
Электроды МР-3 – характеристики и особенности использования
Предназначение и технические характеристики электродов МР-3
 Электроды МР 3 для сварки низкоуглеродистых сталей с содержанием углерода до 0,25% имеют рутиловое покрытие. Они используются для ручной электродуговой сварки различных металлоконструкций.
Электроды МР 3 для сварки низкоуглеродистых сталей с содержанием углерода до 0,25% имеют рутиловое покрытие. Они используются для ручной электродуговой сварки различных металлоконструкций.
Электроды не требовательны к условиям сварки, дают прочный и долговечный шов даже в сложных условиях. Они способны справиться с повышенной влажностью и даже с небольшими следами коррозии. Обмазка электродов выполнена на основе рутила, минерала, содержащего диоксид титана.
Общая информация
Для чего они предназначены? Электроды МР3 применяются для сварки деталей из сплавов с содержанием углерода до 0,25%. Они могут работать в самых сложных условиях, при повышенной влажности заготовок и даже при наличии налета ржавчины. Такое свойство особенно полезно при выполнении ремонтных работ на трубопроводах.
Варить допускается во всех сварочных положениях, кроме вертикального. Сварку можно производить как при тесном контакте деталей, так и с некоторым зазором между ними. При этом следует снизить значение сварочного тока во избежание появления трещин.
Чем отличаются: легким розжигом электродуги и высокой стабильностью ее горения. Разбрызгивание капель расплава из сварочной ванны сведено к минимуму. Состав обмазки подобран таким образом, что в ходе сварки она выделяет мало токсичных веществ. Образующуюся корку шлака легко отделить от материала шва при зачистке.
В качестве источника рабочего тока можно использовать как традиционные сварочные трансформаторы, таки современные инверторы. Они должны обеспечивать напряжение от 50 вольт и выше. Электроды для сварки углеродистых сплавов МР 3 годятся для работы как переменным, так и постоянным током. Они позволяют сваривать заготовки различной толщины.
При правильной разделке кромок они осуществляют качественный глубокий провар. Следует уделять особое внимание правильному выбору значения рабочего сварочного тока. Он зависит как от диаметра электрода, таки от сварочного положения. Завышенный ток не позволит в полной мере воспользоваться преимуществами изделия.
[stextbox получения прочного и долговечного шва сами электроды должны быть качественно просушены и прокалены.[/stextbox]
Конструкция и материал изготовления
 В центре изделия находится стержень из сварочной проволоки Св -08, он покрыт обмазкой на основе рутила. В него добавлены в качестве присадок алюмосиликат либо карбонат. Присадки повышают вязкость металла наплавки, предохраняют от появления трещин и пор в материале шва.
В центре изделия находится стержень из сварочной проволоки Св -08, он покрыт обмазкой на основе рутила. В него добавлены в качестве присадок алюмосиликат либо карбонат. Присадки повышают вязкость металла наплавки, предохраняют от появления трещин и пор в материале шва.
Имеют такие электроды 3 модификации: собственно МР 3, МР 3с и МР 3м. В обмазку стержней марки МР-3м добавлен ильменит, а в обмазку электродов марки МР-3с – добавки для повышения степени ионизации. В чем между ними разница: по основным физико-механическим характеристикам разницы между всеми тремя моделями практически нет. Различия проявляются в ходе работы: МР-3с благодаря ионизирующим присадкам в обмазке позволяет проводить легкий розжиг дуги на бытовых сварочных инверторах малой мощности.
У них также снижен объем выделяемых в атмосферу вредных веществ, прежде всего: марганца. С таким составом проще получить однородный шов на сварочных аппаратах малой мощности.
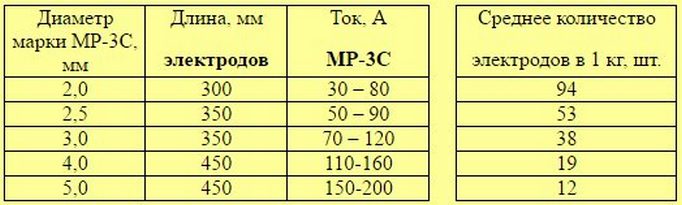
Диаметр проволоки находится в диапазоне 2-6 мм, а длина- от 30 до 45 см. По нему определяется и диаметр электрода, указанный в маркировке.
Если стержни хранились на сухом складе в заводской упаковке, в их дополнительном прокаливании нет нужды. Однако, если по каким –либо причинам влажность обмазки превысит 1,5 %- потребуется прокаливание от 40 до 60 минут при температуре около 170 о С. Работать влажными электродами недопустимо: обмазка теряет свои свойства, и вряд ли получится прочный и долговечный шов.
Обмазка делается на основе рутила, или диоксида титана в состоянии порошка. Он смешивается со связующим, и стрежни окунают в получившуюся массу. Концы стержня на 20 мм не покрывают обмазкой: один из них будет зажат в держателе, а другой используют, чтобы разжечь электрическую дугу. Далее обмазанные электроды просушивают при высокой температуре.
Готовые изделия после просушки окрашивают в синий цвет и наносят на покрытие маркировку. Расшифровка МР-3 означает:
- М – рутиловое покрытие;
- Р – высокое качество шва;
- 3- номер модели в модельном ряду производителя
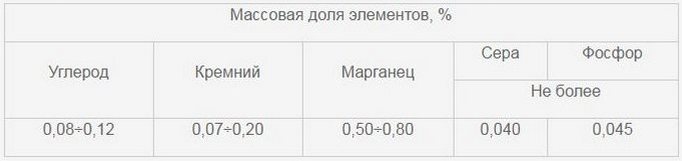
В состав материала стержня, кроме железа, входят присадки в следующих процентных долях:
- Марганец 0,66;
- Кремний 0,1;
- Углерод 0,1;
- Фосфор 0,03;
- Сера 0,019.
Готовые изделия пакуют в коробки, герметизируемые полимерной пленкой для сохранения низкого уровня влажности. Допускается отгрузка в картонных коробках и в пачках из технической бумаги.
Технические характеристики
Технические условия производства МР 3 регламентируются ГОСТ 9466 и 9467. В этих документах также есть описание порядка проведения контроля качества и приемочных испытаний и применимости изделия.
МР-3 относятся к группе сварочных материалов Э46. Они рекомендованы для соединения низколегированных, углеродистых и конструкционных сплавов, механическое сопротивление разрыву которых менее 50 кгс/мм2. Толщина деталей может составлять от 3 до 20 мм.
Сопротивление на разрыв материала шва должно составлять 46 кгс/мм2. Коэффициент наплавки сварного соединения определяется равным 8,5 г/А*ч. Производительность наплавки приблизительно 1,7 кг в час. Для получения 1 кг наплавленного материала уходит до 1,7 кг электродов.
