Аргонная сварка литых автомобильных дисков
Сварка литых дисков — аргонная сварка, ремонт автомобильных дисков

Аргонодуговой метод является одним из самых надежных и чистых видов сварки металлов. Его принцип довольно прост: электрическая дуга при температуре +4000…+6000 градусов Цельсия позволяет приваривать присадочный материал к детали, и, чтобы на металле не образовывалась оксидная пленка, в зону сваривания подается аргон, вытесняющий кислород. Применение аргона позволяет сделать соединение прочным и качественным. Все операции требуют предельной внимательности, поэтому выполнять их должны только специалисты. В автотехцентре «Гражданин» работают именно такие сотрудники. Сварка аргоном литых дисков выполняется нами на высоком профессиональном уровне.
Разновидности повреждений
Литые диски легче гнутся, кованые отличаются хрупкостью. Динамические перегрузки действуют на металл разрушительно. На ободе появляются:
- искривления;
- глубокие осевые разломы;
- трещины в области ступицы (они ремонту не подлежат);
- сколы.

Трещина на литом диске
Важно добиться целостности автомобильных дисков, сохранения окружности, чтобы колесо не восьмерило – нагрузка на обод возрастет. Ремонт начинают с правки. При механическом исправлении обода на металле нередко появляются структурные дефекты разной глубины и вида. Трещины и сколы устраняют наплавкой с предварительной разделкой.
Область применения
При помощи аргонодуговой сварки выполняют восстановление не только литых дисков, но и таких важных деталей автомобилей, как топливные баки, корпусы двигателей и коробок передач, турбины, поддоны картера, кондиционеры, радиаторы и другие элементы, изготовленные из алюминия, чугуна и некоторых сплавов.
Какой сваркой варить литой диск
Выбор метода зависит от имеющегося в гараже оборудования:
- Ремонт литых дисков аргоном предусматривает наплавку прутка на дефект. В защитной атмосфере горячий металл не окисляется. Шов получается плотным.
- Если есть инвертор и можно организовать подачу инертного газа, возможна аргонодуговая сварка. Для нее нужен вольфрамовый тугоплавкий электрод и присадка. Шов получается аккуратнее, чем при дуговой.
Сварка дисков на СТО производится вторым методом с использованием полуавтоматов, обеспечивающих равномерную подачу присадки. После этого обод проверяется на геометрию – выявляют отклонения симметрии.
Противопоказания и побочные эффекты
Как и любая другая методика, аргонная сварка дисков имеет свою четко обозначенную сферу применения. О чем важно знать?
- Далеко не каждое изделие можно восстановить таким способом. Причина — особая структура легкосплавных дисков, которые имеют свои «правила» нагревания и охлаждения.
- Прежде чем заварить диск аргоном, нужно тщательно изучить повреждение. Определенную их часть устранить с помощью этой методики не удастся. Речь идет, в первую очередь, о существенных нарушениях структуры диска.
Технология сварки аргоном автомобильных дисков
Нередко низкое качество дорожного покрытия и неаккуратное вождение становятся причиной повреждений литых дисков (деформации, трещин, сколов). При помощи аргонной сварки можно восстановить целостность колес и избежать трат на новые диски. Подготовка к работам проходит в несколько этапов.
Подбор материала. Присадочная проволока для сварки должна полностью соответствовать по составу поврежденному изделию. Поэтому перед началом работ специалист определяет по маркировке, из чего сделано колесо, и подбирает присадку.
Оценка степени повреждения. Дело в том, что мощность сварочного аппарата следует соизмерять с глубиной трещины или размером скола. При работе на малых токах аргонная сварка способна устранить только мелкие поверхностные дефекты, а для ремонта изделий с более серьезными повреждениями требуется оборудование высокой мощности. От его выбора напрямую зависит надежность сварного соединения.
После завершения сварочных работ проводят зачистку швов, для того чтобы они стали незаметными и колесо выглядело эстетично.
Чтобы задать вопрос о процедуре или стоимости сварки аргоном колесных дисков, позвоните по одному из телефонов наших техцентров (раздел «Контакты»). Адрес и схему проезда вы можете посмотреть там же.
Куда обращаться?
Не доверяйте мастерам, которые обещают устранить любую проблему! Только профессионал сможет реально оценить ситуацию и предложить ее оптимальное решение. Наши специалисты всегда готовы помочь, и если необходимо — выехать по нужному адресу для ремонтных работ «здесь и сейчас». Цены на аргонную сварку с выездом в Москве уточняйте на сайте или у нашего оператора. Звоните, и наша мобильная помощь придет к Вам очень быстро!
Спасибо за обращение
Заявка передана диспетчеру
В ближайшие 2 минуты мы Вам перезвоним!
ИЛИ СВЯЖИТЕСЬ С НАМИ ПО НОМЕРУ
+7 (495) 104-64-26
Полезные советы от сварщиков
Тем, кто первый раз берется заваривать литой диск, помогут рекомендации людей с опытом.
Как подобрать присадочную проволоку?
Сплавы, используемые производителями колес, разнятся по химическому составу. Специалисты ориентируются по виду дефектов:
- сплавы с большим содержанием кремния чаще лопаются, реже гнутся – для ремонта нужна проволока с кремнием;
- алюминий, легированный магнием, пластичный – когда обод погнут, лучше выбирать мягкие прутки.
Как разделывать дефекты?
Трещины на толстых частях разделывают с двух сторон в виде буквы Х. На дефектах глубиной до 3 мм делают V-образные края. У концов трещин для снятия внутренних напряжений высверливают небольшие, до 2 мм диаметром отверстия. При сколе борта место слома выравнивают болгаркой. Продольные трещины перед наплавкой рекомендуют прорезать насквозь, чтобы они не растрескивались дальше. Поперечные достаточно прорезать, чтобы выровнять кромки.
Как производить ремонт сколов?
От их глубины зависит количество слоев. Шов делается прерывным, не более 3 см длиной. Стежки последующего слоя перпендикулярно предыдущему. Валик делается запасом, чтобы не оставалось углублений после шлифовки перед покраской.
С какой стороны заплавлять трещины?
Сначала с внутренней. Валик должен заходить за кромки на 1 см. Сначала заделывают продольные трещины, поперечные не так опасны. Их заплавляют в последнюю очередь. Неудачный шов прорезают болгаркой и проваривают металл снова.
Какого режима придерживаться?
Аргонная сварка производится на больших токах, до 120 А. Для толстых частей обода ток увеличивают до 140 А. Баланс переменного тока – от 55 до 60%.
При самостоятельном ремонте обода важно придерживаться рекомендаций, строго соблюдать технологию сварки алюминия. Перед покраской шов тщательно выравнивается. Не стоит забывать о безопасности: на восстановленном ободе высокоскоростной режим езды небезопасен.
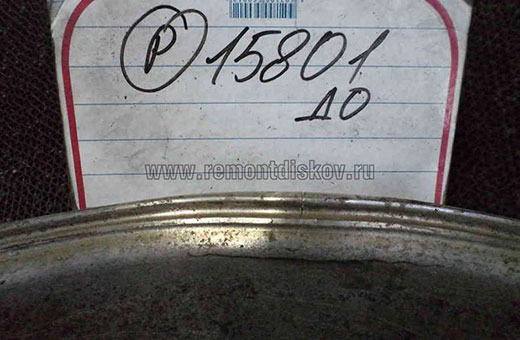
Пример сильной деформации диска с применением аргонно дуговой сварки и восстановлением геометрии диска (правка диска):
Как мы видим, на изображении сильное повреждение внешнего борта диска:


