
Режим резания при токарной обработке: элементы и понятие резания
Учебные материалы

К основным элементам режима резания относят глубину, подачу и скорость резания. Рассмотрим схему резания при точении на примере обтачивания цилиндрической поверхности на токарном станке.
Глубина резания
t – глубина резания, величина снимаемого слоя металла, измеряемая перпендикулярно к обработанной поверхности и снимаемая за один проход режущего инструмента:
где Dзаг – диаметр обрабатываемой поверхности, мм;
d – диаметр обработанной поверхности, мм;
Глубина резания t принимается обычно равной припуску. При чистовом проходе t должна быть не более 1…2 мм.
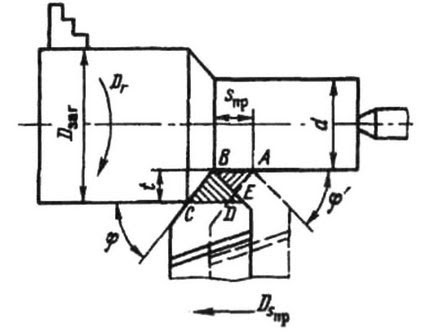
Рисунок 4.1 – Элементы резания и геометрия срезаемого слоя
Подача
Подача S – величина (путь) перемещения режущей кромки за один оборот обрабатываемой заготовки, либо за один ход заготовки или инструмента в направлении движения подачи, мм/об, мм/дв.ход.
Подачу назначают из условия обеспечения требуемой шероховатости обрабатываемой поверхности. Обычно работают на Sпр = (0,20…0,25) мм/об. Высокая чистота получается при работе на Sпр = 0,03…0,05 мм/об.
Эти параметры элементы режима резания t и S непосредственно влияют на размеры снимаемой стружки, так:
а – толщина срезаемого слоя, расстояние между двумя последовательными положениями главной режущей кромки за один оборот заготовки определяется а = S · sinφ;
в – ширина срезаемого слоя, расстояние между обрабатываемой и обработанной поверхностями, измеренное по поверхности резания: в=t/ sinφ .
Заштрихованная площадь называется площадью поперечного сечения срезаемого слоя F:
F = t · S = a · b, мм 2 .
Скорость резания
V – скорость резания, путь перемещения обрабатываемой поверхности заготовки относительно режущей кромки резца в единицу времени, м/мин.
n – число оборотов заготовки/мин.
Если главное движение возвратно–поступательное, (например строгание), а скорости рабочего и холостого ходов различны, то скорость резания в м/мин находят по следующей зависимости
где L – расчетная длина хода инструмента;
m – число двойных ходов инструмента в мин;
К – коэффициент показывающий отношение скоростей рабочего и холостого ходов.
Для повышения производительности процесса обработки V резания должна быть наибольшей. Однако, скорость резания ограничивается стойкостью режущей кромки инструмента, т.е.

где Т – стойкость инструмента, т.е. способность сохранять в рабочем состоянии режущие кромки (до достижения критического критерия затупления hзкр);
Сv – коэффициент учитывающий конкретные условия обработки: физико-механические свойства обрабатываемого материала, качество поверхности заготовки, углы резца, условия охлаждения и т.д.;
хy и yv – показатели степени при глубине резания t и подаче S, точно также как и Сv указаны в нормативных справочниках по резанию. Для определения оптимальной скорости резания нужен экономический анализ, необходимо выяснить, что выгоднее – повышение скорости резания или повышение стойкости инструмента. Например, расчетами или опытами выявлено, что при скоростях резания
| V, м/с | 1,2 | 1,5 | 1,7 | 2,0 |
| Т, сек | 425 | 166 | 100 | 33 |
Анализируя эти результаты можно отметить, что увеличение скорости резания на 25% приводит к снижению стойкости резца почти в три раза. Поэтому нужно учитывать, что по времени выгоднее – увеличение скорости или сохранение стойкости? В справочниках имеются рекомендуемые скорости резания V для данных конкретных условий обработки. При назначении V учитывают ее влияние на шероховатость поверхности, которая оказывает существенное влияние на износостойкость рабочих поверхностей детали, ее усталостную и коррозионную стойкость, а также на коэффициент полезного действия машин.
Шероховатость – один из показателей качества поверхности оценивается высотой, формой, направлением неровностей, включающая выступы и впадины на поверхности деталей, характеризующиеся малыми шагами т.е.

Она характеризуется тремя высотными параметрами Ra, Rr, Rmax двумя шаговыми Sm, S и относительной опорной длиной tр.
На шероховатость влияют режим резания, геометрия инструмента, вибрации, физико-механические свойства материала заготовки.
По современным представлениям сила трения Fт включает силу молекулярного взаимодействия контактирующих поверхностей и силу сопротивления их перемещению вследствие зацепления неровностей.
При благоприятном профиле износостойкость детали выше за счет меньшей величины контактных напряжений. Необходимо иметь ввиду, что усталостные разрушения вызываются знакопеременными нагрузками и трещины при этом развиваются с поверхности, причем в местах наиболее напряженных, т.е. во впадинах, где высокая степень пластического деформирования.
Следовательно скорость резания назначается таким образом, чтобы через определенное время (период стойкости Т) резец износился до значения критерия h3. Так Т = 30…60 мин для резцов из быстрорежущей стали и Тmax = 90 мин – для резцов с напаянными твердыми сплавами.
Пример
Для определенных условий обработки на токарно-винторезном станке модели IК62 определим значения теоретической скорости резания Vт:
- – при точении проходным резцом, оснащенным напаянной пластиной из твердого сплава ВК8
 , м/мин;
, м/мин;- – при точении проходным резцом, оснащенным напаянной пластиной из твердого сплава Р18
 , м/мин.
, м/мин.
Значения Сv = 5640 и 1500, m = 0,8, Хv = 0,55 и Уv = 0,55 приняты из справочных нормативных материалов по резанию.
Необходимо отметить, что скорость резания не оказывает существенного влияния на шероховатость, как значение подачи.
По паспортным данным станка IК62 определяем фактическую скорость резания Vд.
Расчетная частота вращения шпинделя, пр (для Vт = 120 м/мин):
На станке Vт – теоретическая скорость резания для данных условий обработки, м/мин; Dз – диаметр заготовки, мм.
Машинное время обработки определяется по формуле

где l – длина заготовки, мм;
l2 – длина перебега, по нормативным таблицам: для глубины резания
где d – диаметр, обработанной поверхности;
l1 – длина врезания
где φ – главный угол в плане проходного резца, примем равным 60°.
S – продольная подача резца за один оборот заготовки. Теоретическое значение подачи S = 0,6 мм/об заменяем величиной ближайшей подачи, имеющейся на станке IК62, т.е. S = 0,61 мм/об.
Мощность Nр, затрачиваемую на процесс резания, при силе резания Рz = 300 кГ определяем по формуле