Чтобы сваривать металлоконструкции большой толщины в нижнем сварочном положении, следует наклонять электрод в сторону движения держателя. Сварка большими токами требует особой внимательности сварщика и строгого соблюдения технологических указаний, поскольку на этих режимах велик риск появления пористости шовного материала и других дефектов шва.
Изделия расфасовываются по коробкам со следующими параметрами (для длины 30 см):
| Диаметр, мм | Вес одного электрода, г | Количество в коробке, шт. | Вес коробки, кг |
| 3 | 30 | 83 | 2,5 |
| 4 | 60 | 41 | 2,5 |
| 5 | 92 | 54 | 5,0 |
Для длины в 45 см вес больше в полтора раза.

Хранить изделия следует в сухом теплом складе, температура не должна опускаться ниже +15 о С. Условия хранения должны исключать возможность повреждения упаковки и увлажнения стержней.
Увлажненные изделия применять для сварки недопустимо, они должны быть прокалены в специальном шкафу или муфельной печи при температуре 170 о С не менее одного часа.
Особенности использования
При работе с МР 3 допустимо использование как переменного, так и постоянного тока. Сварочный источник должен давать напряжение холостого хода от 50 вольт. При работе постоянным током используется обратная полярность подключения. При этом положительный контакт присоединяется к держателю, а отрицательный- к заготовке.
Электроды отличаются следующими преимуществами:
- легкий розжиг и стабильное горение электродуги;
- выполнение долговечного, хорошо проваренного шва с заданными геометрическими параметрами;
- минимизировано разбрызгивание капель расплава;
- хрупкая корка шлака, образующаяся над шовным материалом, просто и быстро удаляется при зачистке;
- облегченный повторный розжиг электродуги после перерыва в ведении электрода;
- высокая производительность сварки.

Несмотря на то, что изделие оптимизировано для сложных условий работы, ни в коем случае нельзя пренебрегать подготовкой зоны шва к соединению. Чем лучше будет зачищена и обезжирена заготовка, тем прочнее и долговечнее получится шов.
Шовный материал имеет ударную вязкость 80 Дж./см2, допускает изгиб до 150о, а величина относительного удлинения равна 18%.
Материал шва имеет физико-механические параметры, близкие к характеристикам металла самой детали. Поэтому шов не создает дополнительных механических напряжений, ослабляющих всю конструкцию и снижающих ее прочность и надежность.
Рекомендуемые значения тока
Рабочий ток зависит от диаметра выбранного электрода и от сварочного положения. Рекомендации по выбору сведены в таблицу, сила тока дана в амперах
| Диаметр, мм | Вертикальный шов, сила тока | Нижнее положение, сила тока | Потолочное положение, сила тока |
| 3 | 90-110 | 100-140 | 100-120 |
| 4 | 140-180 | 160-220 | 140-180 |
| 5 | 150-200 | 180-260 | Не применяется |
| 6 | Не применяется | 300-360 | Не применяется |

Важно помнить, что это ориентировочные значения. Для конкретных деталей выполняется пробный шов, и сила тока подстраивается в зависимости от его результатов. Начинать следует с минимальных значений, поскольку рутиловые электроды не любят завышенных значений силы тока.
Если пробный шов демонстрирует недостаточный уровень провара, силу тока следует постепенно, шагами по 5 ампер, увеличивать до получения удовлетворительных результатов. При завышенных значениях рабочего тока повышается разбрызгиваемость металла, снижается стабильность дуги. На заготовках малой толщины возможно появление прожогов.
Заключение
Электроды МР 3 пользуются заслуженной популярностью среди сварщиков. Их с удовольствием применяют как профессионалы, так и домашние мастера. Возможность соединения влажных и заржавевших деталей, а также пониженный уровень выброса вредных веществ в атмосферу, являются главными достоинствами рутиловых электродов.
Электроды МР-3
| Каталог / сварочные электроды МР-3, электроды для сварки МР-3 |

Электроды МР-3 ГОСТ 9466-75 предназначены для сварки конструкций из углеродистых сталей С, ВСт3сп, БСт3сп и других сталей во всех пространственных положениях, кроме вертикального сверху вниз, с содержанием углерода до 0,25%. Наплавленный металл работает в условиях пониженных температур (до -20 оС).
Вид покрытия — рутиловое.
Тип тока — постоянный или переменный.
Особые свойства электродов МР-3:
допускают сварку влажного, ржавого, плохо очищенного от окислов и других загрязнений металла. Имеют повышенную производительность процесса сварки.
Технологические особенности сварки:
Сварку конструкций средних и больших толщин в нижнем положении производят на повышенных режимах с наклоном электрода в сторону направления сварки (углом назад). Рекомендуется средняя длинна дуги.
Прокалка перед сваркой :
140-180 °С; 0,5 ч.
Осуществляем продажу электродов МР 3 и производим отгрузку любым видом транспорта от 100 кг все регионы России.
Как купить электроды МР-3 по низким ценам:
- заполните простую форму «Оформить заказ» вверху страницы;
- позвоните по телефону +7 (4862) 43-90-47;
- отправьте заявку на электронную почту megaprom@orel.ru;
Условия продажи:
- Реализация металлоизделий оптом и в розницу;
- Безналичный расчет, путем перевода денежных средств с банковского счета;
- Возможность отсрочки платежей;
- Бесплатные консультации наших специалистов;
- Оказываем услуги упаковки товара по требованиям заказчика;
- Готовы произвести продукцию любой сложности на заказ по чертежам заказчика.
Условия доставки:
- Доставка продукции осуществляется со склада из наличия;
- При необходимости мы можем предоставить услугу ответхранения;
- Готовы предоставить скидку на доставку согласно условиям партнерских программ транспортных компаний;
- Возможность самовывоза товаров со складов.
Гарантии:
- Вся продукция сертифицирована, отпускается после технологического контроля;
- Метизы, крепеж, канаты, сетка, проволока, электроды и другая металлопродукция соответствуют ГОСТ и ТУ;
- Возможность возврата товара в соответствии с законодательством Российской Федерации;
Доставка по РФ:
Москва, Санкт-Петербург, Архангельск, Астрахань, Барнаул, Белгород, Брянск, Владимир, Волгоград, Вологда, Воронеж, Екатеринбург, Иваново, Ижевск, Йошкар-Ола, Казань, Калуга, Киров, Кострома, Краснодар, Курган, Курск, Липецк, Омск, Оренбург, Пенза, Пермь, Псков, Ростов-на-Дону, Рязань, Самара, Саранск, Саратов, Севастополь, Симферополь, Смоленск, Ставрополь, Тамбов, Тверь, Томск, Тула, Тюмень, Ульяновск, Уфа, Челябинск, Ярославль и др.

Представленная на данном сайте информация содержит каталог справочной информации о более 3000 наименованиях металлоизделий, носит информационный, ознакомительный характер, может быть применена в разных областях деятельности предприятий.
