Чертежи вибропресса для тротуарной плитки. Вибропресс своими руками
Самодельный вибропресс для тротуарной плитки-с чего начать?
| Цитата |
|---|
| magnitit пишет: Я так думаю, что все зависит от того насколько тяжелые будут формы-пустоты и на каком расстоянии и потом их ведь надо будет тянуть из блока. |
Расстояние будет такое же как у Рифея универсал. А по весу незнаю, еще над пустотообразователями серьезно не думал.
| Цитата |
|---|
| magnitit пишет: А какой станок собираешься делать или есть, а матрицу лучше делать толщиной 10-12 мм. |
Станок планирую делать на подобии Рифея 05.
| Цитата |
|---|
| magnitit пишет: могу снять размеры но завтра |
Буду очень рад, заранее спасибо!
| Цитата |
|---|
| magnitit пишет: а какие блоки собираешься производить |
Стеновые керамзитоблоки 390х188х190мм.
| Цитата |
|---|
| magnitit пишет: Понятно. а то у меня есть чертежи на матрицы под теплоблок. Мог-бы скинуть. |
Скинь пожалуйста на почту Richa-tob@mail.ru как время будет почитаю про теплоблоки.
Фотки сможешь выкладывать когда будет больше 10 сообщений. Т.е. через одно сообщение сможешь добавить фото.
забыл добавить, что перегородочная матрица у меня сделана из 8 мм. метала
паунсон от перегородочной матрицы держится на простых уголках.
крепление самой матрицы
кирпичная матрица сделана из метала 8 мм., а потом вставлена в 8 мм. каркас.
вибромотор крепится непосредственно на саму матрицу
Внимание терминология!
Название изделия : «Теплоблок» не является общепринятым термином, а является лишь лишь названием торговой марки.
Обращаю ваше внимание, на то, что данное изделие не попадает под требования ГОСТ и не имеет, при этом, собственной нормативной документации, а именно:
— Альбома рабочих чертежей
— Технических условий
— Правил применения в строительстве
Это означает, что применение изделия под коммерческим названием «Теплоблок», он же «Блок Лещикова», может производиться только на условиях рисков застройщика, который принимает на себя ответственность по окончательному качеству и безопасности строительства.
Риск связан стем, что для этого изделия нет правил подтвержденных профессиональными рассчетами, а на само изделия нет правил его изготовления и технических требований.
То есть нет нормативных документов
То есть, если Вы построили дом из таких блоков, но их партия оказалась дефектной, и дом упал на голову жильцам, или если в доме произошел пожар, и жильцы отравились газами от горящего пенопласта, то виноват не производитель блоков а строитель, так как он выбрал несертефицированный материал под свою ответсвенность.
Поэтому строитель обычно заказывает проект проектировщику, а тот, если он не полоумный, никогда не включит в проект ограждающей конструкции изделия не имеющие нормативной документации
Так что это называется «Сам построил, сам живи»
САМОДЕЛКИН ДРУГ