Первый этап ремонта подобных повреждений — это удаление всех непригодных частей диска, неподдающихся восстановлению, а также восстановление геометрии деформированной части диска:

Далее находится литой диск, который будет выступать в качестве «донора». То есть, отрезается ровный борт от другого диска, схожего по радиусу и конфигурации борта и подгоняется под нужные нам размеры:


Получившаяся вставка нового борта диска приваривается с использованием аргоновой сварки к подготовленной для нее области диска, после чего восстанавливается геометрия посредством работы гидравлического пресса на деформированные участки.
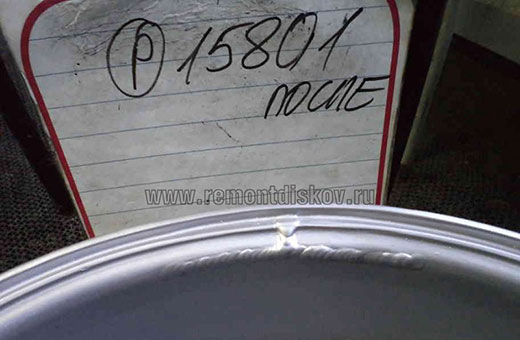
Заключительный этап работ — обработка литого диска на токарной группе, в результате чего удаляются излишки сварочного шва, а также выводится с микронной точностью окончательная геометрия окружности литого диска.
После проведения косметических работ отремонтированный литой диск выглядит так:


Выполнение работ по аргоновой сварке алюминия (труба):


Аргонная разварка дисков (увеличение ширины диска за счет аналогичного «донара»)

Диск от квадроцикла

Диск донор

Диск после проведения работ по аргонно-дуговой сварке
Аргоновая разварка диска
Аргонная сварка в Москве — дело настоящих профессионалов, которые работают в шиномонтаже «Пит-стоп».
Адреса наших точек, где можете заказать сварку аргоном:
Марьино: ул. Перерва, 30 / ЮВАО.
Ленинградское шоссе: ул. Лавочкина, 23С4 / САО, Ховрино. Рядом — Левобережный район и метро Речной вокзал.
Можайское шоссе: МКАД 53 км, 6 / МКАД, ЗАО. Сервис находится на Можайской развязке (заезд только со стороны МКАД).
Ярославское шоссе: ул. Холмогорская, 2К3 / СВАО, Ярославский р-он. Пересечение МКАД и Ярославского шоссе.
Чертаново Южное: ул. Холмогорская, 2А / Чертаново Южное, ЮЗАО, ЮАО. Варшавское шоссе
Рязанский проспект: ул. Михайлова, 55/1 / ЮВАО, Рязанский р-он. Рязанский пр-т
Схемы проезда
Также вы можете заказать аргонную сварку в нашем выездном шиномонтаже, который работает 24 часа, без выходных и перерывов.
Аргонная сварка литых дисков и любых изделий

