

ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
Текст ГОСТ 6507-90 Микрометры. Технические условия

МИКРОМЕТРЫ
ГОСТ 6507-90
(СТ СЭВ 344-76 ^СТ СЭВ 352-76, СТ СЭВ 4134-83)
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МИКРОМЕТРЫ Технические условия
(СТ СЭВ 344—76^ СТ СЭВ 352-76, СТ СЭВ 4134-83)
ОКП 39 3410 и 39 3470
Дата введения 01.01.91
Настоящий стандарт распространяется на микрометры с ценой деления 0,01 и 0,001 мм.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. № 1).
1. ТИПЫ. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1 Микрометры должны быть изготовлены следующих типов:
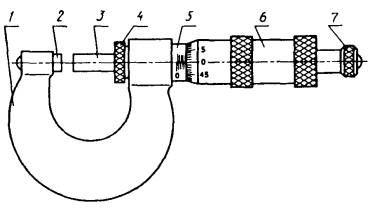
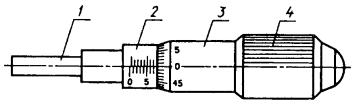
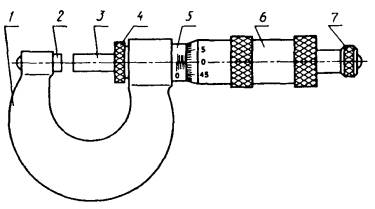
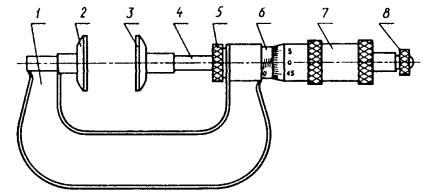
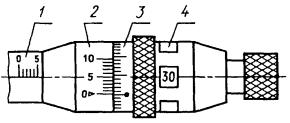
МК — гладкие для измерения наружных размеров изделий (черт. 1);
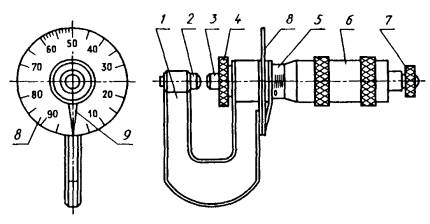
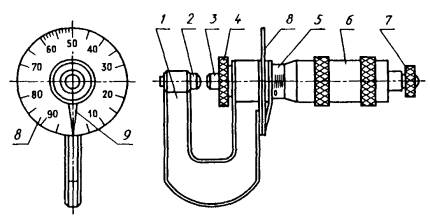
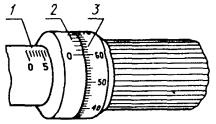
МЛ — листовые с циферблатом для измерения толщины листов и лент (черт. 2);
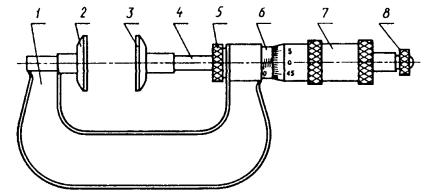
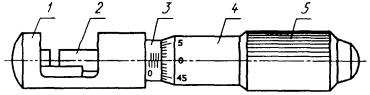
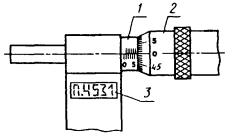
МТ — трубные для измерения толщины стенок труб (черт. 3);
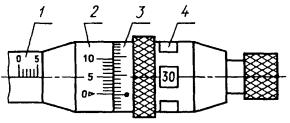
М3 — зубомерные для измерения длины общей нормали зубчатых колес с модулем от 1 мм (черт. 4);
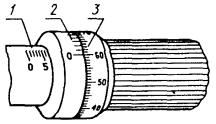
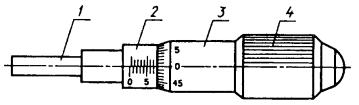
МГ — микрометрические головки для измерения перемещения (черт 5);
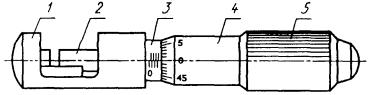
МП — микрометры для измерения толщины проволоки (черт. 6).
Примечание Наименьший внутренний диаметр труб, измеряемых микрометром типа МТ, должен быть 8 или 12 мм
Издание официальное Перепечатка воспрещена
© Издательство стандартов, 1990 © ИПК Издательство стандартов, 1997 Переиздание с изменениями


/ — скоба, 2 — пятка, 3 — микрометрический винт, 4
стопор, 5 — стебель,
барабан, 7— трещотка (фрикцион)
Тип МЛ

1 — скоба, 2 — пятка, 3 — микрометрический винт, 4 — стопор, 5 — стебель, 6—барабан, 7—трещотка (фрикцион), 5 А
6.0 8,0 10,0 12,0 2,0 3,0
МК, МЛ, МТ, МГ, МП М3
Допуск плоскостности измерительных поверхностей микрометра, мкм, классов точности
Примечание к табл. 4 и 5. Для микрометров с нониусом допуски параллельности и плоскостности измерительных поверхностей должны соответствовать нормам класса точности 1.
2 116 Микрометр и микрометрическая головка с электронным цифровым отсчетным устройством должны обеспечивать
1) выдачу цифровой информации в прямом коде (с указанием знака и абсолютного значения),
2) установку начала отсчета в абсолютной системе координат,
3) запоминание результата измерения,
4) гашение памяти с восстановлением текущего результата измерения
2 117 Измерительные поверхности микрометров типов МК, МЛ, МТ, МГ и МП должны быть оснащены твердым сплавом по ГОСТ 3882
Измерительные поверхности микрометра типа М3, а по требованию потребителя и микрометра типа МТ изготовляют закаленными Твердость закаленных измерительных поверхностей из высоколегированной стали должна быть не ниже 51 HRC3, из углеродистой качественной конструкционной и инструментальной высококачественной сталей — не ниже 61 HRC3
2 118 На измерительных поверхностях микрометра, оснащенного твердым сплавом, не допускается наличие пор более 120 мкм по ширине Степень пористости не должна быть выше 0,4 % по ГОСТ 9391
2 119 Параметр шероховатости измерительных поверхностей микрометра — Ra 5 /2+4, а свыше 300 мм — не менее ^/2+16, где В — верхний предел измерения
Крепление передвижной или сменной пятки должно обеспечивать неизменность положения пятки при измерениях
2 12 2 Измерительные поверхности установочных мер длиной до 300 мм должны быть плоскими, а более 300 мм — сферическими 2 12 3 Наружные поверхности установочных мер, за исключением измерительных поверхностей, должны иметь антикоррозионное покрытие по ГОСТ 9 303 и ГОСТ 9 032
2 12 4 Допускаемое отклонение длины установочных мер от номинального размера и суммарный допуск плоскостности и параллельности их измерительных поверхностей должны соответствовать установленным в табл 6
2 12 5 Параметр шероховатости измерительных поверхностей установочных мер — Ra и не более 3 /4 длины коротких штрихов,
5) зазор между концом стрелки и циферблатом — не более 0,7 мм 2 1 4 Требования к микрометру типа МТ
2 14 1 Измерительная поверхность микрометрического винта микрометра типа МТ должна быть плоской, а измерительная поверхность пятки — сферической
2 14 2 Вылет скобы должен быть не менее 17 мм 2 1 5 Требования к микрометру типа М3
2 15 1 Номинальный диаметр измерительных поверхностей пятки и измерительной губки микрометра типа М3 должен быть не менее 24 мм Вылет скобы должен быть не менее 30 мм
Допускается изготовление пятки со срезанной измерительной поверхностью
2 15 2 Установочные меры — плоскопараллельные концевые меры длины класса точности 3 по ГОСТ 9038 22 Комплектность
2 2 1 В комплект микрометра типа МК должны входить установочные меры (для микрометра с верхним пределом измерения 50 мм
и бочее) и соединительные гильзы (для микрометра с верхним пре-дечом измерения более 300 мм)
2 2 2 В комплект микрометра типа М3 должны входить установочные меры (для микрометра с верхним пределом измерения 50 мм и более)
2 2 3 К каждому микрометру прилагают паспорт по ГОСТ 2 601, включающий инструкцию по эксплуатации
2 3 1 На каждом микрометре должны быть нанесены
— товарный знак предприятия-изготовителя,
— цена деления или шаг дискретности (допускается не указывать шаг дискретности),
— порядковый номер по системе нумерации предприятия-изготовителя,
— условное обозначение года выпуска или год выпуска
2 3 2 На установочной мере должен быть нанесен ее номинальный размер
2 3 3 В паспорте на микрометр должен быть указан класс точности
2 3 4 Маркировка футляра — по ГОСТ 13762
2 4 1 Упаковка микрометров — по ГОСТ 13762
2 4 2 При транспортировании в контейнерах микрометров с верхним пределом измерения свыше 250 мм допускается упаковывать их в футляры без транспортной тары При упаковке без транспортной тары футляры с микрометрами должны быть закреплены так, чтобы исключалась возможность их перемещения
3. ПРИЕМКА
3 1 Для проверки соответствия микрометра требованиям настоящего стандарта проводят государственные испытания, приемочный контроль, периодические испытания
(Измененная редакция, Изм. № 1).