Как сделать вибростол для тротуарной плитки
Уважаемые посетители сайта «Самоделкин друг» сегодня мы с вами разберем, как сделать вибростол для изготовления тротуарной плитки, брусчатки и бордюрного камня своими руками.. Конструкция вибростола для изготовления тротуарной плитки довольно проста, первым делом из металлического уголка или проф-трубы сваривается каркас стола, а рама столешницы делается отдельно, поверхность стола покрывается листовым металлом 1-2 мм. Края столешницы обязательно должны иметь борта высотой 2 см, а в углах прорези, чтоб вытекший из формы раствор мог стекать и не оставаться на поверхности. Далее раму стола и столешницу нужно собрать в единое целое, для чего по углам привариваются стальные пружины, они необходимы для создания той самой вибрации, создаваемой при работе электродвигателя с эксцентриком.
Вибродвигатель: он может быть как заводским, так и самодельным, в основном конечно ребята делают сами, здесь особо сложного нечего нет. Берется любой электродвигатель (к примеру от стиральной машинки) на вал надевается толстая пластина металла с приваренным болтом и затягивается гайкой. Далее при работе такой эксцентрик будет создавать вибрацию. Станок для изготовления шлакоблока
Вибрация: для чего она нужна? А необходима она для того, чтобы установив форму с раствором на вибростол, содержимое равномерно растеклось по форме, а самое главное чтоб вышли пузырьки воздуха. Основная задача вибрации-это выпустить воздух из цементного раствора. Чем меньше пор и воздуха, тем выше прочность и качество тротуарной плитки изготовленной на самодельном вибростоле.
Форма для тротуарной плитки: сегодня форму (ы) можно приобрести почти в каждом крупном строительном супер-маркете, или же заказать в интернете любой формы, размера и изображением рисунка. Материал тоже разный: силикон, пластмасса, стекловолокно.
И так, давайте рассмотрим, как самостоятельно сделать вибростол для изготовления тротуарной плитки?
Материалы
- уголок 20х20
- профтруба прямоугольного сечения
- стальная пружина 4 шт
- электродвигатель
- листовой металл 1-2 мм
- краска
Инструменты
- сварочный аппарат
- болгарка (УШМ)
- дрель
- линейка
- уголок
- молоток
Пошаговая инструкция по изготовлению вибростола своими руками.
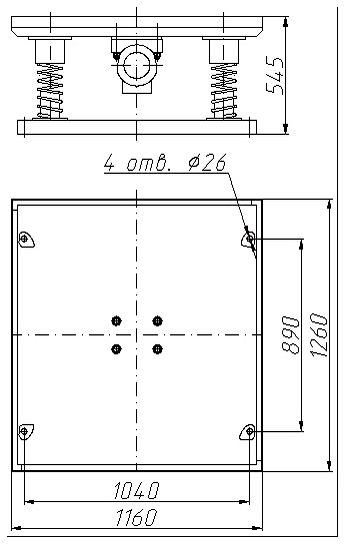
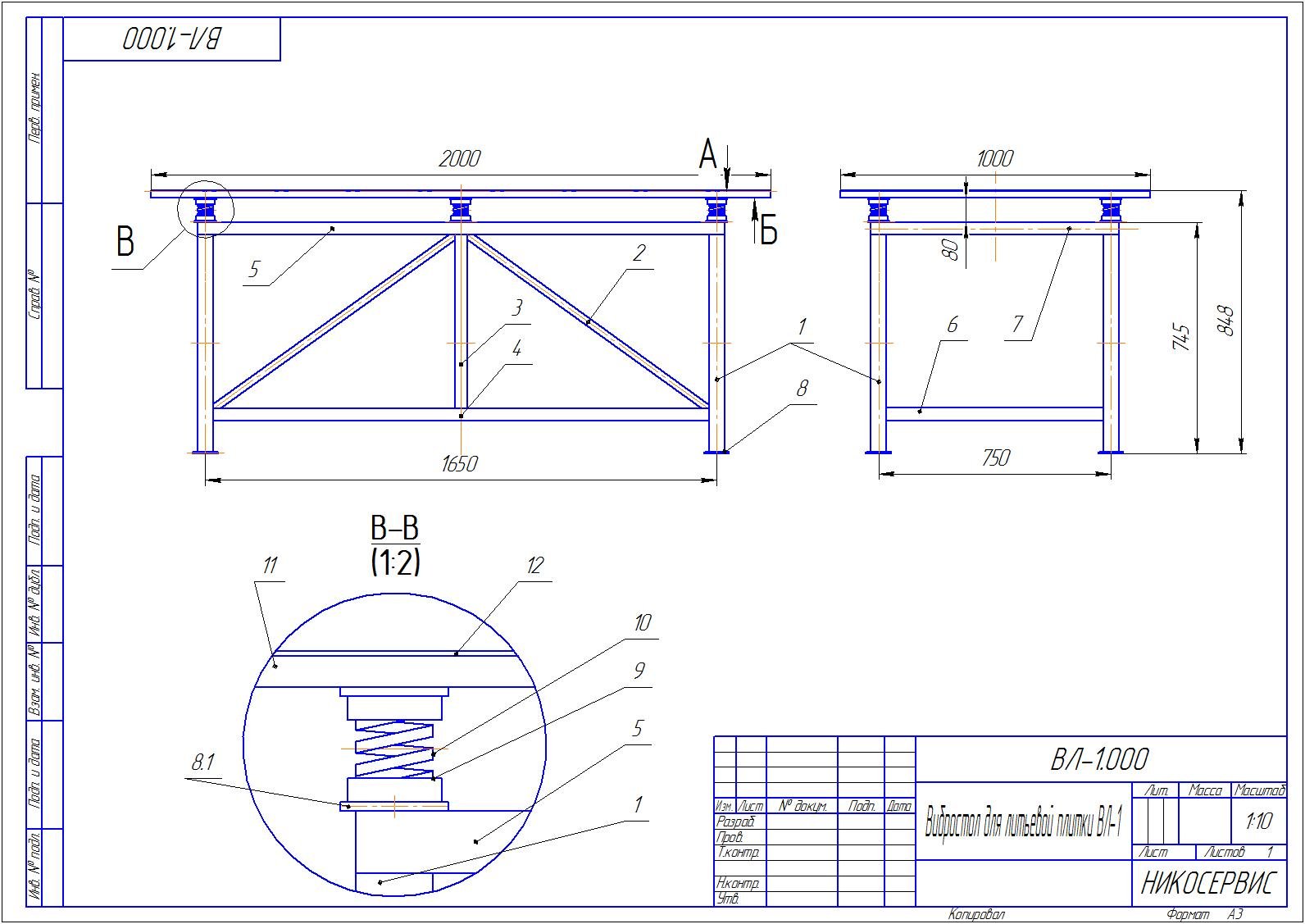
Так давайте первым делом рассмотрим чертежи вибростолов.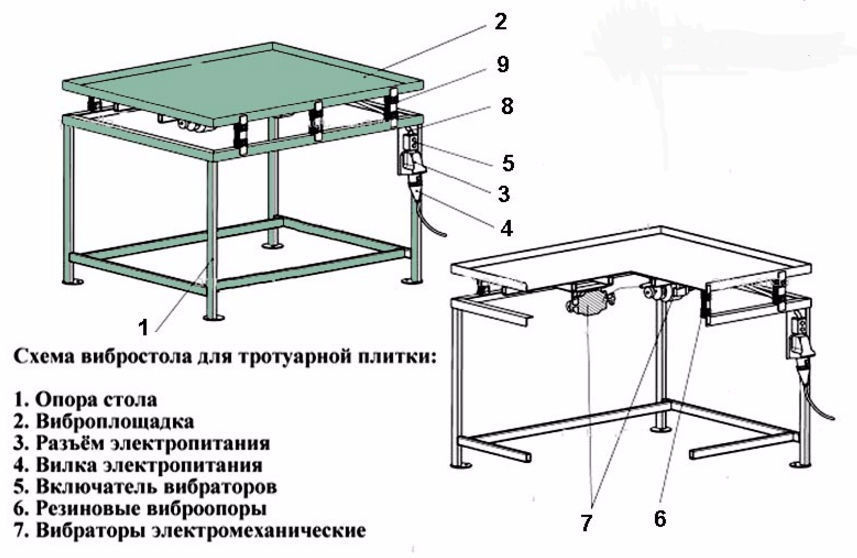
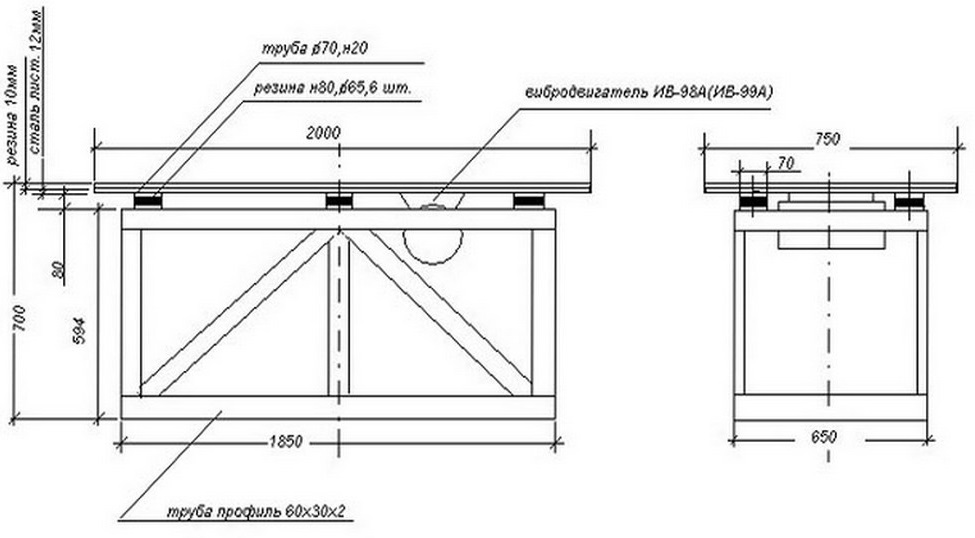 .
.
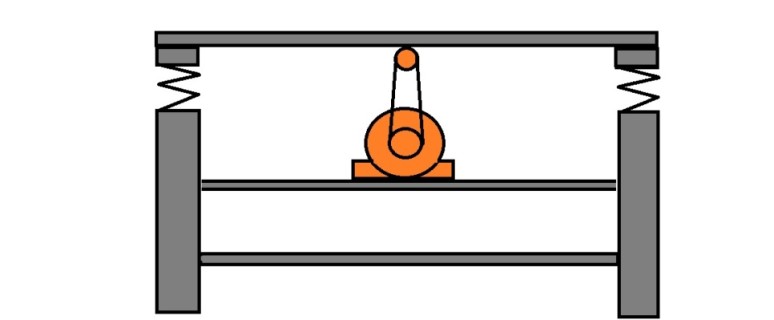 Сразу стоит внести доработку и рационализаторское предложение, в виду того что самодельные вибродвигатели зачастую выходят из строя, а именно эксцентрик выводит вал в разнос и двигатель клинит. Так вот чтоб соосность вала электродвигателя оставалась в постоянном рабочем состоянии, следует сделать следующее, разместить вал с эксцентриком отдельно, а крутящий момент передавать через ременную передачу, тем самым у нас значительно продлиться ресурс двигателя. Вот вам небольшой набросок для наглядности.
Сразу стоит внести доработку и рационализаторское предложение, в виду того что самодельные вибродвигатели зачастую выходят из строя, а именно эксцентрик выводит вал в разнос и двигатель клинит. Так вот чтоб соосность вала электродвигателя оставалась в постоянном рабочем состоянии, следует сделать следующее, разместить вал с эксцентриком отдельно, а крутящий момент передавать через ременную передачу, тем самым у нас значительно продлиться ресурс двигателя. Вот вам небольшой набросок для наглядности. Чтож ребята, погнали дальше;) Из профтрубы прямоугольного сечения следует сварить раму стола (или из уголка) Размеры в каждом индивидуальном случае будут разные, в зависимости от ваших производственных возможностей. Столешница сваривается из уголка 20х20, поверхность листовой металл 1-2 мм, обратите внимание!Борта должны быть в обязательном порядке, они нужны чтоб при работе вибродвигателя формы не слетели со стола. Прорези в углах стола способствуют естественному удалению разлившегося в процессе формовки раствора.
Чтож ребята, погнали дальше;) Из профтрубы прямоугольного сечения следует сварить раму стола (или из уголка) Размеры в каждом индивидуальном случае будут разные, в зависимости от ваших производственных возможностей. Столешница сваривается из уголка 20х20, поверхность листовой металл 1-2 мм, обратите внимание!Борта должны быть в обязательном порядке, они нужны чтоб при работе вибродвигателя формы не слетели со стола. Прорези в углах стола способствуют естественному удалению разлившегося в процессе формовки раствора.  Пружины по углам вибростола привариваются сваркой, такие пружинки можно взять к примеру от мотоциклетных амортизаторов. Служат они для передачи вибрации на столешницу вибростола.
Пружины по углам вибростола привариваются сваркой, такие пружинки можно взять к примеру от мотоциклетных амортизаторов. Служат они для передачи вибрации на столешницу вибростола.  Длинна ножек стола должна быть строго одинакова, чтоб небыло перекоса и в процессе работы все было четко и ровно.
Длинна ножек стола должна быть строго одинакова, чтоб небыло перекоса и в процессе работы все было четко и ровно.  Далее на раму стола устанавливается вибродвигатель. Сделать его можно самостоятельно (обратите внимание на фото)
Далее на раму стола устанавливается вибродвигатель. Сделать его можно самостоятельно (обратите внимание на фото)
 Ну или же купить заводской вибродвигатель с большим запасом ресурса, такого движка надолго хватит.
Ну или же купить заводской вибродвигатель с большим запасом ресурса, такого движка надолго хватит. Надеюсь с созданием вибростола для изготовления тротуарной плитки вы немного разобрались. А теперь давайте поговорим о том как самостоятельно делать эту самую тротуарную плитку, что для этого потребуется, какие тонкости и нюансы ждут вас в этом деле? Все расскажем и покажем;)
Надеюсь с созданием вибростола для изготовления тротуарной плитки вы немного разобрались. А теперь давайте поговорим о том как самостоятельно делать эту самую тротуарную плитку, что для этого потребуется, какие тонкости и нюансы ждут вас в этом деле? Все расскажем и покажем;)
Формы для изготовления тротуарной плитки.
И так, первым делом вам понадобятся формы для плитки, сегодня их можно купить в любом крупном строительном супер-маркете, или же заказать в интернете любой формы и конфигурации. Кстати материал тоже бывает разный -это в основном пластмасса, силикон, стекловолокно. По обычаю самым длительным ресурсом обладают силиконовые формы, но и цена соответственно будет выше. Так же рисунок на форме разнообразен.  Готовые формы теперь знаем где взять, далее полученные формочки нужно смазать! Да товарищи, именно смазать) нужно это для того, чтоб залитый в форму раствор не пристыл к стенке и после застывания благополучно вышел в виде готовой тротуарной плитки с гладкой и ровной поверхностью. Смазать формы можно как специальными смазками, так и народными, проверенными временем. 1.-это моющие средства (например Фери или АОС) делается мыльный раствор и им смазывается внутренность матрицы.
Готовые формы теперь знаем где взять, далее полученные формочки нужно смазать! Да товарищи, именно смазать) нужно это для того, чтоб залитый в форму раствор не пристыл к стенке и после застывания благополучно вышел в виде готовой тротуарной плитки с гладкой и ровной поверхностью. Смазать формы можно как специальными смазками, так и народными, проверенными временем. 1.-это моющие средства (например Фери или АОС) делается мыльный раствор и им смазывается внутренность матрицы.  Но этот метод не все мастера принимают и многие ребята практикуют применение отработанного машинного масла. Эффективность у него на порядок выше, но остается небольшой масляный след.
Но этот метод не все мастера принимают и многие ребята практикуют применение отработанного машинного масла. Эффективность у него на порядок выше, но остается небольшой масляный след.  Взять отработанное масло вы сможете в ближайшем автосервисе, где вам его отдадут бесплатно, ну или за символическую плату, потому как такого добра у этих ребят дополна, потому как по специфике своей работы они зачастую меняют масло в автомобилях и заливают новое.
Взять отработанное масло вы сможете в ближайшем автосервисе, где вам его отдадут бесплатно, ну или за символическую плату, потому как такого добра у этих ребят дополна, потому как по специфике своей работы они зачастую меняют масло в автомобилях и заливают новое.  По большому счету ведра или канистры с маслом вам хватит надолго.
По большому счету ведра или канистры с маслом вам хватит надолго.  Полученное масло переливаем в более удобную посуду (можно в распылитель)
Полученное масло переливаем в более удобную посуду (можно в распылитель)  А далее все просто, смазываем форму и закладываем приготовленный заранее раствор цемента /песка/мелкого гравия/ и воды, для придания цвета добавляется пигментный краситель, который так же можно купить в строительном магазине или заказать через интернет.
А далее все просто, смазываем форму и закладываем приготовленный заранее раствор цемента /песка/мелкого гравия/ и воды, для придания цвета добавляется пигментный краситель, который так же можно купить в строительном магазине или заказать через интернет.
Наполнять формы нужно не полные, чтоб при вибрации стола и растекании раствор не выливался за края  Вибрация проводится до полного растекания раствора по форме, а также нужно чтоб пузырьки воздуха вышли из раствора, чтоб тротуарная плитка получилась наиболее прочной. После вибростола формы с будущей плиткой отправляются на стеллажи. Полки и поддоны должны быть выставлены строго по уровню, чтоб в итоге плитка получилась ровная и гладкая, без перекосов.
Вибрация проводится до полного растекания раствора по форме, а также нужно чтоб пузырьки воздуха вышли из раствора, чтоб тротуарная плитка получилась наиболее прочной. После вибростола формы с будущей плиткой отправляются на стеллажи. Полки и поддоны должны быть выставлены строго по уровню, чтоб в итоге плитка получилась ровная и гладкая, без перекосов.  В таком положении формы с раствором должны отлежать не менее 24 часов, чтоб цемент застыл и тротуарная плитка приняла свой окончательный вид, далее содержимое извлекается и перекладывается для дальнейшей просушки еще на 2 недели, а уже потом можно укладывать в стопки и готовить к отправке.
В таком положении формы с раствором должны отлежать не менее 24 часов, чтоб цемент застыл и тротуарная плитка приняла свой окончательный вид, далее содержимое извлекается и перекладывается для дальнейшей просушки еще на 2 недели, а уже потом можно укладывать в стопки и готовить к отправке.  Вот таким образом можно самостоятельно сделать вибростол для изготовления тротуарной плитки и отливать свою собственную плитку, бордюрный камень. Если у Вас есть какие либо вопросы, то задавайте их в комментариях (см ниже) Всем постараемся ответить.
Вот таким образом можно самостоятельно сделать вибростол для изготовления тротуарной плитки и отливать свою собственную плитку, бордюрный камень. Если у Вас есть какие либо вопросы, то задавайте их в комментариях (см ниже) Всем постараемся ответить.
Большое спасибо за внимание, до новых встреч!
Вибропресс и вибростол для плитки тротуарной