Необходимая мощность электродвигателя для выполнения заданного режима обработки
где η – коэффициент полезного действия (кпд), равный 0,75.
Коэффициент загрузки станка IК62 для указанной обработки, при мощности его электродвигателя Nст = 10 кВт.
К параметрам процесса резания относят основное (технологическое) время обработки – время, затрачиваемое непосредственно на процесс изменения формы, размеров и шероховатости обрабатываемой поверхности заготовки.
При токарной обработке цилиндрической поверхности основное (машинное) время и элементы режима резания связаны зависимостью
где Li = l + l1 + l2 – путь режущего инструмента относительно заготовки в направлении подачи ( l – длина обрабатываемой поверхности, мм; l1 = t·ctgφ – величина врезания резца, мм; l2 = 1–3 мм выход резца (перебег)), i =H/t число рабочих ходов резца, необходимое для снятия материала, оставленного на обработку (Н – толщина удаляемого слоя металла, мм).
В целом штучное время состоит
где Тв – вспомогательное время необходимое для выполнения действий, связанных с подготовкой к процессу резания (подвод и отвод инструмента, установка и снятие заготовки и т.д.);
Тоб – время обслуживания рабочего места, оборудования и инструмента в рабочем состоянии;
Тп – время на отдых и естественные потребности, отнесенное к одной детали.
53. Элементы режима резания при точении.
К элементам режима резания при точении относят скорость резания, подачу и глубину резания. Совокупность этих величин называют режимом резания.
Скоростью резания v (м/мин) называется путь перемещения режущего лезвия инструмента относительно заготовки в направлении главного движения в единицу времени.
Если главное движение вращательное (точение), то скорость резания определяют по формуле:
где Dзаг — наибольший диаметр обрабатываемой заготовки, мм;n- частота вращения заготовки, об/мин.
Подачей S (мм/об) называется путь точки режущего лезвия инструмента относительно заготовки в направлении движения подачи за один оборот.
Глубиной резания t (мм) называется расстояние между обрабатываемой и обработанной поверхностями заготовки, измеренное перпендикулярно к последней, за один проход инструмента относительно обрабатываемой поверхности.
При наружном точении глубина резания определяется как полуразность диаметров до и после обработки:
54. Устройство токарно-винторезного станка.
Токарные станки предназначены для получения заготовок различных деталей, имеющих форму тел вращения. Их классифицируют на: специализированные, автоматы и полуавтоматы (одношпиндельные и многошпиндельные), сверлильно-отрезные, карусельные, токарные и лобовые, многорезцовые, разные токарные. На рис.23 изображен общий вид токарно – винторезного станка, указаны основные части, узлы и органы управления.
С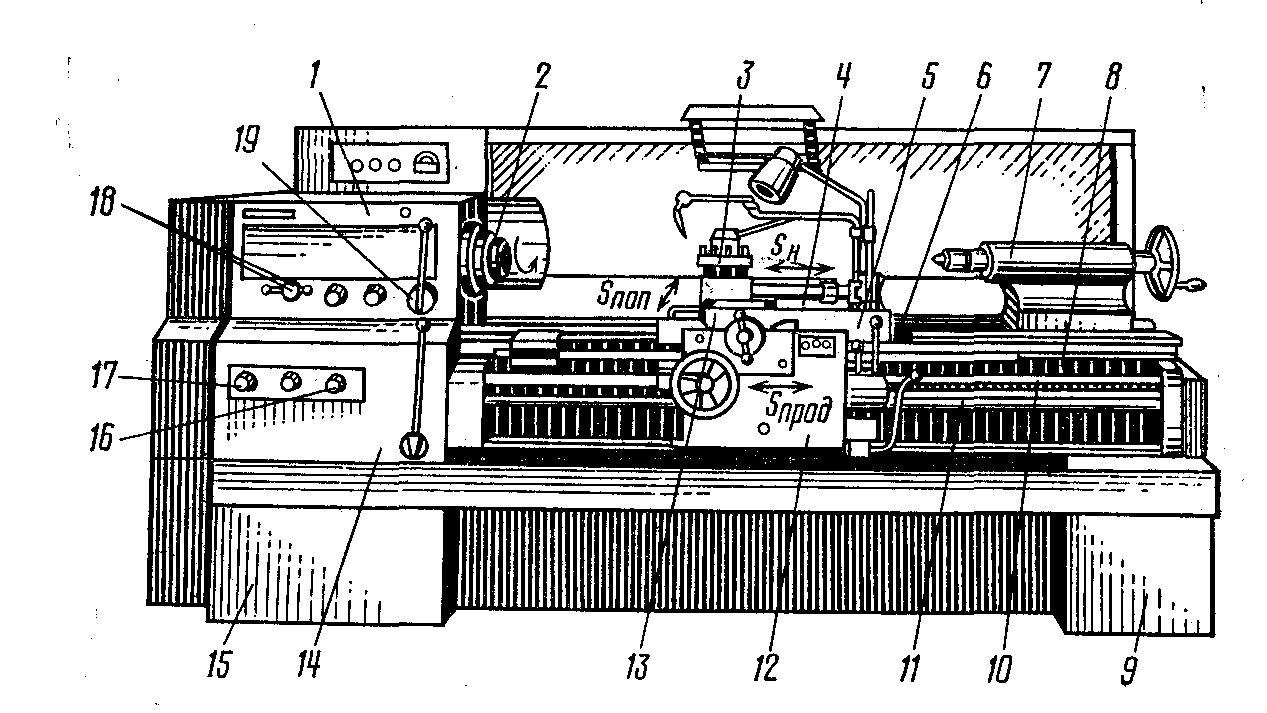 т а н и н а 8 – массивное чугунное основание, на котором смонтированы все основные части станка. Верхняя часть станины имеет две плоские и две призматические направляющие, по которым могут перемещаться подвижные узлы станка.
т а н и н а 8 – массивное чугунное основание, на котором смонтированы все основные части станка. Верхняя часть станины имеет две плоские и две призматические направляющие, по которым могут перемещаться подвижные узлы станка.
П е р е д н я я б а б к а 1 – чугунная коробка, внутри которой расположен главный рабочий орган станка – шпиндель, представляющий собой полый вал, на правом конце которого крепятся приспособления, зажимающие заготовку, например, патрон.
 Шпиндель 2 получает вращение от расположенного в левой тумбе электродвигателя через клиноременную передачу и систему зубчатых колёс и муфт, размещенных внутри передней бабки. Механизм (т.е. система зубчатых колёс и муфт), который позволяет изменять числа оборотов шпинделя, называется коробкой скоростей.
Шпиндель 2 получает вращение от расположенного в левой тумбе электродвигателя через клиноременную передачу и систему зубчатых колёс и муфт, размещенных внутри передней бабки. Механизм (т.е. система зубчатых колёс и муфт), который позволяет изменять числа оборотов шпинделя, называется коробкой скоростей.
С у п п о р т 3 — устройство для закрепления резца, обеспечения движения подачи, т. е. перемещения резца в различных направлениях. Движения подачи могут осуществляться вручную и механически. Механическое движение подачи суппорт получает от ходового винта и ходового вала . Ф а р т у к 12 — система механизмов, преобразующих вращательное движение ходового винта и ходового вала в прямолинейное движение суппорта.
К о р о б к а п о д а ч 14 — механизм, передающий вращение ходовому винту и ходовому валу и изменяющий величину подачи. Вращательное движение в коробку подач передается от шпинделя с помощью реверсивного механизма и гитары со сменными зубчатыми колесами . Г и т а р а 2 предназначается для настройки станка на требуемую подачу подбором соответствующих сменных зубчатых колес. . З а д н я я б а б к а 7 предназначена для поддерживания правого конца длинных заготовок в процессе обработки, а также закрепления свёрл, зенкеров, зенковок и разверток, метчиков и других инструментов.
Режимы резания при токарной обработке
При токарной обработке с заготовки за определенное число проходов снимается лишний металл, называемый припуском. В результате получается изделие заданной формы с требуемыми размерами и классом шероховатости поверхностей. В общем виде операция точения детали на токарном станке выглядит следующим образом: резец последовательно перемещается с заданной подачей вглубь металла вращающейся заготовки, при этом его режущая кромка за каждый оборот удаляет с заготовки заданную толщину металла.

Режимы резания при токарной обработке определяют на основании ряда технических показателей, среди которых самые значимые — это подача инструмента и частота вращения детали, закрепленной в шпинделе станка. Правильный выбор и применение режимов обработки гарантируют не только геометрическую точность и экономичность изготовления, но и сохранность детали, инструмента и оборудования, а также безопасность станочника.
Основные параметры
Одна из главных задач технологической подготовки производства при токарных работах — это определение рациональных режимов резания. При их расчете должны учитываться особенности обрабатываемого изделия и возможности станочного парка, а также наличие соответствующего инструмента, приспособлений и оснастки. Компоновка узлов и агрегатов токарного станка позволяет реализовать два определяющих вида движения, которые формируют заданную конфигурацию поверхностей детали: вращение заготовки (главное движение) и перемещение резца вглубь и вдоль поверхности детали (подача). Поэтому основными технологическими параметрами для токарного оборудования являются:
- глубина резания;
- подача и обороты шпинделя;
- скорость резания.
Существует взаимовлияние режимов резания и основных элементов производственной экономики. Среди них самые значимые — это:
- производительность оборудования;
- качественные показатели производства;
- стоимость выпускаемых изделий;
- износ оборудования;
- стойкость инструмента;
- безопасность труда.

