
Формы и оборудование для производства тротуарной плитки
Наборы для изготовления тротуарной плитки
В данной категории представленны готовые наборы и дополнительные элементы (формы-вкладыши, оснастка, красители, пластификаторы и.т.д.) для производства тротуарной плитки своими руками. Вы легко сможете сделать качественную тротуарную плитку своими руками использую предложенные нами наборы, добавки и рецепты.


1.001 «Каменных дел мастер» (КДМ-1) — Тротуарная плитка своими руками
2.089. Форма «Квадрат «Калифорния брусчатка»»
Размер: 30 х 30 см, Толщина: 3.5 см, Фактура: гладкая, Кол-во форм(м2): 11 шт.
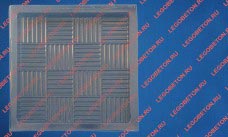
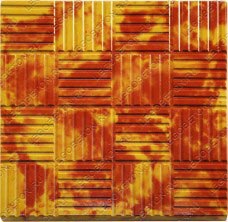
2.090. Форма «Квадрат «Паркет»»
Размер: 30 х 30 см, Толщина: 3.5 см, Фактура: гладкая, Кол-во форм(м2): 11 шт.

2.091. Форма «Квадрат «Калифорния ластрико»»
Размер: 30 х 30 см, Толщина: 3.5 см, Фактура: гладкая, Кол-во форм(м2): 11 шт.
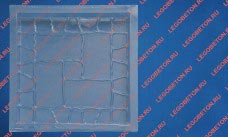
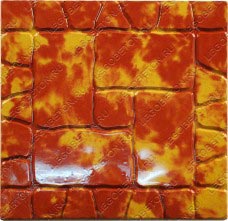
2.093. Форма «Квадрат «Мостовая»»
Размер: 30 х 30 см, Толщина: 3.5 см, Фактура: гладкая, Кол-во форм(м2): 11 шт.

2.096. Форма Квадрат «Косичка»
Размер: 30 х 30 см, Толщина: 3.5 см, Фактура: гладкая, Кол-во форм(м2): 11 шт.
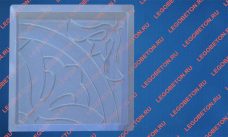

2.097. Форма Квадрат «Марокко»
Размер: 30 х 30 см, Толщина: 3.5 см, Фактура: гладкая, Кол-во форм(в 1м²): 11 шт.
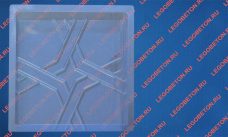

2.098. Форма Квадрат «Кольчуга»
Размер: 30 х 30 см, Толщина: 3.5 см, Фактура: гладкая, Кол-во форм(в 1м²): 11 шт.


1.002 «Каменных дел мастер» (КДМ-2) – Самодельная тротуарная плитка

1.003 «Каменных дел мастер» (КДМ-3) – Изготовление тротуарной плитки


Сборная опалубка для форм-вкладышей
Сборная опалубка для пластиковой формы-вкладыша. Набор «Каменных дел мастер (КДМ-1)». Расчитана на форму 30х30 и 40х40 см. Высота вкладыша 35 мм. Материал — влагостойкая фанера с гидрофобизирующей пропиткой.
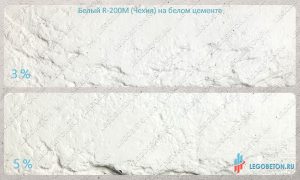
Фасованный пигмент для бетона «Белый PRETIOX (TiO2)» [Чехия]
Краситель «Белый PRETIOX (TiO2)» для бетона. Диоксид титана рутильной формы. Светостойкий белый краситель, обеспечивает максимальную белизну и непрозрачность при применении в бетоне, красках, пластмассах, бумаге. Незаменим при осветлении и придании белизны и чистых ярких и особенно пастельных цветов при производстве строительных материалов (цветной бетон и изделия из него, песчано-цементные смеси (штукатурка), наливные полы). PRETIOX R-200M, FS — марка пигмента рекомендованная для окрашивания бетона и штукатурных смесей . Расфасован в пластиковую тару объемом от 0.5 до 10 л.
ВНИМАНИЕ : Учитывая насыпную плотность красителя «Белый PRETIOX (TiO2)» его нетто-вес в таре составляет :
- 0.5 L — 0.350 кг.
- 1.0 L — 0.700 кг.
- 3.0 L — 2.100 кг.
- 5.0 L — 3.500 кг.
- 10.0 L — 7.000 кг.

Фасованный пигмент для бетона «Черный 722» [Китай]
Краситель «Черный 722» [Китай] для бетона. Светостойкий неорганический железоокисный пигмент. Используется для окрашивания в черный цвет при производстве строительных материалов (цветной бетон и изделия из него, песчано-цементные смеси (штукатурка), наливные полы), лакокрасочных материалов, резин, кожи. Расфасован в пластиковую тару объемом от 0.5 до 10 л.
ВНИМАНИЕ : Учитывая насыпную плотность красителя «Черный 722» [Китай] его нетто-вес в таре составляет :
- 0.5 L — 0.5 кг.
- 1.0 L — 1.0 кг.
- 3.0 L — 3.0 кг.
- 5.0 L — 5.0 кг.
- 10.0 L — 10.0 кг.
Фасованный пигмент для бетона «Черный TC-778» [Китай]
Краситель «Черный TC-778» [Китай] для бетона. Смесевой железоокисный пигмент с максимальной насыщенностью черного цвета на сером и белом цементе. Используется для окрашивания в черный цвет при производстве строительных материалов (цветной бетон и изделия из него, песчано-цементные смеси (штукатурка), наливные полы), лакокрасочных материалов, резин, кожи. Расфасован в пластиковую тару объемом от 0.5 до 10 л.
ВНИМАНИЕ : Учитывая насыпную плотность красителя «Черный TC-778» [Китай] его нетто-вес в таре составляет :
- 0.5 L — 0.3 кг.
- 1.0 L — 0.7 кг.
- 3.0 L — 2.1 кг.
- 5.0 L — 3.5 кг.
- 10.0 L — 7.0 кг.


Фасованный пигмент для бетона «Красный TP-303» [Чехия]
Краситель «Красный — TP 303» для бетона. Светостойкий неорганический железоокисный пигмент. Используется для окрашивания в красный цвет при производстве строительных материалов (цветной бетон и изделия из него, песчано-цементные смеси (штукатурка), наливные полы), лакокрасочных материалов, резин, кожи. Расфасован в пластиковую тару объемом от 0.5 до 10 л.
ВНИМАНИЕ : Учитывая насыпную плотность красителя «Красный — 303» его нетто-вес в таре составляет :
- 0.5 L — 0.4 кг.
- 1.0 L — 0.9 кг.
- 3.0 L — 2.7 кг.
- 5.0 L — 4.5 кг.
- 10.0 L — 9.0 кг.
На сегодняшний день на рынке предлагается не так много готовых решений которые позволяют простому покупателю, не имеющему навыков изготовления тротуарной плитки методом вибролитья самостоятельно сделать качественную тротуарную плитку.
Предлагаемые на рынке формы предназначены для серийного производства и требуют специального оборудования и химикатов для виброуплотнения и обслуживания.
Такое популярное решение как «Садовая дорожка» несмотря на дешевизну и простоту не позволяет получить продукцию с длительным сроком службы.
Именно по этому в нашей компании не только разработали специальную рецептуру для самоуплотняющегося бетона, которую предлагаем с такими формами, но мы пошли еще дальше и разработали специальный набор «Каменных дел Мастер» (КДМ-1) для изготовления высокопрочной тротуарной плитки в домашних условиях.
Пластиковые формы — вкладыши для плитки имеют малую толщину за счет чего обеспечивается достаточная гибкость для легкой расформовки готового изделия , а жесткая опалубка для вкладыша позволяет сохранять идеальную геометрию на протяжении всего срока его службы. Опалубка универсальная и подходит для вкладышей нескольких размеров.
Для наших покупателей мы оказываем консультации по изготовлению плитки. Кроме пластиковых форм в интернет магазине Вы сможете приобрести необходимое количество дополнительных красителей для бетона, пластификатор, фиброволокно в требуемом Вам количестве для изготовления плитки самостоятельно.
Тонкостенные формы-вкладыши удобны не только для частного заказчика, но и для тех кто строит свой бизнес на производстве тротуарной плитки. Качественный первичный пластик (ПВХ или АБС) долго сохраняющий глянец и геометрию, легкость расформовки без распаривания форм, отсутствие необходимости в смазке форм и промывке в кислоте после расформовки — весомый довод в пользу перехода с обычных форм из полипропилена на наши двухкомпонентные формы.
Оборудование для производства тротуарной плитки
 Популярность применения тротуарной плитки в качестве дорожного покрытия увеличивается с каждым днем. Это делает бизнес по изготовлению тротуарной плитки более востребованным и, следовательно, прибыльным.
Популярность применения тротуарной плитки в качестве дорожного покрытия увеличивается с каждым днем. Это делает бизнес по изготовлению тротуарной плитки более востребованным и, следовательно, прибыльным.
Необходимое оборудование
Производство тротуарной плитки не требует большого количества станков и прочих устройств. Здесь будет достаточным приобретение:
- бетономешалки;
- вибростолов (заливочного и распалубочного с комплектом рамок для разбивки);
- различные формочки для изготовления тротуарной плитки
За такой минимальный комплект агрегатов и устройств придется раскошелиться примерно на 100-500 тысяч рублей. Однако такая неавтоматизированная линия имеет некоторые отрицательные стороны. Одним из которых является необходимость привлечения ручного труда, а также низкое качество производимых изделий, небольшое количество произведенной продукции за единицу времени и, конечно же, низкая эффективность данного устройства.
Открытие автомобильной мойки — хорошее решение. Узнайте, какое оборудование для автомойки самообслуживания необходимо.