3 2 Государственные испытания — по ГОСТ 8 001 и ГОСТ 8 383
3 3 При приемочном контроле каждый микрометр проверяют на соответствие требованиям пп 2 1 1 2, 2 1 1 3 (за исключением проверки изменения показаний от изгиба скобы), 2 1 1 4—2 1 1 6, 2 1 1 8-2 1 1 12, 2 1 1 15, 2 1 1 17, 2 1 1 18, 2 1 2 2-2 1 2 5, 2 1 3 3, 2 1 4 1, 2 2, 2 3 и 24
3 4 Периодические испытания проводят не реже раза в три года не менее чем на трех микрометрах каждого типа и класса точности
из числа прошедших приемочный контроль на соответствие всем требованиям настоящего стандарта
Результаты испытаний считают удовлетворительными, если все испытанные микрометры соответствуют всем проверяемым требованиям
(Измененная редакция, Изм. № 1).
3 5 (Исключен, Изм. № I).
4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4 1 Поверка микрометра — по МИ 782
4 2 Воздействие климатических факторов внешней среды при транспортировании проверяют в климатических камерах. Испытания проводят в следующем режиме при температуре плюс (50±3) °С, минус (50±3) °С и при относительной влажности (95±3) % при температуре 35 °С Выдержка в климатической камере в каждом режиме 2 ч После испытаний погрешность микрометра и параллельность плоских измерительных поверхностей не должна превышать значений, установленных в пп 2 1 1 3 и 2 1 1 4
4 3 При определении влияния транспортной тряски используют ударный стенд, создающий тряску с ускорением 30 м/с 2 и частотой 80“ 120 ударов в минуту
Ящики с упакованными микрометрами крепят к стенду и испытывают при общем числе ударов 15000 После испытаний микрометры должны соответствовать требованиям, установленным в пп 2 1 1 3 и 2 1 14
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение микрометров — по ГОСТ 13762
6. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Микрометры допускается эксплуатировать при температуре окружающей среды от 10 до 30 в С и относительной влажности воздуха не более 80 % при температуре 25 °С
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7 1 Изготовитель гарантирует соответствие микрометра всем требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации
7 2 Гарантийный срок эксплуатации — 12 мес со дня ввода микрометра в эксплуатацию
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
И.А. Медовой, М.Б. Шабалина, В.А. Филатова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 25.01.90 № 86
3. Срок проверки — III кв. 1994 г., периодичность — 5 лет
4. СТАНДАРТ ПОЛНОСТЬЮ СООТВЕТСТВУЕТ СТ СЭВ 344-76 — СТ СЭВ 352-76, СТ СЭВ 4134-83
5. В стандарт введен международный стандарт ИСО 3611—78
6. ВЗАМЕН ГОСТ 6507-78
7. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
8. Постановлением Госстандарта от 12.10.92 № 1354 снято ограничение срока действия
9. ПЕРЕИЗДАНИЕ (март 1997 г.) с Изменением № 1, утвержденным в октябре 1992 г. (ИУС 1—93)
Обозначение НТД, на который дана ссылка
ГОСТ 2 601-95 ГОСТ 8 001-80 ГОСТ 8 383-80 ГОСТ 9 032-74 ГОСТ 9 303-84 ГОСТ 27 410-87 ГОСТ 2789-73 ГОСТ 3882-74 ГОСТ 9038-90 ГОСТ 9391-80 ГОСТ 13762-86 МИ 782-85
2 1 1 18, 2 1 23 2 1 1 18, 2 1 23 35
2 1 1 9, 2 1 2 5 2 117 2 15 2 2 118
Редактор В П Огу рцов Технический редактор В И Прусакова Корректор В If Варенцова Компьютерная верстка Л Н Золотаревой
Изд лиц № 021007 от 10 08 95 Сдано в набор 24 03 97 Подписано в печать 03 04 Уел печ л 1,16 Уч-издл 0,87 Тираж 272 зкз С 378 Зак 265
ИПК Издательство стандартов 107076, Москва, Колодезный пер , 14 Набрано в Издательстве на ПЭВМ
Филиал ИПК Издательство стандартов — тип “Московский печатник
ГОСТ 6507-90 Микрометры. Технические условия
МКС 17.040.30
ОКП 39 3410; 39 3470
Дата введения 1991-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 25.01.90 N 86
3. СТАНДАРТ ПОЛНОСТЬЮ СООТВЕТСТВУЕТ СТ СЭВ 344-76 — СТ СЭВ 352-76, СТ СЭВ 4134-83
4. В стандарт введен международный стандарт ИСО 3611-78
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
7. Постановлением Госстандарта от 12.10.92 N 1354 снято ограничение срока действия
8. ИЗДАНИЕ (август 2004 г.) с Изменением N 1, утвержденным в октябре 1992 г. (ИУС 1-93)
Настоящий стандарт распространяется на микрометры с ценой деления 0,01 и 0,001 мм.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 1).
1. ТИПЫ. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1. ТИПЫ. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Микрометры должны быть изготовлены следующих типов:
МК — гладкие для измерения наружных размеров изделий (черт.1);
МЛ — листовые с циферблатом для измерения толщины листов и лент (черт.2);
МТ — трубные для измерения толщины стенок труб (черт.3);
МЗ — зубомерные для измерения длины общей нормали зубчатых колес с модулем от 1 мм (черт.4);
МГ — микрометрические головки для измерения перемещения (черт.5);
МП — микрометры для измерения толщины проволоки (черт.6).
Примечание. Наименьший внутренний диаметр труб, измеряемых микрометром типа МТ, должен быть 8 или 12 мм.
2 — пятка; 3 — микрометрический винт; 4 — стопор; 5 — стебель; 6 — барабан; 7 — трещотка (фрикцион)
2 — пятка; 3 — микрометрический винт; 4 — стопор; 5 — стебель; 6 — барабан; 7 — трещотка (фрикцион); 8 — циферблат; 9 — стрелка
2 — пятка; 3 — микрометрический винт; 4 — стопор; 5 — стебель; 6 — барабан; 7 — трещотка (фрикцион)
2 — пятка; 3 — измерительная губка; 4 — микрометрический винт; 5 — стопор; 6 — стебель; 7 — барабан; 8 — трещотка (фрикцион)
1 — микрометрический винт; 2 — стебель; 3 — барабан; 4 — трещотка (фрикцион)
1 — корпус; 2 — микрометрический винт; 3 — стебель; 4 — барабан; 5 — трещотка (фрикцион)
1.2. Микрометры следует изготовлять:
— с ценой деления 0,01 мм — при отсчете показаний по шкалам стебля и барабана (черт.1-6);
— со значением отсчета по нониусу 0,001 мм — при отсчете показаний по шкалам стебля и барабана с нониусом (черт.7 и 8);
— с шагом дискретности 0,001 мм — при отсчете показаний по электронному цифровому отсчетному устройству и шкалам стебля и барабана (черт.9).
1 — стебель; 2 — нониус; 3 — барабан; 4 — цифровое отсчетное устройство
1 — стебель; 2 — нониус; 3 — барабан
1 — стебель; 2 — барабан; 3 — электронное цифровое отсчетное устройство
Примечание. Черт.1-9 не определяют конструкции микрометров.
(Измененная редакция, Изм. N 1).
1.3. Основные параметры, размеры и классы точности микрометров должны соответствовать установленным в табл.1.
Диапазон измерений микрометра с отсчетом показаний
Шаг микро-
метрического винта
по шкалам стебля и барабана классов точности
по шкалам стебля и барабана с нониусом
по электронному цифровому устройству классов точности
0-25; 25-50; 50-75; 75-100
100-125; 125-150;
150-175; 175-200;
200-225; 225-250;
250-275; 275-300
0-25; 25-50; 50-75; 75-100
1.4. Диаметр гладкой части микрометрического винта должен быть 6h9, 6,5h9 или 8h9.
На концах микрометрического винта и пятки на длине до 4 мм допускается уменьшение диаметра, но не более чем на 0,1 мм.
1.5. Электрическое питание микрометров с электронным цифровым отсчетным устройством должно быть от встроенного источника питания.
Электрическое питание микрометров, имеющих вывод результатов измерений на внешние устройства, — от встроенного источника питания и (или) от сети общего назначения через блок питания.
Пример условного обозначения гладкого микрометра с диапазоном измерения 25-50 мм 1-го класса точности:
Микрометр МК50-1 ГОСТ 6507-90
То же, микрометрической головки с нониусом с диапазоном измерения 0-25 мм:
Микрометр МГ Н25 ГОСТ 6507-90
То же, гладкого микрометра с электронным цифровым отсчетным устройством с диапазоном измерения 50-75 мм:
Микрометр МК Ц75 ГОСТ 6507-90
1.4, 1.5. (Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1.1. Общие требования
2.1.1.1. Микрометры изготовляют в соответствии с требованиями настоящего стандарта по конструкторской документации, утвержденной в установленном порядке.
2.1.1.2. Измерительное усилие для микрометров типов МЛ, МТ и МЗ должно быть не менее 3 и не более 7 Н, а для микрометров остальных типов — не менее 5 и не более 10 Н.
Колебание измерительного усилия для микрометров всех типов не должно превышать 2 Н.
2.1.1.3. Предел допускаемой погрешности микрометра в любой точке диапазона измерений при нормируемом измерительном усилии и температуре, не превышающей значений, установленных в табл.2, а также допускаемое изменение показаний микрометра от изгиба скобы при усилии 10 Н, направленном по оси винта, должны соответствовать установленным в табл.3.
Верхний предел измерений микрометра, мм
Допускаемое отклонение температуры от 20 °С, °С
Верхний предел измерений
микрометра, мм
Предел допускаемой погрешности микрометра с отсчетом показаний
Допускаемое изменение показаний микрометра от изгиба скобы при усилии 10 Н
по шкалам стебля и барабана классов точности
по шкалам стебля и барабана с нониусом
по электронному цифровому устройству классов точности
225; 250; 275; 300
1. Погрешность микрометров типов МК, МЛ, МТ и МП определяют по мерам с плоскими измерительными поверхностями.