Изготовление высококачественной тротуарной плитки предполагает использование специального оборудования. Комплект можно приобрести у производителей или собрать самостоятельно. Но, можно ли произвести эффективный вибропресс или вибростол своими руками? Для работы потребуется набор оборудования и подготовленные чертежи.
Основные характеристики
Если перед мастером стоит задача по изготовлению вибропресса для плитки тротуарной, перед работой он должен определить, какие характеристики должны быть у готового оборудования.
Производительность:
- необходимо определить какое количество изделий должен выпускать станок в течение часа;
- плитка – это плоская продукция, поэтому производительность можно рассчитать в квадратных метрах или сравнить по количеству поддонов, заполненных за единицу времени;
- эта характеристика зависит от уровня автоматизации агрегата, то есть скорости смены поддонов, выведения из рабочей зоны готовой продукции, своевременной подачи раствора в матрицу;
- при изготовлении для мощения собственного участка достаточно собрать установку с ручным управлением (вибропресс для тротуарной плитки ручной) с максимальным весом загрузки не более 35 кг. С таким устройством справится один человек.
Цикл формирования:
- в домашних условиях можно сделать вибропресс для производства с продолжительностью цикла формирования около одной минуты;
- если купить вибропресс с высокотехнологическими характеристиками, показатель составляет 9-15 секунд.
Параметры формовочной зоны:
- площадь самодельного вибростола для тротуарной плитки определяет габариты поддона, который используется при работе с конкретным прессом. Это позволяет понять, сколько плитки той или иной конфигурации можно выработать за цикл;
- чем больше зона формовки, тем более производительным и универсальным будет агрегат, — все это отражается на габаритах, мощности, массе оборудования;
- оборудование для тротуарной плитки изготавливается с формовочной зоной не более 0.3 м².
 Высота формы:
Высота формы:
- этот параметр показывает какое по высоте изделие будет формировать вибропресс, что зависит от габаритов рабочей площадки;
- мастеру необходимо знать не только максимальные параметры, конструктивно ограниченной бывает и минимальная высота прессформы. Как правило, достаточно 60-80 мм.
Частота вибрации:
- при изготовлении материала без щебня рекомендовано настраивать частоту 100 Гц, что позволяет ввести в резонанс самые мелкие частицы, улучшая распределение рабочей смеси;
- в остальных случаях достаточно частоты 50-75 Гц, что оптимально для производства брусчатки своими руками.
Сила сжатия:
- чем выше давление, которое оказывает станок, тем прочнее получается готовое изделие;
- сила сжатия ручных и гидравлических агрегатов отличается в сотни раз;
- чтобы изделие достигнуло требуемой прочности, в слабые агрегаты загружается смесь с повышенным содержанием цемента и добавок, что обуславливает конечную себестоимость плитки.
Мощность и параметры вибратора:
- для домашнего производства самодельный вибропресс достаточно оснастить одним вибратором мощностью 0.5 кВт;
- нарастить мощность можно, используя несколько источников вибрации;
- относительно небольшая амплитуда колебаний приемлема для более подвижной смеси, а высокая – для жесткой;
- для регулирования параметров вибраций следует установить потенциометр переменного тока;
- следует учитывать, что есть специфические требования к сети. Существуют однофазные устройства, работающие от сети 220 В, некоторые следует подключать к трехфазной – 380 В;
- вибратор должен быть правильно разбалансирован и закреплен по схеме;
- неправильное расположение устройства скажется на качестве материала.
Устройство вибропрессов для производства тротуарной плитки
 Для изготовления вибропресса для производства тротуарной плитки (цена готового устройства в разы ниже заводских аналогов) достаточно иметь качественный металл, чертежи с указаниями, сварочный аппарат, электродвигатель с эксцентриком, элементы гидропривода, если предполагается его устройство.
Для изготовления вибропресса для производства тротуарной плитки (цена готового устройства в разы ниже заводских аналогов) достаточно иметь качественный металл, чертежи с указаниями, сварочный аппарат, электродвигатель с эксцентриком, элементы гидропривода, если предполагается его устройство.
Основой конструкции, которая подлежит самостоятельному изготовлению, служит:
- формующий агрегат с гидроприводом или без;
- вибратор;
- оснастка.
После завершения сборки, оборудование испытывается, параметры вибрации калибруются, мастер должен убедиться в устойчивости всех жестких элементов. Перед началом производства необходимо удостовериться в абсолютно горизонтальном положении рабочего стола.
Станок для производства тротуарной плитки
Чтобы сделать полноценное оборудование, необходимо подготовить чертеж. В нем прорисовывают основные детали станка, с указанием точных размеров.
Сборка агрегата:
- лист металла (3-4 мм) раскраивается болгаркой (на детали, указанные в чертеже);
- дисками на 2 мм в местах сгибов металл надрезается на треть, тогда лист не потрескается;
- далее приступают к изготовлению матрицы – все заготовки, в том числе прихваты привариваются;
- для устойчивости снизу навариваются уголки;
- изделие обваривается снизу и сверху;
- крепятся уголки для фиксации вибратора;
- для прессования раствора изготавливается специальный поддон, соответствующий размерам матрицы. Изделие оснащается прихватами. Вибропресс для тротуарной плитки своими руками готов.
В результате должна получиться устойчивая конструкция без дна, с зафиксированным на корпусе вибратором. Вибрация реализуется за счет дисбаланса грузов. Станок устанавливается на резиновый коврик, обработанный маслом. В него загружается полусухой бетонный раствор, масса прессуется. На коврике остается готовая плитка.
Вибростол для тротуарной плитки своими руками, видео
 Вместо вибропресса можно изготовить вибростол для тротуарной плитки своими руками.
Вместо вибропресса можно изготовить вибростол для тротуарной плитки своими руками.
Далее указана последовательность работ над вибростолом для тротуарной плитки своими руками, чертежи должны содержать указанные данные:
- габариты (высота, ширина, длина) стола. Можно принять соответственно 900*800*1600 мм;
- место размещения вибратора и его габаритные размеры;
- составные элементы изделия с размерами.
Когда чертеж для вибростола для тротуарной плитки готов, можно подготовить все детали и приступать к работе:
- основание – это рама. Она может быть сварена из прямоугольной трубы 25*50 мм;
- ножки свариваются из прямоугольной трубы 50*50 мм;
- на раму монтируются заглушки. Пружины, диаметром 50 мм, длиной 25 см вставляются в заглушки на глубину 5 см;
- рабочая часть вибростола для тротуарной плитки изготавливается из листового металла 3 мм, уголка 30*30 и прямоугольной трубы 25*50 мм.
Эксцентрик производится на основе металлической шайбы, которая насаживается на вал двигателя. Сбоку прорезают резьбовое отверстие. Регулировка амплитуды достигается при помощи выкручивания и вкручивания болта. Болт крепится на шайбе контргайкой.
Двигатель крепится неподвижно, согласно одному из представленных способов:
- под углом 45 градусов, для создания вибраций во всех плоскостях;
- в горизонтальной плоскости;
- в вертикальной плоскости.
Станина и столешница могут соединяться различными способами:
- пружина электросваркой крепится на столешнице одним концом, другим погружается в заглушки;
- пружина приваривается к столешнице и основанию, то есть закладывается неразъемное соединение.
Стоимость
Если мастер не уверен в своих силах, он может прийти к стандартному варианту, то есть приобрести вибропресс для производства тротуарной плитки, — купить оборудование можно в любой компании.
 В некоторых случаях целесообразно купить вибропресс для тротуарной плитки б/у или купить вибростол для тротуарной плитки б/у.
В некоторых случаях целесообразно купить вибропресс для тротуарной плитки б/у или купить вибростол для тротуарной плитки б/у.
Эксперты рекомендуют внимательно отнестись к выбору вибропресса для производства тротуарной плитки б/у, так как неизвестно как именно эксплуатировался агрегат.
Если необходимо вибростол для тротуарной плитки купить, ориентировочные затраты складываются так:
- стандартный однофазный вибростол, цена – 18 т.р.
- если необходимо трехфазный (380 В) вибростол для тротуарной плитки купить, цена составит 21-22 т.р;
- на высокопроизводительные вибростолы для тротуарной плитки цена варьируется от 41 до 50 т.р. и выше;
- если следует приобрести самый простой станок для брусчатки, цена составит 9 т.р.
Оборудование для изготовления брусчатки и иных видов тротуарной плитки можно приобрести у производителя или собрать собственными руками с минимальным уровнем затрат.
О работе вибростола (вибропресса) для изготовления тротуарной плитки своими руками показано в видео:
Книги по теме:
Бетон и бетонные конструкции — Анатолий Зоткин — 205 руб.- ссылка на обзор книги
Справочник новейших технологий в строительстве и ремонте — В. Котельников — 234 руб.- ссылка на обзор книги
Энциклопедия индивидуального застройщика — К. Зазерский — 400 руб.- ссылка на обзор книги
Изделия и материалы для индивидуального строительства. Справочное пособие — Михаил Чернов — 100 руб.- ссылка на обзор книги
Справочник строителя — Виктор Аханов — 250 руб.- ссылка на обзор книги
Вибропресс для тротуарной плитки своими руками – экономия на ремонте
Выбирая покрытия для приусадебного участка, владельцы часто останавливаются на тротуарной плитке. Поверхность прочная, выглядит эстетично, позволяет воплощать в жизнь различные дизайнерские идеи. 
К тому же, в отличие от традиционного асфальта, не требует наличия специальной техники. Это немаловажно, поскольку не всегда есть возможность загнать асфальтовый каток во двор.
Бетонное покрытие укладывается проще, но об эстетике придется забыть. К тому же мало кому захочется иметь во дворе утилитарное покрытие в стиле промзоны. Поэтому укладка брусчатки или тротуарной плитки все более востребована, тем более, что материал стоит не так уж дорого.
Разумеется, оплата работ в комплексе (бригада плюс материал), выльется в копеечку, поэтому заказчики стараются максимально сэкономить:
- Во-первых, плитка покупается точно под площадь покрытия, то есть нет необходимости переплачивать за излишки.
- Во-вторых, подготовку поверхности для укладки тротуарной плитки легко выполнить своими руками.
- И наконец, сам процесс укладки не такой уж сложный, чтобы оплачивать труд гастарбайтеров из Таджикистана или Молдавии.
Однако, для продления срока службы поверхности, надо выполнить вибропрессование, без которого дорожки из тротуарной плитки будут буквально расплываться после очередного дождя.
Простое трамбование деревянной колодой не подойдет, усадка брусчатки производится без ударных нагрузок, равномерно на большой площади. Профессиональные строительные бригады используют специальный вибропресс для тротуарной плитки. 
Можно укладывать брусчатку и с помощью резиновой киянки, но качество работ при этом значительно снижается. К тому-же, с помощью такого вибратора вы сможете утрамбовать стартовое покрытие (подложку). Это также положительно влияет на долговечность площадки.
Если речь идет об экономии, то можно изготовить оборудование самостоятельно. Кроме того, такое приспособление пригодится и для других задач.
Делаем вибратор для плитки своими руками
Конструкция состоит из металлической либо фанерной плиты (используется многослойная фанера толщиной не менее 10 мм), вибратора с эксцентриком и приводного двигателя. Обычно применяется электромотор. 
Такая механическая виброплита может применяться не только при подготовке поверхности и непосредственном уплотнении уложенной тротуарной плитки. С ее помощью вы можете подготовить любую ровную площадку. 
Но самая существенная экономия – это изготовление (а не покупка) тротуарной плитки или брусчатки. При этом не обязательно приобретать промышленное оборудование, можно сделать вибропресс своими руками.
Принцип работы вибростола для плитки
Самый простой способ – это отливка плитки в готовые формы. Однако полученный материал получается рыхлым, и по прочности уступает даже обычному бетону. К тому же, из-за компактных размеров, сложно добиться равномерной усадки смеси.
В результате не образуются прочные связи между составными компонентами, а в теле плитки остаются воздушные пустоты. Кроме банальной потери прочности, в трещины и полости проникает вода. При минусовой температуре, образовавшийся лед разорвет уложенные блоки.
Для получения более плотного и качественного искусственного камня, оборудование для производства тротуарной плитки оснащается вибратором. Промышленные образцы работают именно по такому принципу.
Вибропресс для плитки производит прочный камень с гладкой лицевой поверхностью, которая не пропускает влагу. 
В форму загружается смесь, затем она уплотняется давлением и виброустановкой, после чего камень сохнет в определенных условиях. Чем более мощное давление воздействует на материал, тем качественнее получается продукция на выходе.
Причем наилучшая плотность получается при использовании вибропрессования, то есть одновременного воздействия давления и вибрации.
Такой станок стоит немалых денег, для производства блоков в домашних условиях это непозволительная роскошь (если конечно вы не занимаетесь коммерцией). Поэтому для разовых работ, есть смысл изготовить вибропресс своими руками.
Существует две концепции, каждая из которых имеет преимущества и недостатки. При этом любой станок можно изготовить при минимальных затратах.