Электроды марки МР-3 для сваривания — чем они хороши, как и где их стоит применять

Простейший способ сваривания металлов— электродуговая сварка.
Особым достоинством , есть существования разных видов электродов для проведения работ по сварке. Однако, это и большой минус, поскольку это создает сложность выбора для начинающих.
Какую модель применять тем, кто только начал интересоваться основами сварки?
Наша рекомендация— электроды МР-3. Модель МР-3 предназначена , для реализации простых работ.
Прочитав эту статью, у вас больше не возникнет вопросов про эту марку сварочных стержней.
- Технические характеристики
- Применение
- Заключение
Технические характеристики
Тип электродов- Э46. Данные изделия подходят при сварке углеродистых, конструкционных и низколегированных сталей. Производятся согласно с ГОСТами No9466-75 и No9467-75.
Наименьший предел текучести свариваемого метала не должен превышать 36кг/мм2
Для изготовления этих стержней, используется стальная присадочная проволока Св-08, диаметром 3-6 мм. Самая распространенная имеет диаметр 3 мм.
За счет рутилового покрытия обеспечивается стабильность горения дуги. В каждой упаковке 80 штук.
Для хранения модели МР-3 используется герметичный футляр, температура хранения не должна быть ниже чем +15 градусов по Цельсию, так же нужно следить за влажностью и перепадом температур.
При нарушении одного из пунктов хранения, стержни следует поместить в электропечь, температура в которой не должна превышать 180 градусов по Цельсию.
Достоинства этой модификации:
- Скоростное возбуждение дуги и стабильное горение
- Наличие рутилового покрытия, с помощью которого, свариваемый металл не разбрызгивается
- Легкость в удалении шлака после сварки
- Несложное зажигание после принужденного затухания
Применение

Сварочный аппарат и электроды МР-3 работают в паре. Сварка возможна двумя видами тока, как на постоянном так и на переменном. При постоянном токе требуется установка обратной полярности.
Диаметр стержня прямо пропорционален от значения сварочного тока.
При работе с электродами 3 мм с условием варки в вертикальном положении можно установить от 90 до 110А. Потолочном-от 100-120А, нижнем- от 100 до 140А.
Если выбор пал на моедли 4 мм, сварка в вертикальном положении при силе токе от 140 до 180А. Потолочном положении от 140А до 180, нижнем положении— от 160 до 220А.
С изделиями диаметром 5мм следует работать только в нижнем и вертикальном положении. В вертикальном положении установите силу тока от 160 до 220А, в нижнем положении -от 180 до 260А
Модели диаметром 6мм и больше годятся только для сварки при нижнем положении при силе тока от 300 до 360А.
При сварке нужно следить за расходом. Средний показатель расхода-за час плавки электродов при диаметре не выше 4 мм должно выйти до 1,6 кг.
Заключение
Электроды модели МР-3 — выбор как для умелых сварщиков, так и для новичков.
Модель МР-3, подходит, для реализации простых работ, проста в использовании . Также упрощает работу имея большой выбор диаметров.
Большим плюсом марки МР-3, есть доступная стоимость и варка различных видов стали
При выборе электродов, советуем смотреть на качество и условия хранения товара. Не смотрите только на цену, ведь самое дорогое — не всегда лучшее, советуем покупать электроды у которых много положительных отзывов.
Сварочные электроды МР-3 тип Э-46
Условное обозначение электродов —
Электроды МР-3 цена 3мм и 6мм 78,00 руб за кг
Электроды МР-3 цена 4мм и 5мм 75,90 руб за кг
ГОСТ 9467-75: Э 46
ASME /AWS A5.1: E6013
EN ISO 2560-A: E 38 ZRB12
Нормативно-техническая документация: ГОСТ 9467-75, ГОСТ 9466-75
ТУ 1272-002-58965179-2006
Электроды для сварки МР-3 предназначаются для ручной дуговой сварки ответственных и рядовых конструкций из среднеуглеродистых сталей (процентное содержание Углерод (C) до 0,55), с временным сопротивлением разрыву не более 490 МПа. Работа электродами МР ведется на токе переменном либо постоянном, полярность обратная, сварка при любых положениях в пространстве, строго исключая вариант «сверху вниз».
Сварочные электроды МР-3 принадлежат к группе электродов с покрытием рутилово-основного типа . Для изготовления стержня электрода МР3 используют проволоку Св-08 или Св-08А и соответствующую ГОСТу 2246-70. Покрытие МР-3 содержит значительную долю рутилового концентрата (двуоксида титана), а также карбонаты, алюмосиликаты, раскислители и органическую целлюлозу. Двуоксид титана – это стойкий оксид, он дает шлаковую защиту и позволяет добавлять меньше токсичных «раскислителей» Mn и Si. В процессе горения органических соединений, формируется газовая оболочка, изолирующая металл сварного шва от негативного влияния азота и кислорода.
В момент отрыва дуги в кратере электрода МР-3 получается пленка, имеющая в своем составе ТiO2 и обладающая хорошей проводимостью. Благодаря этому можно не касаясь стержнем свариваемого металла получать легкое многократное возбуждение дуги, когда выполняются короткие швы, предполагающие частые прерывания.
Характеристики электродов для сварки МР-3
Рецептура электродов для сварки МР-3 позволяет получать отличные свойства сварки и качества металла шва:
1. малая токсичность МР-3;
2. универсальность применения;
3. плавный переход шва к свариваемому металлу, благодаря чему в условиях знакопеременных нагрузок не образуются «усталостные трещины»;
4. легкое многократное возбуждением дуги;
5. высокая ударная вязкость;
6. хороший показатель временного сопротивления разрыву;
7. сварка с короткой или средней дугой;
8. отсутствие чувствительности к изменению длинны дуги;
9. возможность сварки влажной, загрунтованной и окисленной поверхности рядовых конструкций;
10. хорошая стойкость к образованию трещин и пор;
11. устойчивое и мягкое горением дуги и малое разбрызгивание;
12. допустимость сваривания средних и широких зазоров;
13. переход металла стержня электрода в ванну мелкими частицами;
14. тонкий рисунок сварного шва;
15. высокая производительность сварочных работ.
Важные особенности марки МР-3: универсальность применения, отличные технологические показатели, высокое качество шва. Перечисленные выше характеристики МР-3 дают возможность работать этими электродами сварщикам любой квалификации и опыта, на любом оборудовании ( профессиональном, полупрофессиональном, бытовом).
Применение сварочных электродов МР-3
Потребляются электроды МР-3 во многих отраслях экономики, преимущественно в промышленности, транспорте, и строительстве. Например, в нефтехимической и газовой промышленности МР3 незаменимы при строении резервуаров, т.к. выполненные МР швы, выдерживают повышенное давление . В транспортной сфере они востребованы в судостроении, судоремонте, машиностроении, потому что таким сварным швам не страшны агрессивные среды и нагрузки вибрации. В бытовом, жилищном, трубопроводном строительстве, МР3 нужны для сваривания любых конструкций из углеродистых и низколегированных сталей.