Понятие о режимах резания
Точение на предельных режимах повышает производительность токарного оборудования. Однако такая работа станков не всегда возможна и целесообразна, т.к. существуют ограничения в виде предельной мощности главного привода, жесткости и прочности обрабатываемых изделий, а также технологических параметров инструмента и оснастки.
Еще одним ограничением являются характеристики отдельных материалов. К примеру, титан и нержавеющая сталь для токарной обработки являются одними из наиболее сложных материалов и требуют особого подхода при определении параметров технологической операции.
При неправильном расчете или подборе технологических параметров работа на высоких скоростях может вызвать повышенную вибрацию и разбалансировку отдельных механизмов токарного станка. Это приводит к понижению точности и повторяемости размеров изделий. Кроме этого повышается риск поломки инструмента и выхода из строя станка.
Глубина
Припуск — это толщина металла, удаляемого токарным резцом с заготовки до достижения ею чистового размера. При обточке и расточке он удаляется поэтапно за заданное число резов. Толщина металла, удаляемого за единичный проход резца, в механообработке носит название глубина резания и измеряется в миллиметрах. В технологических расчетах и таблицах этот параметр обозначают буквой t.
При операциях обточки она равна 1/2 разности диаметров перед и после обточки детали и вычисляется по формуле:
где t – глубина резания; D — диаметр заготовки; d – заданный диаметр детали.
При операциях подрезки — это размер слоя металла, удаляемого с торца заготовки за единичный проход резца, а при проточке и отрезке — глубина канавки.

В идеальном случае на удаление припуска требуется один проход резца. Но в реальности токарный процесс, как правило, включает в себя черновой и чистовой этап обработки (а для поверхностей с повышенной точностью – и получистовой). При хороших характеристиках и форме заготовки обе эти операции выполняются за два-три прохода.
Подача
Подача при токарной обработке — это длина пути при поперечном перемещении режущей кромки резца, совершаемом ей за единичный оборот шпинделя. Ее измеряют в мм/об, в технологической документации обозначают буквой S и подбирают по технологическим справочникам. Величина подачи зависит от мощности главного привода, значения t, габаритов и физических свойств обрабатываемой заготовки. При точении она рассчитывается по формуле:
Производительность токарного оборудования напрямую связана с величиной подачи.
При операции точения подача на токарном станке должна устанавливаться на максимально возможное число, но с учетом технологических параметров станка и применяемого инструмента. При операциях по черновому точению она зависит от мощности главного привода и устойчивости детали. А при чистовом точении основным критерием является заданный класс шероховатость поверхности.
Скорость
Скорость резания при токарной обработке — это суммарная траектория режущей кромки резца за единицу времени. Ее размерность — в м/мин, а в таблицах и расчетах ее обозначают буквой v и подбирают по технологической документации или рассчитывают по формулам. В последнем случае расчет происходит в следующей последовательности:
- вычисляется величина t;
- по справочнику выбирается значение S;
- определяется табличное значение vт;
- рассчитывается уточненное значение vут (умножением на корректирующие коэффициенты);
- с учетом скорости вращения шпинделя выбирается фактическое значение vф.

Этот параметр является одной из основных характеристик производительности металлорежущего оборудования и напрямую влияет на эксплуатационные режимы работы токарного станка, износ инструмента и качество обрабатываемой поверхности.
Выбор режима на практике
Расчет режимов резания при токарной обработке производится специалистами отдела главного технолога предприятия или технологического бюро цеха. Полученные результаты заносят в операционную карту, в которой приводится последовательность этапов, перечень инструмента и режимы изготовления требуемой детали на конкретном токарном станке. Заводские и цеховые технологи рассчитывают параметры технологического процесса и выбирают соответствующие инструмент и оснастку, используя конструкторские чертежи, эмпирические формулы и табличные показатели из технологических справочников. Но на практике реальные условия точения могут отличаться от нормативных по следующим причинам:
- снижение точности оборудования в результате износа;
- отклонения в геометрических размерах и физических характеристиках заготовки.
- несоответствие характеристик материала расчетным.

Элементы резания при токарной обработке
Поэтому для уточнения расчетных технологических режимов применяют метод пробных проходов: точение небольших участков поверхности с подбором режимов и последующим замером геометрии и качества поверхности. Главные недостатки такой отладки технологического процесса — это возрастание трудозатрат и сверхнормативное использование производственных ресурсов. Поэтому его используют только в особых случаях:
- единичное изготовление без операционной карты;
- определение точности работы токарного оборудования перед запуском партии;
- работа с неполноценными заготовками (брак и неточность размеров);
- обточка литейных и кованых заготовок, не прошедших предварительную обдирку;
- запуск в производство изделий из новых материалов.
При первом запуске в производство нового изделия, обрабатываемого на автоматизированном оборудовании, также производят пробное точение и подбирают вручную режимы резания. Токарный станок с ЧПУ выполняет все операции по программе, поэтому оператор не всегда может корректировать параметры его работы.
Кроме углеродистых сталей на токарном оборудовании обрабатывают такие металлы как легированная сталь, чугун, титан, сплавы алюминия, бронза и другие сплавы меди. Помимо этого, такую обработку используют для точения материалов с низкой температурой плавления и воспламенения, таких как пластики и дерево. При работе с пластмассами токарные станки чаще всего применяют при обработке деталей из фоторопласта, полистирола, полиуретана, оргстекла, текстолита, а также эпоксидных и карбомидовых композитов. Все перечисленные группы материалов имеют свои особенности расчета и практического применения режимов точения. Это хорошо видно на примере токарной обработки нержавейки — самого распространенного после углеродистой стали конструкционного материала.
Нержавеющая сталь характеризуется низкой теплопроводностью, вязкостью, коррозионной стойкостью, сохранением прочности и твердости при высоких температурах, а также неравномерным упрочнением. Кроме того, в состав некоторых сортов нержавеющей стали входят легирующие добавки повышенной твердости с абразивными характеристиками. Поэтому при работе с ней на практике применяют специальные режимы точения и методы охлаждения и смазки детали.

Обработка нержавейки ведется на повышенных оборотах при уменьшенной подаче. Высокая вязкость этого материала способствует созданию непрерывной вьющейся стружки.
Для решения этой проблемы применяют резцы со стружколомом. Для отвода тепла и смазки обрабатываемой поверхности в рабочую зону подается специальная СОЖ (смазочно-охлаждающей жидкости) на основе олеиновой кислоты. Это уменьшает нагрев заготовки и снижает износ резца. В последнее время все чаще применяют современные методы, которые также уменьшают износ инструмента: направление в рабочую зону ультразвуковых волн и подвод к металлу слаботочных импульсов.
Вычисление скорости резания
Время точения металла (tосн, основное время) — самая затратная составляющая в суммарном времени изготовления единичного изделия. Поэтому от скорости выполнения этой технологической операции напрямую зависит экономическая эффективность использования токарного оборудования. Правильный расчет скорости резания при токарной обработке важен не только с точки зрения стоимостных показателей производственной операции. Ошибки в расчете и применении этого параметра может привести не только к браку детали, но и к повреждению токарного оборудования, оснастки и инструмента. Далее приводится последовательность расчета этого показателя для самой распространенной операции — обточки цилиндрической поверхности.