2. Погрешность микрометра типа МЗ определяют по мерам с цилиндрическими измерительными поверхностями, установленными на расстоянии 2-3 мм от края измерительных поверхностей микрометра.
2.1.1.4. Для микрометров, имеющих плоские измерительные поверхности (типы МК и МЗ), допуск параллельности измерительных поверхностей должен соответствовать установленному в табл.4.
Верхний предел измерений микрометра, мм
Допуск параллельности плоских измерительных поверхностей микрометра, мкм, классов точности
125; 150; 175; 200
На расстоянии до 0,5 мм от краев измерительных поверхностей допускаются завалы.
2.1.1.5. Допуск плоскостности плоских измерительных поверхностей микрометра должен соответствовать установленному в табл.5.
Допуск плоскостности измерительных поверхностей микрометра, мкм, классов точности
Примечание к табл.4 и 5. Для микрометров с нониусом допуски параллельности и плоскостности измерительных поверхностей должны соответствовать нормам класса точности 1.
2.1.1.6. Микрометр и микрометрическая головка с электронным цифровым отсчетным устройством должны обеспечивать:
1) выдачу цифровой информации в прямом коде (с указанием знака и абсолютного значения);
2) установку начала отсчета в абсолютной системе координат;
3) запоминание результата измерения;
4) гашение памяти с восстановлением текущего результата измерения.
2.1.1.7. Измерительные поверхности микрометров типов МК, МЛ, МТ, МГ и МП должны быть оснащены твердым сплавом по ГОСТ 3882.
Измерительные поверхности микрометра типа МЗ, а по требованию потребителя и микрометра типа МТ изготовляют закаленными. Твердость закаленных измерительных поверхностей из высоколегированной стали должна быть не ниже 49,7 HRC, из углеродистой качественной конструкционной и инструментальной высококачественной сталей — не ниже 60 HRC.
2.1.1.8. На измерительных поверхностях микрометра, оснащенного твердым сплавом, не допускается наличие пор более 120 мкм по ширине. Степень пористости не должна быть выше 0,4% по ГОСТ 9391.
2.1.1.10. Микрометр должен иметь трещотку (фрикцион) или другое устройство, обеспечивающее измерительное усилие в заданных пределах.
2.1.1.11. Микрометр должен иметь стопорное устройство для закрепления микрометрического винта.
Микрометрический винт, закрепленный стопорным устройством, не должен вращаться после приложения наибольшего момента, передаваемого устройством, обеспечивающим измерительное усилие, а у микрометров типа МК при этом перекос плоской измерительной поверхности не должен увеличивать отклонение от параллельности плоских измерительных поверхностей сверх установленных в п.2.1.1.4 более чем на 1 мкм — для микрометров с верхним пределом измерений до 100 мм и 2 мкм — для микрометров с верхним пределом измерений более 100 мм.
Примечание. Микрометр с электронным цифровым отсчетным устройством, а также микрометры типов МГ и МП допускается изготовлять без стопорного устройства.
2.1.1.12. Конструкция микрометра должна обеспечивать возможность установки его в исходное положение при соприкосновении измерительных поверхностей между собой или с установочной мерой и компенсацию износа микрометрической резьбы винта и гайки, при этом начальный штрих стебля должен быть виден целиком, но расстояние от торца конической части барабана до ближайшего края штриха не должно превышать 0,15 мм.
2.1.1.13. Длина деления шкалы барабана должна быть не менее 0,8 мм.
2.1.1.14. Ширина штрихов шкал и продольного штриха на стебле должна быть от 0,08 до 0,2 мм, при этом разность в ширине штриха барабана и продольного штриха на стебле, а также разность в ширине штрихов шкал барабана и нониуса не должна быть более 0,03 мм.
Допускается ширина всех штрихов не более 0,25 мм, если длина деления шкалы барабана более 1 мм, при этом разность в ширине штриха барабана и продольного штриха на стебле не должна быть более 0,05 мм.
2.1.1.15. Поверхности, на которых нанесены штрихи и цифры, не должны быть блестящими.
2.1.1.16. У микрометра с электронным цифровым отсчетным устройством высота цифр на отсчетном устройстве должна быть не менее 4 мм.
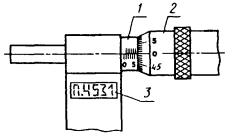
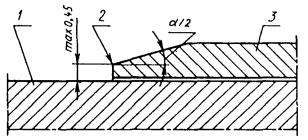
2.1.1.17. Расстояние от поверхности стебля до измерительной кромки барабана у продольного штриха стебля, кроме микрометра с нониусом, должно быть не более 0,45 мм (черт.10).
1 — поверхность стебля; 2 — измерительная кромка; 3 — барабан
Угол , образующий коническую часть барабана, на которую наносится шкала, должен быть не более 20°. Конструкция микрометра должна обеспечивать гарантированный зазор между барабаном и стеблем.
2.1.1.18. Наружные поверхности микрометра, за исключением пятки, микрометрического винта, измерительной губки, должны иметь антикоррозионное покрытие по ГОСТ 9.303 и ГОСТ 9.032.
Наружные поверхности скоб микрометров типов МК и МЗ с верхним пределом измерения более 50 мм должны быть теплоизолированы.
2.1.1.19-2.1.1.22. (Исключены, Изм. N 1).
2.1.2. Требования к микрометру типа МК
2.1.2.2. Измерительные поверхности установочных мер длиной до 300 мм должны быть плоскими, а более 300 мм — сферическими.
2.1.2.3. Наружные поверхности установочных мер, за исключением измерительных поверхностей, должны иметь антикоррозионное покрытие по ГОСТ 9.303 и ГОСТ 9.032.
2.1.2.4. Допускаемое отклонение длины установочных мер от номинального размера и суммарный допуск плоскостности и параллельности их измерительных поверхностей должны соответствовать установленным в табл.6.
Номинальный размер установочных мер, мм
Допускаемое отклонение длины установочных мер от номинального размера микрометров класса точности, мкм
Суммарный допуск плоскостности и параллельности измерительных поверхностей установочных мер, мкм
1. типы. основные параметры и размеры
1.1. Микрометры должны быть изготовлены следующих типов:
МК — гладкие для измерения наружных размеров изделий (черт. 1);
МЛ — листовые с циферблатом для измерения толщины листов и лент (черт. 2);
МТ — трубные для измерения толщины стенок труб (черт. 3);
МЗ — зубомерные для измерения длины общей нормали зубчатых колес с модулем от 1 мм (черт. 4);
МГ — микрометрические головки для измерения перемещения (черт. 5);
МП — микрометры для измерения толщины проволоки (черт. 6).
Примечание . Наименьший внутренний диаметр труб, измеряемых микрометром типа МТ, должен быть 8 или 12 мм.
1 — скоба; 2 — пятка; 3 — микрометрический винт; 4 — стопор; 5 — стебель; 6 — барабан; 7 — трещотка (фрикцион)
1 — скоба; 2 — пятка; 3 — микрометрический винт; 4 — стопор; 5 — стебель; 6 — барабан; 7 — трещотка (фрикцион); 8 — циферблат; 9 — стрелка
1 — скоба; 2 — пятка; 3 — микрометрический винт; 4 — стопор; 5 — стебель; 6 — барабан; 7 — трещотка (фрикцион)
1 — скоба; 2 — пятка; 3 — измерительная губка; 4 — микрометрический винт; 5 — стопор; 6 — стебель; 7 — барабан; 8 — трещотка (фрикцион)
1 — микрометрический винт; 2 — стебель; 3 — барабан; 4 — трещотка (фрикцион)
1 — корпус; 2 — микрометрический винт; 3 — стебель; 4 — барабан; 5 — трещотка (фрикцион)
1.2. Микрометры следует изготовлять:
— с ценой деления 0,01 мм — при отсчете показаний по шкалам стебля и барабана (черт. 1 — 6 );
— со значением отсчета по нониусу 0,001 мм — при отсчете показаний по шкалам стебля и барабана с нониусом (черт. 7 и 8);
— с шагом дискретности 0,001 мм — при отсчете показаний по электронному цифровому отсчетному устройству и шкалам стебля и барабана (черт. 9).
(Измененная редакция, Изм. №1).
1 — стебель; 2 — нониус, 3 — барабан; 4 — цифровое отсчетное устройство
1 — стебель; 2 — нониус, 3 — барабан
1 — стебель; 2 — барабан; 3 — электронное цифровое отсчетное устройство
Примечание. Черт. 1 — 9 не определяют конструкции микрометров.
1.3. Основные параметры, размеры и классы точности микрометров должны соответствовать установленным в табл. 1 .
Диапазон измерений микрометра с отсчетом показаний
Шаг микрометрического винта
Измерительное перемещение микровинта
по шкалам стебля и барабана классов точности
по шкалам стебля и барабана с нониусом
по электронному цифровому устройству классов точности
0-25; 25-50; 50-75; 75-100
0-25; 25-50; 50-75; 75-100
1.4. Диаметр гладкой части микрометрического винта должен быть 6 h 9, 6,5 h 9 или 8 h 9.
На концах микрометрического винта и пятки на длине до 4 мм допускается уменьшение диаметра, но не более чем на 0,1 мм.
1.5. Электрическое питание микрометров с электронным цифровым отсчетным устройством должно быть от встроенного источника питания.
Электрическое питание микрометров, имеющих вывод результатов измерений на внешние устройства, — от встроенного источника питания и (или) от сети общего назначения через блок питания.