Свойства электродов МР-3 дают возможность варить и на инверторах и на трансформаторных полуавтоматах.
Качество электродов МР-3
Качество МР-3 соответствует ГОСТу 9467-75, это типа Э46, где: «Э» — электроды для ручной дуговой сварки; «46» – показатель временного сопротивления в кгс/мм 2 .
По стандартам сварки American Welding Society (AWS- Американское общество по сварке), электроды МР-3 — это тип E6013.
По регламентам международной организации EN ISO 2560-A, электроды МР-3 маркируются как E 38 ZRB 1 2 , где: «E» — электрод покрытый; «38» — показатель прочностных и пластических характеристик металла; «Z» – указывает на отсутствие регламента температур, гарантирующих работу удара KV более 47 Дж.; « R B» – вид покрытия типа рутилово-основной; «1» — коэффициент наплавки Кс≤105% ток обратной полярности; «2» – все положения сварки, исключая вертикаль вниз (PA, PB, PC, PE, PF). Так же в ISO 2560-A применяются другие индексы, являющиеся вторичными .
Качество МР-3 производства Промэлектрод соответствует НТД: ГОСТ 9466-75 и ГОСТ 9467-75, ТУ 1272-002-58965179-2006. Это подтверждается документами:
1. Санитарное заключение;
2. Добровольная сертификация — Сертификат на соответствие ГОСТ-Р;
3. Свидетельство Российский Морской Регистр Судоходства;
4. Сертификат Российский Речной Регистр.
5. Аттестат соответствующий требованиям НАКС РД 03-613-03, для группы устройств используемых на опасных производствах.
Импортными аналогами марки MP -3 можно считать: Askaynak AS R-146, ESAB ОК 46, BÖHLER FOX SPE, Lincoln Electric Fleetweld 37 и пр.
Производство электродов МР-3 компании Промэлектрод
Отечественные электроды с содержанием рутила появились в 60-х годах. Массовый выпуск рутиловых электродов стал возможен только в 70-х годах, когда появилось доступное сырье – рутиловый концентрат.
Обозначение МР-3 указывает на специфику марки. Расшифровка МР-3 передает возможности применения электродов, а именно:
М – Монтажные электроды;
Р – Рутиловое покрытие;
3 – Модель электродов;
Также в обозначениях может указываться «С» или «Синие», соответствует улучшенным сварочным свойствам МР-3С.
Изготавливаем МР-3 по разработанной технической документации, с применением метода опрессовки металлических стержней обмазочной смесью с дальнейшей обработкой, сушкой и упаковкой.
Технические характеристики МР3 электродов
 У сварщиков со стажем обычно не возникает трудностей, когда им приходится выбирать наиболее подходящие электроды для монтажа низколегированных сталей. Чаще всего специалисты отдают предпочтение сварочным электродам МР-3, и неслучайно. Этот расходный материал отличается высокой эффективностью в работе и качеством исполнения, которое обусловлено требованиями действующих ГОСТов и спецификой использования свариваемых изделий в разных отраслях промышленности.
У сварщиков со стажем обычно не возникает трудностей, когда им приходится выбирать наиболее подходящие электроды для монтажа низколегированных сталей. Чаще всего специалисты отдают предпочтение сварочным электродам МР-3, и неслучайно. Этот расходный материал отличается высокой эффективностью в работе и качеством исполнения, которое обусловлено требованиями действующих ГОСТов и спецификой использования свариваемых изделий в разных отраслях промышленности.
- Общая информация
- Электроды с рутиловым покрытием
- МР-3
- Электроды МР-3: технические характеристики
- Применение
- Технологические особенности
- Особенности
- Конструкция и материал изготовления
Общая информация
Сварочные элементы марки МР-3 подходят для соединения заготовок из углеродистых и низкоуглеродистых сталей. Их можно сваривать при плотном контакте либо оставлять небольшой зазор. В последнем случае специалисты рекомендуют очень внимательно подойти к выбору режима сварки и использовать ток меньше номинального во избежание образования дефектов или трещин на металле.
Присадочные материалы, выпускаемые под этой маркой, выгодны тем, что в процессе их использования выделяется минимальное количество веществ, поэтому можно не сомневаться в их безопасности. Они незаменимы при сварке, проводимой в особо сложных условиях, поскольку наименее требовательны к чистоте поверхности, на которой могут присутствовать ржавые пятна или влага, но на качество сварки это сильно не влияет.
Сварочные работы проводятся с применением обычных трансформаторов, которые поддерживают минимальное напряжение на уровне 50 В. Сварочный материал МР-3 также можно использовать для монтажа деталей средней или большой толщины. Металл можно с легкостью проварить по всему углублению, гарантируя высокую прочность создаваемого соединения. Если исходить из технологических условий сварочных работ, при работе с этими электродами создавать большую дугу для получения температуры, достаточной для схватывания металла с электродом, не требуется.
 В рамках подготовительного этапа электроды необходимо просушить и прокалить, что только положительно сказывается на их рабочих свойствах. Электроды этой марки можно использовать в сочетании с трансформаторами, поддерживающими работу при постоянном и переменном токе. Присадочным материалом можно работать в любых положениях из-за того, что они вне зависимости от рабочих условий могут обеспечить соединение высокого качества.
В рамках подготовительного этапа электроды необходимо просушить и прокалить, что только положительно сказывается на их рабочих свойствах. Электроды этой марки можно использовать в сочетании с трансформаторами, поддерживающими работу при постоянном и переменном токе. Присадочным материалом можно работать в любых положениях из-за того, что они вне зависимости от рабочих условий могут обеспечить соединение высокого качества.
По окончании сварки необходимо выполнить завершающую операцию — удалить с металла шлак. Это делается очень легко, поэтому качество соединения остается стабильно высоким. Покрытие электрода напрямую влияет на присущие для него достоинства. Материал для сварки отличается особым химическим составом, благодаря которому можно поддерживать стабильное горение дуги при работе в любой плоскости. За счет стабильности дуги качество сварки получается неизменно высоким, вне зависимости от воздействия посторонних факторов.
Электроды с рутиловым покрытием
 Рутиловое покрытие представляет собой диоксид титана в порошкообразной форме, используемый для повышения прочностных характеристик шва и стабилизации процесса горения. Хотя электроды, имеющие рутиловое покрытие, стоят заметно дороже, они обладают рядом достоинств, которые обеспечивают им неоспоримые преимущества на фоне прочих видов электродов. Рутиловые наиболее эффективны при соединении элементов, содержащих влагу и ржавчину, способствуют уменьшению брызг металла, сокращая тем самым его расход. Отличительной особенностью электродов является простота отделения шлака.