Аргонная сварка любой сложности литых дисков и других деталей по доступным ценам.
С помощью аргонной сварки мы устраним сколы на литом диске, заварим трещины на алюминии и других материалах. Можем даже восстановить расколотый пополам диск. Прочность материала в месте сварки не отличается от первоначального состояния.
Цены на аргоновую сварку:
Стоимость работ определяется длиной сварочного шва исходя из 200 руб./см.
Наплавление внутреннего борта диска — 300 руб./см.
Наплавление внешнего борта диска — 400 руб./см.
Стоимость минимальной работы по аргонной сварке (трещина на диске до 5 см): 1000 руб., свыше 1 см: 200 руб.
Более точная цена за сварку аргоном диска или каких-то иных деталей из алюминия, нержавейки, титана, меди, латуни и т.д. будет вам названа после осмотра мастером проблемного места. Предварительно проконсультироваться можно по номеру: +7 (495) 233-17-63.
Мы рады предложить Вам услуги аргонно-дуговой сварки по следующим видам работ:
- Сварка трещин литых дисков любой сложности (сварка аргоном);
- Восстановление недостающих частей литого диска;
- Аргонная сварка трещин алюминиевых деталей, деталей из нержавейки,
- Сварка поддонов картера, алюминиевых кожухов коробки и т.д.;
- Восстановление трубок кондиционера;
- Любых других элементов из алюминия, нержавейки, титана.
Наш автосервис пользуется популярностью в Москве, зависит это не только от качественно предоставляемых услуг, на востребованность влияет также цена на аргонную сварку. Наши мастера работают на совесть, исключая все проблемные места литых дисков и, дорабатывая каждый нюанс на 100%. Мы не завышаем цену на аргонодуговую сварку алюминия и других материалов, поскольку прекрасно понимаем озабоченность клиента состоянием его машины.
На представленных на сайте фотографиях вы можете ознакомиться с примерами сварки аргоном дисков (работы наших мастеров). Самые тяжелые случаи, с которыми приходится сталкиваться: восстановление расколотого напополам литого диска, правка диска, недостающие его детали и пр.
Аргонщик.рф › Блог › Грамотный ремонт легкосплавного диска(ТИГ сварка)

Сегодня, я расскажу вам и покажу, как правильно заварить легкосплавный диск, по моей «технологии».
Как обычно, алюминий капризный к чистоте поверхностей — чистим, обезжириваем и тд.
И так — диск с трещиной.


Место ремонта зачищается во всех плоскостях…
И обезжиривается, если это необходимо.

После наносится пенетрант(комплект контроля проникающим методом. ПВК)


Берем второй баллончик из комплекта и наносим проявитель…


И видим как раскрывается деффект(который раньше трудно было заметить)…

Через 7-10 мин, пенетрант проявляется полностью на поверхности проявителя и становится возможным понять характер и направление дефекта.

Распиливаем диск строго по дефекту, прибавив около 10-15мм к длине пила…

После этого удаляем следы от капиллярного контроля и приступаем к сварке…
Начинаем со внутренней стороны диска, от спиц к ободу(для того чтобы не накапливались усадочные напряжения). Делаем подкладной св.шов, предварительно можно «пройтись» дугой по разделанным кромкам диска, дабы избежать попадания возможных дефектов в основной металл…

Переворачиваем диск и снова зачищаем, но уже новый шов…


После того, как все зачистили и удалили следы окислов, БЕЗ присадки, те дугой «размешиваем» — одну стенку разделки с другой и подкладочным швом…

Далее начинаем заполнять уже «бывшую» разделку по толщине…


Получаем шов такого вида…



После этого собираем покрышку, накачиваем до 4-5бар и еще раз смотрим на «травит/не травит» — в месте соприкосновения «резина-диск»
Всем спасибо, за внимание!
На этом урок по качественному ремонту алюминиевого диска окончен!
Я всегда могу вам помочь со сваркой в среде аргона. Аргонодуговая сварка в Истре и Дурыкино
Аргонная сварка
Сварочные работы в наших автомастерских осуществляются итальянскими аппаратами для аргонодуговой сварки(сварки алюминия и др легких металлов). Мы производим сварочные работы на автомобильных и мотоциклетных дисках и деталях. Сварочные работы производятся качественно и в сжатые сроки с помощью аргонодуговой сварки.
Наши сварщики-аргонщики являются высококласными специалистами и постоянно повышают свою квалификацию в сервисных центрах производителей сварочного оборудования, что позволяет нам гарантировать высокое качество сварочных работ.
Сварочные работы автомобильных и мотоциклетных дисков и деталей (аргонная, аргоновая или аргонодуговая сварка)
Почему мы используем только лучшие сварочные аппараты от ведущих производителей? Ответ прост: качественные микропроцессорные аппараты для аргонно-дуговой сварки позволяют нам производить сварочные работы деталей из легких сплавов с гарантией, а также сваривать аргоном такие металлы как алюминий, медь, чугун, титан, нержавеющая сталь, силумин и др. Аргонно-дуговая сварка управляется микропроцессором, проваривает металл полностью и оставляет крепкий шов (сварочный припой), представляющий из себя единое целое со свариваемой деталью. Все это вместе обеспечивает отсутствии посторонних примесей в месте сварки и обеспечивает прочность и герметичность соединения.
Качественное оборудование + обучение персонала позволяет нам ГАРАНТИРОВАТЬ КАЧЕСТВО СВАРОЧНЫХ РАБОТ.
Аргонно-дуговая сварка используется нами для устранения трещин на литых дисках. Также сварка аргоном применяется для наращивания недостающих фрагментов диска и сварке деталей.
Технология аргонной сварки
Аргонная сварка часто используется при ремонте автомобильных дисков. Сварка производится в среде аргона (инертный газ) , который защищает металл от окисления во время сварки. Сварочный припой расплавляется электрической дугой, возникающей между вольфрамовым электродом и диском. Припой заполняет трещину на диске. Особенность аргонвой сварки заключается в том, что сварочная присадка полностью расплавляется и сливается в единое целое с материалом колесного диска. После проведения аргонно-дуговой сварки на колесном диске заметен аккуратный шов, который оставляется, чтобы дополнительно укрепить место сварки.
Проведение аргонодуговой сварки — высокотехнологичный процесс, требующий отличной квалификации мастера-сварщика. Неквалифицированно выполненная аргонная сварка приводит к перегреву металла и последующему разрушению колесного диска.
Наши мастера — сварщики высокой категории . Благодаря серьезному опыту работы, они в совершенстве владеют технологией аргонно-дуговой сварки, ее тонкостями и сложностями. Поэтому предоставьте нашим специалистам решать технические проблемы: мы гарантируем, что после окончания работ вы получите действительно качественный результат аргонно-дуговой сварки.
Специалисты «Профшинсервиса» осуществляют аргонную сварку не только авто и мото дисков, но и других деталей. Мы всегда готовы помочь Вам и провести работы по аргонно-дуговой сварке металла.
Наша компания приглашает к сотрудничеству авто- и мотосервисы для проведения работ по аргонно-дуговой сварке.
ТАКЖЕ ПРОИЗВОДЯТСЯ СВАРОЧНЫЕ РАБОТЫ ДЕТАЛЕЙ ИЗ ЛЕГКИХ СТАЛЕЙ И ИХ СПЛАВОВ: поддоны картера, патрубки кондиционера, и т.п.
Экономьте Ваше время и деньги — приезжайте к нам!
Технология ремонта литых автомобильных дисков аргоном
Проехав с ветерком по бездорожью, вы в очередной раз повредили диск на автомобиле.
В голове пронесся рой мыслей: что делать, можно ли заварить дорогую сердцу деталь машины или придется покупать обнову?!
Сварка дисков аргоном поможет решить эту проблему! Аргонодуговой метод устранит скол, трещину на литом материале и даже восстановит расколотое пополам изделие.