Пример условного обозначения гладкого микрометра с диапазоном измерения 25-50 мм 1-го класса точности:
Микрометр МК50-1 ГОСТ 6507-90
То же, микрометрической головки с нониусом с диапазоном измерения 0-25 мм :
Микрометр МГ Н25 ГОСТ 6507-90
То же, гладкого микрометра с электронным цифровым отсчетным устройством с диапазоном измерения 50-75 мм :
Микрометр МК Ц75 ГОСТ 6507-90
1.4, 1.5 . (Измененная редакция, Изм. №1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1.1. Общие требования
2.1.1.1. Микрометры изготовляют в соответствии с требованиями настоящего стандарта по конструкторской документации, утвержденной в установленном порядке.
2.1.1.2. Измерительное усилие для микрометров типов МЛ , МТ и МЗ должно быть не менее 3 и не более 7 Н, а для микрометров остальных типов — не менее 5 и не более 10 Н.
Колебание измерительного усилия для микрометров всех типов не должно превышать 2 Н.
2.1.1.3. Предел допускаемой погрешности микрометра в любой точке диапазона измерений при нормируемом измерительном усилии и температуре, не превышающей значений, установленных в табл. 2 , а также допускаемое изменение показаний микрометра от изгиба скобы при усилии 10 Н, направленном по оси винта, должны соответствовать установленным в табл. 3 .
Допускаемое отклонение температуры от 20 ºС,
На расстоянии до 0,5 мм от краев измерительных поверхностей допускаются завалы.
2.1.1.5. Допуск плоскостности плоских измерительных поверхностей микрометра должен соответствовать установленному в табл. 5 .
Верхний предел измерений микрометра, мм
Предел допускаемой погрешности микрометра с отсчетом показаний
Допускаемое изменение показаний микрометра от изгиба скобы при усилии 10 Н
по шкалам стебля и барабана классов точности
по шкалам стебля и барабана с нониусом
по электронному цифровому устройству классов точности
1. Погрешность микрометров типов МК, МЛ, МТ и МП определяют по мерам с плоскими измерительными поверхностями.
2. Погрешность микрометра типа МЗ определяют по мерам с цилиндрическими измерительными поверхностями, установленными на расстоянии 2-3 мм от края измерительных поверхностей микрометра.
Верхний предел измерений микрометра, мм
Допуск параллельности плоских измерительных поверхностей микрометра, мкм, классов точности
125; 150; 175; 200
Допуск плоскостности измерительных поверхностей микрометра, мкм, классов точности
Примечание к табл. 4 и 5 . Для микрометров с нониусом допуски параллельности и плоскостности измерительных поверхностей должны соответствовать нормам класса точности 1.
1) выдачу цифровой информации в прямом коде (с указанием знака и абсолютного значения);
2) установку начала отсчета в абсолютной системе координат;
3) запоминание результата измерения;
4) гашение памяти с восстановлением текущего результата измерения.
Измерительные поверхности микрометра типа МЗ, а по требованию потребителя и микрометра типа МТ изготовляют закаленными. Твердость закаленных измерительных поверхностей из высоколегированной стали должна быть не ниже 51 HRC э , из углеродистой качественной конструкционной и инструментальной высококачественной сталей — не ниже 61 HRC э .
2.1.1.10. Микрометр должен иметь трещотку (фрикцион) или другое устройство, обеспечивающее измерительное усилие в заданных пределах.
2.1.1.11. Микрометр должен иметь стопорное устройство для закрепления микрометрического винта.
Микрометрический винт, закрепленный стопорным устройством, не должен вращаться после приложения наибольшего момента, передаваемого устройством, обеспечивающим измерительное усилие, а у микрометров типа МК при этом перекос плоской измерительной поверхности не должен увеличивать отклонение от параллельности плоских измерительных поверхностей сверх установленных в п. 2.1.1.4 более чем на 1 мкм — для микрометров с верхним пределом измерений до 100 мм и 2 мкм — для микрометров с верхним пределом измерений более 100 мм.
Примечание . Микрометр с электронным цифровым отсчетным устройством, а также микрометры типов МГ и МП допускается изготовлять без стопорного устройства.
2.1.1.13. Длина деления шкалы барабана должна быть не менее 0,8 мм.
2.1.1.14. Ширина штрихов шкал и продольного штриха на стебле должна быть от 0,08 до 0,2 мм, при этом разность в ширине штриха барабана и продольного штриха на стебле, а также разность в ширине штрихов шкал барабана и нониуса не должна быть более 0,03 мм.
Допускается ширина всех штрихов не более 0,25 мм, если длина деления шкалы барабана более 1 мм, при этом разность в ширине штриха барабана и продольного штриха на стебле не должна быть более 0,05 мм.
2.1.1.16. У микрометра с электронным цифровым отсчетным устройством высота цифр на отсчетном устройстве должна быть не менее 4 мм.
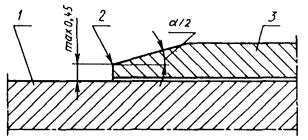
Угол α/2, образующий коническую часть барабана, на которую наносится шкала, должен быть не более 20°. Конструкция микрометра должна обеспечивать гарантированный зазор между барабаном и стеблем.
1 — поверхность стебля; 2 — измерительная кромка; 3 — барабан
Наружные поверхности скоб микрометров типов МК и МЗ с верхним пределом измерения более 50 мм должны быть теплоизолированы.
2.1.1.19-2.1.1.22 . (Исключены, Изм. №1).
2.1.2. Требования к микрометру типа МК
2.1.2.1. Микрометр типа МК с верхним пределом измерений более 300 мм должен иметь передвижную или сменную пятку, обеспечивающую возможность измерения любого размера в диапазоне измерений данного микрометра. Вылет скобы микрометра с верхним пределом измерения до 300 мм должен быть не менее В/2+4, а свыше 300 мм — не менее В/2+1б, где В — верхний предел измерения.
Крепление передвижной или сменной пятки должно обеспечивать неизменность положения пятки при измерениях.
2.1.2.4. Допускаемое отклонение длины установочных мер от номинального размера и суммарный допуск плоскостности и параллельности их измерительных поверхностей должны соответствовать установленным в табл. 6 .
Допускаемое отклонение длины установочных мер от номинального размера микрометров класса точности, мкм
Суммарный допуск плоскостности и параллельности измерительных поверхностей установочных мер, мкм
База ГОСТов РФ
ГОСТ 6507-90. Микрометры. Технические условия
Настоящий стандарт распространяется на микрометры с ценой деления 0,01 и 0,001 мм
| Название на англ.: | Micrometers. Specifications |
| Тип документа: | стандарт |
| Статус документа: | действующий |
| Число страниц: | 12 |
| Дата актуализации текста: | 01.08.2013 |
| Дата актуализации описания: | 01.08.2013 |
| Дата издания: | 01.08.2004 |
| Дата введения в действие: | 01.01.1991 |
| Дата последнего изменения: | 22.05.2013 |
| Переиздание: | переиздание с изм. 1 |
| Взамен: | ГОСТ 6507-78 |
Поправки и изменения:
- Изменение №1 к ГОСТ 6507-90
- Изменение №1 к ГОСТ 6507-90
- Главная
- FAQ
- Развлечения
- База ГОСТов РФ
- База кодов ТН ВЭД
- База кодов ОКП
- База кодов МКТУ
- База кодов ОКВЭД2
- База кодов ОКПд2
- Заказать звонок
- Заказать сертификат
- Консультация специалиста
- Законодательство
- Азбука сертификации
- Лицензирование в России
- Виды сертификации
- Контакты


©2009-2020 ПРОГОСТ. Все права защищены. Запрещено использование любой информации с сайта в коммерческих или иных целях.
ГОСТ 6507-90 (СТ СЭВ 344-76, СТ СЭВ 352-76, СТ СЭВ 4134-83) «Микрометры. Технические условия» (изм. 1)
Для покупки документа sms доступом необходимо ознакомиться с условиями обслуживания
 | ВНИМАНИЕ! Услуга для абонентов NEO, Tele2 временно недоступна |
| ВНИМАНИЕ! Услуга для абонентов Beeline, NEO, Tele2 временно недоступна |
Стоимость услуги — тенге с учетом комиссии.
ГОСТ 6507-90
(СТ СЭВ 344-76, СТ СЭВ 352-76, СТ СЭВ 4134-83)
Микрометры
Технические условия
СОДЕРЖАНИЕ
Настоящий стандарт распространяется на микрометры с ценой деления 0,01 и 0,001 мм.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. № 1).
- Корреспонденты на фрагмент
- Поставить закладку
- Посмотреть закладки
- Добавить комментарий
Основные параметры и размеры
- Поставить закладку
- Посмотреть закладки
- Добавить комментарий
1.1. Микрометры должны быть изготовлены следующих типов:
МК — гладкие для измерения наружных размеров изделий (черт. 1);
МЛ — листовые с циферблатом для измерения толщины листов и лент (черт. 2);
МТ — трубные для измерения толщины стенок труб (черт. 3);
МЗ — зубомерные для измерения длины общей нормали зубчатых колес с модулем от 1 мм (черт. 4);
МГ — микрометрические головки для измерения перемещения (черт. 5);
МП — микрометры для измерения толщины проволоки (черт. 6).
Примечание. Наименьший внутренний диаметр труб, измеряемых микрометром типа МТ, должен быть 8 или 12 мм.