Рутиловое покрытие представляет собой диоксид титана в порошкообразной форме, используемый для повышения прочностных характеристик шва и стабилизации процесса горения. Хотя электроды, имеющие рутиловое покрытие, стоят заметно дороже, они обладают рядом достоинств, которые обеспечивают им неоспоримые преимущества на фоне прочих видов электродов. Рутиловые наиболее эффективны при соединении элементов, содержащих влагу и ржавчину, способствуют уменьшению брызг металла, сокращая тем самым его расход. Отличительной особенностью электродов является простота отделения шлака.
Достаточно известной и востребованной разновидностью рутиловых электродов являются элементы МР-3. Их используют преимущественно для соединения ответственных конструкций, выполненных из углеродистых сталей с содержанием углерода не менее 0,25% и низколегированных сталей. Во время работы электродами МР-3 образуется непрерывная дуга, что гарантирует аккуратный, прочный и ровный шов. Эти электроды могут работать при любом токе.
Во время сварки электроды МР-3 можно держать в любом положении, кроме вертикального. Это обусловлено тем, что качественное соединение можно создать только при неправильной полярности. МР-3 позволяют выполнять сварочные работы даже по окислительной поверхности и с использованием удлиненной дуги.
Высокая востребованность сварочного материала этой марки обусловлена наличием у них массы положительных свойств, среди которых следует выделить способность обеспечить качественное соединение даже при наличии на поверхности следов ржавчины, влаги и загрязнений, а также высокую производительность сварочных работ.
Электроды МР-3: технические характеристики
 Сварочные элементы МР-3 изготавливаются с учетом требований, определённых ГОСТами 9466 и 9467. В последнем сказано, что они относятся к типу E46 и используются преимущественно для соединения низколегированных с механическим сопротивлением разрыву до 50 кгс∙м/см 2 и углеродистых сталей. Свариваемый металл должен иметь толщину не менее 3 мм и не более 20 мм.
Сварочные элементы МР-3 изготавливаются с учетом требований, определённых ГОСТами 9466 и 9467. В последнем сказано, что они относятся к типу E46 и используются преимущественно для соединения низколегированных с механическим сопротивлением разрыву до 50 кгс∙м/см 2 и углеродистых сталей. Свариваемый металл должен иметь толщину не менее 3 мм и не более 20 мм.
Для производства присадочного материала используется специальная проволока типа СВ-08 сечением от 3 до 6 мм. По толщине основания электроды можно разделить на несколько групп в зависимости от их диаметра. Электроды марки МР-3 отличаются от других видов элементов наличием рутилового покрытия, с химическим составом которого связаны рабочие характеристики сварочного материала.
Длина элементов может колебаться в диапазоне от 300 до 450 мм. Дополнительно они могут различаться по весу:
- 3 мм — 32 г;
- 4 мм — 62 г;
- 5 мм — 93 г.
В одной упаковке может содержаться разное количество сварочного материала в зависимости от их диаметра:
Производители сварочных элементов МР-3 указывают на важность соблюдения условий их хранения. Выбранное место должно быть отапливаемым и сухим, температура воздуха не должна опускаться ниже отметки + 15 градусов. Электроды должны быть защищены от чрезмерного увлажнения, загрязнения и механических воздействий. При признаках увлажнения сварочные элементы необходимо перед использованием прокалить в течение 1 часа при температуре + 180 градусов Цельсия.
Применение
Сварочные элементы марки МР-3 предназначены для проведения сварочных работ при токе постоянной или переменной величины, гарантирующим напряжение в режиме холостого хода не менее 50 В. В случае подачи от источника питания постоянного тока полярность должна быть обратной. В процессе сварки присадочный материал допускается держать в любой плоскости.
Технологические особенности
 Высокое качество соединения и производительность;
Высокое качество соединения и производительность;- Беспроблемное повторное зажигание;
- Легко отделить от сварочного шва шлаковую корку;
- Незначительное количество брызг металла;
- Простота процесса создания сварочного шва;
- Не возникает трудностей с зажиганием электрической дуги и поддержанием ее стабильного горения.
В условиях нормальной температуры металл сварочного шва, а также наплавленный металл приобретают следующие прочностные характеристики:
- Показатель механического сопротивления разрыву — не более 46 кгс/мм 2 ;
- Относительное удлинение — 18%;
- Ударная вязкость — 8 кгс∙м/см 2 .
Для правильного расчета величины рабочего тока необходимо учитывать особенности использования электродов и их диаметр:
- при диаметре 6 мм только в нижнем расположении — 300−360 А;
- 5 мм для вертикального 160−200 А, для нижнего -180−260 А;
- 4 мм для вертикального 140−180 А, для нижнего 160−220 А, для потолочного 140−180 А;
- 3 мм для вертикального 90−110 А, для нижнего 100−140 А, для потолочного 100−120 А.
В зависимости от веса для наплавления на 1 кг металла расходуется порядка 1,7 кг МР-3.
Особенности
Присадочный материал этой марки можно использовать для соединения конструкций как длинной другой, так и при помощи коротких прихваток. С их помощью можно может выполняться без предварительной подготовки соединение металла, который может иметь:
- влажную поверхность;
- следы окислов и загрязнений;
- признаки ржавчины.
 Сварочные элементы МР-3 подходят и для соединения элементов по зазорам, но при использовании тока минимальной величины. В противном случае в шве могут появиться поры. Присутствие в маркировке сварочных элементов буквы «м» (МР-3м) указывает на наличие рутилово-ильменитового покрытия, а буква «с» (МР-3с) говорит об использовании производителем рутилового покрытия с содержанием особых ионизирующих добавок.
Сварочные элементы МР-3 подходят и для соединения элементов по зазорам, но при использовании тока минимальной величины. В противном случае в шве могут появиться поры. Присутствие в маркировке сварочных элементов буквы «м» (МР-3м) указывает на наличие рутилово-ильменитового покрытия, а буква «с» (МР-3с) говорит об использовании производителем рутилового покрытия с содержанием особых ионизирующих добавок.
Если сравнивать эти два вида электродов по характеристикам, то это те же самые электроды МР-3.
Сварной материал МР-3 упрощает процесс зажигания дуги благодаря наличию в покрытии специальных добавок при использовании сварочных аппаратов малой мощности с напряжением порядка 50 В. К тому же они более предпочтительны, нежели обычные электроды МР-3 из-за более высоких санитарно-гигиенических показателей. Сварка, проводимая с использованием таких элементов, сопровождается выделением не более 0,6 г марганца. При применении обычных электродов МР-3 выделяется 1,25 г вещества.
Дополнительно к этому элементы МР-3 позволяют выполнять более однородные швы, что положительно сказывается на механических характеристиках соединения.
Конструкция и материал изготовления
 Для производства МР-3 электродов может применяться проволока разного сечения. Технология изготовления требует нанесения на каждое изделие специального рутилового покрытия. Присадочный материал может отличаться между собой по длине, которая может составлять 300−450 мм, и наружному диаметру, его значение варьируется в диапазоне 2−6 мм.