Можно обратиться к профессионалам, которые быстро и качественно выполняют ремонт дисков. Правда цена на услуги не маленькая, например для Москвы:
- стоимость сварочного шва за 1 см — 150 рублей;
- в 300 рублей за 1 см обойдется наплавление борта диска внутри;
- 400 рублей — наплавление борта с внешней стороны.
В целях экономии, отреставрировать изделие можно самостоятельно в гаражных условиях.
Подготовка диска к сварочным работам
В подготовку входит: снятие оксидной пленки, краски, нарезка фасок. Зачистить и подготовить кромки можно с помощью болгарки с установленным тонким диском на 1 мм и фрезами.
- Продольную трещину нужно прорезать насквозь;
- Поперечную прорезать с небольшим раздатием.

V-образная разделка трещин выполняется для тонкого металла, а Х-образная для толстого. Концы трещин рекомендуется засверливать для снятия напряжения в металле. Правильно подготовленные кромки поспособствуют лучшему провару детали.
При отсутствии небольшой части боковой кромки (борта), место облома тоже зачищается болгаркой.

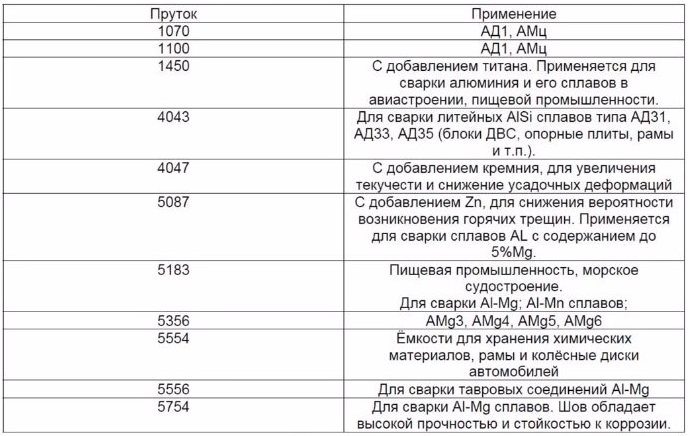
Присадочный материал подбирается по составу диска. Например:
- если диск лопнул, значит в его составе много кремния — берется кремневая проволока;
- если погнуло — в составе преобладает магний.
Представляю вашему вниманию таблицу с номерами прутков и их применением:
Технология соединения
Аргоновая сварка дисков начинается обычно с наплавления отсутствующей части.

При наплавке на аппарате выставляется небольшая сила тока — 120-140 А. Для лучшего контроля за сварочной ванной, баланс переменного тока — 55-60%. Чтобы кратер не образовывался, настраивается правильно функция «Down Slope» плавного спада тока в конце сварки.
При больших объемах наплавки, лучше использовать импульсный режим.
Наращивание выполняется постепенно, наложили 1 слой, поверх накладывается второй и так далее. Наплавление следует производить с запасом с внешней и внутренней стороны. Лишнее в процессе обработки обрежется.
Далее в процессе аргонной сварки накладывается шов с внутренней стороны на продольную и поперечную трещину. Необходимо, чтобы наплавленный шов заходил за трещину с обоих сторон на 1 см. Подстраховка на случай утечки воздуха, при постановке бескамерной шины.
После проварки внутри, диск переворачивается — трещины снаружи тоже зачищаются, прорезаются фаски и подвергаются провариванию.

