеют высокую сопротивляемость коррозии. Хотя это и приносит некоторые сложности при монтаже, ведь они плохо гнутся. Стоит отметить, что диаметр горячедеформированных труб должен точно соответствовать техническим характеристикам строения, иначе его использование нецелесообразно.
Бесшовным трубам, изготовленным из стали различных марок, присуща хорошая теплопроводность наряду с незначительными показателями линейного расширения от воздействия высокой температуры.
Так, можно утверждать, что оптимальным вариантом для сооружения каких-либо коммуникаций могут стать именно горячекатаные трубы. С помощью соединительных узлов возможно сооружение металлоконструкций для различных целей. Однако всегда стоит помнить о том, что важно придерживаться технологии сборки всех конструктивных элементов сооружения.
Отметим также, что отличная прочность цельнотянутых горячекатаных стальных труб позволяет их использовать для работы с высоким давлением и температурой.
Технология производства бесшовных труб: разновидности и производственные особенности
Труба бесшовная холоднодеформированная гост 8734-75 является самым прочным изделием среди всего трубного металлопроката. Благодаря тому, что по всей длине нет сварного шва, полностью исключается утечка жидкостей или газообразных веществ. Данную продукцию можно эксплуатировать даже в тяжелых условиях (под высоким давлением и под воздействием высоких температур).
Ниже мы подробно рассмотрим, что представляет собой труба бесшовная холоднокатаная и как проходит весь технологический процесс изготовления. Разберем все необходимые характеристики, которые вам необходимо знать для подбора подходящего материала.
Труба бесшовная холоднодеформированная гост 8734-75 размеры и характеристики
Для производства используется сталь высокого качества с большим содержанием углерода в составе. Углерод делает металл более твердым и стойким к физическому воздействию со стороны. Как видно из названия труба стальная бесшовная холоднодеформированная гост 8734-75 не имеет на своей поверхности соединительного шва. Благодаря этому продукция получает дополнительную прочность.
Базовые технические характеристики зависят от конкретного способа изготовления, а также от марки стали, из которой производится изделие. Каждый этап производства регламентируется соответствующим ГОСТом. В нем прописаны все параметры, размеры и характеристики, которым должна соответствовать готовая продукция.
На основании соответствующего ГОСТа, изделия полученные методом холодной деформации, обладают следующими техническими характеристиками:
- Стенка трубы должна обладать определенной толщиной, в зависимости от прямого назначения. Минимальная толщина составляет 0,3 миллиметра, максимально возможная толщина не должна превышать порог в 24 миллиметра;
- Каждый метр трубы должен иметь одинаковую массу в зависимости от толщины и диаметра. Данный показатель указан в соответствующей таблице ГОСТа;
- Труба обладает внешним и внутренним диаметром. Внутренний диаметр может составлять от 5 до 250 миллиметров;
- Имеется дополнительный показатель отклонения кривизны, который учитывается в проектных расчетах. Он не должен превышать три миллиметра. Если этот показатель будет больше, то продукция отправится в брак;
- Длина изделия может быть мерной (минимальная — 4,5 метра, а максимальная длина – 9 метров) и немерной (от 1,5 до 11,5 метров).
Базовая классификация продукции
Изделия классифицируются на основании технических характеристик. Имеется четыре основные классификации:
- В зависимости от формы трубы (круглое сечение, квадратное сечение, прямоугольное сечение);
- В зависимости от толщины стенки. Есть тонкостенные и толстостенные изделия;
- В зависимости от внутреннего диаметра. Малые (от 5 до 60 миллиметров), средние (от 60 до 150 миллиметров), большие (от 150 до 250 миллиметров).
Бесшовная продукция подразделяется на шесть групп по главному назначению. Каждая из этих категорий обладает своим набором характеристик и параметров, которые применяются в определенной отрасли:
- Первая категория – газовые. Это обычные трубы, которые применяются для транспортировки бытовых жидкостей и газообразных веществ. В строительной отрасли их можно использовать для различных конструкций, которые будут испытывать небольшие нагрузки;
- Вторая категория – трубопроводы магистрального назначения. Они предназначены для передачи жидкостей и газообразных веществ на большие расстояния под высоким давлением;
- Третья категория – комбинированные трубопроводы. Эти изделия способны выдерживать как большое внутреннее давление, так и высокую температуру;
- Четвертая категория – для газодобывающей и нефтедобывающей промышленности. Применяются для специального оборудования, которое устанавливается глубоко под землей или под водой;
- Пятая категория – конструкционные. Они обладают высокими прочностными показателями. Из этого материала делают прочные конструкции несущего типа, а также используют в машиностроении для элементов каркаса;
- Шестая категория – машиностроительные. Благодаря своим особым механическим свойствам, эта продукция отлично подходит для изготовления поршневой системы двигателей и гидравлических механизмов.