Оборудовать шиномонтаж? Без проблем. Все подробности по ссылке.
Если же бизнес-план предполагает выпуск большего количества тротуарной плитки за короткий промежуток времени, то лучше всего стоит запастись стационарным вибропрессом. Такой агрегат представляет собой механизированную линию по производству тротуарной плитки либо полуавтомат, который способен изготавливать как тротуарную плитку, так и другие бетонные изделия. Цена такого вибропресса колеблется в пределах 1,5 миллиона рублей. Но высокая стоимость быстро окупается за счет высокой производительности и низкого энергопотребления.
Существует 2 наиболее распространенные технологии изготовления тротуарной плитки:
- Вибропрессование;
- Вибролитье.
Для каждой из этих технологий понадобится закупка различного комплекта оборудования. К тому же, способы изготовления тротуарной плитки отличаются уровнями механизации – от практически полноценного ручного труда до полной автоматизации.
Технология производства тротуарной плитки: вибропрессование
 Данный способ изготовления тротуарной плитки подразумевает применения специального устройства – вибропресса. Сам процесс изготовления тротуарной плитки происходит следующим образом:
Данный способ изготовления тротуарной плитки подразумевает применения специального устройства – вибропресса. Сам процесс изготовления тротуарной плитки происходит следующим образом:
- С использованием смесителя изготавливается бетонная смесь;
- Подготовленный раствор для изготовления тротуарной плитки передается с применением транспортера от смесителя к вибропрессу;
- Вибропресс участвует в прессовке смеси, формируя тем самым готовые изделия;
- Готовые продукты производства пресса передаются на поддоны либо стеллажи, где вылеживаются в течение 12 часов;
- Высушенные изделия подлежат упаковке и передаются в торговые точки.
Если для производства тротуарной плитки было выбрано автоматизированное оборудование, то все эти шаги производятся лишь одним устройством. Работникам цеха остается только следить за правильностью засыпания пропорций ингредиентов, необходимых для замешивания раствора.
Вибростолы для изготовления тротуарной плитки
 При изготовлении тротуарной плитки способом вибролитья потребуется приобретение одного единственного оборудования – вибростола. Вибростолы также могут различаться в зависимости от уровня автоматизации: какие-то имеют автоматизированную линию передачи изделий, какие-то способны автоматически выбивать готовые продукты вибростола и т.д.
При изготовлении тротуарной плитки способом вибролитья потребуется приобретение одного единственного оборудования – вибростола. Вибростолы также могут различаться в зависимости от уровня автоматизации: какие-то имеют автоматизированную линию передачи изделий, какие-то способны автоматически выбивать готовые продукты вибростола и т.д.
Шаги производства тротуарной плитки вибролитьем:
- Заранее подготовленный раствор заливается в формы для изготовления тротуарной плитки;
- Эти самые формы перемещают на стол для изготовления тротуарной плитки, где они будут находиться в течение определенного времени;
- Формы убирают с вибростола и помещают на 12 часов в теплый склад;
- Готовые плиты аккуратно выбивают из форм.
Комплект оборудования для вибролитья обойдется несколько дешевле по сравнению с набором устройств, предназначенных для вибропрессования.
Изделия, полученные путем литья, имеют более ровную, гладкую поверхность, и имеется возможность изготовления плитки различных форм и размеров.
К недостаткам изделий, которые изготавливает оборудование для вибролитья тротуарной плитки, стоит отнести более низкое качество продукции и более высокую себестоимость (объясняется менее экономичным расходованием раствора).
Формы для изготовления тротуарной плитки
 Чаще всего для производства использует формы, изготовленные из пластика, резины или полиуретана. В зависимости от материала формы способны выдерживать различное количество циклов: резина может «не терять своей формы» на протяжении 500 циклов, пластик – 250, а полиуретан – 100.
Чаще всего для производства использует формы, изготовленные из пластика, резины или полиуретана. В зависимости от материала формы способны выдерживать различное количество циклов: резина может «не терять своей формы» на протяжении 500 циклов, пластик – 250, а полиуретан – 100.
Перед заливкой заранее подготовленной смеси в формы желательно смазать «посуду» специальными составами. При предпочтении работать без смазок, следует предварительно обработать поверхности форм антистатиком. После снятия изделий из форм, они тщательно осматриваются и при надобности обрабатываются раствором соляной кислоты.
Для смазывания форм можно применять такие вещества как эмульсол, ОПЛ-1 российского производства и СРА-3 производства Англии. Во избежание порчи поверхности форм, не рекомендуются использовать смазки, содержащие нефтепродукты. Смазку на формы стоит наносить тонким слоем, иначе на готовых изделиях могут оставаться видимые поры. Если эмульсол и ОПЛ-1 стоит наносить на формы перед каждой заливкой раствора, то английской смазки хватит на пару формовок.

Интересует изготовление клееного бруса? Популярная информация представлена тут.
Смесь для изготовления тротуарной плитки
Бетономешалка принудительного действия окажется незаменимым устройством для изготовления декоративного бетона. Суть приготовления смеси для производства тротуарной плитки ненамного отличается от способа приготовления обычного бетона.
Перемешивание ингредиентов смеси осуществляется в следующем порядке:
- В бетономешалку засыпают песок, и окрашивающий пигмент;
- Затем к вышеперечисленным составляющим добавляют щебень, после чего происходит замешивание в течение 15-20 секунд;
- Эти компоненты дополняют цементом, замешивают смесь в течение 20 секунд;
- Добавляют в смесь воду и специальные добавки и осуществляют замес раствора продолжительностью в 1-1,5 минуты.
С целью увеличения срока службы тротуарной плитки включают в бетонную смесь добавки на основе полипропилена, полиамида или же щелочестойкие волокна.
Щелочестойкие волокна способствуют образованию трехмерной решетки, которая позволяет в несколько раз повысить выносливость, надежность и прочность готового изделия.
Пресс для изготовления тротуарной плитки Рифей-Удар

Вибропресс Рифей-Удар – мощный агрегат, позволяющий производить такие строительные изделия как тротуарная плитка, декоративные камни, кирпич и т.д. Изготовление изделий на данном устройстве осуществляется путем вибропрессования раствора.
Основные показатели производительности:
- шлакоблок – 330 штук за единицу времени;
- полублок – 500 штук за единицу времени;
- тротуарная плитка – 25 кв.м за единицу времени.
Единица времени равна 1 часу.
Вибропрессовочное оборудование Рифей-Удар работает мощностью в 21 кВт, имеет вес в 4,6 тонны и требует занятости 3-4 людей.
Покупатель, сделав выбор в пользу станка для изготовления тротуарной плитки Рифей-Удар, получает высококачественное, автоматизированное оборудование, позволяющее изготавливать различные строительные материалы. Причем в качестве основного ингредиента для замеса раствора могут выбраны песок, шлак, опилки и пр.
Основные достоинства вибропресса:
- быстрая окупаемость;
- экономичность (из-за возможности использовать отходы изделий);
- высокая производительность;
- быстрота монтажа и запуска станка.
Оборудование для вибропрессования тротуарной плитки Мастек-Метеор

Мастек-Метеор находит свое применение при производстве бетонных изделий, в том числе и тротуарной плитки. Здесь используется способ объемного вибропрессования. В качестве «исходников» выступают песок или щебень + цемент + вода.
Отличительной особенностью Мастек-Метеора считается уменьшенная зона формования. Но это не мешает для открытия широких возможностей при изготовлении стройматериалов. Так, всего за одну формовку Метеор способен выдать 3 шлакоблока или 5 полублоков. На этом оборудовании возможно производство 300 видов различных бетонных изделий.
Вибратор для изготовления тротуарной плитки Мастек-Метеор имеет такое устройство
Оборудование установлено на раму. Винтовые домкраты предназначены для регулирования агрегата по высоте, что позволяет выпускать изделия различных габаритных размеров. Готовый раствор загружается из бетономешалки в приемный бункер с использованием специализированного скипового подъемника. Матрица заполняется бетонным раствором путем применения специального приспособления. Благодаря высокой прочности вибростола достигается достаточно сильное уплотнение бетонной смеси. Формовка занимает в среднем около 30 секунд. Поддоны подаются и убираются с ленты вручную.
Вибропресс Форманта-Геркулес
 Форманта-Геркулес – вибропресс для изготовления облицовочных и стеновых камней, тротуарной плитки и прочих изделий путем полусухого вибпропрессования. Этот агрегат позволяет выпускать качественную, конкурентоспособную и надежную продукцию.
Форманта-Геркулес – вибропресс для изготовления облицовочных и стеновых камней, тротуарной плитки и прочих изделий путем полусухого вибпропрессования. Этот агрегат позволяет выпускать качественную, конкурентоспособную и надежную продукцию.
Основные достоинства вибропресса Форманта:
- позволяет выпускать большую номенклатуру изделий;
- способен изготавливать двухслойную тротуарную плитку;
- имеет мощный вибрационный блок;
- более экономичное потребление цемента.
Существует огромное количество различного оборудования для изготовления тротуарной плитки. Выбор той или иной установки обуславливается исходя из количества имеющихся денежных средств, необходимого уровня автоматизации оборудования, требуемой производительности, габаритных размеров помещения, где будут располагаться станки.
Видео про производство тротуарной плитки
Открываем производство резиновой плитки: цена оборудования, технология изготовления и бизнес-план