Если случился казус, то можно с помощью болгарки срезать наплавленный шов, прорезать фаску снова и повторно наложить шов.
Всё — сварка аргоном литых дисков закончена. Начинается кропотливая, ювелирная работа по обработке.
В обработку детали входит:
- очистка кромок от лишнего металла;
- вывод боковых плоскостей и под посадку шины.
При очистке могут выявиться места с малым количеством наплавленного присадочного материала. Для устранения дефектов, нужно повторить наплавку.
- для снижения напряжения с детали, свариваемый участок необходимо нагревать до 250-300 градусов. Мыло хозяйственное поможет определить температуру. Провести куском мыла по диску и нагревать, приобрела отметина коричневый цвет, значит температура — 250 градусов. При черном цвете, температура нагрева уже — 300 градусов;
- с обратной стороны лучше подкладывать подкладки (нержавейка, медь);
- если не получается за 1 проход заварить трещину, тогда с обратной стороны необходимо вырезать корень шва;
- для избежания попадания в шов абразива, вырезы желательно делать фрезой.
Видео:
Ремонт диска с сильной деформацией
Когда набьете руку на простых трещинах и сколах, только тогда можно браться за сложные вещи. Например, при сильном повреждении борта диска — сварка литых дисков аргоном тоже поможет в ремонте.

Сначала нужно удалить непригодную часть, неподлежащую ремонту и восстановить конфигурацию борта.
Поиск донора, найти другой диск схожий по составу, диаметру и геометрии борта. Отрезать аналогичный кусок от донора и подогнать к нашему.

Вставку приварить аргонодуговой сваркой и восстановить геометрию борта гидравлическим прессом. Также в домашней мастерской необходим токарный станок. Который поможет вывести с микронной точностью окружность отремонтированного изделия.
В каких случаях и для чего применяется сварка литых автомобильных дисков аргоном? Подготовка дисков к сварке и технология процесса
В процессе эксплуатации литой автомобильный диск может получить значительные повреждения – вмятины, сколы, трещины. И если помятое место можно выправить, то скол или трещину вылечит только сварка. Услуга эта не так распространена по сервисам, потому ценник незаслуженно завышен. Если есть хотя бы небольшой опыт проведения сварных работ, то это позволить значительно сэкономить на восстановлении литого диска. Для сварки автомобильных дисков используется аргоновая сварка.
Технология сварки автомобильных дисков аргоном
Перед тем как заняться восстановлением поврежденного литья, стоит приобрести для этого все необходимое:
- болгарку;
- сварочный аппарат (только аргоновый);
- вольфрамовые электроды.
- защитная маска и другие специальные средства защиты.
Подготовка дисков к сварке
Как и любая другая, сварка автомобильных дисков аргоном начинается с подготовки поврежденной поверхности к работам:
Свариваемые элементы зачищаются от неровностей и, как и в случае с трещиной, освобождаются от краски на сантиметр вокруг. Вот тут-то и поможет болгарка, потому что никакой другой способ качественно краску не уберет, а при сварке краска будет гореть и выделять едкий дым, что сделает проведение работ невозможным.
Порядок выполнения работ по свариванию автомобильных дисков аргоном
Главное преимущество такого способа восстановления литого диска – это единственный качественный способ ремонта. Вторым важным качеством является то, что аргон не дает поверхности окислиться. Если все было сделано правильно, то при бережной эксплуатации диск прослужит очень долго.
Как правильно варить автомобильные диски в среде аргона
- Авторизуйтесь для ответа в теме
#41 Александр Козлов
- 0
Наш сайт— http://esva.by/ Мы не волшебники, но кое-что могём.
- Наверх
- Вставить ник
#42 ugaida
Вообщето вы читали какой присадкой варят диски?На оригиналах ауди и бмв на спице написано ALSI-12 думайте.
- 0
- Наверх
- Вставить ник
#43 Александр Козлов
- 0
Наш сайт— http://esva.by/ Мы не волшебники, но кое-что могём.
- Наверх
- Вставить ник
#44 митька51
но при возврощении дуги назад на валик вскрываются поры- что не так?
На оригиналах ауди и бмв на спице написано ALSI-12 думайте.
Не всегда,бывают очень звонкие диски.
- 0
- Наверх
- Вставить ник
#45 ugaida
Смотрите лучше.Два дня назад варил диск ауди,только из германии люди пригнали и разбили диск уже уже сдесь надписьALSI-12 а на прошлой неделе диск с бмв 5 московские номера тоже ALSI-12 .не будем спорить,варите чем хотите.Я имел в виду оригинал.
Порш каен оригинал,оочень звонкий диск а стоитALSI-12/
Сообщение отредактировал ugaida: 13 Май 2014 23:16
- 0
- Наверх
- Вставить ник
#46 АВН
А может всё таки тему перенести в раздел «Авторемонт»?
- Наверх
- Вставить ник
#47 митька51
А может всё таки тему перенести в раздел «Авторемонт»?
- 0
- Наверх
- Вставить ник
#48 Александр Козлов
- 0
Наш сайт— http://esva.by/ Мы не волшебники, но кое-что могём.
- Наверх
- Вставить ник
#49 митька51
Не совсем понял, что значит пройтись на спаде дуги.
- 0
- Наверх
- Вставить ник
#50 Александр Козлов
Понятно. Наверно нужно пробывать варить на меньшем токе, а может я диск мало подогрел. Что-то с подогревом дисков я, постоянно загорается краска.
Сообщение отредактировал АВН: 14 Май 2014 20:48
- 0
Наш сайт— http://esva.by/ Мы не волшебники, но кое-что могём.
- Наверх
- Вставить ник
#51 Рома Астрахань
Побелел от зависти, я их ищу уже больше 2 лет. Знаю что есть, а вот купить негде.
Если еще актуально, поделюсь где сам покупал — борфрезы твёрдосплавные G-CUT
Качество хорошее, без проблем выполнили заказ на небольшую сумму, прислали транспортной.
- 0
- Наверх
- Вставить ник
#52 ugaida