Комплексный станок (вибратор и пресс)
Вибропрессующее устройство состоит из двух самостоятельных частей. Стол с установленными матрицами крепится к станине с помощью пружинных демпферов. Можно использовать резиновый подвес, если обеспечивается достаточная амплитуда вибрации. Для гашения поперечных колебаний целесообразно установить направляющую. 
Рабочую поверхность лучше сделать массивной, чтобы не было резонансной раскачки. К ней жестко крепится вибратор. Принцип действия такой же, как и в трамбующей установке (см. 1 часть статьи).
Такая конструкция хорошо работает на массивном станке для производства плитки. В качестве пресса используется гидравлическая установка, или обычный домкрат. В зависимости от комплектующих, которые вам удастся найти, можно выполнить пресс с приводом от электродвигателя.
Подвижная каретка перемещается по вертикальным направляющим с помощью цепного механизма. Конструкция приводится в движение с помощью понижающего редуктора, который можно организовать, используя разные передаточные отношения звездочек цепи. 
Толкатель пресса имеет демпферные пружинные вставки, регулирующие давление и сохраняющие цепную передачу от излишних нагрузок. На вертикальных направляющих устанавливаются концевые выключатели. Когда толкатель опустится до рабочей позиции, двигатель отключится.
Уплотнение заготовки производится с помощью вибрации рабочего стола. Давление регулируется перемещением концевых выключателей, что позволяет опытным путем подобрать усилие для различных смесей.
После поднятия толкателя, заготовки хорошо держат форму. Их можно аккуратно извлекать из матрицы, не дожидаясь застывания смеси. Такая технология позволяет организовать непрерывный процесс производства тротуарной плитки вибропрессованием.
Пример работы самодельного вибропресса — видео
Чтобы сделать такой вибропресс своими руками, не требуются дорогостоящие материалы (несмотря на громоздкую конструкцию). Металлические профили и уголки можно недорого приобрести в пунктах приема металлолома.
Двигатели подойдут от любой старой промышленной электроустановки: списанных станков или вентиляционных систем. Пружины можно взять на автомобильных разборках, или со списанной сельхозтехники.
После подбора комплектующих, составляется чертеж (он не может быть типовым, поскольку схема работы зависит от ваших потребностей в плитке и наличия деталей). Сборка производится с помощью сварки.
Болтовые соединения могут давать слабину от постоянной вибрации, и вы будете вынуждены регулярно подтягивать весь крепеж. Если установка получится достаточно крупной (зависит от мощности найденных моторов), вы получите еще и вибропресс для производства так называемого французского камня. 
Достаточно лишь немного модифицировать матрицу и снизить давление толкателя.
Упрощенная конструкция вибропресса
При небольших объемах можно обойтись без мощного пресса с механическим приводом. Матрица может работать и на «ручной» тяге. Рабочий стол на станине выполняется точно также (на демпферах), а виброустановка размещается на подвижной части станка (толкателе).
Если вы делаете вибропресс своими руками для укладки одной-двух плиточных дорожек, эта схема подойдет как нельзя лучше. При такой конструкции на толкатель устанавливается упор для вибропривода, а сам узел выполняется более массивным. 
Толкатель удобнее выполнить на поворотной штанге, тогда матрица может быстро заполняться подготовленной смесью. 
Сверху устанавливается рычаг с виброприводом, оборудованный рукоятками. Оператор устанавливает упор на матрицу, и опускает рычаг на упор. Усаживание смеси происходит за счет веса толкателя и вибропривода. Уплотнение регулируется вручную, для соблюдения высоты плитки предусматривается регулируемый упор. 
Производительность такого станка ниже, чем у конструкции с механическим прессом. Главное преимущество – компактность и простота изготовления.
Вибростол для плитки
Эта категория станков относится к самой распространенной, по причине простоты конструкции. Главное достоинство – универсальность. Для изготовления используются готовые формы, которые можно приобрести в любом строительном магазине. 
Принцип производства простой: в матрицу заливается раствор, после застывания вы получаете готовую плитку. Основных недостатка два:
- Низкая скорость работы. Производительность ограничена временем застывания смеси.
- Поскольку смесь принудительно не уплотняется, возможно образование пустот.
С первой проблемой можно бороться, приобретая несколько одинаковых форм, а второй недостаток нивелируется с помощью вибростола. Станок представляет собой ровную поверхность, закрепленную с помощью демпферов на массивную станину. Можно использовать резиновые подушки либо пружины. 
К столешнице крепится виброэлемент, конструкцию которого можно выбрать из описанных выше станков. 
На рабочую плиту выкладываются формы со смесью, включается вибропривод, и раствор под своей тяжестью усаживается, вытесняя воздушные пузыри. Плотность материала будет ниже, чем при использовании вибропресса, но для покрытий с невысокой эксплуатационной нагрузкой вполне достаточно. Если уровень раствора при усадке понизится, его можно оперативно заполнить. 
Изготовив такой станок, вы сможете выпускать плитку (брусчатку) любой конфигурации. Мало того, что в продаже имеется широчайший выбор форм, матрицы можно изготавливать самостоятельно.
Итог:
Если ваш бюджет для ремонта ограничен, вы с легкостью сможете сэкономить, потратив немного времени на изготовление оснастки. А по окончании работ, появляется возможность заработать на продаже готовой плитки.
Изготовление вибропресса для тротуарной плитки своими руками – чертежи
Вибропресс для производства тротуарной плитки – основное оборудование, использующееся в процессе создания качественного и прочного покрытия. Современные производители выпускают станки разной мощности, для определенных масштабов производства, с теми или иными функциями, но все они стоят немало. Если есть необходимость в самостоятельном создании тротуарной плитки, можно попробовать сделать вибропресс своими руками.