Плитка и брусчатка из резиновой крошки – это малозатратная и довольно качественная продукция.
Материал не требует дорогого сырья и большого количества рабочей силы.
Для изготовления достаточно просто приобрести нескольких специальных станков и арендовать небольшой цех.
Резиновая тротуарная плитка и брусчатка сегодня на пике популярности. Ее легко продавать не только в розницу отдельным компаниям и частным лицам, но и сбывать в больших количествах торговым предприятиям.
В данной статье мы расскажем о технологии производства этой продукции и дадим характеристику оборудования.
Плюсы и минусы продукции
У этой продукции много достоинств. Измельченные резиновые автошины, из которых она производится – материал высококачественный. Для его изготовления используется хороший синтетический каучук, дорогие наполнители и масла.
 Преимущества крошки из такой резины:
Преимущества крошки из такой резины:
- Прочна, «не прогибается» под сильным весом, ее можно укладывать в цехах, гаражах и автомойках.
- Долго и верно служит до 35-40 лет, и при этом не истирается и не «линяет».
- Устойчива к влаге, остается цела и быстро подсыхает даже после тропических ливней, поэтому ее используют в аквапарках и в саунах.
- Не боится резких перепадов температур, ей не страшны ни сильные морозы (до -40), ни изнурительный зной (до +50).
- На ней не скользит обувь – травмироваться на такой плитке сложно; ею мостят «спортивные» поверхности – теннисные корты, площадки для игр.
- Материал не портят агрессивные вещества, им покрывают полы химических лабораторий.
- Плитку легко и недорого укладывать и мыть. Ею мостят лестницы, входы в здания, торговые центры и многие другие «публичные» пространства с большим людским потоком.
Также тротуарной плитке из резиновой крошки можно придавать самую разнообразную форму, размер и цвет, красиво вписывать в интерьер помещений и ландшафт. Ее кладут на дачных участках и в элитных коттеджных поселках, на балконах и террасах.
Технология изготовления плитки и брусчатки
Прессование холодного и горячего типа сегодня являются двумя самыми популярными технологиями, с помощью которых производится плитка и брусчатка.
Горячий способ
Используя технологию изготовления горячим способом, плитку можно произвести дешево и быстро.
Следует иметь в виду – такая продукция не отличается долговечностью, «боится» сильных морозов.
Найти покупателя для подобного товара реально только в умеренной климатической зоне.
 Чтобы произвести горячее прессование нужно:
Чтобы произвести горячее прессование нужно:
- Сперва придать сырью нужную кондицию. Для этого в специальном смесителе необходимо создать сплошную массу из крошки и связующего вещества – клея из полиуретана.
- Распределить смесь по пресс-формам и отправить под специальный вулканический горячий пресс, который разогревается электричеством или паром. Он массу нагревает и придает ей нужную форму с помощью давления, превышающего 5 тонн. После такого прессования материал готов – ничего больше с ним делать не нужно.
Продолжительность процесса и температура зависит от толщины смеси:
- если этот показатель равен 8-15 мм – прессовать нужно 3-7 минут при температуре +120-130 градусов;
- если 15-25 мм – 5-10 мин. при +140-150;
- если 25-40 мм – 15-18 мин. При +150;
- если 40-50 мм – 20 мин. тоже при +150.
Холодный способ
«Холодное» прессование – процесс более трудоемкий и затратный. Но и хорошо заработать на нем куда реальнее, так как «холодной» плитке присущи все вышеперечисленные достоинства.
Чтобы произвести спрессованную холодом продукцию, необходимо:
- Приготовить сырье. Для этого нужно сделать то же, что и в случае с горячим прессованием: из связующего полиуретанового клеящего вещества и резиновой крошки создать сплошную смесь. Плюс добавить красящее вещество. Важный момент состоит в том, что клея потребуется на порядок больше.
- Переместить эту смесь в пресс-формы и отправить прессоваться под 5-тонным давлением в вулканический холодный неразогретый пресс.
- Далее материал направляется в специальную камеру (термошкаф) сушиться при температуре +50-60 градусов. Сколько ему там находиться, зависит от толщины. Чем материал толще, тем сушка дольше. В среднем этот процесс занимает 5-7 часов.
- После термообработки в спецкамере материал «досушивают» в условиях обычной комнатной температуры.

Толщина фракций резиновой крошки зависит от того, насколько сырье измельчено. Чем мельче резина, тем тоньше фракция. Эта толщина может разниться более чем в сто раз – в диапазоне от 0,1 мм до приблизительно 10-12 мм.
Из тонких фракций (до 4 мм) производят относительно дорогую однослойную цветную плитку, из толстых – более дешевый материал из нескольких слоев изначального черного цвета.
Качество «крупной» крошки ниже, потому что в ней есть нежелательная примесь («включения») из металла или тканей.
Но и произвести ее дешевле по двум причинам:
- во-первых, ее не красят;
- во-вторых, для создания однослойной «сплошной» продукции, нужно, чтобы связующее клеящее вещество полностью обволокло каждую отдельную крошку.
Поэтому, чем большего размера отдельные резиновые частицы, тем меньше нужно связующего, чтобы их соединить.
Плитка может быть и «комбинированной», когда верхний слой «качественный» тонкий, а нижний дешевый и потолще. Такой материал в толщину обычно около полутора сантиметров.
Компоненты
 Для изготовления понадобятся такие составляющие:
Для изготовления понадобятся такие составляющие:
- Непосредственно резиновая крошка. Плитка из нее состоит на 80-90%.
- Полиуретановый связующий клей. На него приходится около 10% от общего размера материала. Такой клей не только связывает крошку в сплошную плитку, но и используется для того, чтобы соединять ее с любой поверхностью.
- Краситель. В плитке его 5%. Обычно красящее вещество внешне похоже на порошок.
- Гранулы цветного каучука. Это вещество используют для того, чтобы создать на поверхности готовой продукции рисунки и сделать ее эстетичной на вид. Без этой составляющей вполне можно обойтись.
Резиновую крошку можно приобрести на:
- специальных перерабатывающих заводах;
- предприятиях, производящих РТИ (резинотехнические изделия). На них это побочный продукт производства;
- заводах, которые восстанавливают поврежденные протекторы шин. Одним из отходов этого процесса является как раз резиновая крошка.
Оборудование
Для небольшого производства потребуется:
- вулканический пресс, который может производить до 100 м 2 продукции за 1 день. Его стоимость – в районе 300 – 400 тыс. руб.;
- сушильная камера (термошкаф).Ее цена – 100 000 – 150 000 руб.;
- прессовальные формы для резиновой крошки – 40 000 руб. каждая. Их понадобится не менее 3-4;
- строительный смеситель (центрифужного типа) – 120 000 – 220 000 руб. Их понадобится 2.
Также при изготовлении не обойтись без такого оборудования, как:
- стола (для формовки) и платформ для смесителей;
- тележек для перемещения бочек с клеем;
- шпателя, чтобы при укладке подравнивать смесь в пресс-формах;
- весов (электронных);
- спец. дрели, оснащенной насадкой, чтобы смешивать составные;

Цена сырья и материалов для производства резиновой плитки:
- 1 тонна черной резиновой крошки стоит в среднем 20 000 руб.;
- тонна цветной – 25 000 – 40 000 руб.;
- 1 кг клея из полиуретана – 150 руб.;
- красители – 8-10 руб. за 1 кг.
Расход электричества составит приблизительно 15 кВт / ч.
Приобрести оборудование можно у таких производителей, как Альфа-СПК, ЭКО-ТОП, ООО «Альфа-МСК», посредников, доставляющих его из других стран (Far East Trans и другие) по доступной цене.
Формы для плитки
Формы для резиновой плитки можно купить у производителей оборудования, указанных выше. Распространенные размеры: 550x550x55 (45) мм, 1100x1100x55 (45) мм.
Бизнес-план
Производство резиновой плитки из крошки – дело не очень затратное. Чтобы создать небольшой завод, понадобится приблизительно 1 200 000 руб.
Для обеспечения производственного процесса необходимы:
- территория площадью приблизительно 120-130 м 2 под цех и склады для хранения сырья и готовой продукции;
- 3-4 рабочих для одной смены;
- бухгалтер и менеджер.
1 м 2 плитки можно продать за 1700 руб., а 100 плиток сбыть оптом за 62 000 руб.
Рентабельность такого производства достаточно высока – в районе 20-40%, и если за день производить до 35 м 2 продукции, то понесенные затраты окупятся уже через 4-6 месяцев.
За это время можно получить выручку от продаж около 7,5 млн. руб. (35·1700·21дн.·6 мес. = 7 497 тыс. руб.).
 Ежемесячный:
Ежемесячный:
- Доход 35·1700·21дн. = 1 249,5 тыс. руб.
- Расход 920 тыс. руб.
- Прибыль 1249,5-920 = 329,5
Постепенно развивая бизнес, повышая производительность, можно достичь и более высокого показателя.
Можно ли сделать плитку в домашних условиях?
Высококачественную продукцию, которая изготавливается холодным способом, произвести «на дому» нереально. А вот «горячий» дешевый вариант вполне реалистичен.
Для изготовления резиновой тротуарной плитки своими руками больших площадей, денежных и временных затрат не требуется – достаточно будет прикупить такое оборудование, как горячий пресс, пресс-формы, ну и естественно сырье в виде резиновой крошки и других компонентов.
Если покупать самое дешевое оборудование б/у, то стартовая инвестиция не превысит 200 000 – 250 000 рублей.
Таким образом, мини-производство плит из резиновой крошки своими руками возможно даже в гараже. Проблемы могут начаться позже – на этапе продажи. «Горячая» плитка – товар с не очень хорошей репутацией, поэтому с поиском клиентов могут быть проблемы.
Видео по теме
Автор данного видео рассказывает о том, как воплотить бизнес-идею по производству и реализации плитки и брусчатки из резиновой крошки, о выборе станка и оборудования для ее изготовления в домашних условиях, а также о достоинствах этого материала и преимуществах его перед другими видами.
Заключение
Как видим, изготовление плитки из резиновой крошки – дело весьма выгодное, особенно при грамотном составлении бизнес-плана.
Это дело не требует больших затрат и быстро окупается.
Оборудование для производства тротуарной плитки