 Александр Козлов,Вот сегодняшний улов.Диск с джипа мерседеса 21 дюйм,большой вылет и наши дороги,стали отрываться спицы,предупреждал,варить нельзя,сказал это запаска.Оказывается 310ампер по дачику совсем нехватает для такой работы,нужно 450,тогда будет нормально.Специально заснял обозначения на диске,обработал ещё не до конца.
Александр Козлов,Вот сегодняшний улов.Диск с джипа мерседеса 21 дюйм,большой вылет и наши дороги,стали отрываться спицы,предупреждал,варить нельзя,сказал это запаска.Оказывается 310ампер по дачику совсем нехватает для такой работы,нужно 450,тогда будет нормально.Специально заснял обозначения на диске,обработал ещё не до конца.
- 4
- Наверх
- Вставить ник
#53 tig
Если еще актуально, поделюсь где сам покупал — борфрезы твёрдосплавные G-CUT
Качество хорошее, без проблем выполнили заказ на небольшую сумму, прислали транспортной.
Спасибо за ссылку. Но это борфрезы по твердым металам, для алюминия они не годятся-форма зуба другая, очень мелкие (стружка залипает)
- 0
- Наверх
- Вставить ник
#54 Миротворец

- Город: г. Иркутск. Александр, можно на ты
Но это борфрезы по твердым металам, для алюминия они не годятся
- 0
- Наверх
- Вставить ник
#55 митька51
- 0
- Наверх
- Вставить ник
#56 Александр Козлов
- 0
Наш сайт— http://esva.by/ Мы не волшебники, но кое-что могём.
- Наверх
- Вставить ник
#57 Weldermax
Принесли диск китайский варить, так и не понял, что за сплав. Вариться хороше, но немного шипит. Я так думаю наверное цинк? После зачистки шва открываются поры. Чем правильно такое варить?
Прикрепленные изображения

Сообщение отредактировал Weldermax: 03 Апрель 2018 21:27
- 0
- Наверх
- Вставить ник
#58 mehanik1102
Weldermax,Из цинка диски не делают. Они сплава системы Ал — Кремний. А посему, берёте присадку 4043 и варите.
- 0
- Наверх
- Вставить ник
#59 Weldermax
Маркировку я не понял, она не указывает ни на кремний ни на магний. А кроме этих надписей больше нету. На третьей спице написано CHINA.
Сообщение отредактировал Weldermax: 03 Апрель 2018 21:45
- 0
- Наверх
- Вставить ник
#60 selco
чо думаю , то и пишу.