Вибропресс для тротуарной плитки позволяет делать элементы из двух слоев: базового и фактурного (лицевого). Базовый слой создается из песка, цемента и щебня, получается прочным и качественным. Второй слой готовят с добавлением специального пигмента, который позволяет получать любые оттенки и цвета плитки.
Производство тротуарной плитки с помощью вибропресса:
- Загрузка смеси в один или два бункера (большая емкость предназначена для основной смеси, малая – для бетона с пигментом для формирования лицевого слоя).
- Поступление смеси из первого бункера в пресс-форму, которая находится на вибростоле. Включение вибратора на 1-2 секунды для распределения смеси в матрице равномерным слоем.
- Загрузка цветного бетона в пуансон, включение режима вибропрессования на 35-40 секунд для уплотнения.
- Снятие матрицы и пуансона, перемещение готовых изделий в место, где они будут набирать прочность. Если используется технология ускоренного набора прочности, может выполняться термовлажностная обработка.
- Отправка готовых плиток на склад, потом в транспортировочные поддоны, доставка к потребителю.

Особенности вибропрессования
Метод вибропрессования достаточно прост – бетонная смесь, из которой изготавливается плитка, заливается в жесткую матрицу, установленную на постоянно вибрирующей станине. Сверху на смесь давит также непрерывно вибрирующий пуансон (деталь, которая является обратной для матрицы и точно входит в нее по аналогии с поршнем и цилиндром) до полного уплотнения смеси. Потом пуансон и матрица поднимаются, а с поддона забирают уже готовые изделия.
Составные части вибропресса
Оборудование для создания плитки предполагает определенную конструкцию и составные элементы. Вибропрессовальный мини-станок вполне можно сделать своими руками, главное – все тщательно изучить, просмотреть и сделать чертежи, продумать и следовать инструкции.
Конструкционные элементы вибропресса:
- Стол
- Столешница
- Специальное устройство для прессования
- Механизм для вибрирования
Каждая часть делится еще на несколько узлов и предполагает определенное крепление с другими элементами. До того, как начать делать вибропресс для тротуарной плитки своими руками, чертежи нужно подготовить обязательно. Их можно скачать в сети или нарисовать самостоятельно, со своими доработками и конструкционными решениями. Так или иначе, но за основу лучше брать уже готовую схему, созданную профессионалами.

Изготовление стола вибропресса
Стол для вибропресса состоит из таких конструкционных элементов: ножки, рама размером 70х100 или 50х70 сантиметров (приваренная к ножкам). Величина стола напрямую зависит от размера столешницы, который определяют, исходя из планируемых объемов производства: чем больше форм будет использоваться в процессе прессования одновременно, тем большей должна быть столешница. Длину ножек (и высоту стола, соответственно) подбирают, исходя из комфорта для работника (обычно в диапазоне 80-110 сантиметров).
Ножки вибростанка
Если планируется устанавливать вибропресс стационарно, в процессе проектирования можно добавить по 25 сантиметров к длине ножек, чтобы их можно было забетонировать в основание. Есть и другое решение – приварить стойки к закладным деталям, которые уже были забетонированы. Для переносного станка на нижние торцы стоек приваривают опорные пластины прямоугольной формы из 3-4-миллиметровой стали, чтобы вес оборудования распределялся равномерно.

Рама вибропресса
Верхнюю рамную часть стола делают из швеллера №10-12, уголковой стали 10х10 сантиметров либо двутавра №10-12. Заготовки режут по размерам в чертеже, выкладывают горизонтально на ровной поверхности, соединяют методом электросварки. Потом сварочные швы нужно очистить от шлака, аккуратно зашлифовать болгаркой и покрыть антикоррозийной краской. После того, как рама сварена, нужно проверить конструкцию на предмет плоскостных отклонений.
Сборка стола
На данном этапе изготовления вибропресса для производства тротуарной плитки необходимо собрать стол в единую конструкцию. Раму кладут на горизонтальную поверхность вверх нижней частью, к углам приваривают ножки.
Изготовление столешницы вибропресса
Столешница станка для производства бетонных плиточных покрытий (брусчатка, тротуарная плитка) должна быть прочной и жесткой. Ее каркас делают из деталей периметра и поперечных распорок.
Сам каркас с распорками выполняют из швеллера №8-10 или уголковой стали 7х7 сантиметров. Форма и размер каркаса должны точно соотноситься с формой и размерами рамы стола, столешница же может быть такой же либо больше на 6-7 сантиметров.
Все заготовки после нарезки болгаркой и торцовки укладывают на горизонтальную плоскость, сваривают электросваркой, затем обрабатываются шлифовкой швы. В процессе выполнения работ обязательно нужно следить за ровностью всех деталей. Рабочее положение каркаса такое: все горизонтальные полки швеллера либо уголка находятся сверху.
Далее нужно вырезать прямоугольник в соответствии с размерами каркаса (для этого лучше использовать листовую сталь толщиной около 8-10 миллиметров). Прямоугольник кладется сверху на каркас, аккуратно приваривается электросваркой снизу. Рабочее положение столешницы – листом стали кверху.