- Что нужно для изготовления плитки вибролитьём?
- Оборудование для вибропрессования
- Нюансы приобретения
Производство тротуарной плитки может оказаться неплохим вариантом собственного дела – чтобы открыть мастерскую, понадобится не так уж много капиталовложений. При этом важно закупить правильное оборудование, которое поможет производить качественный и долговечный товар, способный обеспечить своему производителю достойную репутацию.

Если вы решились производить плитку самостоятельно, надо будет выбрать один из двух способов её производства – вибролитьё либо вибропрессование. Оборудование в двух случаях будет совершенно разным, поэтому рассмотрим, что именно пригодится.


Что нужно для изготовления плитки вибролитьём?
Для производства тротуарной плитки методом вибролитья в качестве сырья используют густую, но при этом сравнительно жидкую бетонную массу. Вкратце принцип изготовления товара выглядит следующим образом: в специальные формы заливают бетон, а затем выставляют ёмкости на вибростол. Последний, вибрируя, обеспечивает надлежащее уплотнение вещества, благодаря чему в его толще не остаётся каких-либо воздушных пузырьков. Таким образом масса уплотняется без использования пресса до той степени, которая позволяет в застывшем виде дать тротуарной плитке требуемую прочность и долговечность.


Сразу уточним, что вибролитьё – не оптимальный способ производства брусчатки. При том, что плитка имеет шанс получиться неплохой, у неё всё же будет довольно высокий коэффициент водопоглощения и это не в лучшую сторону скажется на прочности и долговечности. Тем не менее в самостоятельном домашнем производстве именно этот способ оказывается дешевле и проще, поэтому его выбирают отдельные хозяева лично для себя и даже маленькие провинциальные мастерские.

Бетоносмеситель
Тут изобретать велосипед не придётся – для использования в домашнем производстве сгодится обыкновенная бетономешалка, работающая благодаря принципу гравитации. Купить такую можно в любом крупном строительном магазине и стоить она будет недорого.

Важно правильно выбрать объём груши бетономешалки. Если вы на самом деле не планируете открывать собственное дело, а просто хотите сделать тротуарную плитку для собственного двора своими руками, маленького объёма хватит вполне – так будет дешевле.
Большую бетономешалку для любительского производства покупать бессмысленно – если не хватит форм для заливки, оставшийся бетон будет испорчен.


Формы
Суть производства плитки заключается в формовке бетона, поэтому обойтись без форм не получится. Чтобы продукция получилась разнообразной и в наборе выглядела красиво, формочки желательно брать разные – хотя бы двух видов. Обычно специалисты советуют не экспериментировать с самостоятельным производством форм, потому что часть из них изначально окажется бракованной, а другая часть не выдержит нагрузки и вибрации или элементарно будет липнуть к бетону, делая невозможным извлечение плитки. Не имея опыта, вы вряд ли сумеете сделать хорошие формы вручную, поэтому их куда практичнее купить.



Наиболее распространёнными материалами для производства форм на сегодняшний день являются пластик, стекловолокно и силикон. Силиконовые пустышки стоят дороже остальных, однако именно они считаются наиболее практичным и уместным выбором.
Дело в том, что они, в отличие от конкурентов, имеют определённую эластичность, поэтому снять их с самодельной брусчатки не так сложно. Пластиковые и стекловолоконные формы перед извлечением готовых изделий придётся нагревать, а это в принципе не получится сделать мгновенно, тем более в домашних условиях, где нагрев возможен будет только небольшими партиями.


Формовочный вибростол
Собственно, самое главное приспособление для производства брусчатки, без которого никакое производство вообще не получится. Выглядит он как прочная и надёжная столешница, которая крепится к станине подвижно. В толще агрегата скрыт двигатель, обеспечивающий столешнице непрерывную вибрацию – из-за этого установленные формы с жидким бетоном постоянно дрожат на протяжении многих часов.
В таких условиях любые воздушные пузырьки в толще жидкого материала поднимаются к поверхности. Получившаяся плитка оказывается плотной и без посторонних вкраплений, что самым положительным образом сказывается на её прочности.
Термокамера и расформовочный вибростол
Выше мы сказали, что в домашних условиях многие разновидности формочек будет сложно освободить от содержимого без нагрева. При этом промышленные предприятия, естественно, не делают этого на обыкновенной кухонной плите, как уже, возможно, собрались делать вы – вместо этого они закупают специальное оборудование.
Одним из вариантов является термованна – особая ёмкость с постоянно поддерживаемой высокой температурой внутри. Помещённые в неё формы быстро нагреваются и от этого расширяются, благодаря чему застывший бетон можно отделить от них. Расформовочный вибростол действует по принципу, похожему на работу формовочного вибростола, – мелкая вибрация призвана разорвать неустойчивые соединения, а таковым является линия контакта отвердевшего бетона с формой.


Оборудование для вибропрессования
Вибропрессование уже более типично для крупных предприятий в том плане, что для производства товара потребуется закупка серьёзного оборудования. Впрочем, в этом можно усмотреть и очевидный плюс – процесс формовки полностью автоматизирован. Кроме того, сейчас уже можно купить ручной мини-станок, который стоит значительно дешевле и может окупиться по результатам производства даже небольшой партии продукции.

Принципиальным отличием производства тротуарной плитки методом прессования является то, что бетон в данном случае нужен не влажный, а полусухой. Из-за этого обыкновенная гравитационная бетономешалка нам уже не подойдёт – густая масса внутри будет липнуть к ней и приставать к стенкам, из-за чего никакого перемешивания толком не получится. Желающему освоить этот способ производства придётся купить более дорогую бетономешалку с принудительным вымешиванием.
Обратите внимание, что имеется в виду не просто груша, вращающаяся благодаря электрическому двигателю, а конструкция, внутри которой есть вращающиеся лопасти, которые обеспечивают примерно такой эффект, какой даёт кухонный венчик.

Вибропресс принято расценивать как серьёзное промышленное оборудование – по крайней мере, у него предусмотрены встроенная гидравлическая система для достаточной степени сжатия и собственный блок управления. В этом контексте ручной пресс может подвергаться критике того же рода, что и оборудование для вибролитья – без гидравлического привода сила прессования будет не такой уж впечатляющей, и это неизбежно скажется на эксплуатационных характеристиках готовой продукции. По этой причине предприятие, рассчитывающее на прибыль, должно потратиться на вибропресс – эта инвестиция должна со временем окупиться.
Человеку, только что впервые узнавшему о существовании формовочного вибростола, вибропресс может показаться им же, поскольку это тоже станина с вибромотором. Однако в данном случае оборудование более сложное – оно дополнено прижимным прессом, который также оснащён вибромотором.


Если для вибролитья необходимы полноценные формы для производства плитки, то в вибропрессовании используются только рамки, напоминающие пчелиные соты требуемой формы. Поскольку для производства используется полусухая смесь, не склонная к растеканию, её засыпают в рамки без дна, установленные прямо на станину, – материал всё равно никак не сможет вытечь. После этого рамка накрывается прижимными листами (по сути, обычными металлическими пластинами с декоративными насечками), и нагрузка с сопутствующей вибрацией сверху передаётся именно на эти пластины.

Получается, что полусухая смесь в рамке испытывает вибрацию и сверху, и снизу – такое интенсивное вибрирование позволяет полностью избавить массу от малейших вкраплений воздуха. Усилить эффект помогает и то, что вещество спрессовывается под большим давлением. Благодаря тому, что в нём изначально практически не было влаги, она не может испариться и оставить после себя пустоты – значит, в толще бетонного изделия не может замерзать впитываемая атмосферная или грунтовая вода, которая постепенно разрушила бы брусчатку.
Именно поэтому продукция, изготовленная методом вибропрессования, считается более надёжной, и чем суше была смесь, из которой её сделали, тем лучше.