- Город: Электросталь
. Вариться хороше, но немного шипит. Я так думаю наверное цинк? После зачистки шва открываются поры. Чем правильно такое варить?
Вот вам стоило не надписи показать , а то что сварили , разделка -очистка , подогрев был али нет , ток ,пред газ , баланс тока , пост газ и тогда бы совет получили , как сделать чтобы не закипал ну а присадка я думаю 4043 подойдет да и 5356 думаю тоже примет .
Сварка автомобильных дисков аргоном
 Литые диски считаются не убиваемыми. Но повсеместно рекламируется их сварка. Потому что каждое изделие изначально рассчитано на определённые условия эксплуатации и режим.
Литые диски считаются не убиваемыми. Но повсеместно рекламируется их сварка. Потому что каждое изделие изначально рассчитано на определённые условия эксплуатации и режим.
В расчёт берётся каждый критерий, начиная от условий погодных и заканчивая дорожным качеством. Производители литых дисков не знают, при каких именно условиях будет их изделие эксплуатироваться на дорогах бывших стран СССР.
- Разновидности повреждений
- Выбор типа сварки и электрода
- Подготовка поверхностей
- Порядок выполнения работ
- Преимущества аргоновой сварки
- Советы сварщиков
- Стоимость
Разновидности повреждений
 На литых дисках могут появляться сколы и трещины. Ремонт этих повреждений в специализированных мастерских значительно ударит по кошельку. Цена основывается в основном не на сложности проводимой работы, а на том, что рынок таких услуг не широк. А вот ремонт самостоятельный выйдет значительно дешевле. Следует знать, что применяют аргонную сварку для устранения этих повреждений.
На литых дисках могут появляться сколы и трещины. Ремонт этих повреждений в специализированных мастерских значительно ударит по кошельку. Цена основывается в основном не на сложности проводимой работы, а на том, что рынок таких услуг не широк. А вот ремонт самостоятельный выйдет значительно дешевле. Следует знать, что применяют аргонную сварку для устранения этих повреждений.
При сварке аргонной, в отличие от обычной, электрод в держатель не вставляется. Его необходимо подносить в пламя аргоновой горелки. Процесс очень похож на пайку, а не на сварку:
- Свариваемые поверхности разогреваются.
- Между ними заливается расплавленный металл.
Это общее описание сварки. Сложностей в этом процессе нет. Поэтому все, у кого есть опыт сварочных работ, смогут справиться с этим заданием. Для проведения этих работ вам будут необходимы следующие инструменты:
- Защитная маска и прочие средства защиты.
- Специальные электроды (по составу они должны совпадать с материалом, из которого литой диск изготовлен. Состав диска можно узнать по маркировке).
- Сварочный аргоновый аппарат.
- Болгарка.
Выбор типа сварки и электрода
 Очень важным этапом является выбор электрода. Это сделать непросто, потому что при отклонениях от заданного состава могут быть нежелательные последствия. Очень часто бывали случаи, когда после сварки литых дисков в специализированных мастерских их рекомендовалось применять только для запаски.
Очень важным этапом является выбор электрода. Это сделать непросто, потому что при отклонениях от заданного состава могут быть нежелательные последствия. Очень часто бывали случаи, когда после сварки литых дисков в специализированных мастерских их рекомендовалось применять только для запаски.
Мастер подобрал неправильный тип электрода для сварки — именно по этой причине получился ненадёжным сварочный шов.
Есть два вида аргоновой сварки:
- С ручной подачей электрода.
- С автоматической подачей.
Аппарат автоматический позиционируется как более современная и надёжная техника. Правда, недостаток его в том, что с ним сможет работать только специалист. А если говорить точнее, то только опытный пользователь сможет настроить аппарат правильно на определённую марку сплава.
Обычному же человеку будет проще справиться с более дешёвым аппаратом, в котором подача электрода осуществляется вручную. Его работа не хуже автоматического, вот только приловчиться к нему гораздо проще.
Подготовка поверхностей
 Сварка литых дисков аргоном начинается с подготовки поверхности. Для того чтобы просто заварить трещину, вам нужно будет её немного расширить и удалить краску с поверхности диска на расстоянии от трещины не меньше 1 сантиметра в обе стороны.
Сварка литых дисков аргоном начинается с подготовки поверхности. Для того чтобы просто заварить трещину, вам нужно будет её немного расширить и удалить краску с поверхности диска на расстоянии от трещины не меньше 1 сантиметра в обе стороны.
Если же необходимо отремонтировать скол, то нужно будет потрудиться над диском и тем куском, который будет привариваться к нему.
Идеальный вариант, когда кусок является частью этого же диска. Но если вы собираетесь приваривать кусок от другого диска, то для начала нужно перепроверить составы поверхностей, которые будут подвергаться сварке.
В этом случае при неправильном подборе материала вся работа окажется напрасной. Совсем несложно под размер скола подогнать заимствованный кусок. Для этих целей необходимо приклеить лист бумаги к повреждённой части и границы скола обвести карандашом. Приложите бумагу на часть, которую собираетесь приваривать, и на поверхность перенесите полученный контур. Именно по ним вырезается заплатка.
Детали в месте скола и место сварки зачищаются от неровностей и краски на расстоянии не менее 1 сантиметра. Это делается при помощи болгарки. Иными способами зачистить изделие от краски будет сложно. Потому что у этой краски специфический состав и она держится отлично на поверхности. Краска в процессе сваривания будет гореть, выделяя большое количество очень едкого дыма. Именно из-за этого сваривать колёсные диски необходимо в помещении, где хорошая вытяжка или которое хорошо проветривается.
Не стоит приступать к ремонту сразу же, если у вас нет опыта сварочных работ. Для начала нужно приобрести хотя бы какие-то навыки, а уже после этого начинать непосредственно ремонт вашего изделия. Освоить навыки работы можно на любых изделиях, изготовленных из алюминия. Не помешает присутствие при этом человека с опытом.
Порядок выполнения работ
 После подготовки поверхности и приобретения хотя бы какого-то опыта можно приступать к ремонту дисков. Порядок работы таков:
После подготовки поверхности и приобретения хотя бы какого-то опыта можно приступать к ремонту дисков. Порядок работы таков:
- Место сварки прогрейте горелкой. При этом нужно следить, чтобы металл не перегрелся.
- Поднесите электрод к месту шва после появления определённого цвета (он зависит от материала изделия). Если вы будете соблюдать все правила, то металл с электрода расплавится быстро и заполнит швы.
- При приваривании дискового скола не помешает прихватить его по краям. Так вы закрепите положение заплатки. После этого можно сваривать элементы по всей их длине.
- Шов при правильной сварке должен быть виден с двух сторон. Жидкий горячий металл должен заполнять пространство полностью и входить в металлическую структурную решётку диска.
При большой толщине диска сварка проводится в несколько этапов с двух сторон. Швы при этом накладываются друг на друга. Такая сварка гораздо надёжнее. После того как диск полностью остынет его следует зашлифовать и подготовить к работам по покраске. В этом вам поможет болгарка со шлифовальной и заточной насадками. После полной обработки поверхности литой восстановленный диск готов к дальнейшему использованию.