Устройство подвижного соединения стола со столешницей
Нужно найти 6 стальных пружин достаточной жесткости длиной до 12 сантиметров и сечением 5-6 сантиметров. Потом из трубы соответствующего диаметра (пружина должна входить внутрь свободно и без большого зазора) нарезают 12 стаканов длиной, равной трети длины пружин каждый.
Шесть стаканов приваривают по двум срединам длинных сторон и четырем углам стола сверху, другие шесть – с таким же расположением, но к столешнице снизу. До начала работ лучше столешницу положить на стол, вставить стаканы между ними и наметить соответствующие места мелком.
Выбор и установка электродвигателя или вибратора
Чтобы создать вибропресс для тротуарной плитки своими руками, не обойтись без двигателя для вибрирования. Двигатель должен быть достаточно мощным, при учете одновременного воздействия на конструкцию давления пресса. При сборке самодельного станка лучше приобретать качественные и надежные двигатели-вибраторы заводского производства, в которых предусмотрена возможность регулирования амплитуды колебаний, частоты. Подойдет ВИ-99/Е.
Давление на формы будет осуществляться вертикально, поэтому качественное уплотнение материала будет происходить горизонтально. Двигатель вибропресса крепят вертикально к столешнице снизу, примерно в точке пересечения диагоналей (там, где расположен центр тяжести). Чтобы крепление было возможным, снизу к столешнице приваривают кронштейн из стали со специальными отверстиями для крепления электродвигателя.

Изготовление прессовочного узла
После того, как раствор заливается в формы и включается вибропресс, тротуарная плитка уплотняется и приобретает нужные характеристики. Именно от момента вибрирования и прессования зависит то, насколько качественным и прочным будет материал, поэтому в процессе создания вибропресса нужно позаботиться и о механизме прессования.
К короткой стороне рамы, сбоку к средине, приваривают специальный кронштейн с горизонтальной осью. На ось монтируют рычаг, сделанный из стального прямоугольного профиля диаметром 3х5 сантиметров, к концу его приваривают втулку с отверстием для оси. К другому концу рычага монтируют сваркой поперечную рукоятку длиной до 25 сантиметров из аналогичного профиля.
Желательно, чтобы длина рычага не превышала длину стола больше, чем на 15 сантиметров (оптимально 10-12). К средине рычага кронштейном с осью монтируют стальной стержень, который направлен в сторону столешницы и оборудован на конце пуансоном (стальной пластиной, которая точно повторяет в плане конфигурацию матрицы). Кнопка включения/выключения самого вибродвигателя находится на поперечной рукоятке рычага.
Работа вибропропресса
Чтобы запустить в работу станок (вибропресс) для тротуарной плитки, достаточно выполнить несколько простых действий.
Технология создания плитки вибропрессованием:
- Матрицу смазывают маслом.
- Заливают смесь в форму, ставят ее на столешницу так, чтобы пуансон точно совпадал с матрицей.
- Рычагом прессуют смесь в форме и в этот же момент ненадолго включают вибродвигатель.
- Изделие изымается из матрицы для просушки и отверждения.

Состав смеси для тротуарной плитки на вибропрессе определяют, исходя из нужных характеристик итогового изделия. Обычно в состав входят песок, цемент, вода, отсев щебня, пигмент.
Создание вибропресса для тротуарной плитки своими руками – вполне выполнимая задача. При наличии оптимального чертежа, электросварки и всех необходимых деталей собрать качественный и надежный станок не составит труда.
Вибропресс своими руками
Несколько последних лет применение строительных блоков из различных смесей бетона с облегченными заполнителями стало очень популярным. Стеновой материал всегда стоил недешево, а сегодня приходится считать каждую копейку тем более. Именно поэтому застройщики не спешат выстраиваться в очередь за готовыми шлакоблоками, тротуарной плиткой и другими материалами, которые изготовлены относительно простыми способами. Каждый пытается сэкономить, и как следствие, появилось целое течение любителей выливать бетонные блоки самостоятельно.
- Вибропресс для блоков
- Какие бывают вибропрессы
- Вибропресс для плитки
- Вибропресс для шлакоблока
Вибропресс для блоков

Для производства блоков из бетона, плитки тротуарной, шлакоблоков и керамзитобетонных блоков используют одно-единственное основное устройство — вибропресс. Имея в хозяйстве вибропресс можно штамповать блоки неограниченным тиражом, обеспечивая как собственную стройку, так и с возможностью продать какую-то часть неиспользованного материала, а если вибропресс производительный и качественный, то можно даже открыть небольшой бизнес. Но это в перспективе, а пока давайте разбираться, что это за вибропресс такой, зачем он нужен, из чего сделан и какой смысл в том, чтобы собрать вибропресс своими руками.

Станки для производства прессованных блоков могут сильно отличаться по многим параметрам:
- производительность;
- источник энергии;
- мобильность;
- уровень автоматизации;
- класс исполнения;
- цена.
Все это очень влияет на выбор устройства для производства блоков или плитки. Никто эти станки никогда не классифицировал, но условно, руководствуясь здоровой логикой, их можно разделить на несколько категорий.

Какие бывают вибропрессы
Градация, которую мы предложим очень зыбкая, но она поможет понять, какой именно станок для изготовления шлакоблока или плитки необходим именно в конкретном случае. Вот, что предлагают на рынке.
- Максимально автоматизированные станции. Это, действительно, больше наминает микрозавод, чем станок, хотя по габаритам этого не скажешь. Для получения партии блоков необходимо просто загрузить сырье — песок, щебень, бетон, затем выставить нужную программу и включить станок. Все. Полная автоматизация. Производительность такой станции составляет не менее 900-1000 блоков час, только успевай мешать раствор. Это очень высокий показатель, естественно, что такое оборудование будет стоить приличную сумму. Но в рознице таких станков очень мало, потому как применяют их в основном крепкие в финансовом плане строительные организации.


- Полуавтоматические станки. Модели значительно проще, и об их покупке уже можно задуматься. Производительность таких станков составляет около 600-700 блоков в час, но они требуют больше ручных операций.

- Ручные станки. Самые дешевые и непродуктивные, но они вполне удовлетворяют потребности в индивидуальном строительстве. В качестве справочной информации можем сказать, что такой вибропресс отечественного производства посредственного качества будет стоить от 180 тысяч, а более качественные вибропрессы могут тянуть и на все 300 тысяч.

Вибропресс для плитки
Все вибропрессы опять таки условно можно разделить на несколько категорий по размеру формовочной зоны. То есть, грубо говоря, какие можно изделия именно выполнять на таком вибропрессе. Самые маленькие и средние подходят для изготовления тротуарной плитки и небольших бордюров. Максимальный размер формировочной зоны у них составляет не более 0,3 м². Следовательно, на них можно изготовить только плитку. Как правило, все они с ручным отбором готового изделия, что диктует максимальный вес загрузки, с которой может справиться один человек. Это не более 35 кг.

Каждый из вибропрессов для тротуарной плитки имеет свои показатели по производительности и скорости формирования цикла загрузки. Самые скоростные из них формируют блок за 8-10 секунд, а время формирования блока кустарными станками составляет две-три минуты. Следовательно, производительность очень разная, и о массовом производстве плитки на таком оборудовании речи быть не может.
Вибропресс для шлакоблока
Для производства шлакоблоков применяются станки классом повыше. Эти устройства имеют техническую возможность повысить производительность и увеличить массу загрузки. Поэтому при помощи таких станков возможно изготовление стеновых блоков своими руками. Они тоже есть двух типов — мобильные и стационарные.

Мобильные, или несушки, как их ласково называют у нас, могут вообще формировать блок прямо на бетонном полу или на земле. Такой вибропресс разгружать не нужно, потому что готовые блоки остаются на земле, а пресс переезжает дальше, где происходит следующая загрузка. Используют у нас их не массово, потому что климат не позволяет оставлять на просушку большое количество блоков под открытым небом.

Стационарные вибропрессы могут быть основаны на формировании блока вибростолом, а могут иметь другой механизм — колеблющуюся матрицу. Это очень дорогое устройство, и описывать его нет никакого смысла. Сделать такой вибропресс своими руками просто невозможно без очень точного и дорогого оборудования.

Таким образом мы выяснили основные плюсы и минусы изготовления вибропресса своими руками и покупного станка. Какому варианту отдать предпочтение — зависит от ваших планов на блоки или плитку.
Как сделать вибропресс для тротуарной плитки своими руками
Дорожки, вымощенные тротуарной плиткой имеют эстетичный вид.
Если приобретать уже готовую плитку, квадратный метр такого покрытия будет стоять довольно дорого.
Справиться с такой ситуацией можно в результате самостоятельного изготовления декоративного материала.
Для этого придется сделать вибропресс для тротуарной плитки своими руками.
Особенность и принцип эксплуатации оборудования
Вибропресс работает по принципу использования метода вибрирования. Особенность этого процесса заключается в том, что изъятие изделия из формы происходит практически сразу. Благодаря этому удается еще раз заполнить форму для производства нового изделия. Таким образом, использования данной методики повышает уровень производительности оборудования на несколько порядков.

Тротуарная плитка в ландшафтном дизайне
Если покупать готовый вибропресс, он будет стоить немало. Поэтому специалисты рекомендуют использовать самодельный вибропресс для производства тротуарной плитки. Конструкция такого оборудования состоит из таких частей:
- Рабочий стол.
- Виброустройство.
- Столешница.
- Прессустройство.
Все детали связаны и взаимозависимы между собой.
Перед тем, как приступать к изготовлению стола, необходимо разобраться с принципом его работы. Рабочий стол соединяется со столешницей посредством использования нескольких пружинных элементов. Запуск электрического мотора приводит в движение рабочий стол. Это заставляет эксцентрик вращаться с небольшим смещением. В результате центр тяжести смещается и происходит вибрация.
Производство самодельного вибропресса позволяет сэкономить немало средств и времени.
Этапы рабочего процесса
Самое важное, с чего специалисты рекомендуют приступить к рабочему процессу, это изготовить детальные чертежи будущего пресса.