1 — скоба; 2 — пятка; 3 — микрометрический винт; 4 — стопор; 5 — стебель; 6 — барабан; 7 — трещотка (фрикцион)
1 — скоба; 2 — пятка; 3 — микрометрический винт; 4 — стопор; 5 — стебель; 6 — барабан; 7 — трещотка (фрикцион); 8 — циферблат; 9 — стрелка
1 — скоба; 2 — пятка; 3 — микрометрический винт; 4 — стопор; 5 — стебель; 6 — барабан; 7 — трещотка (фрикцион)
1 — скоба; 2 — пятка; 3 — измерительная губка; 4 — микрометрический винт; 5 — стопор; 6 — стебель; 7 — барабан; 8 — трещотка (фрикцион)
1 — микрометрический винт; 2 — стебель; 3 — барабан; 4 — трещотка (фрикцион)
1 — корпус; 2 — микрометрический винт; 3 — стебель; 4 — барабан; 5 — трещотка (фрикцион)
- Поставить закладку
- Посмотреть закладки
- Добавить комментарий
1.2. Микрометры следует изготовлять:
— с ценой деления 0,01 мм — при отсчете показаний по шкалам стебля и барабана (черт. 1-6);
— со значением отсчета по нониусу 0,001 мм — при отсчете показаний по шкалам стебля и барабана с нониусом (черт. 7 и 8);
— с шагом дискретности 0,001 мм — при отсчете показаний по электронному цифровому отсчетному устройству и шкалам стебля и барабана (черт. 9).
(Измененная редакция, Изм. №1).
1 — стебель; 2 — нониус, 3 — барабан; 4 — цифровое отсчетное устройство
1 — стебель; 2 — нониус, 3 — барабан
1 — стебель; 2 — барабан; 3 — электронное цифровое отсчетное устройство
Примечание. Черт. 1-9 не определяют конструкции микрометров.
- Поставить закладку
- Посмотреть закладки
- Добавить комментарий
1.3. Основные параметры, размеры и классы точности микрометров должны соответствовать установленным в табл. 1.
Диапазон измерений микрометра с отсчетом показаний
Шаг микрометрического винта
Измерительное перемещение микровинта
по шкалам стебля и барабана классов точности
Микрометры: цена инструмента разных типов
Современные стандарты производства и системы управления качеством требуют высокой точности измерений. С помощью микрометров можно определить размеры миниатюрных изделий, толщину лезвий, металлических и пластмассовых листов или стенок труб вплоть до микрона. В нашей статье мы расскажем про основные виды приборов, а также о том, сколько стоят микрометры и как не ошибиться при выборе поставщика.
Виды микрометров
Микрометр — это высокоточный измерительный прибор для определения линейных размеров деталей. В основе устройства находится винтовая пара, состоящая из гайки и винта. Микровинтовая передача позволяет добиться точности измерения от 0,01 до 0,001 мм.
Требования к микрометрам, их видам и техническим условиям регламентируются ГОСТ 6507-90 [1] .
По способу снятия показаний микрометры делятся на механические и цифровые. У механических микрометров результат измерений считывается со стебля и барабана, а также с индикатора (у рычажных микрометров). Стрелочные (часовые) приборы оснащены циферблатом для наглядного определения размеров. На цифровых микрометрах установлен ЖК-дисплей. При полном зажатии детали в измерительных поверхностях электронный блок автоматически выводит показания.
По области применения приборы делятся на:
- гладкие микрометры — наиболее универсальные и распространенные в промышленности и в быту приборы за счет простоты и надежности конструкции, предназначенные для измерения наружных диаметров деталей; бывают механическими (МК) и цифровыми (МКЦ);
- листовые микрометры (МЛ) — используются для определения толщины листов, лент, пленок. Измерительная пятка у листовых микрометров полностью плоская, таким образом, поверхность листа или пленки при зажатии не деформируется;
- призматические микрометры — применяются для измерения наружного диаметра лезвий, ножей, разверток, метчиков. Пятка на скобе имеет форму призмы. Микрометры МТИ с углом призмы 60° используются для трехлезвийных, МПИ с углом призмы 108° — для пятилезвийных, МСИ с углом призмы 128° — для семилезвийных инструментов;
- трубные микрометры (МТ) — предназначены для определения толщины стенок труб и закругленных деталей. Обрезанная скоба и пятка с цилиндрическим наконечником позволяют зажать в тиски даже тонкие трубы диаметром 12 мм. Нижний предел измерения трубных микрометров начинается от 5 мм;
- рычажные микрометры (МР) — используются на серийном производстве для контроля наружных размеров деталей с практически нулевой шероховатостью; оборудованы рычагом или кнопкой для многократного перемещения пятки, а также часовой индикацией для высокой точности и скорости измерений. Требования к приборам установлены в ГОСТ 4381-87 [2] , их поверка проводится по методике, изложенной в ГОСТ 8.411-81 [3] ;
- зубомерные микрометры (МЗ) — применяются для измерений длины общей нормали зубчатых колес с модулем от 1 мм. Пятка и винтовой стебель МЗ оборудованы расширенными измерительными поверхностями от 20 мм для удобного центрирования по хорде зуба.
Существуют специальные микрометры и для более «узких» задач: со вставками (ГОСТ 4380-93 [4] ), канавочные, проволочные, предельные, резьбовые, для измерения высоты обжима, ступиц, дисковых пил с разнонаправленными зубьями, окулярные винтовые (ГОСТ 8.211-84 [5] ), настольные со стрелочным отсчетным устройством (МИ 2087-90 [6] ) и другие. Также выпускаются универсальные микрометры с набором съемных наконечников и вставок для измерения изделий различных конфигураций.
Принципы отбора инструмента
При выборе средств измерения (СИ) для промышленных предприятий важно учитывать, чтобы прибор значился в Госреестре средств измерений РФ. Незарегистрированные микрометры не подлежат поверке, а использование неповеренных инструментов на производстве запрещено. Поставщики измерительного оборудования обязаны предоставить закупщикам информацию, имеет ли конкретный прибор свидетельство об утверждении типа СИ.
Госреестр СИ РФ включает десятки типов микрометров отечественного и зарубежного производства. Это гладкие МК и МКЦ длиной до 600 мм; листовые МЛ-25 и МЛ-50; рычажные от МР-25 до МР-100; призматические МТИ, МПИ, МСИ; трубные МТ-25 и МТУ-50 с удлиненной пяткой; зубомерные микрометры от МЗ-25 до МЗ-300 и так далее.
Основные критерии отбора микрометров — это область применения, диапазон измерения и точность. При этом сфера использования ограничивается не только видом микрометра, иначе говоря — видами измеряемых деталей и поверхностей, но и рабочими условиями. Для долговечности и износостойкости измерительные поверхности оснащают твердосплавными пластинами, скобы покрывают специальной краской и снабжают теплоизоляционными накладками, на остальные детали наносят антикоррозионный слой. Однако при высокой влажности и запыленности в цеху, повышенном абразивном износе, микрометры могут выйти из строя раньше гарантийного срока, который обычно составляет 12 месяцев. Признаками износа служат затрудненное перемещение микровинта, увеличение ошибки при установке микрометра на нуль. Электронные устройства особенно подвержены внешним воздействиям, поэтому для эксплуатации в условиях производства лучше выбирать микрометры со степенью защиты IP54 и выше. Защита IP65 исключает попадание масла, влаги и частиц пыли внутрь микрометра. Некоторые производители выполняют корпуса электронных устройств из ударопрочного пластика, пятку и поверхность винта покрывают карбидом вольфрама.
В зависимости от величины деталей выбирается диапазон измерения, то есть расстояние между измерительными поверхностями. Для сохранения точности гладкие МК длиной до 300 мм изготавливаются с диапазоном измерения всего 25 мм. Для крупных деталей предлагаются рычажные микрометры МРИ длиной до 2000 мм и диапазоном измерения 100 мм.
Точность измерений механических микрометров начинается от 0,01 мм (10 мкм), что ниже, чем у стрелочных или электронных, способных определять диаметры с точностью до 0,001 мм (1 мкм). Однако следует учитывать и погрешность измерения микрометра, которая включает погрешности неровности и непараллельности измерительных поверхностей. Допустимые погрешности микрометра определяются при выходном контроле ОТК завода-изготовителя и вносятся в паспорт изделия или в протокол метрологических испытаний. Величина погрешности не должна превышать 0,003 мм — в ином случае прибор подлежит калибровке. Стоит помнить, что при использовании механического микрометра пользователь вносит дополнительную погрешность, поскольку считывает показания на глаз и производит дополнительные арифметические действия. Для прецизионных измерений гораздо больше подходят электронные микрометры с цифровой индикацией показаний на дисплее.
Способ индикации — еще один важный критерий выбора. При правильном использовании, бережном хранении и периодической калибровке механические микрометры служат десятилетиями. Многие мастера пользуются микрометрами еще советских времен — настолько они долговечны. Но для прецизионных измерений больше подходят цифровые микрометры, которые проще в работе, не портят зрение при считывании информации и не требуют дополнительных затрат времени на расчет показаний. С помощью кнопок управления можно выбрать единицы измерения, задать пределы допуска размеров детали. Для передачи данных на ПК цифровые микрометры оснащаются интерфейсами RS-232/585, USB и Wi-Fi-модулями. Это удобно для статистической обработки и архивирования данных производимых измерений, особенно на серийном производстве. Недостаток цифровых устройств — необходимость менять батарейки и чувствительность электронных деталей к факторам воздействия.
Стоимость микрометров зависит от типа и размера микрометра, способа индикации, точности измерения, брэнда, степени защиты, комплектации и так далее. Главным гарантом качества микрометра является производитель. Важны как техническое исполнение, так и свойства материалов. Наиболее точными считаются японские микрометры Mitutoyo, швейцарские Tesa, немецкие Mahr, Vogel и Holex. Достойным качеством славятся микрометры брендов Shan и Norgau, Micron, российские марки «Калибр», «ЧИЗ», «Зубр», «Туламаш». Многие модели указанных производителей внесены в Госреестр СИ РФ.