Какими преимуществами обладают бесшовные трубы
Благодаря использованию специальной стали с высоким содержанием углерода, а также особой технологии производства эти изделия обладают высокой прочностью, что выделяет их среди всего остального металлопроката.
Вот несколько других преимуществ, благодаря которым бесшовная

продукция так популярна на отечественном рынке:
- Отсутствие сварного соединения делает трубы герметичными, что позволяет использовать их при высоких показателях давления и температурного режима;
- Высокие показатели жесткости, делают продукцию более стойкой к различным внешним механическим деформациям (удары, изгибы);
- Тонкостенная продукция обладает небольшой массой, что позволяет применять ее в самолетостроении для изготовления различных крепежных элементов каркаса самолета;
- Высокий показатель экологической безопасности. Полностью исключается утечка, поэтому их можно использовать для транспортировки различных веществ с очень агрессивной средой (кислоты, щелочи и т.д.).
Как делают трубу бесшовную
Весь технологический процесс изготовления продукции холоднодеформированного типа выполняется в несколько операций. На подготовительном этапе необходимо выложить все стальные заготовки на специально подготовленные стеллажи и выполнить полный осмотр. Все подозрительные и деформированные заготовки необходимо забраковать. Далее у каждой заготовки необходимо отрезать неровные концы. В случае, если материал заготовок имеет специальные примеси для повышения прочности, то перед прокатом его необходимо отжечь. Благодаря отжигу сталь получит дополнительные свойства, а также необходимую пластическую деформацию.
А теперь давайте рассмотрим каждую технологическую процедуру более подробно. Начнем мы с отжига (термическая обработка). Металлическая заготовка нагревается в специальных печах до определенной температуры, которая приблизительно на 40 градусов должна превышать показатель кристаллизации стального сплава. После нагрева выполняется выдержка в течение необходимого временного промежутка, а далее выполняется охлаждение в медленном режиме. В результате данной процедуры материал заготовки становится более вязким, структура стали становится неоднородной. Температура термической обработки будет зависеть от конкретной марки стали. Если процентное соотношение углерода в составе не будет превышать 2 процента, то температура нагрева может составлять порядка 700 градусов. Если количество углерода в составе будет больше, то температура отжига может достигать порядка 790 градусов.
Кроме отжига может выполняться процедура нормализации. Она выполняется практически по такой же схеме, как и отжиг. Сначала заготовка нагревается, только в этом случае температура нагрева может достигать 1000 градусов. Далее выполняется выдержка на протяжении небольшого временного промежутка (1-2 минуты) и последующее охлаждение в воде или на открытом воздухе в зависимости от марки материала. Сталь с высоким содержанием углерода охлаждают на воздухе, а легированные стали охлаждают в специальной емкости с холодной водой. Процедура нормализации позволяет улучшить механические свойства материала в несколько раз.
Для повышения прочности материала бесшовки выполняется процедура закалки. Сначала заготовка нагревается до необходимой температуры, при которой избыточные фазы начнут растворяться. После этого небольшая выдержка и резкое охлаждение при помощи холодной воды. Благодаря закалке повышаются прочностные характеристики металла и улучшаются его механические свойства.
Химическая обработка в холодном прокате
В холодном прокате одним из важных процессов является химическая обработка металлической поверхности. Для этого используют различные растворы кислот, а для протравки используют раствор оксида железа. Химическая обработка необходима для того чтобы удалить с поверхности окалину, которая образовалась после закалки и другой термической обработки.
- После нанесения кислоты на поверхность будет выделяться водород, который будет разрушать структуру окалины.
- Далее необходимо тщательно промыть заготовку под теплой водой и удалить все следы окалин и химического раствора.
- Ну а после промывания трубы отправляются в специальные печи для просушки, где в течение получала, они находятся при температуре 150 градусов.
После химической обработки материал уже готов к холодной прокатке на специальных станках. Процедура деформации будет сопровождаться трением. Для того чтобы понизить коэффициент трения, на поверхности со всех сторон наносится небольшой слой смазки, а также выполняют дополнительную процедуру омеднения. Это необходимо для того, чтобы поверхность оставалась без дефектов при прокатке.