Основные факторы, влияющие на скорость резания
Скорость резания v имеет размерность м/мин и в общем виде вычисляется по формуле:
где D — диаметр заготовки в мм; n — скорость шпинделя в об/мин.
Но на токарном оборудовании невозможно количественно задать v в качестве параметра управления. При работе на токарных станках предусмотрена регулировка только оборотов шпинделя и подачи инструмента, которые зависит не только от значения v, но и от ряда других факторов: материала детали, мощности главного привода, вида точения и характеристик режущего инструмента. Поэтому при расчете режимов в первую очередь определяют расчетные обороты шпинделя:
На основании полученного результата по таблицам справочной литературе выбирают соответствующее значение v, которое зависит глубины точения, подачи, материала, типа резца и вида операции.
Для расчета теоретической глубины резания t на основании чертежа определяют размерные характеристики детали и заготовки, а затем с учетом геометрических параметров инструмента вычисляют ее по формуле:
где D — диаметр заготовки; d – конечный диаметр детали.
После вычисления величины t по справочникам определяют табличное значение подачи S в мм/об. В справочных таблицах учтены: вид материала (различные стали, бронза, чугун, титан, алюминиевые сплавы), тип точения (черновое, чистовое), параметры резца и геометрия его подхода к обрабатываемой поверхности. Затем по технологическим таблицам на основании полученных величин t и S определяют vτ — табличное значение скорости резания.
Далее vτ должна быть скорректирована в соответствии с реальными условиями точения, к которым относят: период стойкости и технические параметры резца, прочностные характеристики материала, физическое состояние обрабатываемых поверхностей, геометрия резания.
Корректировка vт осуществляется с помощью группы поправочных коэффициентов:
где vут — уточненная скорость резания; K1 — коэффициент, зависящий от времени работы резца; K2, K4 — коэффициенты, зависящие от технических параметров резца; K3 — коэффициент, зависящий от состояния обрабатываемой поверхности; K4 — коэффициент, зависящий от материала резца; K5 — коэффициент, зависящий от геометрии обработки.
После расчета vут вычисляют уточненную скорость вращения шпинделя nут по следующей формуле:
Значение nут должно лежать в диапазоне паспортных скоростей главного привода станка, которые приведены в заводской документации токарного оборудования. Если полученная в результате расчетов nут не имеет точного соответствия в таблицах станка, то необходимо применить ближайшее самое меньшее число.

Формулы для токарной обработки
На последнем этапе рассчитывают фактическую скорость резания vф:
Vф напрямую связана с мощностью главного двигателя станка. Поэтому она является основным параметром при выборе конкретного типа токарного станка для обработки требуемой детали.
Элементы режимов резания при точении
Элементами процесса резания являются скорости движений резания и глубина резания. Совокупность этих элементов называется «режим резания».
Скорость резания V — путь, пройденный наиболее отдаленной от оси вращения точкой поверхности резания относительно режущей кромки резца за единицу времени (м мин). Скорость резания зависит от частоты вращения и диаметра обрабатываемой заготовки. Чем больше диаметр D заготовки, тем больше скорость резания при одной и той же частоте вращения, так как за один оборот заготовки (или за одну минуту) путь, пройденный точкой А на поверхности резания (рис. 1.2), будет больше пути, пройденного точкой Б (πD>πd) .

Рис. 1.2. Данные для определения скорости резания при точении
Размерность скорости резания: для лезвийной обработки — м/мин, для абразивной обработки — м/с. Если главное движение является вращательным, то для лезвийной обработки
V= πDn/1000;
V= πDn/(1000*60),
где D — наибольший диаметр обрабатываемой поверхности заготовки или диаметр вращающегося инструмента, мм; п — частота вращения заготовки (инструмента), об/мин.
Если известна скорость резания, допускаемая режущими свойствами инструмента v и диаметр заготовки D , можно определить требуемую частоту вращения заготовки и настроить на частоту шпинделя:
n=1000v/πD, об/мин
Если главное движение является возвратно-поступательным, а скорости рабочего и холостого ходов разные, средняя скорость, м/мин, равна
где К = Vpx/Vxx — коэффициент отношения скорости рабочего хода Vpx к скорости холостого хода Vxх;
L — расчетная длина хода резца, мм;
т — число двойных ходов резца в минуту.
Скорость движения подачи (подача) S — путь точки режущего лезвия инструмента относительно заготовки в единицу времени в направлении движения подачи. Различают:
подачу в минуту (минутную) Sм — перемещение режущего инструмента в минуту, мм/мин;
подачу на оборот S0 — перемещение режущего инструмента за один оборот заготовки или инструмента, мм/об;
для многозубых инструментов — подачу на зуб Sz — перемещение режущего инструмента за время поворота на угол, равный угловому шагу зубьев, мм/зуб;
подачу на двойной ход S2x — перемещение режущего инструмента за один двойной ход, мм/2х.
где z — число зубьев инструмента.
При точении различают продольную подачу, направленную вдоль оси заготовки; поперечную подачу, направленную перпендикулярно оси заготовки; наклонную подачу под углом к оси заготовки (при обработке конической поверхности).
Глубина резания t— кратчайшее расстояние между обработанной и обрабатываемой поверхностями, мм. При точении (рис. 1.3, а) глубина резания равна
где D3 и d — соответственно диаметры заготовки и обработанной поверхности, мм.
При растачивании (рис. 1.3, б) глубина резания представляет собой полуразность между диаметром отверстия после обработки и диаметром отверстия до обработки. При подрезании глубиной резания являемся величина срезаемого слоя, измеренная перпендикулярно к обработанному торцу (рис. 1.3, в) и при отрезании и прорезании глубина резания равна ширине канавки, образуемой резцом (рис. 1.3, г).

Рис. 1.3. Глубина резания при различных видах обработки. а — наружное точение (обтачивание), б — растачивание, в — подрезание торца, г — отрезание
3. Виды резцов и их геометрические параметры
Токарные резцы подразделяются по назначению, материалу рабочей части, форме головки и направлению подачи, конструкции, сечению стержня и т.д.
По назначению различают резцы проходные, подрезные, отрезные, расточные, галтельные, фасонные и резьбовые.
Токарные резцы применяют:
— проходные – для обтачивания наружных цилиндрических и конических поверхностей;
— расточные – проходные и упорные – для растачивания глухих и сквозных отверстий;
— отрезные – для отрезания заготовок и точения канавок;
— резьбовые – для нарезания наружных и внутренних резьб;
— фасонные – для обработки фасонных поверхностей;
— галтельные – для обтачивания переходных поверхностей между ступенями валов по радиусу.
По направлению подачи проходные резцы подразделяют на правые и левые.
По форме головки и ее расположению резцы подразделяются на прямые, отогнутые и изогнутые.
По конструкции резцы могут быть цельные, с приваренной встык головкой, с припаянной пластинкой и с механическим креплением режущих пластин. В качестве материала рабочей части обычно используют быстрорежущие стали, твердые сплавы и металлокерамику.
По сечению стержня различают резцы прямоугольные, квадратные и круглые.
Токарный прямой проходной резец (рис. 3.1) состоит из рабочей части (головки) 2 и тела (стержня) 3. Тело резца служит для его установки и закрепления в резцедержателе. Рабочая часть резца образуется при его заточке и содержит следующие элементы: передняя поверхность 4 (поверхность, по которой сходит стружка); главная задняя поверхность 7 (она наиболее развита и направлена по движению подачи); вспомогательная задняя поверхность 7 (направлена против движения подачи). Пересечение передней и главной задней поверхностей дает главную режущую кромку 6, пересечение передней и вспомогательной задней поверхностей дает вспомогательную режущую кромку 5. Режущие кромки пересекаются в вершине резца 8. Расположение поверхностей и кромок резца определяется его заточкой (геометрия инструмента).

Рис. 3.1. Элементы и части прямого токарного проходного резца:
1 — вспомогательная задняя поверхность; 2 — головка резца; 3 — тело резца; 4 — передняя поверхность; 5, 6 — вспомогательная и главная режущие кромки соответственно; 7 — главная задняя поверхность; 8 — вершина резца
Для определения углов, под которыми располагаются элементы инструмента, вводят координатные плоскости. Рассматривают три системы координат: инструментальную, статическую и динамическую. В инструментальной системе координат инструмент рассматривается как геометрическое тело. В статической системе координат скорость главного движения отлична от нуля, а скорость движения подачи равна нулю. В динамической системе координат скорости главного движения и движения подачи отличны от нуля.