Цены на микрометры
Примерный коридор цен на некоторые микрометры по состоянию на май 2020 года выглядит следующим образом:
- Купить микрометр МК-25 (0,01 мм) можно за 1500–2500 рублей, МК-50 (0,01 мм) — за 2500–3000 рублей (бренды «Калиброн», «ЧИЗ», Micron, Shan, Griff), а с фрикционным барабаном — за 5000–7000 рублей (Mitutoyo, Mahr, Tesa).
- Купить механические микрометры МК-100 по ГОСТу можно за 2500–3500 рублей, с повышенной точностью (0,001 мм) — за 6500–7500 рублей.
- Купить цифровой микрометр МКЦ-25 (0,001 мм) по ГОСТу можно по цене 8000–10 000 рублей («Калиброн», «Туламаш», Micron, Norgau, Shan); со степенью защиты IP54 — за 10 000–12 000 рублей, с защитой IP65 — не менее чем за 20 000 рублей (Micron, Mitutoyo).
- Цены на рычажные микрометры МРИ-25 (0,01 мм) находятся в диапазонах: 15 000–17 000 рублей за изделия от «ЧИЗ», Micron, Shan, «Киров Инструмент», 20 000–46 000 рублей за Griff, Mitutoyo; стоимость более точных МР-25 (0,001 мм) с часовой индикацией — 34 000–75 000 рублей (Micron, Mitutoyo, Griff). Отечественные микрометры МРИ-200 (0,001 мм) обойдутся в 35 000–40 000 рублей («ЧИЗ»).
- Цены на резьбовые микрометры МВМ начинаются от 7000 рублей — «Киров Инструмент», от 10 000 рублей — Micron, «ЧИЗ», от 20 000 рублей — Mitutoyo.
- Листовые микрометры (0,01 мм) с циферблатом и диапазоном измерения 5–15 мм стоят 5000–7000 рублей, а МЛ-25 (0,01 мм) — 8000–12 000 рублей («ЧИЗ», Griff, Micron).
- Призматические микрометры МПИ-25 (0,01 мм) обойдутся в 35 000–40 000 рублей, купить микрометры МТИ-50 (0,01 мм) можно за 42 000–44 000 рублей, цены на МСИ-105 (0,01 мм) начинаются от 60 000 рублей.
Итак, приобретая микрометр для производственных целей, обращайте внимание, внесено ли средство измерения в Госреестр, подлежит ли оно поверке. Стоимость микрометра зависит от его типа, характеристик и качества исполнения. Не стоит экономить на точности измерений, к тому же на отечественном рынке представлено множество приборов с оптимальным соотношением цены и качества.
Где можно купить микрометр?
На рынке представлено много компаний — поставщиков микрометрического оборудования. О том, как не ошибиться при выборе поставщика, рассказывает Борис Чарыевич Темиров — технический директор компании «Микрон»:
«Микрометры применяются во всех сферах промышленности, где требуется обработка металлов: в машиностроении, автомобильной, авиационной, судостроительной отраслях и так далее. Не обязательно быть метрологом, чтобы понимать, как важна точность измерений, особенно для контроля на ответственных производствах, однако грамотный поставщик должен знать особенности не только продаваемого инструмента, но и технологических процессов, на которых они применяются.
Компания «Микрон» занимается поставками прецизионного оборудования уже более 17 лет. За это время нам удалось наладить сотрудничество с известными заводами-изготовителями и центрами метрологии и стандартизации. Мы работаем как с крупными предприятиями, осуществляя комплексные поставки, так и с юридическими лицами по единичным индивидуальным заказам, предлагая свыше 6000 наименований измерительного инструмента на собственных складах в Москве.
Специалисты компании «Микрон» готовы предоставить квалифицированные консультации по выбору микрометров или других средств измерения для конкретных промышленных условий. В наличии всегда есть решения из разных ценовых сегментов от японских, швейцарских, немецких, китайских и российских производителей.
Надежный поставщик, такой как «Микрон», отлично знает приоритеты своих заказчиков, представляя достоверную информацию о поверке и внесении средств измерения в Госреестр, и отличается прозрачной политикой цен. Так, на нашем сайте указана стоимость на большую часть товаров с учетом НДС».
* Материал не является публичной офертой. Информация о ценах приведена для ознакомления и актуальна на май 2020 года.
ДСТУ ГОСТ 6507:2009 Микрометры. Технические условия (ГОСТ 6507-90)
Информационный бюллетень БУДСТАНДАРТ Online. Выпуск №3 2020 года
О возобновлении действия межгосударственных стандартов с 26 октября 2020 года
О возобновлении действия межгосударственных стандартов 15 октября 2020 года
Минэкономики рассчитало норму рабочего времени на 2021 год
Новый титул на выполнение проектно-изыскательских работ для строительства. Постановление № 704 от 12 августа 2020 г.
Порядок утверждения проектов строительства обновлен
Новые редакции указателей нормативных документов по энергетике
Для просмотра текста документа
необходимо авторизоваться.
Сервис содержит 19299 бесплатных документов, которые доступны зарегистрированным пользователям. Регистрируйся бесплатно >>>
- Информация о документе
- Ссылки на документы
- Ссылки из других документов
| Наименование документа | ДСТУ ГОСТ 6507:2009 Микрометры. Технические условия (ГОСТ 6507-90) |
| Дата начала действия | 01.02.2009 |
| Дата принятия | 22.12.2008 |
| Дата отмены действия | 01.01.2019 |
| Статус | Недействующий |
| Язык документа | Русский |
| Утверждающий документ | Приказ от 22.12.2008 № 495 О принятии межгосударственных стандартов как национальные методом подтверждения и отмены соответствующих межгосударственных стандартов |
| Вид документа | ДСТУ (Государственный Стандарт Украины) |
| Шифр документа | 6507:2009 |
| Разработчик | Госпотребстандарт Украины |
| Принявший орган | Госпотребстандарт Украины |
| Дополнительные данные | Срок отмены действия перенесен согласно приказу от 24.01.2018 № 14 |
В данном документе нет ссылок на другие нормативные документы.

ПІДТВЕРДЖУВАЛЬНЕ ПОВІДОМЛЕННЯ
Наказ Держспоживстандарту України від 22.12.08 № 495
ГОСТ 6507-90
Технические условия
прийнято як національний стандарт методом «підтвердження» за позначенням
Відповідає офіційному тексту
ДСТУ ГОСТ 6507:2009
Изменение № 1 ГОСТ 6507-90 Микрометры. Технические условия
Утверждено и введено в действие Постановлением Госстандарта России от 12.10.92 № 1354
Дата введения 01.07.93
Вводную часть дополнить абзацем: «Требования настоящего стандарта являются обязательными».
Пункт 1.2. Четвертый абзац после слова «устройству» дополнить словами: «и шкалам стебля и барабана».
Пункт 1.4. Заменить обозначение: «или 8h9» на «6,6h9 или 8h9».
Пункт 1.5. Исключить слово: «автономного» (2 раза).
Пункты 2.1.1.19 — 2.1.1.22. 3.5 исключить.
Пункт 3.1. Исключить слова: «и испытания на надежность».
Пункт 3.4. Исключить слова: «кроме требований пп. 2.1.1.19 — 2.1.1.22».
ПІДТВЕРДЖУВАЛЬНЕ ПОВІДОМЛЕННЯ
Наказ Держспоживстандарту України від 22.12.08 № 495
ГОСТ 6507-90
Технические условия
прийнято як національний стандарт методом підтвердження за позначенням
ДСТУ ГОСТ 6507:2009
З наданням чинності від 2009-02-01
Срок действия с 01.01.91 до 01.01.96
Настоящий стандарт распространяется на микрометры с ценой деления 0,01 и 0,001 мм.
1.1. Микрометры должны быть изготовлены следующих типов:
МК — гладкие для измерения наружных размеров изделий (черт. 1);
МЛ — листовые с циферблатом для измерения толщины листов и лент (черт. 2);
МТ — трубные для измерения толщины стенок труб (черт. 3);
МЗ — зубомерные для измерения длины общей нормали зубчатых колес с модулем от 1 мм (черт. 4);
МГ — микрометрические головки для измерения перемещения (черт. 5);
МП — микрометры для измерения толщины проволоки (черт. 6).
Примечание. Наименьший внутренний диаметр труб, измеряемых микрометром типа МТ, должен быть 8 или 12 мм.

1 — скоба; 2 — пятка; 3 — микрометрический винт; 4 — стопор; 5 — стебель:
6 — барабан; 7 — трещотка (фрикцион)

1 — скоба; 2 — пятка; 3 — микрометрический винт; 4 — стопор; 5 — стебель; 6 — барабан; 7 -трещотка (фрикцион): 8 — циферблат; 9 — стрелка

1 — скоба: 2 — пятка; 3 — микрометрический внит; 4 — стопор; 5 — стебель; 6 — барабан; 7 — трещотка (фрикцион)
1. типы. основные параметры и размеры
1.1. Микрометры должны быть изготовлены следующих типов:
МК — гладкие для измерения наружных размеров изделий (черт. 1);
МЛ — листовые с циферблатом для измерения толщины листов и лент (черт. 2);
МТ — трубные для измерения толщины стенок труб (черт. 3);
МЗ — зубомерные для измерения длины общей нормали зубчатых колес с модулем от 1 мм (черт. 4);
МГ — микрометрические головки для измерения перемещения (черт. 5);
МП — микрометры для измерения толщины проволоки (черт. 6).
Примечание . Наименьший внутренний диаметр труб, измеряемых микрометром типа МТ, должен быть 8 или 12 мм.