Омеднение – это нанесение небольшого слоя меди на заготовку. Покрывать медью можно как углеродистую, так и легированную продукцию. В основном используют горячий способ омеднения, когда специальный состав из сульфата меди и дополнительных примесей нагревается до 75 градусов и наносится на поверхность. Если сталь содержит больше одного процента дополнительных элементов в составе (молибден, никель и другие химические элементы), то применяют холодный способ омеднения. В этом случае используется специальная методика, основанная на гальваническом токе.
Дополнительно трубы можно покрывать фосфатной пленкой. Это делается для того, чтобы необходимая смазка как можно дольше удерживалась на поверхности изделия. Процедура выполняется при помощи раствора из оксида цинка и ряда кислот. Раствор нагревается до температуры в 60 градусов. В него помещается заготовка, не более чем на 10 минут. Далее необходимо дать раствору высохнуть и промыть водой и жидким мылом.
Теперь заготовка покрывается слоем смазки и оправляется на прокатный станок, где она проходим между вальцами, тем самым формируется труба определенной формы и геометрических размеров.
Области применения
Благодаря качественному производству бесшовной трубы и ее высоким показателям прочности и жесткости ее можно эксплуатировать в различных отраслях отечественной промышленности. Вот шесть основных областей применения, где можно использовать холоднокатаную бесшовную трубу:
- Энергетическая промышленность. Применяется для подачи горячей воды и пара, а также для конструкционных элементов циркуляционного типа в паровых котлах и турбинах;
- Химическая промышленность. Высокая герметичность изделия позволяет пускать по нему различные химические вещества с агрессивной средой (кислоты и щелочные растворы);
- Нефтедобывающая промышленность. Используется для непосредственной добычи нефти. И для ее транспортировки под давлением на достаточно большие расстояния;
- Пищевая промышленность. Очень востребованы для обычных трубопроводов, по которым подается холодная или горячая вода. А также для отвода пищевых отходов и продуктов жизнедеятельности человека;
- Строительная отрасль. Здесь данные изделия используются для металлических конструкций, которые будут воспринимать большие нагрузки. Из труб собирают опоры и мачты различных геометрических размеров;
- Авиастроение и машиностроение. Для создания некоторых элементов корпуса самолетов и автомобилей. Из подходящих труб делаются элементы поршневых и гидравлических систем.
Труба бесшовная холоднодеформированная гост 8734-75 имеет особенную технологию производства, которая состоит из нескольких технологических процессов. В результате получается прочный металлопрокат с высокими показателями и характеристиками.
Бесшовные трубы — производство и применение
![]()
![]()
![]()
![]()
![]()
![]()
Бесшовные трубы – это продукт, с которым мы опосредованно имеем дело постоянно: когда открываем воду на кухне (водопроводные трубы – бесшовны), когда зажигаем газ (трубы в газопроводах высокого давления – тоже без швов). Даже покупки домой в пластиковых пакетах, мы несем благодаря им же, поскольку синтез полиэтилена происходит под высоким давлением и невозможен без подачи различных компонентов по бесшовным трубам.
Авиа- и автостростроение, нефтяная отрасль, химическая промышленность – все они никак не могут обойтись без этого вида стального проката.
Везде, где требуется «держать» давление, не обойтись без бесшовных труб.
Как у всякого замечательного продукта, у стальных бесшовных труб есть и свой минус – достаточно высокая цена… которая тоже колеблется в зависимости от технологии производства.
Поэтому имеет смысл разобраться с тем как производятся бесшовные трубы и в каких условиях их лучше использовать.
О пользе гонки вооружений
Начнем с того, что самому своему появлению на свет технология изготовления бесшовных труб во многом обязана гонке вооружений XIX века, когда после Крымской и франко-прусской войн великие державы озаботились совершенствованием артиллерийских систем.
Пушки требовались все более мощные и дальнобойные, со все большей длиной ствола — но имевшиеся тогда технологии литья и сверления подошли по этой части к пределу своих возможностей еще в 70-х годах XIX века. Изготовленные по таким технологиям стволы длиной более 2-х метров столь сильно теряли в точности стрельбы, что производить их не имело смысла.
Но тут подоспело открытие братьев Маннесман, которые в 1886 году в Германии на своем металлургическом заводе обнаружили эффект, который лег в основу производства горячекатаных бесшовных труб.