Нюансы приобретения
Обратите внимание, что закупка специального оборудования для изготовления тротуарной плитки только для собственных потребностей никогда не будет оптимальным вариантом с точки зрения практичности – просто потому, что нужная техника не успеет окупиться на столь маленькой партии товара. Именно поэтому вибролитьё в домашних условиях популярнее вибропрессования – формовочный вибростол можно сконструировать даже собственными руками из подручных материалов, а расформовочная его версия или термованна не понадобятся, если используются силиконовые формы.
Для производства вибростола нужен обыкновенный стол, который не будет стоять на полу, а зависнет в воздухе, будучи закреплённым на самодельном прочном металлическом каркасе через пружины или резиновые прокладки. С нижней стороны к нему крепится любой достаточно мощный электродвигатель, который в ходе работы неизбежно даёт вибрацию, – вот техника и готова.


С вибропрессом задача самостоятельного производства намного сложнее – там нужен предельно точный чертёж, иначе рисунок на плитке будет безнадёжно испорчен. Ввиду этого, в большинстве случаев практичнее именно купить вибропресс, а не изготавливать его самостоятельно – даже если он не окупится на реализации ваших потребностей, то хотя бы может быть продан в будущем. Самостоятельное изготовление такого оборудования чревато не только катастрофическими ошибками, но и огромными затратами времени при том, что особой финансовой экономии не наблюдается.


Серьёзнейшим недостатком вибропресса является то, что он настроен на производство брусчатки одного конкретного вида, и прижимные пластины по площади поверхности должны в точности соответствовать размерам стола. Чтобы сделать какую-то совсем другую плитку, придётся продемонстрировать танцы с бубном – купить новый матричный блок и заняться перенастройкой агрегата. Во многих случаях для обывателя это настолько сложно, что он предпочитает отдать преимущество вибролитью – там ассортимент меняется простой покупкой новой формы.
Производство тротуарной плитки: технология, оборудование, расходные материалы

Завоевавшая особенную популярность у градостроителей и частных владельцев домов, тротуарная плитка является настоящим украшением любого уголка города или дачи: яркие или приглушенные цвета, изысканные рисунки кладки, разные стили исполнения делают ее применение по-настоящему разнообразным.
Когда начали производить тротуарную плитку?
Появление первой бетонной плитки в качестве дорожного покрытия в Российской Империи извесно еще в начале XX века, но в связи с наступлением революции и последовавшей за ней гражданской войной, вымостить ею удалось лишь несколько площадей в Москве. На первое место встали политические и экономические интересы, а благоустройство улиц перестало интересовать власть. Рабочие стали покрывать дорожное полотно асфальтом и щебенкой.
Но спустя время, 90-е годы двадцатого века стали прорывом в применении бетонной плитки. В новых условиях экономической политики промышленное изготовление искусственного камня начало свое возрождение, что заинтересовало многих застройщиков. Плитка стала востребованной для декорирования дорожек на частных усадьбах, садовых участках, мощения тротуаров и площадей.

Качество используемой плитки тогда оставляло желать лучшего. По прошествии зимы она начинала трескаться, а все дорожное покрытие приходило в негодность. В погоне за быстрой прибылью производители меняли технологический процесс и совсем не учитывали особенности российского климата. Постепенно дорожники вновь вернулись к асфальту.
Постоянно растущий рынок и потребительский спрос заставили производителей вернуться к изготовлению тротуарной плитки с соблюдением всех технологических нюансов, учитывать опыт западных стран, использовать в производстве качественное сырье. Начала появляться новая бетонная плитка, которая не только была устойчива к температурным и климатическим воздействиям, но и выполняла облагораживающую функцию. В настоящее время основание и ведение бизнеса по производству бетонной плитки является актуальным вопросом для многих предпринимателей.
Бизнес-план

Анализ потребностей строительного рынка, необходимые расчеты, план по организации производства плитки для тротуаров схож почти для всех бизнес-проектов. Эта информация стандартная и ее можно почерпнуть в различных источниках. Особое внимание следует уделить аспектам ценовой политики конкретного бизнес-плана, который всегда индивидуальный для каждого предпринимателя. Основные разделы бизнес-плана, его структура, обязательные пункты отображены в шаблоне, который можно скачать здесь.
Вцелом на организацию производства тротуарной плитки цена затрат колеблется от полумиллиона до двух миллионов рублей (оборудование), отдельные составляющие затрат:
- Сырье для производства (песок, щебень, красящие пигменты, цемент, специальные пластифицирующие добавки).
- Не забудьте учесть расход электроэнергии, воды, оплату труда рабочих, налоговые отчисления.
В зависимости от выбранной технологии и типа оборудования делается расчет бизнес-плана.
Необходимое оборудование для производства тротуарной плитки высокого качества

Линия для производства тротуарной плитки
Для начала организации бизнеса потребуется необходимый комплект производственного оборудования:
- Вибростол заливочный;
- Бетоносмеситель;
- Вибростол распалубочный, оснащенный комплектом рамок для разбивки плитки;
- Формы для заливки бетона.

Цена на приобретение базового комплекта станочного оборудования для изготовления плитки будет колебаться от 100 до 500 тысяч рублей. Если же скорость производства приоритетна, а удобство изготовления — одно из главных критериев в выборе оборудования, то нужно будет располагать суммой в 1,5 млн рублей и более. Именно от такой суммы начинается продажа стационарного вибропресса, представляющего собой автоматизированную полуавтоматическую линию для создания бетонных изделий. Оборудование для производства тротуарной плитки станет инвестицией в дальнейшую прибыль от продаж готовых изделий.
Все эти автоматизированные линии и станки подходят для изготовления:
- бетонных блоков,
- бордюров,
- кирпичей различных типов.
Достаточно будет приобрести формы для заливки бетонного раствора. Предприниматели считают разносторонний функционал базового оборудования и линий производства весьма выгодным вложением, так как это ведет к расширению ассортимента.
Дополнительно необходимо приобрести гидравлическую тележку, трансформатор и погрузчик для перекладывания готовой бетонной смеси, а также, лопаты, тачки, мастерки и прочий мелкий инструментарий.
Формы для производства тротуарной плитки

Важным элементом в производстве тротуарной плитки, наряду с базовым оборудованием, считаются специальные формы для производства тротуарной плитки. В дальнейшем процессе изготовления плитки формы станут основным расходным материалом.
Часто стоимость готовой продукции напрямую зависит от формовки штучных элементов, собирающихся в сложные рисунки при мощении тротуаров. Чем сложнее и изящнее готовый рисунок, тем дороже готов заплатить конечный потребитель. Поэтому стоит ориентироваться на уникальные, сложные варианты, способные заинтересовать покупателя.
Цена формы за одну такую форму колеблется от 20 до 100 рублей. Такой ценовой разброс обусловлен качеством материала-основы, сложностью их выпуска. Главным материалом для изготовления форм для тротуарной плитки является прочный пластик.
Технология производства тротуарной плитки евростандарт

Сам технологический процесс не требует научных знаний. Изготавливая бетонный раствор, достаточно будет соблюсти точные соотношения требуемых составляющих бетоносмеси.
Бетонная смесь: рецептура изготовления
Слой первый. Фактурный
Является основой, внешней качественной характеристикой тротуарной плитки. Состав готовой смеси бетона на 1 м.куб.:
- Цемент — 500 кг;
- Песок с щебенем (соотношение смеси 2:1);
- Добавки пластифицирующие — расход по характеристикам самой добавки (согласно инструкции производителя);
- Специальное красящее вещество — от 8 до 12 кг.
Слой второй. Основной
Обеспечивает плитке прочность и необходимую толщину. Состав готовой смеси бетона на 1 м.куб.:
- Цемент — 250 кг;
- Песок и щебень (соотношение смеси 1:1);
- Добавки пластифицирующие — по характеристикам самой добавки;
- Краситель не используется.
Технология изготовления тротуарной плитки с помощью базового оборудования

- В малом бетоносмесителе готовят смесь из цемента с добавлением пигмента, а в большем по размеру — без присутствия пигмента. На вибростоле выкладывают формы для будущего изделия. Дно формы на 2 см заливают цветным раствором бетона. Если готовое изделие будет иметь серый цвет, то краситель не добавляют. Для равномерной усадки массы в форме включают вибратор и выжидают 10 секунд. Необходимо контролировать, чтобы вибрация стола не была излишней.
- Следующим слоем выкладывают бетонный раствор без пигмента до верха формы. Затем подключают вибратор еще на 10 секунд. Лишний бетон срезают строго по краю металлическим уголком. После заливки форм бетоном под воздействием вибратора, поверхность будущего изделия хорошо затирается. Если бетона оказывается не достаточно, то его добавляют в формы без воздействия вибратора и затирают. Готовые формы устанавливают на поддоны, прокладывая пластиковыми листами. Итоговое количество слоев не должно превышать 10 штук. Поддоны с готовыми формами покрывают полиэтиленом и выжидают двое суток. Полиэтилен не даст бетону подсохнуть.
- Перед изъятием плитки форму греют на водяной бане до 70°C, выдерживая каждую на протяжении двух минут. Затем располагают на вибростоле до итогового изъятия. Если форму не нагревать, то срок ее эксплуатации значительно сокращается. Помимо этого, тонкие плитки могут получиться с браком. Затем плитку сушат на протяжении двух дней при температуре помещения.
По окончании распалубки изделия выкладывают на поддоны «лицом к лицу», стягивая лентой для упаковки. Чтобы добиться твердости бетона и сохранить ему товарный вид, его укрывают пленкой-стрейч. Летом затвердение бетона возможно при выдерживании его около 7 суток до 70% от проектной точности. В зимний период плитку выдерживают около 28 суток, чтобы достичь показателя в 100% от проектной точности.
Приготовление красящего вещества