Для производства МР-3 электродов может применяться проволока разного сечения. Технология изготовления требует нанесения на каждое изделие специального рутилового покрытия. Присадочный материал может отличаться между собой по длине, которая может составлять 300−450 мм, и наружному диаметру, его значение варьируется в диапазоне 2−6 мм.
Подобная конструкция позволяет использовать сварочный материал МР-3 для проведения сварочных работ по неподготовленным поверхностям, имеющим загрязнения и следы ржавчины. Во время хранения необходимо поддерживать оптимальный показатель влажности в помещении. Для рутилового покрытия он не должен превышать 1,5%, в противном случае перед использованием электроды необходимо прокалить не менее 60 минут при температуре +180 градусов.
Во время сварки необходимо ориентироваться на номинальные характеристики, которые должен иметь качественно выполненный сварочный шов. При соблюдении требований технологии рабочего процесса соединение должно иметь сопротивление разрыву 46 кгс/мм². Пределом коэффициента наплавки шва является значение 8,5 г/А*ч. Для определения необходимого количества электродов должна браться в расчет масса наплавки во время сварки. У электродов МР-3 этот параметр составляет 1,7 кг/час.
Для получения надежных сварных соединений необходимо не только обладать навыками в проведении сварочных работ, но и использовать подходящий расходный материал. Среди электродов, которые хорошо себя зарекомендовали, особо стоит выделить электроды марки МР-3. Они обладают массой полезных свойств, среди которых особо стоит отметить нетребовательность к качеству поверхностей свариваемых металлов.
 Этот присадочный материал можно использовать для соединения методом сварки деталей, содержащих на поверхности влагу, загрязнения и окислы. Причём конечный результат от этого никак не страдает.
Этот присадочный материал можно использовать для соединения методом сварки деталей, содержащих на поверхности влагу, загрязнения и окислы. Причём конечный результат от этого никак не страдает.
Имеются у этих электродов и другие положительные свойства, о которых хорошо известно опытным сварщикам. Однако необходимо учитывать, что электроды марки МР-3 являются узкоспециализированным присадочным материалом, который подходит для сваривания только низколегированных и углеродистых сталей с содержанием углерода на уровне 0,25%. Поэтому необходимо знать особенности применения этих сварочных элементов для того, чтобы соблюсти все требования сварочного процесса. Особенно это касается величины рабочего тока, от которой в немалой степени зависит качество сварного шва.
Основы и особенности сварки электродами МР-3 и МР-3С
 Несмотря на то что сварку придумали еще в 1803 году, этот вид соединения металлов остается самым надежным и прочным. Конечно, с совершенством технологий совершенствуется прогресс сварки. Становится все больше ее разновидностей. Так, электроды МР-3 можно увидеть не только одной марки, но и производства множества других компаний. Строительный рынок предоставляет огромный выбор сварочных аппаратов и его комплектующих для всевозможной сварки.
Несмотря на то что сварку придумали еще в 1803 году, этот вид соединения металлов остается самым надежным и прочным. Конечно, с совершенством технологий совершенствуется прогресс сварки. Становится все больше ее разновидностей. Так, электроды МР-3 можно увидеть не только одной марки, но и производства множества других компаний. Строительный рынок предоставляет огромный выбор сварочных аппаратов и его комплектующих для всевозможной сварки.
Основы электросварки
К электроду и свариваемой детали подводится электрический ток. При соприкосновении свариваемого изделия передается сварочный ток. Благодаря тому, что сварочная дуга имеет до 7 тыс. градусов, кромки на свариваемой детали плавятся, образуя сварочную «ванну». Вместе с кромками плавится электрод, а его покрытие защищает от воздействия окружающей среды. На месте сварочного шва образуется шлак, который также защищает от воздействия внешних дефектов. Сырость, влага, воздух — это все может плохо сказаться на сварочном шве.
Главная составляющая при сварке — это сварочный аппарат. Существует множество видов, от ручных до автоматических. Некоторые из них работают от электричества, другие от газа. Чаще всего используют аппараты для таких видов сварки:
- Ручной дуговой.
- Полуавтоматической.
- Автоматической.
- Аргоновой.
 Ручная дуговая сварка самый первый и распространненый вид. Ее используют не только на производстве и строительстве, но и быту. Такой вид удобен в использование и не требует особых условий окружающей среды. При использовании ручного аппарата пользуются специальными электродами. Их подбирают соответственно изготавливаемой детали. Свариваемые детали могут варьироваться от 2 мм до 20 мм и более. Однако стоит помнить о снятии кромок для провара.
Ручная дуговая сварка самый первый и распространненый вид. Ее используют не только на производстве и строительстве, но и быту. Такой вид удобен в использование и не требует особых условий окружающей среды. При использовании ручного аппарата пользуются специальными электродами. Их подбирают соответственно изготавливаемой детали. Свариваемые детали могут варьироваться от 2 мм до 20 мм и более. Однако стоит помнить о снятии кромок для провара.
Полуавтоматическую сварку чаще используют при соединении тонких металлов. Однако на производстве, где свариваются толстые металлы, такая сварка имеет место. Стоит учесть, что в этом виде используют специальную сварочную проволоку.
Автоматические устройства используют в промышленных зонах. Чаще это могут быть заводы и другие предприятия, занимающиеся постоянным производством одинаковых конструкций.
Аргоновая сварка производится газом. При работе с таким аппаратом используется специальная проволока, которая плавится при помощи газовой горелки.
Описание электродов
Сварочный электрод представляет собой стержень, сделанный из различного металла и покрытый специальной обмазкой. Состав стержня, как и обмазки, будет зависеть от их предназначения. Некоторые из них могут быть для стали, другие для более мягкого металла. К примеру, существуют электроды по чугуну и меди.
Стержни для электросварки могут отличаться не только составом, но и диаметром. Обычно для сварочных работ используют электроды диаметром 3−4. Но бывают случаи, где может потребоваться стержень с более толстым диаметром и наоборот.
Также существуют виды, которые предназначены не для сварки деталей, а наоборот, для их резки. Однако для таких электродов требуется специальные станки и электрододержатели.
В связи с тем, что существует большое количество металлов и сплавов, существует множество видов электродов. Наиболее распространенные из них:
- УОНИ.
- ЦУ-5.
- МР-3 и МР-3С (Э46).
 УОНИ одни из самых универсальных видов. Они имеют хороший и прочный сплав, что придает прочность деталям. Однако ими лучше пользоваться людям, которые имеют хорошие знания в электросварке.
УОНИ одни из самых универсальных видов. Они имеют хороший и прочный сплав, что придает прочность деталям. Однако ими лучше пользоваться людям, которые имеют хорошие знания в электросварке.
ЦУ-5 отлично сваривают детали. Однако из-за их стоимости и быстрого сгорания, их используют в редких и особенно важных случаях. К примеру, такими стержнями сваривают корень трубы под давление.