Рис 3.2. Координатные плоскости токарного проходного резца:
Dr – движение резания; DS – движения подачи; Pv — основная плоскость; Pn – плоскость резания
Рассмотрим геометрию режущей части инструмента в статической системе координат на примере токарного проходного резца (рис. 3.3).
Главные углы рассматриваются в главной секущей плоскости Рх. Главный задний угол α — угол между касательной к главной задней поверхности в рассматриваемой точке главной режущей кромки и плоскостью резания. Наличие угла уменьшает трение между обработанной и главной задней поверхностями, что увеличивает стойкость инструмента. Однако чрезмерное увеличение угла приводит к уменьшению прочности режущего лезвия. Величина угла — в пределах 5. 10° и выбирается в зависимости от упругих свойств обрабатываемого материала. Для тех видов обработки, при которых скорость подачи соизмерима со скоростью главного движения (нарезание резьбы), угол выбирается в пределах 8. 14°.
Углом заострения β называется угол между передней и главной задней поверхностями резца.
Главный передний угол γ — угол между основной плоскостью и передней поверхностью. Он может быть положительным (если передняя поверхность расположена ниже основной плоскости), равным нулю (передняя поверхность совпадает с основной плоскостью) и отрицательным (если передняя поверхность расположена выше основной плоскости). При обработке низкоуглеродистых и низколегированных сталей быстрорежущим инструментом угол γ выбирают в пределах 12. 18°. При обработке вязких материалом угол увеличивают, а при обработке хрупких и твердых материалов — уменьшают вплоть до отрицательных значений.

Рис. 3.3. Углы резца в статической системе координат:
Dr — движение резания; Ds — движение подачи; Pv — основная плоскость; Рn—плоскость резания; Рτ— главная секущая плоскость; α, γ — главные задний и передний углы; φ, φ1— главный и вспомогательный углы в плане; λ— угол наклона главной режущей кромки
Углы в плане рассматриваются между направлением движения подачи и проекцией соответствующей режущей кромки на основную плоскость. Главный угол в плане φ — угол между проекцией главной режущей кромки на основную плоскость и направлением движения подачи. Вспомогательный угол в плане φ1 — угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением движения подачи. При обработке деталей малой жесткости угол φ берут близким или равным 90°, так как в этом случае радиальная сила, вызывающая изгиб детали, минимальна. В зависимости от условий работы принимают φ= 10. . .90°. Наиболее распространенной величиной угла резца в плане при обработке на универсальных токарных станках является φ=45°. Вспомогательный угол в плане φ1=0. 45°; наиболее распространен φ1=12. 15°.
Угол наклона главной режущей кромки λ — это угол между главной режущей кромкой и основной плоскостью, проведенной через вершину резца. Если вершина резца является высшей частью главной режущей кромки, λ > 0; если совпадает с основной плоскостью, λ = 0; если вершина является низшей частью главной режущей кромки, λ


Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.
Режимы резания при токарной обработке: таблицы, формула
На протяжении многих лет токарная обработка металлических и иных деталей остается одной из основных операций в металлургическом производстве. Со временем меняются технологии, на заводах внедряются современные станки с ЧПУ, однако суть остается неизменной – только грамотно выбранные параметры резания на агрегатах позволяют достичь нужного результата.
Виды и режимы работы токарных станков
Токарная работа на станках остается наиболее востребованным способом получения большинства изделий. Применение в этих целях более современных методов оправдано далеко не всегда ввиду их высокой стоимости.
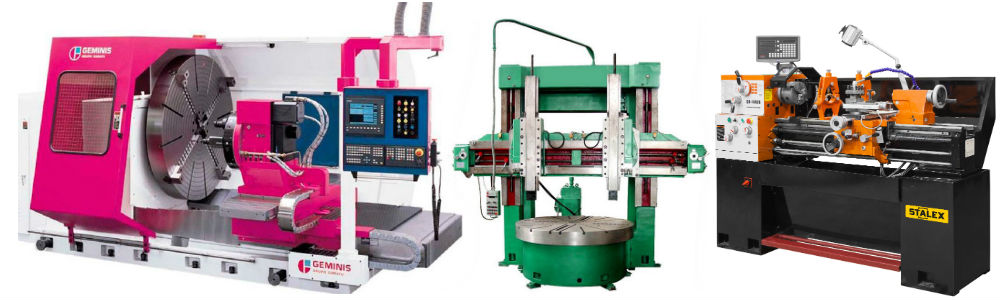
Для получения различных деталей применяются те или иные токарные станки:
- с ЧПУ (числовым программным управлением), благодаря которым удается достичь наивысшего качества и высокой скорости обработки поверхностей заготовок. Точение на данных агрегатах осуществляется с точностью до микронных долей, что обеспечивается за счет тонкой компьютерной настройки необходимых параметров;
- лоботокарные, позволяющие вытачивать конические и цилиндрические детали нестандартных размеров;
- револьверно-токарные, служащие для точения элементов из калиброванных прутков;
- карусельно-токарные, используемые для создания заготовок больших диаметров;
- токарно-винторезные, которые служат по большей части для обработки деталей цилиндрической формы.
В зависимости от материала подбирается тот или иной режим резки при токарной обработке, включающий в себя совокупность таких важных параметров, как:
- вес изделия;
- глубина воздействия;
- допустимая скорость.
Все эти величины определяются специалистами с использованием нормативных документов и специализированных справочников. Прежде всего, следует внимательно изучить рекомендуемые в таблицах значения, чтобы выбрать оптимальные.
Режимы резания как при расточке внутренних диаметров, так и при обработке наружных поверхностей заготовок, должны назначаться с обязательным учетом возможностей агрегата и режущего инструмента. От правильности их выбора непосредственно зависит качество и скорость изготовления деталей.
При подборе характеристик операции резания важно определиться с выбором резака. Подбор осуществляется в зависимости от типа и материала исходной заготовки. Подачу резца назначают, исходя из необходимой скорости вращения шпинделя. Чем выше обороты, тем меньше должна быть ее величина. В противном случае металлическая деталь может перегреться и расплавиться.
Скорость резания при чистовой и черновой обработке различна. В последнем случае она несколько ниже, а подача, соответственно, выше. Чистовые проходы при резании осуществляются в режимах, обеспечивающих максимальную степень точности. Наиболее качественно эту операцию позволяют выполнить станки, оснащенные ЧПУ, имеющие бесчисленное множество эксплуатационных преимуществ.
Каждый раз затрачивать много времени на тщательное изучение немалого количества справочных таблиц, особенно в производственных условиях, когда необходимо успеть вовремя выполнить заказ, нецелесообразно. Какой бы токарный станок ни использовался при работе, все параметры резания взаимозависимы. При смене величины одного все остальные характеристики режимов резания, включая подачу и скорость, обязательно станут другими.
В связи с этим любая обработка осуществляется по специально разрабатываемым аналитическим и расчетным методикам. Все прописанные в нормативах параметры вычисляются посредством различных эмпирических формул. Точность обеспечивается благодаря известным характеристикам:
- величины подачи;
- частоты вращения шпинделя;
- мощности агрегата.
В отдельных случаях необходимо также учитывать ряд других величин, оказывающих влияние на обработку поверхностей изделий.
Современные предприятия для проведения данных вычислений применяют специальные программы. Работнику достаточно только ввести вручную известные характеристики, и на экране компьютера сразу отобразятся все искомые параметры. Использование программного обеспечения значительно экономит время и упрощает работу, как и оснащение производств станками с ЧПУ.
Скорость резания и ее расчет
Одним из наиболее важных показателей является скорость. Ее величина непосредственно зависит от выполняемых работ. На максимальных оборотах осуществляется обрезка торцов заготовок. Точение или сверление имеют другие требования к этому параметру.
Чтобы выбрать оптимальное значение скорости и сделать качественную обработку детали, следует учитывать:
- тип токарного инструмента;
- вид операции;
- материал заготовки.
Скорость резания для традиционных методов воздействия на детали можно определить, руководствуясь соответствующими таблицами из справочников. Но в условиях производства далеко не всегда целесообразно прибегать к такому варианту. Гораздо быстрее величину этого параметра вычислить по несложной формуле:
V – искомая скорость, м/мин;
D – максимальная величина диаметра используемой заготовки, мм;
n – количество оборотов детали за одну минуту, соответствующее частоте вращения шпинделя станка;
π – константа, равная 3,141526.
Отсюда видно, что скорость обработки прямо пропорциональна диаметру исходной заготовки. А чем он меньше, тем больше должна быть частота вращения.
При выборе и назначении того или иного режима работы токарного станка следует обязательно учитывать твердость резцов и материала детали. Например, при обработке твердосплавными резцами рекомендованное значение должно находиться в диапазоне 100–200 м/мин.
При известной величине из вышеуказанной формулы легко можно вычислить необходимую частоту резания.
Глубина обработки подбирается с учетом мощности привода и материала режущего инструмента. При появлении в процессе работы паразитных вибраций следует снизить скорость подачи резака.
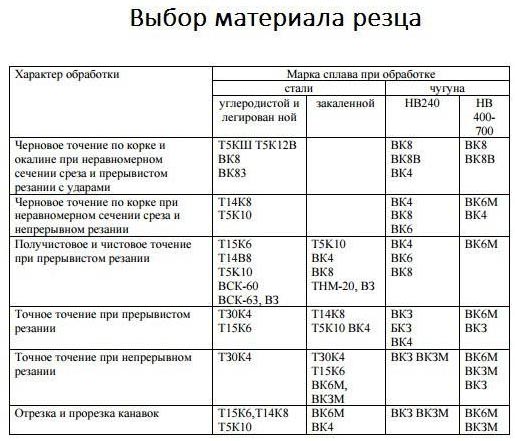
РЕЖИМЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ
Глубину резания определяют в основном припуском на обработку, который выгодно удалять за один рабочий ход. Для уменьшения влияния сил резания иногда разделяют припуск на несколько рабочих ходов: 60% — при черновой обработке, 20-30 % — при получистовой и 10-20% — при чистовой обработке. Глубина резания t для черновой обработки равна 3-5 мм; для получистовой — 2-3 мм и чистовой — 0,5+-1,0 мм.
Подача ограничивается силами, действующими в процессе резания, которые могут привести к поломке режущего инструмента и станка. Целесообразно работать с максимально возможной подачей. Обычно подачу назначают по таблицам справочников, составленным на основе специальных исследований и изучения опыта работы машиностроительных заводов. После выбора подачи из справочников ее корректируют по кинематическим данным станка, на котором ведут обработку. При этом выбирают ближайшую меньшую подачу. Для черновой обработки подача S=0,3-H,5 мм/об, для чистовой — 0,1-Ю,4 мм/об.
При одинаковой площади поперечного сечения среза нагрузка на резец меньше при работе с меньшей подачей и большей глубиной резания, а нагрузка на станок (по мощности), наоборот, меньше при работе с большей подачей и меньшей глубиной резания.
Скорость резания зависит от конкретных условий обработки, которые влияют на стойкость (время работы от переточки до переточки) инструмента. Чем больше скорость резания при работе инструмента при одной и той же стойкости, тем выше его режущие свойства, тем более он производителен.
На допускаемую скорость резания влияют следующие факторы: стойкость инструмента, физико-механические свойства обрабатываемого материала, подача и глубина резания, геометрические элементы режущей части инструмента, размеры сечения державки резца, смазочно-охлаждающая жидкость (СОЖ), допустимый износ инструмента, температура в зоне резания.
Если стойкость резцов из быстрорежущей стали уменьшается с увеличением скорости резания, то стойкость резцов, оснащенных пластинками из твердых сплавов, в меньшей степени зависит от скорости резания и содержания в обрабатываемой стали легирующих элементов: хрома, вольфрама, марганца, кремния и др. С большей скоростью резания обрабатывают автоматные стали, цветные и легкие сплавы. Например, скорость резания алюминия в 5-6 раз больше, чем скорость обработки углеродистой конструкционной стали.
Увеличение подачи и глубины резания вызывает интенсивный износ резца, что ограничивает скорость резания. Для достижения большей производительности резания выгоднее работать с большими сечениями среза за счет уменьшения скорости резания. Например, при увеличении подачи в 2 раза (с 0,3 до 0,6 мм/об) скорость резания необходимо уменьшить на 20-25%, а при увеличении в 2 раза глубины резания скорость резания следует уменьшить на 10-15%. На практике скорость резания увеличивают после того, как достигнуты предельные значения глубины резания и подачи.
Необходимая скорость резания и соответствующая ей стойкость инструмента определяются геометрией режущей части резца, свойствами инструментального материала, обрабатываемостью заготовки и другими факторами. Например, увеличение площади сечения державки резцов из быстрорежущих сталей позволяет повысить скорость резания материала заготовки, так как улучшается теплоотвод и повышается жесткость резца; для твердосплавных резцов влияние сечения державки незначительно.
Обильная подача СОЖ при черновом точении сталей резцами из быстрорежущих сталей (8-12 л/мин) повышает скорость резания на 20-30%, а при чистовом точении подача СОЖ с интенсивностью 4-6 л/мин обеспечивает повышение скорости резания на 8-10%.
Для твердосплавного инструмента необходимо постоянное охлаждение, непрерывная подача СОЖ, так как при прерывистом охлаждении могут образоваться трещины на пластиках резца.
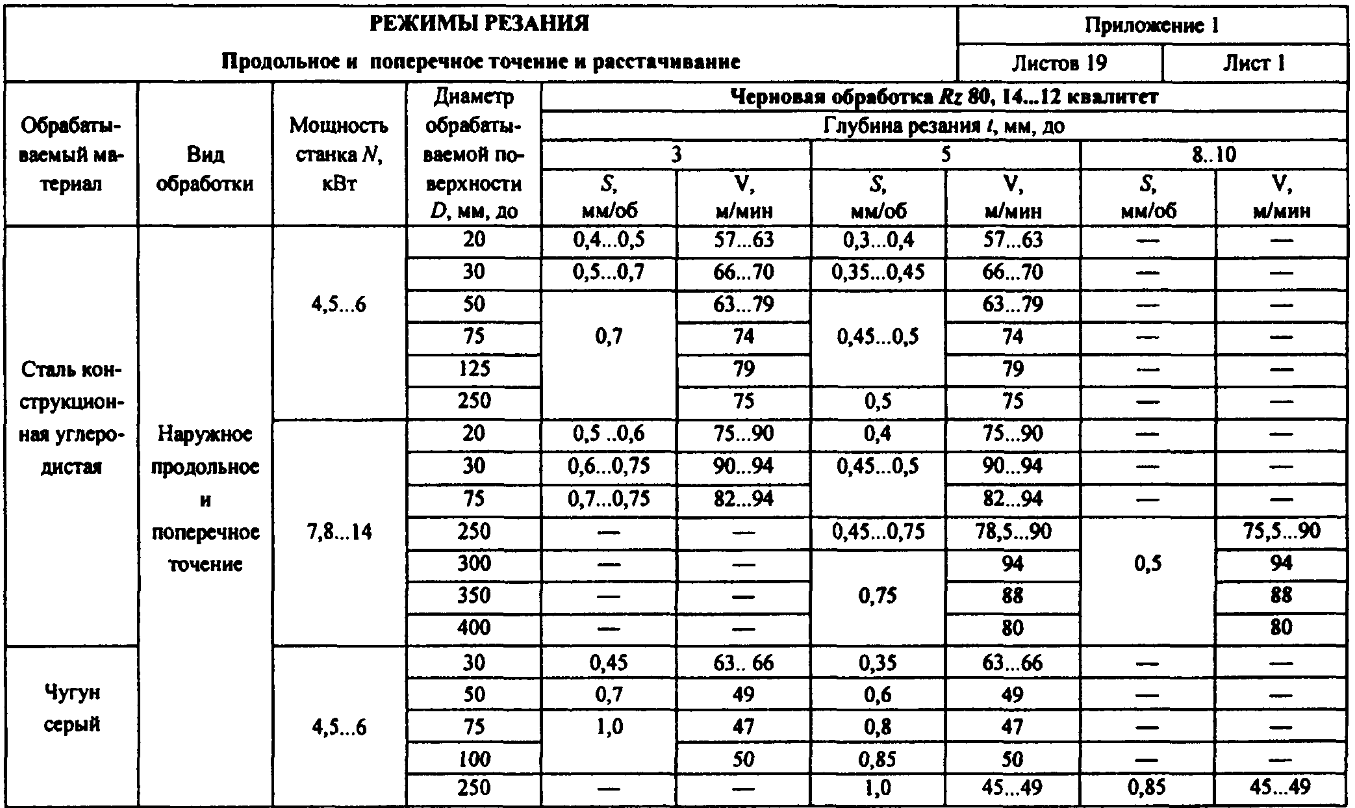
Ориентировочные значения скорости резания для инструмента из быстрорежущей стали и твердосплавного инструмента при наружном точении заготовок из стали и чугуна приведены в табл.5.2.
Ориентировочные значения параметров режима резания для инструмента, оснащенного минералокерамикой, в зависимости от обрабатываемого материала заготовок приведены в табл.5.3.
Ориентировочные значения параметров режима резания для инструмента на основе эльбора-Р в зависимости от обрабатываемого материала и вида обработки заготовок приведены в табл.5.4.
Чистовая обработка может осуществляться при малой подаче обычными резцами и широкими резцами при большой подаче. Последний способ применяют в основном при жесткой конструкции станка и заготовки, так как при точении возникают значительные силы в зоне резания. Длина главной режущей кромки резца должна быть не менее удвоенной подачи. При обработке конструкционной стали п=150-300 м/мин, S=4-6 мм/об, ^=0,1-0,3 мм, а при обработке чугуна и=40-60 м/мин, S=5-8 мм/об и z=0,2-l,0 мм.
Скорость резания при наружном точении заготовок_
Тема 3.2. Элементы режима резания и срезаемого слоя