1 — скоба; 2 — пятка; 3 — микрометрический винт; 4 — стопор; 5 — стебель; 6 — барабан; 7 — трещотка (фрикцион)
1 — скоба; 2 — пятка; 3 — микрометрический винт; 4 — стопор; 5 — стебель; 6 — барабан; 7 — трещотка (фрикцион); 8 — циферблат; 9 — стрелка
1 — скоба; 2 — пятка; 3 — микрометрический винт; 4 — стопор; 5 — стебель; 6 — барабан; 7 — трещотка (фрикцион)
1 — скоба; 2 — пятка; 3 — измерительная губка; 4 — микрометрический винт; 5 — стопор; 6 — стебель; 7 — барабан; 8 — трещотка (фрикцион)
1 — микрометрический винт; 2 — стебель; 3 — барабан; 4 — трещотка (фрикцион)
1 — корпус; 2 — микрометрический винт; 3 — стебель; 4 — барабан; 5 — трещотка (фрикцион)
1.2. Микрометры следует изготовлять:
— с ценой деления 0,01 мм — при отсчете показаний по шкалам стебля и барабана (черт. 1 — 6 );
— со значением отсчета по нониусу 0,001 мм — при отсчете показаний по шкалам стебля и барабана с нониусом (черт. 7 и 8);
— с шагом дискретности 0,001 мм — при отсчете показаний по электронному цифровому отсчетному устройству и шкалам стебля и барабана (черт. 9).
(Измененная редакция, Изм. №1).
1 — стебель; 2 — нониус, 3 — барабан; 4 — цифровое отсчетное устройство
1 — стебель; 2 — нониус, 3 — барабан
1 — стебель; 2 — барабан; 3 — электронное цифровое отсчетное устройство
Примечание. Черт. 1 — 9 не определяют конструкции микрометров.
1.3. Основные параметры, размеры и классы точности микрометров должны соответствовать установленным в табл. 1 .
Диапазон измерений микрометра с отсчетом показаний
Шаг микрометрического винта
Измерительное перемещение микровинта
по шкалам стебля и барабана классов точности
по шкалам стебля и барабана с нониусом
по электронному цифровому устройству классов точности
0-25; 25-50; 50-75; 75-100
0-25; 25-50; 50-75; 75-100
1.4. Диаметр гладкой части микрометрического винта должен быть 6 h 9, 6,5 h 9 или 8 h 9.
На концах микрометрического винта и пятки на длине до 4 мм допускается уменьшение диаметра, но не более чем на 0,1 мм.
1.5. Электрическое питание микрометров с электронным цифровым отсчетным устройством должно быть от встроенного источника питания.
Электрическое питание микрометров, имеющих вывод результатов измерений на внешние устройства, — от встроенного источника питания и (или) от сети общего назначения через блок питания.
Пример условного обозначения гладкого микрометра с диапазоном измерения 25-50 мм 1-го класса точности:
Микрометр МК50-1 ГОСТ 6507-90
То же, микрометрической головки с нониусом с диапазоном измерения 0-25 мм :
Микрометр МГ Н25 ГОСТ 6507-90
То же, гладкого микрометра с электронным цифровым отсчетным устройством с диапазоном измерения 50-75 мм :
Микрометр МК Ц75 ГОСТ 6507-90
1.4, 1.5 . (Измененная редакция, Изм. №1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1.1. Общие требования
2.1.1.1. Микрометры изготовляют в соответствии с требованиями настоящего стандарта по конструкторской документации, утвержденной в установленном порядке.
2.1.1.2. Измерительное усилие для микрометров типов МЛ , МТ и МЗ должно быть не менее 3 и не более 7 Н, а для микрометров остальных типов — не менее 5 и не более 10 Н.
Колебание измерительного усилия для микрометров всех типов не должно превышать 2 Н.
2.1.1.3. Предел допускаемой погрешности микрометра в любой точке диапазона измерений при нормируемом измерительном усилии и температуре, не превышающей значений, установленных в табл. 2 , а также допускаемое изменение показаний микрометра от изгиба скобы при усилии 10 Н, направленном по оси винта, должны соответствовать установленным в табл. 3 .
Допускаемое отклонение температуры от 20 ºС,
На расстоянии до 0,5 мм от краев измерительных поверхностей допускаются завалы.
2.1.1.5. Допуск плоскостности плоских измерительных поверхностей микрометра должен соответствовать установленному в табл. 5 .
Верхний предел измерений микрометра, мм
Предел допускаемой погрешности микрометра с отсчетом показаний
Допускаемое изменение показаний микрометра от изгиба скобы при усилии 10 Н
по шкалам стебля и барабана классов точности
по шкалам стебля и барабана с нониусом
по электронному цифровому устройству классов точности
1. Погрешность микрометров типов МК, МЛ, МТ и МП определяют по мерам с плоскими измерительными поверхностями.
2. Погрешность микрометра типа МЗ определяют по мерам с цилиндрическими измерительными поверхностями, установленными на расстоянии 2-3 мм от края измерительных поверхностей микрометра.
Верхний предел измерений микрометра, мм
Допуск параллельности плоских измерительных поверхностей микрометра, мкм, классов точности
125; 150; 175; 200
Допуск плоскостности измерительных поверхностей микрометра, мкм, классов точности
Примечание к табл. 4 и 5 . Для микрометров с нониусом допуски параллельности и плоскостности измерительных поверхностей должны соответствовать нормам класса точности 1.
1) выдачу цифровой информации в прямом коде (с указанием знака и абсолютного значения);
2) установку начала отсчета в абсолютной системе координат;
3) запоминание результата измерения;
4) гашение памяти с восстановлением текущего результата измерения.
Измерительные поверхности микрометра типа МЗ, а по требованию потребителя и микрометра типа МТ изготовляют закаленными. Твердость закаленных измерительных поверхностей из высоколегированной стали должна быть не ниже 51 HRC э , из углеродистой качественной конструкционной и инструментальной высококачественной сталей — не ниже 61 HRC э .
2.1.1.10. Микрометр должен иметь трещотку (фрикцион) или другое устройство, обеспечивающее измерительное усилие в заданных пределах.
2.1.1.11. Микрометр должен иметь стопорное устройство для закрепления микрометрического винта.
Микрометрический винт, закрепленный стопорным устройством, не должен вращаться после приложения наибольшего момента, передаваемого устройством, обеспечивающим измерительное усилие, а у микрометров типа МК при этом перекос плоской измерительной поверхности не должен увеличивать отклонение от параллельности плоских измерительных поверхностей сверх установленных в п. 2.1.1.4 более чем на 1 мкм — для микрометров с верхним пределом измерений до 100 мм и 2 мкм — для микрометров с верхним пределом измерений более 100 мм.
Примечание . Микрометр с электронным цифровым отсчетным устройством, а также микрометры типов МГ и МП допускается изготовлять без стопорного устройства.
2.1.1.13. Длина деления шкалы барабана должна быть не менее 0,8 мм.
2.1.1.14. Ширина штрихов шкал и продольного штриха на стебле должна быть от 0,08 до 0,2 мм, при этом разность в ширине штриха барабана и продольного штриха на стебле, а также разность в ширине штрихов шкал барабана и нониуса не должна быть более 0,03 мм.
Допускается ширина всех штрихов не более 0,25 мм, если длина деления шкалы барабана более 1 мм, при этом разность в ширине штриха барабана и продольного штриха на стебле не должна быть более 0,05 мм.
2.1.1.16. У микрометра с электронным цифровым отсчетным устройством высота цифр на отсчетном устройстве должна быть не менее 4 мм.
Угол α/2, образующий коническую часть барабана, на которую наносится шкала, должен быть не более 20°. Конструкция микрометра должна обеспечивать гарантированный зазор между барабаном и стеблем.
1 — поверхность стебля; 2 — измерительная кромка; 3 — барабан
Наружные поверхности скоб микрометров типов МК и МЗ с верхним пределом измерения более 50 мм должны быть теплоизолированы.
2.1.1.19-2.1.1.22 . (Исключены, Изм. №1).
2.1.2. Требования к микрометру типа МК
2.1.2.1. Микрометр типа МК с верхним пределом измерений более 300 мм должен иметь передвижную или сменную пятку, обеспечивающую возможность измерения любого размера в диапазоне измерений данного микрометра. Вылет скобы микрометра с верхним пределом измерения до 300 мм должен быть не менее В/2+4, а свыше 300 мм — не менее В/2+1б, где В — верхний предел измерения.
Крепление передвижной или сменной пятки должно обеспечивать неизменность положения пятки при измерениях.
2.1.2.4. Допускаемое отклонение длины установочных мер от номинального размера и суммарный допуск плоскостности и параллельности их измерительных поверхностей должны соответствовать установленным в табл. 6 .
Допускаемое отклонение длины установочных мер от номинального размера микрометров класса точности, мкм
Суммарный допуск плоскостности и параллельности измерительных поверхностей установочных мер, мкм
ГОСТ 6507-90 Микрометры. Технические условия
Текст ГОСТ 6507-90 Микрометры. Технические условия

МИКРОМЕТРЫ
ГОСТ 6507-90
(СТ СЭВ 344-76 ^СТ СЭВ 352-76, СТ СЭВ 4134-83)
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МИКРОМЕТРЫ Технические условия
(СТ СЭВ 344—76^ СТ СЭВ 352-76, СТ СЭВ 4134-83)
ОКП 39 3410 и 39 3470
Дата введения 01.01.91
Настоящий стандарт распространяется на микрометры с ценой деления 0,01 и 0,001 мм.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. № 1).