МР-3 и МР-3С имеет более практичные стержни. Они не имеют повышенной нагрузки на разрыв или излом, однако, хорошо подходят для простого вида электросварки.
Характеристики МР-3 и МР -3С
 Если произвести расшифровку сварочных электродов МР-3, то можно понять что это универсальный стержень с рутиловым покрытием. В связи с требованием стандарта этот вид относится к типу Э46. Стержень МР-3 изготавливается из качественной проволоки Св-08. По стандарту она может иметь диаметр от 3 мм до 6 мм. Однако бывают отдельные случаи, где диаметр может быть меньше.
Если произвести расшифровку сварочных электродов МР-3, то можно понять что это универсальный стержень с рутиловым покрытием. В связи с требованием стандарта этот вид относится к типу Э46. Стержень МР-3 изготавливается из качественной проволоки Св-08. По стандарту она может иметь диаметр от 3 мм до 6 мм. Однако бывают отдельные случаи, где диаметр может быть меньше.
Более подробные технические характеристики электродов МР-3С указываются на упаковке. Помимо их характеристик на упаковке находится специальная таблица, по которой можно настроить требуемый сварочный ток.
Особенности использования МР-3
Если характеристики электродов МР3 стали ясны, стоит обратить внимание на их особенности. Благодаря универсальному стержню они с легкостью справляются со сваркой грязных и необработанных металлов. Но не стоит забывать, что такой материал будет менее прочным. Если сравнить УОНИ и МР-3, то УОНИ более пластичны. Однако у них гораздо сложнее зажигается сварочная дуга.
На работе стараются использовать зарубежные марки электродов. Но не так давно столкнулись со ржавым материалом. Именно тут нам пригодились старые, добрые МР-3. В то время как зарубежной маркой не могли даже зажечь сварочную дугу.
Столкнулся со сварочным инвертором малоизвестной фирмы. Использовал и УОНИ, ЦЛ, ЦУ-5. Но никаким из них не смог поставить даже прихватку. Последняя надежда была на МР-3, и как оказалось, не зря. Напряжение в доме было понижено, и только на их стержнях получилось заварить деталь.
После начала дождя, по своей глупости, оставили все электроды на улице. Промокли они не сильно, но варить было практически невозможно. УОНИ сразу убрали сушиться, а МР-3 еще работали. Пусть не так хорошо, но продолжали варить.
В стержень МР-3С добавляют больше рутила, что способствует более качественному шву. Но с избытком этого элемента стержни имеют большее количество брызг при сварке.
Технические характеристики электродов МР-3 и МР-3С
Электроды МР-3 тип Э46 применяются для сварки малоуглеродистых сталей.
Технические характеристики МР-3
- плавящийся электрод с рутиловым покрытием;
- стержни изготовляются из проволоки Св-08;
- сварка во всех пространственных положениях, кроме вертикального (сверху-вниз);
- напряжение холостого хода — 60-80 вольт;
- дуга — короткая, средняя;
- ток — переменный, постоянный обратной полярности;
- коэффициент наплавки — 8,5 г/А·ч;
- коэффициент разбрызгивания — 9-13%;
- расход электродов на 1 кг наплавленного материала — 1,7 кг;
- прокалка электродов при температуре 150-180 градусов.
Механические свойства металла:
- временное сопротивление разрыву не менее 46 кгс/м2;
- относительное удлинение не менее 18%;
- ударная вязкость не менее 8 кгс/см2.
Массовая доля элементов химического состава (таблица):
Вес одного электрода МР 3 исходя от диаметра:
- 30 гр (3 мм);
- 60 гр (4 мм);
- 92 гр (5 мм).
Количество стержней в пачке и её вес:
- 83 шт, 2.5 кг (3 мм);
- 41 шт, 2.5 кг (4 мм);
- 54 шт, 5 кг (5 мм).
Цена на электроды МР-3 установлена приемлемая. 3 мм стержни приобретают за 80 рублей кг.
Электроды МР3 хранят в сухих помещениях. При увлажнении прокаливают 1 час, при 150-180 °С.
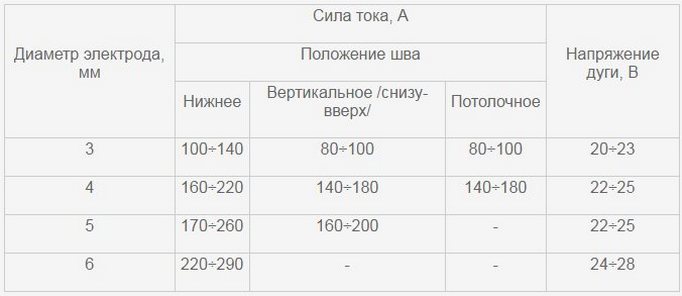
Рекомендуемые значения тока
Таблица поможет определится с сварочным током в зависимости от диаметра электрода и способа применения.
Преимущества использования МР-3:
- высокая устойчивость дуги;
- умеренное разбрызгивание металла;
- красивое формирование шва;
- хорошая отделимость шлаковой корки.
Технические характеристики электродов МР-3С
Мало чем отличаются от МР-3. Изделие имеет рутиловое покрытие со специальными ионизирующими добавками. МР 3С (синие) являются родственником ОК 46 и работают от маломощных бытовых сварочных аппаратов 50 вольт.
При сгорании выделяют 0,6 гр марганца против 1,25 гр. Вот и все различия. Остальные характеристики одинаковые с МР-3.
Видео: обзор МР-3С.
Отзывы
[lt_alert style=»blue»]На днях варил трубу тонкостенную. Нашел остатки электродов ЛЭЗ МР-3с и процесс пошел. Не хватило стержней, пошел купил этой же марки ЛЭЗ МР-3с (цена 77 рублей за кг). И меня постигло разочарование, дуга рвется, металл не слипается. Вывод: марка одна, а стержни по качеству разные.[/lt_alert]
[lt_alert style=»orange»]Сперва приобрел МР-3С 2мм (ЛЭЗ), сразу скажу, изделия не оправдали надежд. Второй раз взял электроды ESAB МР-3 ф 3.0 мм, отдал за 5-ти килограммовую пачку — 680 рублей. И не пожалел, ESABовские варят легко и качественно.[/lt_alert]
Профессиональный сварщик, Иван Корейко :
[lt_alert style=»black»]Друзья, не покупайте электроды ЛЗЗ (Лосиноостровский электродный завод) МР-3С. Минусы:
- упаковка стержней плохая, при перевозке они бьются друг о друга;
- поджиг странный, то электрод быстро схватывается, то идет в отказ;
- шлака много и обмазка в процессе осыпается.