Цвет тротуарной плитке задает пигмент
Пигменты в порошке неорганического происхождения соединяют с водным раствором, смешивая до получения консистенции по типу сметаны. Получившуюся массу выдерживают около часа. Этот процесс обязателен для ускорения рассеивания пигментов, величина которых характеризует эффективность окраски плиточных изделий.
Порошковый пигмент довольно высокорасходный по цене материал, а своим высоким содержанием в составе бетонного раствора ухудшает его качественные показатели. Поэтому при достижении необходимой насыщенности порошок больше не добавляют.
Формула красящего пигмента постоянна, что позволяет хранить раствор длительное время. Во время хранения цвет может стать насыщеннее за счет увеличения рассеивания красящего вещества, что может значительно сэкономить его использование. Перед смешиванием с бетоном пигмент нужно хорошо вымешать.
Уход за пластиковыми формами для заливки бетонной плитки осуществляется при помощи слабого раствора 5%-ной соляной кислоты. Превышать процент раствора не стоит из-за опасного воздействия на здоровье человека. После обработки форм соляной кислотой их дополнительно промывают проточной водой.
Оборудование для производства брусчатки
Если возникло желание или необходимость заняться самостоятельным изготовлением фигурных элементов мощения или, сокращённо, ФЭМ, то минимум, что для этого потребуется – это оборудование для производства тротуарной плитки. При этом стоит сразу определиться, каким методом будет делаться продукция. Различают несколько основных технологий, но наиболее применяемыми являются две:
- производство ФЭМ методом вибропрессования;
- производство тротуарной плитки вибролитьём.
Для каждого из указанных процессов потребуется свой комплект приспособлений и машин.
О чем эта статья
Отличия технологий
Следует пояснить, в чём различие этих двух технологий.
- Способы уплотнения бетона. При вибролитье уплотнение бетона происходит путём вибрации, а при вибропрессовании дополнительно на состав воздействует ещё и высокое давление. Следовательно, для второй методики потребуется другая машина, нежели для первого.
- Методы вторичного увлажнения. Второе отличие – метод увлажнения. В обоих случаях для изготовления используется цементный состав с недостаточным для полноценного его схватывания количеством воды. Это нужно для качественного формования продукции и получения, в конечном итоге, более плотного бетона. При вибролитье вторичное увлажнение происходит при выемке готовой продукции из пластмассовых формочек. Если применяются формы силиконовые, то смачивать плитку можно простым поливанием водой при складировании. Во время вибропрессования состав бетонной смеси полусухой. Влаги в нём в несколько раз меньше, чем при в первом случае, а изделия, благодаря вибрации, получаются более плотный. Поэтому для срабатывания всех связующих свойств цемента нужно большее количество воды и большее время для её впитывания в готовые изделия.
- Приготовление бетона. При вибролитье применяется более влажный, а следовательно, более подвижный бетон. При вибропрессовании используется полусухая смесь. Для приготовления второго состава гравитационная бетономешалка не подойдёт.
Вибролитьё
Для того, чтобы тротуарная плитка была изготовлена вибролитьём потребуется следующий перечень необходимых приспособлений и механизмов
Вибростол

Это главный компонент, для того, чтобы воплотить данный способ производства.
Изделие это представляет собой металлический стол, который состоит из
- рамы;
- виброплиты.
К виброплите крепится вибромотор, а сама плита установлена на виброподушках на раме, которая жёстко закреплена на поверхности пола.
Размеры вибростола могут разниться. Это зависит от объёмов производства. Обычно это:
- высота 0,7-1,2 метра;
- ширина 0,4-0,8 метра;
- длина 0,8-2 метра.
Приобрести его можно в готовом виде, а можно сделать самостоятельно. Если позволяют средства, то второй вариант предпочтительнее. Хотя на многих интернет-ресурсах и рассказывается, что самостоятельное изготовление данного оборудование дело не сложное, но всё же есть некоторые нюансы. Действительно, сделать такое приспособление своими руками можно, а вот добиться нужных характеристик вибрации будет чрезвычайно сложно. Сильная вибрация будет выбрасывать бетон из форм, слабая недостаточно уплотнять его.
Помимо этого, кроме силы вибрации, существует такое понятие, как её амплитуда. Она напрямую будет зависеть от правильности расположения на виброплите мотора, его характеристик, рёбер жесткости виброплиты. При сильной амплитуде бетон будет бурлить и изделия получатся с раковинами. При слабой амплитуде бетон может не заполнить всех неровностей форм, и это выяснится после извлечения плитки из них.
Все подобные тонкости именитые производители держат в тайне, а подобрать их на глаз без инженерных расчётов не получится. Количество брака перекроет любую экономию на оборудовании и на самостоятельном производстве в целом.
Бетономешалка

Для вибролитого метода потребуется простая гравитационная бетономешалка, которую можно купить в любом магазине. От того, в каких условия будет вестись работа, можно выбрать большой или маленький объём груши бетономешалки. Маленькие агрегаты стоят дешевле и для кустарного производства вполне подойдут. Большие мешалки стоит покупать, если есть возможность работать с большим количеством форм. Поскольку, при малом их количестве может оставаться неизрасходованный бетон, который будет некуда деть.
Формы
Это также немаловажный компонент процесса. Чтобы продукция получилась красивой и разнообразной, нужно иметь несколько разных форм. Сделать их также можно самому, но лучше приобрести у профессионалов. Эксперименты с материалами повлекут определённое количество брака, а те заготовки, что получатся будут либо разрушаться при давлении вибрации и бетона, либо залипать к готовым изделиям. Без опыта качественные формы сделать не получится.
Формы изготавливают из:
- пластика;
- стекловолокна;
- силикона.
Последний вариант самый дорогой и наиболее предпочтительный. Он позволит осуществлять выемку готовых ФЭМ без необходимости нагрева формы, что очень важно, поскольку этот экономит массу времени и средств на регулярный нагрев большого количества воды.
Стеллажи для сушки

После помещения в формы и уплотнения плитка должна некоторое время застывать, чтобы можно было провести её распалубку. Для этого в процессе производства нужно иметь некоторое количество стеллажей для складирования полусырых изделий. Если в день делается плитки немного, то разложить её можно просто на пол. Для больших объёмов потребуются стеллажи, размеры которых позволят складировать на них определённое количество плитки. Обычно, размер стеллажа такой же, как у вибростола. Это нужно для того, чтобы одни партии продукции, отличающиеся по цвету и форме, отделять от других.
Ёмкость для нагрева воды
Тёплая вода нужна для размягчения пластика форм. Такие баки, как правило делают из металла сверху на дровяной печке-буржуйке. Но есть и более технологичные конструкции. Для силиконовых и стекловолоконных материалов размягчение не требуется.
Поддоны для хранения и транспортировки
Такие элементы нужны не всегда, поскольку, в большинстве случаев при малых производствах ФЭМ нет таких объёмов продаж однородного рисунка, чтобы грузить его сотнями элементов. Для этого нужны ленточные стяжки, погрузочные машины и значительная территория.
Вёдра, лопаты
Эти инструменты нужны для всего цикла производства.
Вибропрессование

При этой технологии есть некоторые отличия в комплектации цеха. Обычно используется такое оборудование для производства брусчатки и производства тротуарной плитки вибропрессованием. Производство брусчатки методом вибролитья считается не слишком эффективным, поскольку продукция получается недостаточно прочной и долговечной по причине высокого водопоглощения.
Вибпропресс
Это уже полноценное промышленное оборудование с блоком управления, гидравлической системой. Есть, конечно, ручные прессы, но они не обеспечивают необходимой силы нагрузки.
Такая машина состоит из станины, на которую помещают рамки для заполнения бетоном. Снизу площадки установлен вибромотор. После заполнения смесью рамок на них опускаются прижимные пластины, имеющие выемки для придания текстуры будущим изделиям. На пластины давит передаётся нагрузка, которую обеспечивает гидравлическая система или рычаг. Сверху также установлен вибромотор для создания вибрации на прижимных элементах. Благодаря двойной вибрации и давлению происходит уплотнение практически сухой смеси. Это важно, поскольку любая влага, находящаяся в первичной смеси, потом испаряется. Пустоты служат камерами для впитывания изделиями грунтовой сырости, которая при морозах постепенно разрушает бетон. Чем меньше изначально в бетоне воды, тем крепче получится готовой изделие.