Преимущества аргоновой сварки
Защищает аргон свариваемую поверхность от появления на ней оксидов. Иногда в аргон приходится добавлять кислород. Это необходимо тогда, когда при сварке нужно в изделие проникнуть глубоко или же когда состав сплава отличается повышенной температурой плавления. Даже в подобных ситуациях металл будет защищён, так как в процессе работы кислород выгорает.
Аргоновая сварка дисков относится к разряду востребованных услуг, так как является безальтернативным способом ремонтных работ. В настоящее время эта востребовательность растёт. Поэтому и специалистов по этому виду ремонта становится всё больше. Точно так же осуществляется сварка повреждённого автомобильного картера и прочих деталей двигателя.
Советы сварщиков
Опытные сварщики дают следующие советы при проведении работ:
- Чтобы в шов не попадал абразив, деталь желательно вырезать фрезой.
- Если за один подход трещину заварить не получается, то нужно вырезать корень шва с обратной стороны.
- Лучше подкладывать с обратной стороны подкладки из меди или нержавейки.
- Чтобы с детали снизить напряжение, необходимо свариваемый участок прогреть примерно до 250−300 градусов. Определить температуру поможет хозяйственное мыло. Для этого нужно бруском мыла провести по диску и нагревать его. Когда отметина приобретёт коричневый цвет, то температурный режим на диске — 250 градусов, а когда она станет чёрной — то 300 градусов.
Стоимость
В Москве цены на такие услуги примерно таковы:
- Наплавление борта с внешней стороны — 400 рублей.
- Наплавление борта с внутренней стороны — 300 рублей за 1 сантиметр.
- Сварочный шов — 150 рублей за 1 сантиметр.
Как заварить диск аргоном
Время на чтение: 5 минут
Диски на основе сплавов алюминия стали практически абсолютными монополистами на авторынке. Длительный пробег по отечественным дорогам не проходит бесследно. Случаются трещины, сколы, а в крайних случаях, полное разрушение. Автовладелец становится перед необходимостью замены или ремонта. В таких случаях оправдано применение аргонодуговой сварки, при помощи которой конструкцию можно собрать буквально из фрагментов.
Ремонт и варка автодисков
Самой частой проблемой, с которой сталкиваются автомобилисты, становятся именно трещины. Возможны сколы, они требуют большего внимания к себе, т. к. фактически диск приходится собирать из двух частей, следя за тем, чтобы не нарушилась его геометрия.
 Диски без дефектов
Диски без дефектов
При ремонте трещин и сколов сначала производится подготовка:
- Удаляются загрязнения в области ремонта.
- Счищается краска на расстоянии 1 см от места повреждения.
- Осуществляется пропил по трещине — так называемое «раскрытие», которое способствует выравниванию металла в области дефекта и, как следствие, обеспечит более качественный результат.
Еще одним вариантом будет просверлить в месте, где заканчивается трещина, и вести прорезание от внешнего края к месту просверливания.
Последовательность действий при ремонте и заваривании автомобильного диска следующая:
 Ремонт диска
Ремонт диска
- После снятия покрышки надо тщательно все осмотреть, наметить все сколы, трещины (некоторые могут быть совсем небольшими).
- Очистить покрытие до голого металла вокруг места предстоящей работы.
- При помощи болгарки или другого инструмента прорезать области трещин.
- Зачистить и обезжирить место будущего сварного шва.
- Провести сваривание с помощью присадочной проволоки и аргонодуговой сварки.
- После того как остынет сварной шов, произвести его шлифовку вровень с поверхностью.
Правильная сварка дисков аргоном
Марка сплава диска и присадочной проволоки или стержня электрода должны быть одинаковыми. Снаружи производитель ставит клеймо, на котором указан состав материала. Чаще всего встречаются сплавы с кремнием либо магнием.
Перед непосредственно сваркой нужно подготовить, очистить и обезжирить (при помощи ацетона) свариваемые поверхности.
Необходимое оборудование и материалы:
- болгарка;
- аппарат для аргонодуговой сварки;
- электроды, расплавляемые или неплавящиеся;
- присадочная проволока, если электрод используется плавящийся;
- защитное снаряжение для сварщика.
Почему важно правильно заварить диск аргоном
Сварка литых дисков сейчас достаточно востребованная услуга, поэтому многие монтажники предлагают ее, не обладая при этом достаточными навыками или «обучаясь еще в эпоху просвещения». Такие случаю нередки, и алюминиевый диск могут «качественно и быстро, за 5 минут» отремонтировать на обочине возле шоссе. Необходимо ориентироваться при выборе на такие фирмы с опытом как, например, РЛД-групп.
Может произойти некачественное заполнение сварной полости присадочным материалом. В полости, на границе соприкосновения диска и сварного шва, могут возникнуть каверны, места плохого соединения металла, которые при изменении температур или физическом ударе (попадании в яму, преодолении «лежачего полицейского» на большой скорости) могут разрушиться.
Варка дисков легкосплавной проволокой должна проводиться после правильной процедуры подготовки и с соблюдением технологии. Просто наложение сварного шва поверх существующей трещины совершенно недопустимо.
Сварка аргоном
Ремонт литых автомобильных дисков (когда производится сварка аргоном) имеет свои нюансы, обусловленные самой структурой алюминия. В силу его большой теплопроводности (в 5-6 раз больше обычной стали), необходимо большое внесение тепла в зону свариваемых поверхностей. Это достигается за счет мощности сварочной электрической дуги.
Чтобы качественно заварить легкосплавный диск, необходимо установить мощность аргонного сварочного аппарата в 150-170 ампер. Конкретное значение выставляется исходя из толщины металла.
Если аргоновое заваривание полости, оставшейся после пропила, выполняется, используя сплавный электрод, необходимо использование присадочной проволоки. Она подается в место дефекта, и, расплавляясь, заполняет полость, замещая собой утраченный металл. Горелка при этом ведется впереди присадочной проволоки. Лучшим вариантом является возможность проварить дефект с двух сторон. Но для этого сам диск должен обладать большой толщиной. Если металл слишком тонкий, есть риск перегреть, и это скажется на его эксплуатационных качествах.
При проведении заваривания скола предварительно производится подгон «донорской» части к форме скола. В идеале, это должен быть отколовшийся фрагмент.
Проводится зачистка и обезжиривание обеих свариваемых поверхностей при помощи ацетона. После этого по всему периметру «донорской» части производится сваривание. Вначале подготовленный фрагмент в нескольких точках приваривается к диску. После этого его можно дополнительно выправить молотком, следя за тем, чтобы линия борта и заплатки легли в одной плоскости (это обеспечит правильное прилегание покрышки при последующем монтаже). И уже после окончательного выверения положения производится проваривание по всему периметру заплатки.
После того как остынет сварочная ванна, шов необходимо зашлифовать и покрасить диск в оригинальный цвет.
Заварить литой диск — процесс не очень легкий, подойти к делу стоит ответственно. Главное, взвешенно оценить степень повреждений и принять решение, стоит ли его «спасать».