1. ТИПЫ. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1 Микрометры должны быть изготовлены следующих типов:
МК — гладкие для измерения наружных размеров изделий (черт. 1);
МЛ — листовые с циферблатом для измерения толщины листов и лент (черт. 2);
МТ — трубные для измерения толщины стенок труб (черт. 3);
М3 — зубомерные для измерения длины общей нормали зубчатых колес с модулем от 1 мм (черт. 4);
МГ — микрометрические головки для измерения перемещения (черт 5);
МП — микрометры для измерения толщины проволоки (черт. 6).
Примечание Наименьший внутренний диаметр труб, измеряемых микрометром типа МТ, должен быть 8 или 12 мм
Издание официальное Перепечатка воспрещена
© Издательство стандартов, 1990 © ИПК Издательство стандартов, 1997 Переиздание с изменениями


/ — скоба, 2 — пятка, 3 — микрометрический винт, 4
стопор, 5 — стебель,
барабан, 7— трещотка (фрикцион)
Тип МЛ

1 — скоба, 2 — пятка, 3 — микрометрический винт, 4 — стопор, 5 — стебель, 6—барабан, 7—трещотка (фрикцион), 5 А
6.0 8,0 10,0 12,0 2,0 3,0
МК, МЛ, МТ, МГ, МП М3
Допуск плоскостности измерительных поверхностей микрометра, мкм, классов точности
Примечание к табл. 4 и 5. Для микрометров с нониусом допуски параллельности и плоскостности измерительных поверхностей должны соответствовать нормам класса точности 1.
2 116 Микрометр и микрометрическая головка с электронным цифровым отсчетным устройством должны обеспечивать
1) выдачу цифровой информации в прямом коде (с указанием знака и абсолютного значения),
2) установку начала отсчета в абсолютной системе координат,
3) запоминание результата измерения,
4) гашение памяти с восстановлением текущего результата измерения
2 117 Измерительные поверхности микрометров типов МК, МЛ, МТ, МГ и МП должны быть оснащены твердым сплавом по ГОСТ 3882
Измерительные поверхности микрометра типа М3, а по требованию потребителя и микрометра типа МТ изготовляют закаленными Твердость закаленных измерительных поверхностей из высоколегированной стали должна быть не ниже 51 HRC3, из углеродистой качественной конструкционной и инструментальной высококачественной сталей — не ниже 61 HRC3
2 118 На измерительных поверхностях микрометра, оснащенного твердым сплавом, не допускается наличие пор более 120 мкм по ширине Степень пористости не должна быть выше 0,4 % по ГОСТ 9391
2 119 Параметр шероховатости измерительных поверхностей микрометра — Ra 5 /2+4, а свыше 300 мм — не менее ^/2+16, где В — верхний предел измерения
Крепление передвижной или сменной пятки должно обеспечивать неизменность положения пятки при измерениях
2 12 2 Измерительные поверхности установочных мер длиной до 300 мм должны быть плоскими, а более 300 мм — сферическими 2 12 3 Наружные поверхности установочных мер, за исключением измерительных поверхностей, должны иметь антикоррозионное покрытие по ГОСТ 9 303 и ГОСТ 9 032
2 12 4 Допускаемое отклонение длины установочных мер от номинального размера и суммарный допуск плоскостности и параллельности их измерительных поверхностей должны соответствовать установленным в табл 6
2 12 5 Параметр шероховатости измерительных поверхностей установочных мер — Ra и не более 3 /4 длины коротких штрихов,
5) зазор между концом стрелки и циферблатом — не более 0,7 мм 2 1 4 Требования к микрометру типа МТ
2 14 1 Измерительная поверхность микрометрического винта микрометра типа МТ должна быть плоской, а измерительная поверхность пятки — сферической
2 14 2 Вылет скобы должен быть не менее 17 мм 2 1 5 Требования к микрометру типа М3
2 15 1 Номинальный диаметр измерительных поверхностей пятки и измерительной губки микрометра типа М3 должен быть не менее 24 мм Вылет скобы должен быть не менее 30 мм
Допускается изготовление пятки со срезанной измерительной поверхностью
2 15 2 Установочные меры — плоскопараллельные концевые меры длины класса точности 3 по ГОСТ 9038 22 Комплектность
2 2 1 В комплект микрометра типа МК должны входить установочные меры (для микрометра с верхним пределом измерения 50 мм
и бочее) и соединительные гильзы (для микрометра с верхним пре-дечом измерения более 300 мм)
2 2 2 В комплект микрометра типа М3 должны входить установочные меры (для микрометра с верхним пределом измерения 50 мм и более)
2 2 3 К каждому микрометру прилагают паспорт по ГОСТ 2 601, включающий инструкцию по эксплуатации
2 3 1 На каждом микрометре должны быть нанесены
— товарный знак предприятия-изготовителя,
— цена деления или шаг дискретности (допускается не указывать шаг дискретности),
— порядковый номер по системе нумерации предприятия-изготовителя,
— условное обозначение года выпуска или год выпуска
2 3 2 На установочной мере должен быть нанесен ее номинальный размер
2 3 3 В паспорте на микрометр должен быть указан класс точности
2 3 4 Маркировка футляра — по ГОСТ 13762
2 4 1 Упаковка микрометров — по ГОСТ 13762
2 4 2 При транспортировании в контейнерах микрометров с верхним пределом измерения свыше 250 мм допускается упаковывать их в футляры без транспортной тары При упаковке без транспортной тары футляры с микрометрами должны быть закреплены так, чтобы исключалась возможность их перемещения
3. ПРИЕМКА
3 1 Для проверки соответствия микрометра требованиям настоящего стандарта проводят государственные испытания, приемочный контроль, периодические испытания
(Измененная редакция, Изм. № 1).
3 2 Государственные испытания — по ГОСТ 8 001 и ГОСТ 8 383
3 3 При приемочном контроле каждый микрометр проверяют на соответствие требованиям пп 2 1 1 2, 2 1 1 3 (за исключением проверки изменения показаний от изгиба скобы), 2 1 1 4—2 1 1 6, 2 1 1 8-2 1 1 12, 2 1 1 15, 2 1 1 17, 2 1 1 18, 2 1 2 2-2 1 2 5, 2 1 3 3, 2 1 4 1, 2 2, 2 3 и 24
3 4 Периодические испытания проводят не реже раза в три года не менее чем на трех микрометрах каждого типа и класса точности
из числа прошедших приемочный контроль на соответствие всем требованиям настоящего стандарта
Результаты испытаний считают удовлетворительными, если все испытанные микрометры соответствуют всем проверяемым требованиям
(Измененная редакция, Изм. № 1).
3 5 (Исключен, Изм. № I).
4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4 1 Поверка микрометра — по МИ 782
4 2 Воздействие климатических факторов внешней среды при транспортировании проверяют в климатических камерах. Испытания проводят в следующем режиме при температуре плюс (50±3) °С, минус (50±3) °С и при относительной влажности (95±3) % при температуре 35 °С Выдержка в климатической камере в каждом режиме 2 ч После испытаний погрешность микрометра и параллельность плоских измерительных поверхностей не должна превышать значений, установленных в пп 2 1 1 3 и 2 1 1 4
4 3 При определении влияния транспортной тряски используют ударный стенд, создающий тряску с ускорением 30 м/с 2 и частотой 80“ 120 ударов в минуту
Ящики с упакованными микрометрами крепят к стенду и испытывают при общем числе ударов 15000 После испытаний микрометры должны соответствовать требованиям, установленным в пп 2 1 1 3 и 2 1 14
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение микрометров — по ГОСТ 13762
6. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Микрометры допускается эксплуатировать при температуре окружающей среды от 10 до 30 в С и относительной влажности воздуха не более 80 % при температуре 25 °С
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7 1 Изготовитель гарантирует соответствие микрометра всем требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации
7 2 Гарантийный срок эксплуатации — 12 мес со дня ввода микрометра в эксплуатацию
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
И.А. Медовой, М.Б. Шабалина, В.А. Филатова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 25.01.90 № 86
3. Срок проверки — III кв. 1994 г., периодичность — 5 лет
4. СТАНДАРТ ПОЛНОСТЬЮ СООТВЕТСТВУЕТ СТ СЭВ 344-76 — СТ СЭВ 352-76, СТ СЭВ 4134-83
5. В стандарт введен международный стандарт ИСО 3611—78
6. ВЗАМЕН ГОСТ 6507-78
7. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
8. Постановлением Госстандарта от 12.10.92 № 1354 снято ограничение срока действия
9. ПЕРЕИЗДАНИЕ (март 1997 г.) с Изменением № 1, утвержденным в октябре 1992 г. (ИУС 1—93)
Обозначение НТД, на который дана ссылка
ГОСТ 2 601-95 ГОСТ 8 001-80 ГОСТ 8 383-80 ГОСТ 9 032-74 ГОСТ 9 303-84 ГОСТ 27 410-87 ГОСТ 2789-73 ГОСТ 3882-74 ГОСТ 9038-90 ГОСТ 9391-80 ГОСТ 13762-86 МИ 782-85
2 1 1 18, 2 1 23 2 1 1 18, 2 1 23 35
2 1 1 9, 2 1 2 5 2 117 2 15 2 2 118
Редактор В П Огу рцов Технический редактор В И Прусакова Корректор В If Варенцова Компьютерная верстка Л Н Золотаревой
Изд лиц № 021007 от 10 08 95 Сдано в набор 24 03 97 Подписано в печать 03 04 Уел печ л 1,16 Уч-издл 0,87 Тираж 272 зкз С 378 Зак 265
ИПК Издательство стандартов 107076, Москва, Колодезный пер , 14 Набрано в Издательстве на ПЭВМ
Филиал ИПК Издательство стандартов — тип “Московский печатник