Вторым важным моментом полусухой смеси в том, что для формования продукции не нужны формы. Брусчатка получится и в рамках, после снятия которых плитка не расползётся. Такой механизм позволяет делать ФЭМ с высотой до 80 мм.
Бетоносмеситель
Для вымешивания полусухой смеси простая гравитационная бетономешалка не подойдёт. Бетон в ней будет прилипать к лопастям и стенкам груши и не вымешиваться. Потребуется бетоносмеситель с принудительным действием. Он отличается от простой мешалки тем, что внутри него расположены несколько комплектов вращающихся лопастей, которые вымешивают состав при горизонтальном расположении агрегата.
Пластины
Для процесса формования на вибропрессе потребуются металлические пластины размеров, идентичных площадке пресса. На этих пластинах будут находится изделия после воздействия не бетон машины. После формования пластины с брусчаткой перемещаются для первичной сушки
Рамки для сушки и поддоны
Пластины складируются на стандартные строительные поддоны, которые можно изготовить самому, а можно купить на любой стройплощадке. Пластины с плиткой устанавливаются на поддоны в вертикальную стопку. Чтобы сырые изделия не подавили друг друга вокруг них на пластины ставится металлическая или деревянная рамка, размеры которой точно соответствуют габаритам пластины и высоте изделий.
Подъёмник
Через сутки-двое для вторичного увлажнения брусчатки нужно пометить образованную стопку из пластин в бассейн с водой на 12 часов. Для этого потребуется подъёмный механизм. Обычно это тельфер, но можно приспособить и другие устройства.
Водный бассейн
В нём вымачивается готовая брусчатка или плитка для того, чтобы цемент взял необходимую для его полного затвердевания влагу. Такой бассейн делается в размерах чуть больше размера пластин и по высоте должен быть выше самой высокой стопки с готовой продукцией.
Рокла

Вынутые поддоны с вымоченной плиткой транспортируются для окончательной сушки. Для этого можно переместить поддон с продукцией тельфером к месту складирования, а можно использовать роклу, если есть ровный пол для её передвижения.
Вибросито
Для вибролитья просев песка не столь важен. Брусчатка же, преимущественно делается из очень мелкого щебня или гранитного отсева. Наличие даже ненамного более крупных камней недопустимо. Кроме того, малейшие кусочки глины в песке могут стать препятствием для полноценного уплотнения изделий.
Вибросито представляет собой тот же вибростол, только вместо плиты у него мелкая металлическая сетка. На неё сыпется щебень, песок или отсев, а вибрация отделяет только допустимые по размеру фракции.
Мелкий инструмент
Также для работы такого малого предприятия понадобятся вёдра, лопаты, ёмкости для приготовления пластификатора и т.д.
Формы для тротуарной плитки в Балашихе
На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»

На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»

На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»


На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»

На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»

На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»

На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»

На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»

На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»

На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»

На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»

На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»

На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»

На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»

На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»
Чтобы узнать, как купить форму для тротуарной плитки в Балашихе по доступной цене, воспользуйтесь нашим сервисом. Вы найдете дешевые товары и самые выгодные предложения с описанием, фото, отзывами и адресами. Цены и магазины недорогих форм можно посмотреть в нашем онлайн интернет каталоге товаров Балашихи, а так же узнать, где продаются формы для тротуарной плитки оптом в Балашихе. Если Вы представитель компании или магазина, добавьте свои товары бесплатно.
Производство тротуарной плитки в домашних условиях
Основные преимущества плитки
Тротуарная плитка является одним из лучших вариантов для оформления садово-парковых дорожек, мест отдыха, детских площадок. Брусчатка нетоксична, прочна и долговечна, при деформации некоторых элементов возможна замена.
Многообразие форм, размеров и цветов позволяет обыгрывать любой ландшафтный дизайн.
Еще одним преимуществом тротуарной плитки является несложный производственный процесс, выполнить который можно и самостоятельно в домашних условиях. Для этого не нужны специальные знания и навыки, материал доступен, а необходимый инструмент есть в хозяйстве любого дачника.
Изготовление плитки своими руками позволит значительно снизить расходы на обустройство приусадебной территории.
 Изготовление плитки своими руками позволит значительно снизить расходы
Изготовление плитки своими руками позволит значительно снизить расходы
Единственным недостатком является затраты времени, для завершения полного цикла производства понадобится один месяц. Плита долго сохнет и набирает прочности.
Технология самостоятельного изготовления достаточно увлекательна и впоследствии можно рассмотреть производство тротуарной плитки как бизнес. Составляя план будущего предприятия, необходимо предусмотреть удобное и просторное крытое помещение для сушки и хранения изделий, приобрести вибрационное устройство, формы, а также продумать каналы сбыта продукции.
Без наличия постоянных покупателей производство не будет иметь никакого смысла, поэтому необходимо заранее наладить связь со строительными магазинами или продумать организацию собственной точки продажи тротуарной плитки.
Необходимые материалы
В технологический план изготовления плитки своими руками в домашних условиях предусматривает использование простых и доступных материалов:
- цемент – необходима марка не ниже М500;
- песок – можно использовать карьерный или очищенный речной;
- вода – водопроводная, скважинная или речная, пропущенная через грубый фильтр;
- колер – строительные красители как жидкие, так и сухие;
смазка для форм.
 Пластификаторы и гидроизоляторы предотвращают попадание влаги внутрь плиты, которая разрушает ее структуру.
Пластификаторы и гидроизоляторы предотвращают попадание влаги внутрь плиты, которая разрушает ее структуру.
Это основной состав, и именно он является эталонным, различные добавки, в том числе и колер, могут влиять на качество готовых изделий. Но есть группа веществ, которые, наоборот, могут улучшить характеристики. К ним относятся гидроизоляторы, пластификаторы и гидрофобизаторы. Эти компоненты предотвращают попадание влаги внутрь плиты, которая разрушает ее структуру.
Пластификаторы и гидроизоляторы добавляются в бетонную смесь в процессе замеса, а гидрофобизаторы используют для обработки готовых изделий.
Производственное оборудование
Если составляется план производства тротуарной брусчатки, то основной статьей капитальных вложений будет приобретение оборудования. При изготовлении материала своими руками в домашних условиях можно обойтись и без дорогостоящего оборудования, а по возможности сделать его самостоятельно.
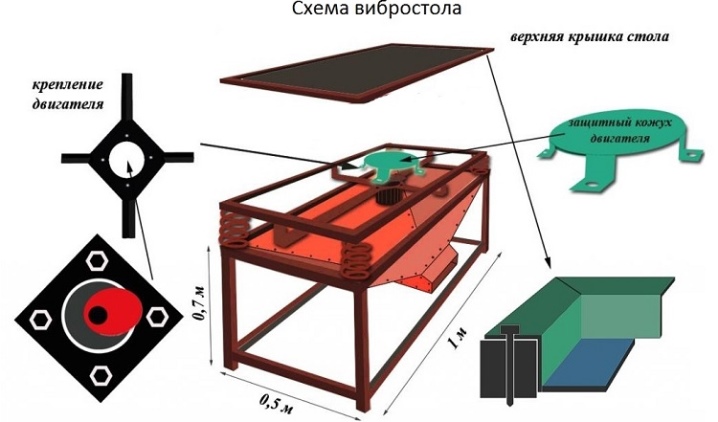
 Схема вибростола своими руками — чертеж
Схема вибростола своими руками — чертеж
Речь идет о виброустановке. Она необходима для выполнения процесса уплотнения бетонной смеси. С помощью вибраций из цементной массы удаляются пузырьки воздуха, и происходит более равномерное ее распределение по форме.
При небольших объемах производства будет достаточно одного или двух вибростолов, в зависимости от размеров столешницы на ней могут одновременно размещаться до 10 плит. Вибрационное устройство можно купить или сделать своими руками в домашних условиях, в последнем случае финансовый план производства сократится на несколько десятков тысяч рублей.
 Схема амортизации стола
Схема амортизации стола
В зависимости от мощности двигателя и размеров виброустановка может стоить от 20 до 70 тысяч рублей, производительность при этом составит 50 – 70 м2 в сутки.
Для замеса цементной массы понадобится еще одно механическое устройство – бетономешалка. Лучше приобретать агрегат, который приводится в действие механическим, а не гравитационным способом. В зависимости от количества одновременно заливаемых форм нужно выбрать объем бетоносмесителя.
Не рекомендуется оставлять готовую массу на долгое время, может начаться процесс затвердевания дальнейшее формование станет затруднительным. Стоить устройство для смешивания компонентов бетонной смеси будет от 15 до 40 тысяч рублей.
В процессе работы будут необходимы подборочные лопаты, ведра, шпателя, резиновые перчатки.
Формы для плитки
Разрабатывая финансовый план изготовления тротуарной плитки, необходимо продумать какую форму будут иметь готовые изделия. На сегодняшний момент в продаже существует большое разнообразие форм и размеров тротуарной плитки.
Чем разнообразнее ассортимент, тем будет лучше для бизнеса. Однако следует учитывать, что наибольшей популярностью пользуется прямоугольная или квадратная плитка за счет простоты укладки. Возможно, начать производство следует именно с плитки таких форм, это практически беспроигрышный вариант.
А в дальнейшем следует расширить ассортимент и разнообразить цветовую палитру тротуарной брусчатки.
Материалы, используемые для форм, могут быть разнообразными, наиболее распространены:
- металл;
- дерево;
- силикон;
- пластик.
Металлические наиболее долговечные, деревянные, скорее всего, подойдут для небольшого объема производства, поскольку достаточно быстро поглощают влагу и набухают, что делает процесс выемки готовых изделий затруднительным. Силикон и пластик используются для более сложных геометрических форм с рисунком.
 Формы и размеры тротуарных плит
Формы и размеры тротуарных плит
План производства должен предусматривать периодическое обновление форм, поскольку силиконовые и пластиковые рассчитаны на 50 – 100 циклов залива цементной массы.
Процесс производства плитки своими руками
Технология производства одинакова как для промышленных масштабов, так и для выполнения работ своими руками. Для начала следует позаботиться о необходимом сырье, сухие компоненты должны правильно храниться в крытых, хорошо вентилируемых помещениях.
Песок нужно просеять, так будут удалены посторонние частицы, комки, глина. Если используется речная вода, то ее также необходимо попустить через фильтр.
Следующим этапом будет подготовка форм, их нужно очистить от следов предыдущего использования – промыть, высушить и смазать маслом. Это необходимо чтобы готовая плитка легко отделялась от стенок.
Технология производства тротуарной плитки
Смазывать можно машинным маслом, его нужно разбавить водой, поскольку слишком жирная поверхность может испортить качество плитки, она будет иметь раковины и пустые полости. Разводить масло нужно в следующей пропорции: на 50 грамм машинного масла расходуется 1,5 литра воды, эту смесь нужно тщательно перемешать.
Если план производства предусматривает наличие в составе пластификатора, его также необходимо подготовить заранее. Его количество не должно превышать 0,5% от общего количества бетонной массы. В противном случае можно не только не добиться улучшенных характеристик, но и испортить всю партию плитки.
Пластификатор используют в пропорции: на 40 литров воды 200 грамм. Сначала нужно развести сухую смесь в одном литре горячей воды, затем добавить оставшуюся часть жидкости и хорошо размешать.
 Подготовка красителя также должна осуществляться перед замесом бетонной массы
Подготовка красителя также должна осуществляться перед замесом бетонной массы
Подготовка красителя также должна осуществляться перед замесом бетонной массы. Колер продается в сухом или жидком виде, его смешивают с водой в пропорции: 800 граммов пигмента на 3 литра теплой (40 – 50оС) жидкости.
Этот компонент является достаточно дорогим, но не стоит снижать пропорции, поскольку плитка может получиться слишком бледная, и иметь эффект выгоревшей краски. Такую партию будет трудно реализовать.
Если план производства плитки предусматривает ее изготовление своими руками в домашних условиях, что подразумевает экономию денежных средств, то лучше использовать технологию двухслойной заливки. Вначале форма наполняется смесью, содержащей пигмент, затем неокрашенной массой.
При этом важно чтобы временной интервал между заливками не превышал 20 минут. Такая плитка получится даже лучшего качества, будет более прочной.
Следующим этапом технология предусматривает приготовление цементного раствора. Вначале бетоносмесительное устройство смачивается водой. Это позволит более качественно смешать компоненты и предотвратит засорение бетономешалки растворным налетом.
Для тротуарной плитки необходимо три ведра цемента, два ведра воды, включая растворенный пигмент и пластификаторы и девять ведер песка. Консистенция массы должна быть как мокрая земля. Не стоит удивляться и бояться этого, когда раствор будет помещен в формы и виброустановку, воздух удалится, а масса станет выглядеть жидкой.
Излишняя влага испортит плитку, сделав ее более хрупкой. Хорошо вымешав бетон, до красивой, однородной массы, можно приступать к заполнению форм.
 Готовая бетонная смесь имеет удобоукладываемость ОК = 3-4 см. Поэтому для ее уплотнения используют кратковременную виброобработку.
Готовая бетонная смесь имеет удобоукладываемость ОК = 3-4 см. Поэтому для ее уплотнения используют кратковременную виброобработку.
На следующем этапе в изготовление плитки своими руками включается вибрационное устройство. Формы размещаются на поверхности стола, не следует сильно перегружать его, поскольку излишняя масса снизит вибрационные колебания, а для завершения этапа понадобится больше времени.
Этот процесс длится не более 5 минут. О готовности можно судить после появления на поверхности бетона белой пленки. По истечении отведенного времени формы удаляются с вибростола и их нужно поместить на сутки в помещение, защищенное от прямых солнечных лучей.
Затем готовые плитки извлекаются из форм и складываются в небольшие стопки. Для полного высыхания и затвердевания должно пройти от 5 – до 20 дней. После этого можно готовить тротуарную плитку к реализации.
Для чего необходим геотекстиль
Если план производства тротуарной плитки своими руками включает и собственную торговую сеть, то целесообразно дополнить ассортимент сопутствующими товарами, к ним можно отнести:
- песок;
- гравий;
- цемент;
- геотекстиль.
Эти материалы необходимы чтобы изготовить основу-подушку для кладки плитки. В подготовленную почву в месте будущей дорожки засыпают вначале гравий, сверху десятисантиметровый слой песка, на него укладывается геотекстиль.
 Геотекстиль препятствует прорастанию травы и сорняков
Геотекстиль препятствует прорастанию травы и сорняков
Это строительный материал, который визуально напоминает ткань, однако, при его производстве используют волокна полиэфира или полипропилена. Геотекстиль обладает высокими техническими характеристиками – он прочный, не подвержен гниению, стойкий к различного рода химическим воздействиям.
Геотекстиль препятствует прорастанию травы и сорняков, благодаря этому дорожка будет иметь ухоженный вид. Также он прочный, не деформируется и способен поддерживать нужную форму. Именно поэтому геотекстиль кладут на слой утрамбованного песка.
Очень важным моментом при кладке тротуарной плитки является ее максимальная изоляция от лишней влаги. Если наружная поверхность высыхает после дождя на солнце или ветру, а также может быть обработана гидрофобизатором, то снизу от чрезмерной влаги ее будет защищать геотекстиль.
Он не пропускает влагу и не накапливает ее в себе. В случае когда планируется высокая нагрузка на тротуарную плитку, геотекстиль является необходимым компонентом подушки, поскольку способен выдерживать большое давление, слой песка под ним останется в неизменной форме.
Видео: Применение геотекстиля при укладке тротуарной плитки
Пластиковые формы для тротуарной плитки в Москве
- Формы пластиковые
- Литьевые формы
- Бордюры тротуарные
- Форма для бордюра
- Бордюр пластиковый
- Полимерпесчаная черепица
- Черепица песчаная
- Плитка полимер песчаная
- Плитка садовая
Пластиковая форма «Старый город»