![]()
![]()
![]()
![]()
В процессе обработки резанием различают рабочее движение двух видов: главное движение, определяющее скорость отделения стружки; движение подачи, обеспечивающее врезание режущей кромки инструмента в новые слои металла; скорость подачи меньше скорости главного движения.
К основным элементам режима резания относят: скорость резания, подачу, глубину резания и поперечное сечение среза (ширина и толщина среза).
Скоростью резания называют перемещение в единицу времени обрабатываемой поверхности заготовки относительно режущей кромки инструмента. Скорость резания при точении
где D — диаметр обрабатываемой поверхности заготовки, мм; п — число оборотов заготовки в минуту.
Подача s — поступательное перемещение режущей кромки резца за один оборот обрабатываемой заготовки (рис. 190) (при точении размерность подачи — мм/об).
Глубина резания t — расстояние между обрабатываемой и обработанной поверхностями, полученное за один проход резца. При наружном продольном точении глубина резания
где d — диаметр обработанной поверхности заготовки.
Поперечное сечение среза f (площадь срезаемого слоя) равно произведению ширины а на толщину b среза или произведению подачи s на глубину резания t, т. е.
а = s sinφ и b = t/sin φ
Штучное время (затрачиваемое на изготовление одной детали) состоит из машинного (основного) и вспомогательного времени, а также из времени, необходимого на организационное и техническое обслуживание рабочего места и станка и на отдых рабочего.
Машинным или основным, называют время, затрачиваемое непосредственно па процесс резания металла. Машинное время, потребное при точении на обработку одной детали за несколько проходов, определяют по формуле
где L— расчетная длина хода резца, мм; i — число проходов
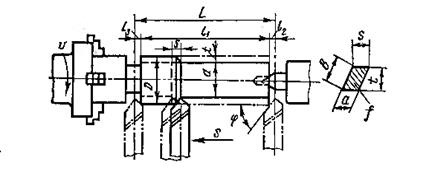
Рис.3.2.1. Элементы режима резания и расчетная длина пути резца при точении
Расчетная длина хода резца l при продольном точении (см. рис. 3.2.1) состоит из длины обрабатываемой поверхности детали l1 длины врезания резца l2 и перебега резца l3, т. е.
Длина врезания резца зависит от глубины резавши и главного угла резца в плане φ, т. е.
l2= t ctg φ
Перебег резца l3 необходим для предотвращения образования заусенца в конце обработки и в зависимости от диаметра обрабатываемой детали принимается равным 1—3 мм.
Вспомогательным называют время, затрачиваемое на необходимые подготовительные работы (установку и снятие детали, управление станком, смену инструмента, подвод резца, измерение детали и т. д.).
Штучное время (на обработку одной детали) определяют по формуле
где Тв — вспомогательное время; Тобсл — время на техническое и организационное обслуживание станка (смазка станка, удаление стружки, регулировка и подналадка станка, получение чертежей обрабатываемой детали и т. д.); Тотд — время перерывов на отдых и личные надобности рабочего.
Зная штучное время, можно определить производительность станка — число деталей, изготовляемых в единицу времени. Часовая производительность станка А (в шт/ч) определяется по формуле

Как видно, производительность станка можно увеличить за счет уменьшения машинного и вспомогательного времени, е также времени на обслуживание рабочего места и станка.
Машинное время можно существенно сократить, воспользовавшись наивыгоднейшими режимами резания и прогрессивными методами обработки. Автоматизация и механизация работ, применение рациональных приспособлений, обучение рабочих передовым методам труда — все это способствует увеличению производительности станка.
Одним из показателей качества поверхностного слоя изготовленной детали является шероховатость. Чем выше требования, предъявляемые к точности и качеству поверхностного слоя, тем длительнее процесс обработки заготовки и сложнее технологический процесс изготовления деталей машин.
Наибольшая производительность будет при работе с наибольшей подачей, глубиной резания (t = h) и скоростью главного движения резания при наименьшей длине обрабатываемой поверхности. При увеличении Sпр и t производительность возрастает, но шероховатость резко падает, поэтому обработку заготовок следует вести на таком режиме резания, при котором будут высокие точность обработки и заданная шероховатость при требуемой производительности.
Элементы режима резания назначают следующим образом. Сначала выбирают глубину резания. При этом стремятся весь припуск на обработку срезать за один рабочий ход (проход) режущего инструмента. Если по технологическим причинам необходимо делать два прохода, то при первом снимают около 80 % припуска, при втором (чистовом) — около 20 %.
Затем выбирают величину подачи. Рекомендуют назначать наибольшую допустимую величину подачи, учитывая требования точности и допустимой шероховатости обработанной поверхности, а также мощность станка, режущие свойства материала инструмента, жесткость и динамическую характеристику технологической системы. Наконец определяют скорость резания исходя из выбранных значений глубины резания, подачи и стойкости режущего инструмента.
Скорость главного движения резания при точении, например, определяют по следующей эмпирической формуле, м/с:

где Cv – коэффициент, учитывающий физико–механические свойства материала обрабатываемой заготовки и условия обработки (указан в справочниках, как и значения показателей степени ху, уу).
После вычисления скорости резания определяют частоту вращения шпинделя станка, соответствующую этой скорости резания, м/с:
Многие модели станков с ЧПУ имеют бесступенчатое регулирование частоты вращения шпинделя и скорости движения подачи, что позволяет обрабатывать поверхности заготовок на расчетных режимах резания.
Режим резания вводят в программу управления работой станка. Адаптивные(самонастраивающиеся) системы программного управления в процессе обработки заготовок контролируют и корректируют режим резания, учитывая изменяющиеся условия обработки: изменение сил резания, износ инструмента, деформации заготовки. Корректирование режима резания необходимо для ограничения контролируемых параметров предельными допустимыми значениями, что оптимизирует процесс обработки по выбранному критерию.
Элементы резания
Элементы резания и геометрия срезаемого слоя
К элементам резания относят глубину, подачу и скорость резания ( рис. 252 ).
Рис. 252. Элементы резания при токарной обработке.
Глубиной резания называют величину снимаемого слоя металла между обрабатываемой и обработанной поверхностями, измеряемую перпендикулярно последней и снимаемую за один проход режущего инструмента. Глубина резания измеряется в миллиметрах и обозначается буквой t. При точении глубина резания определяется как полуразность диаметров до и после прохода резца, т. е.
Подача — величина перемещения режущего лезвия резца в направлении вспомогательного движения за один оборот обрабатываемой заготовки (об/мм). При обтачивании различают подачу продольную Sпp (по направлению оси центров станка), поперечную Sп (перпендикулярно к оси центров станка) и наклонную Sп (под углом к оси центров станка, например, при обтачивании конической поверхности).
Скорость резания — путь перемещения обрабатываемой поверхности заготовки относительно режущего лезвия резца в единицу времени. Скорость резания обозначается буквой V и измеряется в м/мин. На рис. 252 показано исходное положение и пунктиром новое положение резца в результате перемещения его за один оборот заготовки на величину подачи — S мм/об. Заштрихованную площадь называют площадью поперечного сечения срезаемого слоя. Размер b обозначает ширину, размер a — толщину срезаемого слоя.
Ширина срезаемого слоя b — расстояние между Обрабатываемой и обработанной поверхностями, измеренное по поверхности резания. Она равна проекции рабочей длины режущего лезвия резца на основную плоскость.
Толщина срезаемого слоя а — расстояние, измеренное в направлении, перпендикулярном к ширине срезаемого слоя, между двумя последовательными положениями главного режущего лезвия за один оборот заготовки.Как видно из рис. 252, площадь поперечного сечения срезаемого слоя для резцов с прямолинейным режущим лезвием определяется по формуле
Как рассчитать режимы резания при токарной обработке: примеры расчетов, таблица

Значительная часть промышленности – изготовление деталей при помощи металлорежущих агрегатов. За несколько десятилетий технологии сильно видоизменились, но суть остается прежней: снимаются лишние слои до получения элемента с заданными параметрами. Давайте вместе рассмотрим, как рассчитать режимы оптимального резания при грамотной токарной обработке на станке по таблицам.
Ключевые моменты процесса
 Для работы подойдут следующие материалы: металлы, пластики, дерево, минералы. Конечно, для каждого конкретного случая требуется особый инструмент и технологические приемы. Если труд с относительно мягкими из них (пластмасса, алюминий, бронза) обычно не вызывает сложностей, то высоколегированные стали требуют строгого контроля качества заточки. В противном случае происходит быстрый износ режущей кромки. Для увеличения эффективности обязательно использовать эмульсию, обеспечивающую снижение трения и охлаждение рабочей зоны.
Для работы подойдут следующие материалы: металлы, пластики, дерево, минералы. Конечно, для каждого конкретного случая требуется особый инструмент и технологические приемы. Если труд с относительно мягкими из них (пластмасса, алюминий, бронза) обычно не вызывает сложностей, то высоколегированные стали требуют строгого контроля качества заточки. В противном случае происходит быстрый износ режущей кромки. Для увеличения эффективности обязательно использовать эмульсию, обеспечивающую снижение трения и охлаждение рабочей зоны.
Кратко опишем процесс:
Деталь закрепляется в патроне или на двух центрах;
В зависимости от необходимых манипуляций выбираются параметры режима резания при токарной обработке;
Предмет устанавливается в правильное положение и проверяется надежность всех фиксаций;
Находим первую точку касания;
Начинаем снимать металл или другой материал;
Контролируем габариты штангенциркулем и микро́метром;
Следует четко понимать, что приемы достаточно разнообразны, и невозможно коротко описать все нюансы. Заготовка может быть величиной от доли миллиметра до нескольких десятков метров. Характеристики изделия кардинально отличаются по твердости и вязкости. Уровень первичной отделки болванки может быть самым разным и иметь внешний слой с другими качествами. Часто нужно сделать сферическую поверхность на маленьком участке. Это накладывает определенные ограничения, так как часть приспособлений не рассчитана на циклические нагрузки.
Какие бывают станки
В зависимости от технологических потребностей применяют разное оборудование. Принято деление на следующие подвиды:
Токарно-винторезный. Это наиболее распространенный агрегат, позволяющий выполнять внушительный спектр работ. Пожалуй, любимым у токарей является К 62 в различных модификациях. Вся группа включает в себя универсальные устройства, отличающиеся степенью автоматизации и габаритами обрабатываемой детали. Большемерные заготовки точатся на ДИП 500. Для обучения специалистов используют модели ТВ-4 или ТВ-16.
 Карусельный аппарат предназначен для придания формы изделиям крупного диаметра. Внешне он представляет собой стол с патроном значительных размеров, вращающийся в горизонтальной плоскости. Инструмент для рассечения подается сверху и может быть не один. Названием он обязан схожести с детскими аттракционами.
Карусельный аппарат предназначен для придания формы изделиям крупного диаметра. Внешне он представляет собой стол с патроном значительных размеров, вращающийся в горизонтальной плоскости. Инструмент для рассечения подается сверху и может быть не один. Названием он обязан схожести с детскими аттракционами.
Лобовой. Можно сказать, что это такой же станок, только положенный набок. Это продиктовано технологической целесообразностью при некоторых производствах. Конструкции этой группы не имеют задней бабки и фиксация происходит только благодаря губкам. Основное преимущество – возможность придания изделию конической формы.
 Револьверный незаменим при изготовлении изрядного количества одинаковых деталей из нормированного материала. Например, сгонов из металлической трубы. За счет этого резко повышается эффективность, снижается брак и оптимизируются все процессы. Но у него есть главный недостаток – узкая специализация.
Револьверный незаменим при изготовлении изрядного количества одинаковых деталей из нормированного материала. Например, сгонов из металлической трубы. За счет этого резко повышается эффективность, снижается брак и оптимизируются все процессы. Но у него есть главный недостаток – узкая специализация.
 Автомат продольного точения позволяет синхронизировать движение в двух плоскостях и создавать элементы сложной конфигурации, например, спирали с большим шагом. Как режущий предмет могут использоваться фрезы и сверла.
Автомат продольного точения позволяет синхронизировать движение в двух плоскостях и создавать элементы сложной конфигурации, например, спирали с большим шагом. Как режущий предмет могут использоваться фрезы и сверла.
 Многошпиндельный автомат применяется для вальцевания элементов сразу несколькими насадками за одну установку. Бывают автоматические и полуавтоматические.
Многошпиндельный автомат применяется для вальцевания элементов сразу несколькими насадками за одну установку. Бывают автоматические и полуавтоматические.
 ЧПУ. Если оснастить любое устройство для обработки металла системой, координирующей порядок, то мы получим центр с числовым программным управлением. При массовом производстве этот комплекс наиболее эффективен.
ЧПУ. Если оснастить любое устройство для обработки металла системой, координирующей порядок, то мы получим центр с числовым программным управлением. При массовом производстве этот комплекс наиболее эффективен.

Способы и правила определения режимов приемлемого резания при точении: формулы
Для разных материалов и необходимой чистоты существуют свои оптимальные системы, включающие в себя скорость подачи, глубину захода и вид заточки.
Многие универсальные токари определяют эти параметры «на глазок». Тем более, они сильно зависят от технических характеристик самого́ станка. При создании программ для ЧПУ и полуавтоматики применяются конкретные математические варианты расчета. За основу берутся качества заготовки (твердость, вязкость, хрупкость, абразивность, подверженность температурным изменениям). Под это разрабатываются инструменты (как правило, несколько для различных технологических приемов). Затем происходит определение режимов идеального резания при умелой токарной обработке на основе жестких правил. Это дает приблизительные показатели, по которым можно назначить оптимальные значения. Более точные данные получаются эмпирическим путем (в процессе стендовых испытаний).
После этого возможно задать для каждой конкретной цели темп вращения шпинделя, интенсивность движения стержня для рассечения и его заглубление.