Самодельный вибропресс для тротуарной плитки
Теперь, согласно чертежам, необходимо постепенно изготовить каждую часть будущего станка:
- Ножки. Для работы необходимо приобрести швеллер 10 номера и трубу от 80 до 100 мм диаметра. При помощи болгарки отрезаются 4 заготовки нужной длины. Нельзя забывать о торцовке всех краев заготовок. При изготовлении стационарного станка, к длине ножек необходимо сделать припуск на 26 мм. Это необходимо для того чтобы иметь возможность заглубить ножки вибропресса в основание. Если оборудование будет переносного типа, то на нижние края ножек необходимо приварить стояночные пластины. Благодаря этому станок будет более устойчивым. Для их изготовления используется сталь в 3 мм толщиной.
- Рама. Верхняя часть рамы выполняется из швеллера и двутавра. Все части рамы вырезаются при помощи болгарки и размещаются на ровной горизонтально расположенной поверхности. Это необходимо для того чтобы иметь возможность быстро сварить все части заготовок между собой. После завершения сварочных работ все швы тщательно зачищаются и покрываются специальной краской, обладающей антикоррозийными свойствами.
- Столешница. Эта деталь должна быть устойчивой и прочной. Для этого используются поперечные распорки. Каркас столешницы и распорки выполняются посредством использования стали уголкового типа. Рекомендуемый размер материала 70 мм. Форма и размеры каркаса столешницы должны быть аналогичны таким же параметрам рамы. В случае возникновения разницы в вышеуказанных параметрах, она не должна превышать 7 см. после нарезки заготовок болгаркой и зачистке краев их срезов, они выкладываются на ровную плоскость. После сварки всех заготовок и зачистки сварочных швов, по размеру каркаса вырезается заготовка прямоугольной формы. Для этого используется листовая сталь 8 – 10 мм толщиной. Прямоугольник укладывается на верхнюю часть каркаса и приваривается к нему.
Применение стали в качестве рабочего материала обеспечивается прочность и устойчивость вибропресса во время эксплуатации. Это необходимое условие, так как во время работы оборудование испытывает довольно сильную вибрацию.
Сборка
Изготовление вибропресса своими руками обязательно включает в себя сборку всех заготовок.

Изготовление тротуарной плитки
От того, насколько она правильно будет выполнена, зависит эффективность использования оборудования и качество изготовляемой тротуарной плитки:
- Перед началом процесса сборки поверхности всех готовых заготовок обрабатываются средством, обладающим антикоррозийными свойствами.
- Далее необходимо положить на ровной поверхности раму таким образом, чтобы столешница располагалась снизу. По 4 углам рамы привариваются готовые ножки. Дополнительное использование вставок, выполненных из листовой стали в треугольной форме, повышает устойчивость и жесткой конструкции.
- Если изготавливается неразборная конструкция, все ее детали соединяются качественным сварочным швом. Некоторые делают соединение при помощи болтов. Но так как вибропресс подвергается немалой вибрации во время своей работы, не исключена возможность того, что со временем соединения с болтами расшатаются. Это приведет к снижению жесткости и устойчивости опоры пресса.
- При изготовлении конструкции разборного типа, не обойтись без использования болтов. Во избежание их расшатывания, болты придется периодически затягивать.
- При монтаже двигателя, стоит обратить внимание на то, что он не должен соприкасаться с поверхностью земли. После завершения его установки, специалисты рекомендуют запустить вибропресс. Пробный запуск покажет насколько оборудование устойчиво, можно увидеть диапазон колебаний станка. Кроме этого при первом запуске будет возможность проконтролировать уровень жесткости крепежных пружин.
- Специалисты советуют обратить особое внимание на то, что ножки станка должны иметь одинаковую длину. В противном случае конструкция будет перекошена.
- Несмотря на то, что есть возможность изготовления пресса разборного типа, лучше отдать предпочтение стационарной модели. Для этого ножки заглубляются на 5 – 8 мм вглубь поверхности пола. Лучше, если это будет зацементированная ровная поверхность. Крепить ножки в полу можно непосредственно в сам не застывший бетон или посредством применения специальных анкеров.
Особенно внимательно нужно отнестись к выбору двигателя для станка. Главным параметром, на который следует обратить внимание, является мощность агрегата. Если планируется выпуск небольшого количества тротуарной плитки, достаточно будет остановиться на модели мотора мощностью 0, 5 – 0, 9 кВт. При более крупных объемах выпускаемой продукции, такой мощности двигателя будет недостаточно. В данном случае наиболее оптимальным вариантом будет приобретение движка большей мощности.
Если же планируется выпустить минимальное количество плитки, можно использовать мотор от стиральной машинки старого образца. Кроме того, что такой двигатель требует небольших токарных доработок, срок его эксплуатации не будет очень долгим.
Станок для производства тротуарной плитки своими руками — на видео:
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
Делаем станок для производства тротуарной плитки
Достаточно привлекательным вариантом облицовки площадок и дорожек является тротуарная плитка. Многим хозяевам хочется положить плитку во дворе своего дома, однако, это недешевое удовольствие. Выход из данной ситуации – самодельный вибропресс для тротуарной плитки. Он позволит положить тротуарную плитку у себя во дворе, не прибегая к помощи платных специалистов. Станок для производства тротуарной плитки, легко сделать своими руками, но важно все сделать правильно, чтобы получившаяся плитка могла сравниться по качеству с фирменными аналогами.
О чем эта статья
Почему вибропресс
Чем же лучше именно вибропресс для производства тротуарной плитки? Вибропрессование – это способ изготовления плитки, имеющий куда большую производительность. Дело в том, что изделие из матрицы извлекается сразу же, без задержки. Таким образом, форма для заполнения оказывается свободной и ее снова можно наполнить. Вибропресс для брусчатки значительно ускоряет производство. Так что, если тротуарная плитка должна покрывать достаточно большую площадь, станок для изготовления тротуарной плитки с технологией вибропрессования гораздо эффективнее.

Стоимость станка для производства брусчатки может доходить до нескольких миллионов рублей. Так что, использовать самодельное устройство для изготовления брусчатки гораздо рациональнее.
В состав станка для плитки входят следующие элементы:
- Столешница;
- Устройство для вибрирования;
- Стол;
- Устройство для прессования.
Все эти части связаны между собой технологически и образуют единый вибростанок по производству тротуарной плитки. Как и другие станки, данный вибропрессованный механизм нельзя создать без чертежа. Нужно выполнить все необходимые чертежи, которые обозначат конструкцию устройства. Кроме прочего, чертежи позволят вам точно определить, какое количество материала вам понадобится для работы.
Стоит рассмотреть изготовление каждого элемента пресса для тротуарной плитки в отдельности. Агрегат в процессе работы подвергается достаточно большим нагрузкам, поэтому изготавливать детали следуют из стальных заготовок, а соединять их электрической сваркой.
Как изготовить стол

Стол представляет собой ножки, приваренные к стальной раме. Рама должна быть прямоугольной. Обычно параметры рамы составляют пятьдесят сантиметров в ширину и семьдесят сантиметров в длину. Более обширные варианты предполагают семьдесят сантиметров в ширину и сто сантиметров в длину. То, насколько большой должна быть рама стола напрямую зависит от размера столешницы, размер которой, в свою очередь должен зависеть от размера брусчатки, которая будет изготавливаться на станке. Стоит учесть, что механизм может создавать плитку толщиной от двух до десяти сантиметров. Высота стола, а, следовательно, и длина ножек, может составлять от восьмидесяти до ста десяти метров.
Первым делом, для изготовления стола нужно изготовить ножки. Для этого потребуется труба диаметром восемьдесят – сто миллиметров. Потребуются четыре заготовки. Отрезаются они простой болгаркой. Все срезы ножек торцуются.
Чтобы правильно определить, какая должна быть длина ножек, нужно определиться с тем, будет ли прибор стационарным или переносным. Стационарный агрегат должен иметь ножки на двадцать – двадцать пять сантиметров длиннее стандартной длины. Это нужно для того, чтобы оставалась длина на глубину вхождения в основания. Эта часть ножек будет забетонирована.
В том случае, если вы собираетесь делать переносной агрегат, на края ножек нужно приварить маленькие пласты стали, по диаметру стоек. Толщина пластин стали должна составлять три – четыре сантиметра. Эти пластины способствуют равномерному распределению веса конструкции.
Для создания рамы потребуется уголковая сталь сто на сто миллиметров. Заготовки из стали нужно нарезать нужными размерами. Вырезанные пласты стали горизонтально укладываются и соединяются при помощи сварки. Чтобы покрыть конструкцию антикоррозийной сваркой, все швы, образованные в результате сваривания, прочищаются и шлифуются при помощи обычной болгарки. После завершений обработки, на раме не должно быть никаких отклонений от общей плоскости, так что пласты нужно устанавливать аккуратно и ровно.