«Таймекс-М» ООО | Люберцы, Москва и Московская область
Пластиковая форма для производства тротуарной плитки «Старый город». Лицевая поверхность формы полностью имитирует натуральную брусчатку старых городов. Форма произведена методом литья под давлением из специального пластика. Форма изготовлена из специальной пластмассы (полимера) и предназначена для производства изделий из бетона .
Пластиковая форма «Доска»

«Таймекс-М» ООО | Люберцы, Москва и Московская область
Пластиковая форма для производства тротуарной плитки «Доска».Лицевая поверхность формы имитирует срез доски (волокна, сучки и т.п.).По линейным размерам совместима с формой Терраса. Форма произведена методом литья под давлением из специального пластика (полимера) и предназначена для производства изделия из бетона методом литьевого .
Пластиковая форма «Терраса» оптом в Люберцах

«Таймекс-М» ООО | Люберцы, Москва и Московская область
Пластиковая форма для производства тротуарной плитки «Терраса».Лицевая поверхность формы имитирует обработанную фрезой древесину. По линейным размерам совместима с формой Доска. Форма произведена методом литья под давлением из специального пластика (полимера) и предназначена для производства изделия из бетона методом литьевого .
Пластиковая форма «Сахара»

«Таймекс-М» ООО | Люберцы, Москва и Московская область
Пластиковая форма для производства тротуарной плитки «Сахара». Лицевая поверхность формы имитирует наплывы песка. По своим линейным размерам совместима с формами Осень, Бельгийская мостовая. Форма произведена методом литья под давлением из специального пластика (полимера) и предназначена для производства изделия из бетона методом .
Пластиковая форма «Булыжник гладкий»

«Таймекс-М» ООО | Люберцы, Москва и Московская область
Пластиковая форма для производства тротуарной плитки «Булыжник гладкий». Лицевая поверхность формы ровная, гладкая с фасками по краям. По своим линейным размерам совместима с формами Булыжник Английский, Булыжник шагрень, Старый город. Форма произведена методом литья под давлением из специального пластика и предназначена для .
Пластиковая форма «Булыжник английский»

«Таймекс-М» ООО | Люберцы, Москва и Московская область
Пластиковая форма для производства доборов тротуарной плитки «Булыжник гладкий». Лицевая поверхность формы ровная, гладкая с фасками по краям. Из одной формы расформовывается две одинаковые плитки . Форма произведена методом литья под давлением из специального пластика (полимера) и предназначена для производства половинок (доборов) для .
Пластиковая форма «Булыжник гладкий 1/4+3/4»

«Таймекс-М» ООО | Люберцы, Москва и Московская область
Пластиковая форма для производства доборов тротуарной плитки «Булыжник гладкий». Лицевая поверхность формы ровная, гладкая с фасками по краям. Из одной формы расформовывается две плитки разных размеров. Форма произведена методом литья под давлением из специального пластика (полимера) и предназначена для производства разных по размерам .
Универсальные формы для бетона

ООО Интер Форма предлагает универсальные формы для бетона, подходящие для всех технологий с учетом их недоработок. Всё для производства изделий из искусственного камня: брусчатки, тротуарной плитки , заборов, элементов садово-парковой архитектуры и малых архитектурных форм . Большой ассортимент, постоянное обновление коллекции. Наши цены самые .
Под заказ / Опт и розница
Продажа бетонной тротуарной плитки 40х40х5 с доставкой по всей Москве и Московской области

ВТГ Строй | Пушкино, Московская область
Мы предлагаем Вам тротуарную плитку вибролитую от производителя наивысшего качества. Для производства тротуарной плитки вибролитой мы используем новейшие формы ТАБОС. Они намного прочнее и долговечные в отличии от обыкновенных пластиковых форм Производители дорожной бетонной плитки 40х40х5 Рисунки: Паутинка, 8 КИРПИЧЕЙ, Орнамент Вес в 1 м2 : .