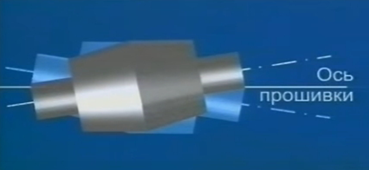
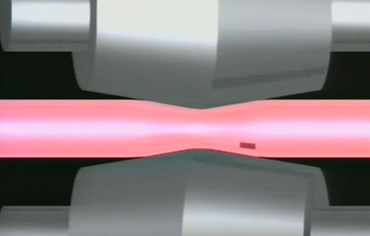
Оказалось, что когда круглая металлическая заготовка при движении по своей оси, подвергается обработке конусными валками, вращающимися в одну сторону в вертикальной плоскости под углом в 4–12 градусов, то в ее осевой части образуется небольшое отверстие. Которое потом раскаткой можно увеличить до нужного диаметра.
 На всемирной выставке 1889 года бесшовные трубы произвели фурор – американский изобретатель Томас Эдисон даже назвал способ их изготовления «самым удивительным открытием века».
На всемирной выставке 1889 года бесшовные трубы произвели фурор – американский изобретатель Томас Эдисон даже назвал способ их изготовления «самым удивительным открытием века».
Разумеется, что новая технология очень понравилась военным именно как способ изготовления орудийных стволов длиной в несколько метров (с соответствующим ростом мощности и дальности) – и гонка артиллерийских вооружений вышла на новый виток.
Однако нет худа без добра: бесшовные трубы начали применяться и в гражданских отраслях. Очень скоро они обеспечили большие города надежными водопроводами, химическую промышленность и судостроение (тогда еще паровое) – надежными трубопроводами, а геологов – возможностью добывать нефть с глубин в несколько сот метров. Ну а потом – сами знаете…
Преимущества бесшовных туб
У бесшовных труб, кроме способности выдерживать высокое давление есть еще одно существенное преимущество – пластичность. При сгибании даже на большие углы бесшовные трубы без проблем выпрямляются без разрыва поверхности, в то время как их сварные аналоги при таких же нагрузках «лопаются» по шву или «ломаются» в месте сгиба. Именно поэтому столбы освещения вдоль дорог, столбики для дорожных знаков и т.п. – все, что может быть подвержено воздействию сил, способных «сломать» трубу, согласно существующим нормам должно изготавливаться из бесшовной продукции.
Кроме того, когда бесшовные трубы все-таки не выдерживают внутреннего давления, они не «раскрываются» по шву, а получают локальные разрывы, гораздо меньшие по площади. Это свойство стальных бесшовных труб сделало возможным прокладку трубопроводов высокого давления.
Как делают горячекатаные трубы?
Производство горячекатаных (их еще называют горячедеформированными) бесшовных труб осталось в принципе таким же, как и в XIX веке. Круглая заготовка 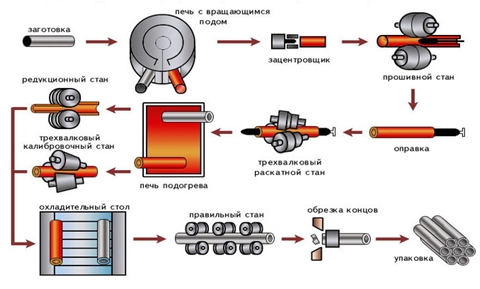 подвергается воздействию валков, после которого в ее осевой части образуется небольшое отверстие.
подвергается воздействию валков, после которого в ее осевой части образуется небольшое отверстие.
Затем при помощи специальной оправки, установленной между валками площадь отверстия увеличивается до необходимых размеров, а его поверхность выравнивается. Чтобы удержать заготовку в нужном положении применяются направляющие линейки и непроводные (принудительно не проталкивающие) ролики.
Следующим этапом идет обработка на обкатном стане, это промежуточная операция перед окончательной обкаткой. Далее изделие поступает на непрерывный стан горячей прокатки. И последней стадией выступает холодная калибровка готовой продукции. При необходимости нарезается резьба. После чего следует контроль, упаковка и транспортировка или продолжение обработки на стадии холодной прокатки.
Холодная прокатка – в чем суть?