Рама и ножки – это, по сути, единственные элементы стола. Когда они изготовлены, настает время собирать стол. Раму нужно положить вверх ногами и в таком положении приварить к ней ножки. Опоры должны располагаться строго вертикально. Как уже говорилось ранее, все детали станка подвергаются большой нагрузке во время работы, поэтому ножки стоит дополнительно укрепить, чтобы конструкция не сломалась. Для этого используются специальные вставки – косынки. Они изготавливаются из листовой стали, толщина которой должна составлять три – четыре миллиметра. Вставки косынки вырезаются прямоугольными треугольниками. Приваривают их между ножками и столом. Это придает конструкции дополнительную жесткость, а, соответственно, увеличивает ее надежность.
Как изготовить столешницу
Столешница, принимающая на себя значительную часть рабочей нагрузки, должна изготавливаться с упором на жесткость и прочность конструкции. Исходя из этого, каркас данного элемента нужно изготавливать не только из деталей периметра. Для каркаса также потребуются поперечные распорки. Формат каркаса столешницы, изготовленной из уголковой стали семьдесят на семьдесят миллиметров, должен полностью совпадать с форматом рамы. При этом размеры всей столешницы должны превышать размеры рамы не более чем на семь сантиметров.

Элементы заготовки нужно разложить горизонтально, после чего они скрепляются сваркой. Тут тоже придется отшлифовать и очистить все сварочные швы. Далее нужно вырезать из листовой стали толщиной восемь – десять миллиметров прямоугольник, соответствующий габаритам каркаса. Этот прямоугольник нужно положить на каркас и снизу приварить сваркой.
Как выбрать двигатель

Для такого устройства потребуется очень мощный двигатель. Если установить недостаточно мощный мотор, то станок выйдет из строя раньше, чем вы изготовите на нем свою первую партию плитки. Для того чтобы изготовить качественный станок, лучше присмотреть самые лучшие из доступных продающихся товаров. Отлично подойдет двигатель ВИ99/E. Он обладает отличной амплитудой колебания и имеет возможность регулирования частоты колебаний.
Чтобы при работе не раскручивались гайки, для крепления двигателя лучше всего использовать резаные шайбы.
Зачем нужен вибропресс для тротуарной плитки

Для выпуска тротуарной плитки методом прессования необходимо иметь специальное оборудование. Производители наладили массовый выпуск таких станков, отличающихся различной мощностью и служащих для выполнения конкретных масштабов изделий. Все они обладают определенными функциями, но стоят дорого. Когда появляется необходимость изготовить самостоятельно вибропресс для тротуарной плитки, следует знать его характерные особенности.
 Рисунок 1. Вибропресс для тротуарной плитки
Рисунок 1. Вибропресс для тротуарной плитки
Особенности использования и преимущества технологии вибропрессования
Технологический процесс вибропрессования по сути невероятно простой — смесь из компонентов, составляющих основу плитки, требуется залить внутрь жесткой матрицы, которая расположена на вибрирующей станине. Помимо вибрации на смесь дополнительно давит вибрирующий пуансон, точно повторяющий контуры матрицы. Его действие продолжается до момента гарантированного уплотнения смеси.
После этого пуансон с матрицей разъединяются, с поддона убирают целиком готовые изделия. Главное достоинство такой методики — возможность быстро выполнять значительные объемы работ и простота производства при незначительных трудозатратах. Для организации технологического процесса требуется лишь наличие вибропресса — более никаких сложных приспособлений не требуется.
Составные части вибропресса
Оборудование для производства тротуарной плитки с использованием вибропрессования предполагает наличие определенной его конструкции, включающей определенные составные элементы. Небольшой станок вполне доступно изготовить самостоятельно. Главное в этом мероприятии — все скрупулезно изучить, сделать чертежи, четко продумать последовательность действий и руководствоваться инструкцией. Основные элементы станка такие:
- стол со столешницей;
- вибрационный механизм;
- специальное приспособление для прессования.
Каждый узел имеет несколько составляющих, которые определенным образом соединяются вместе. Непременно перед началом изготовления вибропресса нужно подготовить его подробные чертежи. Их доступно найти в интернете либо нарисовать самому, дополнив собственными идеями и конструкционными новинками.
За основу рекомендовано брать проверенную схему сборки, которую создали проектировщики. Создавая дома вибростол, желательно сразу выяснить, какие его элементы сможете сделать сами, а какие придется приобретать готовыми. Непременно помните, что оборудование при работе испытывает существенные нагрузки, из-за чего станину требуется выполнять из стали, закрепляя все ее компоненты электросваркой. Именно так получится предотвратить разрушение конструкции из-за постоянной вибрации.
Работа вибропропресса
Для запуска станка достаточно выполнить цикл нескольких несложных действий. Непосредственно технология получения плитки этим методом простая:
- Смазать матрицу маслом.
- Внутрь формы залить бетонную смесь. Поставить матрицу на столешницу, добиваясь полного совпадения с пуансоном.
- Рычагом обеспечить прессовку смеси, включив на некоторое время механизм вибрации.
- Изделие вынуть из формы, отправить на сушку.
Чтобы определить необходимый тротуарной плитке состав смеси, учитывают желаемые ее характеристики. Традиционно компонентами являются цемент с песком, отсев щебня, разведенный водой пигмент. Когда удалось изготовить самостоятельно вибропресс — сам производственный процесс уже намного проще. Необходимо только скрупулезно соблюдать рецептурный состав используемых ингредиентов для приготовления смеси.
Технология производства тротуарной плитки вибропрессованием
Чтобы получить качественное изделие, применяют полусухой рабочий раствор. Для гарантии соблюдения рецептуры на производстве используют полную автоматизацию процесса, предусматривающую монтаж технологической линии. В быту необходимо использовать несколько рекомендаций, позволяющих добиться на выходе хоть и не стопроцентно идеальной, но приближенной к этому показателю плитки.
Приготовление бетона
Чтобы изготовить раствор, подходящий для заливки в матрицу вибропресса, делающего тротуарную плитку, необходимо дополнительное оборудование — бетоносмеситель. В матрицу, размещенную на столе, подают уже готовую смесь. После опускания пуансона она сжимается в форме, затем на бетон действует вибрация, создаваемая одновременно столом и пуансоном.
Состав смеси включает следующие ингредиенты:
- Вяжущий компонент: цемент. Лучше использовать М500, чтобы материал был более прочным и схватывался быстрее.
- Наполнители: щебень (фракция 5–10) и крупнозернистый песок (фракция не меньше 2,5).
- Добавки: пластификаторы, а также краситель раствора.
- Вода.
Требования к бетонному составу для изготовления брусчатки вибропрессованием
Используя вибропресс для производства тротуарной плитки, необходимо учитывать повышенные требования, касающиеся бетонного состава. Технология предполагает наличие только жестких смесей. Невысокое водоцементное соотношение применяют при выпуске изделий, отличающихся повышенной морозостойкостью, а также низким свойством поглощения влаги. Также такие материалы обеспечивают сохранение правильной формы и гарантируют точность геометрических параметров.
Жесткость примененного бетона определяют, контролируя осадку его конуса. Это наиболее действенный и простой метод, позволяющий получить достаточное представление, насколько подвижной получилась бетонная смесь. Проводят такое испытание, применяя усеченный металлический конус.
Емкость заполняют раствором за три приема, выполняя ее уплотнение металлическим стержнем. Затем оборудование переворачивают, фиксируют на выверено ровной плоскости и снимают конус. Когда прекращается усадка раствора, измеряют разницу его первоначальной и конечной высоты. Если она не превышает показателя в 50 мм — смесь малоподвижная.
Именно такой раствор подходит для изготовления качественной тротуарной плитки, поскольку процесс ее формования из малоподвижных смесей нуждается в воздействии вибрации и непосредственного давления, чтобы устранить гарантированно все пустоты. Их отсутствие обеспечивает монолитность, а значит, прочность готового изделия. Малейшее нарушение соотношения воды способно существенно снизить итоговую прочность плитки.
Формование
Процедура формования тротуарной плитки происходит так:
- сначала на станину вибропресса кладут деревянный поддон с помещенной на нем специальной металлической матрицей, задающей внешний вид, а также габариты будущего изделия;
- затем внутрь матрицы заливают готовую бетонную смесь;
- чтобы она целиком заполнила форму, на короткое время запускают вибрацию;
- изделие набирает форму и требуемые параметры при воздействии вибрации, а также давления пуансона, опускаемого в матрицу для создания необходимого давления;
- после завершения формования продукта матрица одновременно с пуансоном поднимается, оставляя на деревянном поддоне готовое изделие, которое вместе с ним перемещают на сушку в приспособленное место.
Сушка
Мероприятие, связанное с сушкой и завершающим затвердеванием плитки происходит в естественной среде либо внутри пропарочной камеры, где поддерживается заданный уровень влажности и температуры.
Сушка на воздухе — длительное мероприятие, требующее минимум двух суток. Период процесса зависит только от влажности атмосферы и температуры окружающей среды. Внутри пропарочной камеры процесс длится быстрее — 4–8 часов.
Заключение
Вибропрессование помогает получить тротуарную плитку при повышенной производительности ее изготовления. Изделие извлекается из матрицы немедленно, что позволяет сразу же начинать формирование следующего продукта. Вибропресс существенно ускоряет производственный процесс. Поэтому, когда требуется покрыть плиткой значительную площадь приусадебной территории, целесообразно приступить к самостоятельному изготовлению самодельного оборудования для вибропрессования бетонной смеси.