Горячеформированные бесшовные трубы выступают как заготовки для холоднокатаных бесшовные трубы и проходят тщательный отбор. Чтобы придать металлу необходимые свойства, его подвергают отжигу и обрабатывают (протравливают) кислотой, затем очищают щелочным раствором и просушивают. Кроме того, 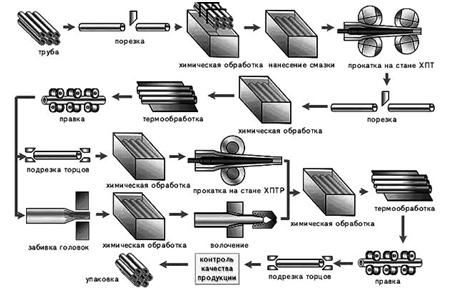 стальная труба омедняется либо фосфатируется, что улучшает свойства готовой продукции.
стальная труба омедняется либо фосфатируется, что улучшает свойства готовой продукции.
Затем нагретую до 500 градусов заготовку направляют на прокатный стан, который состоит
из подвижной клети и двух валков. Валки располагаются под определенным углом и, вращаясь в противоположные стороны, образуют калибр. В зависимости от угла наклона валков калибр может увеличиваться либо уменьшаться. При каждой изменяется диаметр трубы и толщина ее стенок, но зато возрастает их прочность и гладкость поверхностей.
При производстве тонкостенных труб весь этот процесс полностью повторяется несколько раз (от отжига и травления до проката), что делает тонкостенные холоднокатаные трубы достаточно дорогостоящим продуктом.
По длине холоднодеформированные трубы бывают
мерными (4,5–9 м),
кратными мерным (1,5–11,5 м)
немерными
В последнем случае протяженность готового изделия варьируется в пределах 1,5–9 м. Кроме того, по соотношению внешнего диаметра и толщины стенок ГОСТ 8734-75 делит холоднодеформированные трубы на
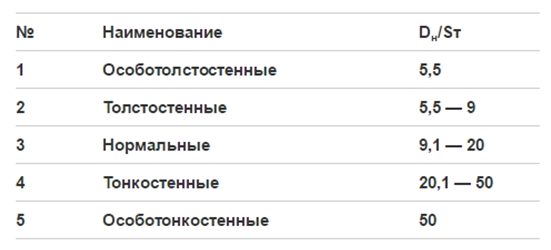
особо тонкостенные — с отношением диаметр/стенка больше 50
тонкостенные – с отношением от 20,1 до 50
нормальные — с отношением от 20 до 9,1
толстостенные — с соотношением в диапазоне 5,5 — 9
особо толстостенными — с отношением внешнего диаметра к толщине стенок менее 5,5
Преимущества холоднокатаных труб
Холоднокатанные трубы могут выдерживать огромное (до нескольких тысяч атмосфер) давление, что позволяет использовать их при производстве не только вооружений, но и трубопроводов высокого давления, при монтаже тепловых и атомных электростанций. Требования в прочности горячекатаных труб гораздо скромнее – они должны держать давление до 200 атмосфер и использоваться могут в огромном большинстве случаев – в том числе и городских трубопроводах, двигателях внутреннего сгорания и т.д.
Прочность, состав, свойства и ГОСТы
В России бесшовные трубы по степени прочности условно делятся на 6 классов, а именно:
1 класс — трубы пригодны для прокачки жидких и газообразных веществ при низком давлении или в поливных системах. Из них могут также сооружаться строительные леса, ограждения и т. п.
2 класс — такие трубы можно использовать в трубопроводах низкого и среднего давления, для транспортировки газа, воды и нефтепродуктов малой вязкости.
3 класс — изделия для работы в условиях высоких давлений и температур: в котлах отопления, в установках нефтяного крекинга, в трубопроводах на АЭС.
4 класс — толстостенные трубы, выдерживающие большую нагрузку на скручивание. Используются при буровых работах , эксплуатации нефтяных месторождений и пр.
5 класс – трубы, предназначенные для используется в транспортном машиностроении: при производстве вагонов, автомобилей, мостовых кранов, буровых вышек.
6 класс – трубы-заготовки для изготовления подшипников, цилиндров насосов и т. п.
Кроме того, по предпочтительным параметрам ГОСТ 8731 делит трубную продукцию на несколько групп — A, Б, В, Г и Д.
Каждая из этих групп изготавливается из определенных марок сталей. У одних групп нормируется химический состав стали, у других – механические свойства готового изделия, а у «Д» – гидравлическое испытательное давление.
Группа
Параметры
ГОСТ на сталь
Сталь
Класс прочности
Трубы с нормированными механическими свойствами