Не рекомендую изделия лосиноостровского завода для ответственных конструкций и швов, и новичкам. Опытный профи сварит любыми электродами, а начинающему мастеру лучше приобретать стержни ESAB или ОК 46.[/lt_alert]
Характеристики электродов МР-3С, особенности работы
Сварка рутиловыми электродами МР-3С протекает легко. Многие новички ощущают себя специалистами, пока не перейдут на другие марки с более сложными параметрами работы. МР имеют свои особенности. Сварочные характеристики, в основном, положительные. Достоинством является способность накладывать шов по ржавчине и соединять сырые детали.

Электроды марки МР-3 являются основными при сваривании трубопроводов, строительных и других ответственных конструкций при любых погодных условиях. Основное назначение электродов с рутиловым покрытием марки 3С – соединение свариванием проката и деталей из среднеуглеродистых сталей.
Производство электродов МР-3

Производство электродов марки МР-3 регламентируется требованиями и положениями ГОСТ 9466 и 9467. В соответствии с ними, данный присадочный материал относится к типу Э46 электроды такого типа применяются в сварке конструкционных низколегированных углеродистых сталей с содержанием углерода не менее 0,25%. Покрытие электрода МР-3 — рутиловое. На металлический сердечник в порошкообразном виде нанесен концентрат из рутила — минерала, который состоит в основном из диоксида титана (TiO2). В состав обмазки могут входить карбонат или алюмосиликат — они повышают вязкость наплавляемого металла, снижая риски появления пор и трещин в получаемом сварном шве.
Материал, из которого изготавливается сердечник электрода МР-3 — холоднокатаная проволока Св08 из низкоуглеродистой стали диаметром от 2 до 6 мм. Такими электродами можно сваривать детали толщиной от 3 до 20 мм. Показатель свариваемых сталей по временному механическом сопротивлению разрыву — до 490 МПа.




Классификация по назначению

Электроды предназначены для сварки:
- Сталей: низкоуглеродистых, высокоуглеродистых, легированных — в том числе, нержавеющих и жаропрочных (аустенитных).
- Чугунов — сплавов с повышенным содержанием углерода — 2,14% или более.
- Алюминия и сплавов.
- Меди, латуни и бронзы.
Мнение эксперта
Левин Дмитрий Константинович
Не всегда электроды используют по прямому назначению. Пример: присадку для работы со сталью (и нержавейкой) применяют для сварки некоторых сплавов чугуна.
- Для сварки сталей разных марок
- Для работы с чугунными сплавами
- Для сварки алюминия
- Для работы с медью и её сплавами
Чтобы обеспечить качественное соединение, нужно стараться, чтобы материал электрода по составу максимально соответствовал сплаву свариваемых деталей.
Условное обозначение электродов МР 3 — пример полной расшифровк
- Э — электроды для ручной дуговой сварки;
- 46 — временное сопротивление разрыву — не более 46 кгс/мм2;
- МР-3 — марка;
- ЛЮКС — коммерческое название, под которым электрод выпускается определенным производителем;
- Ø — диаметр;
- У — для сварки углеродистых и низколегированных сталей;
- Д — с толстым покрытием;
- 43 — временное сопротивление разрыву в состоянии после сварки при нормальной температуре;
- 0 — относительное удлинение менее 18%;
- ->(3) — ударная вязкость наплавленного металла αн45 (при температуре — 20°C), не менее 3,5 кгс•м/см2;
- РЦ — рутилово-целлюлозное покрытие;
- 11 — сварка во всех пространственных положениях кроме вертикального сверху вниз при переменном и постоянном токе.
Количество электродов в пачке в зависимости от диаметра
Каждый параметр изделия влияет на размеры упаковки, а соответственно и на ее вместительность. С учетом того, что многие производители продают их на вес, то чем больше диаметр стержня, его длина и толщина обмотки, тем меньше штук в пачке. Для тех, кто не берет их в больших объемах, данная информация не так уж важна, но для крупных закупок все это требуется знать для расчета. Стандартные данные для одной из самых распространенных марок электродов УОНИ-13/55, выглядят примерно так:
| Диаметр | Длина, м | Масса, г | Количество в упаковке, шт. | Общий вес упаковки, кг |
| 3 | 0,35 | 26,5 | 95 | 2,5 |
| 4 | 0,45 | 60 | 82 | 5 |
| 5 | 0,45 | 95 | 52 | 5 |
Для остальных марок тенденция сохраняется примерно такой же, но само количество будет меняться, так как марка электрода также влияет на физические параметры, от которых определяется размер упаковки. При ограничении по весу количество изделий может меняться, в иных же случаях меняется вес упаковки.
Электроды МР — 3 технические характеристики
Электроды МР-3 используются для сварки при постоянном (обратной полярности) или переменном токе, который обеспечивает напряжение в режиме холостого хода не ниже 50 Вольт. В условиях нормальных температур металл получаемого соединения демонстрирует следующие характеристики:
- Показатель механического сопротивления разрыву — не более 46 кгс/мм2;
- Относительное удлинение — 18%;
- Ударная вязкость — 8 кгс∙м/см2.
- Расход электродов МР-3 на 1 кг металла — около 1,7 кг МР-3.
- Предел коэффициента наплавки шва — 8,5 г/А*ч.
- Коэффициент разбрызгивания металла при сварке — 9-13%;
- Напряжение холостого хода — 60-80 В.
- Сварка во всех пространственных положениях, кроме вертикального сверху вниз.

Чтобы рассчитать правильную величину рабочего тока для сварки, необходимо учитывать диаметр электрода и пространственное положение, в котором выполняется сварка. В таблице представлены рекомендуемые параметры.
| Диаметр | Положение | Сила тока |
| 3 мм | вертикальное | 90−110 А |
| нижнее | 100−140 А | |
| потолочное | 100−120 А | |
| 4 мм | вертикальное | 140−180 А |
| нижнее | 160−220 А | |
| потолочное | 140−180 А | |
| 5 мм | вертикальное | 160−200 А |
| нижнее | 180−260 А | |
| 6 мм | только нижнее | 300−360 А |
Правила хранения
А Вам приходилось пользоваться сварочным аппаратом?
Было дело!Не довелось
Основная проблема, с которой сталкиваются при хранении — высокая влажность воздуха. Обмазка электродов быстро впитывает в себя влагу, в результате работать таким присадочным материалом становится невозможно. Единственный способ исправить положение — прокалить сварочные электроды.
Для этого существуют специальные печи или портативные пеналы с нагревательными элементами. В домашних условиях упаковки рекомендуется хранить в открытом виде (без полиэтилена) при температуре 20-22 градуса, относительной влажности 40-50%.
Влажные электроды могут стать причиной проявления пор на поверхности и внутри шва, также будет наблюдаться повышение разбрызгивания металла.
Для правильного выбора сварочных электродов нужно хорошо понимать, с каким сплавом нужно работать.
Также следует тщательно подготовить саму присадку и свариваемые поверхности к операции:
- Убрать грязь, ржавчину.
- Прокалить электроды.
- Настроить правильно сварочный ток.
При соблюдении технологии, можно рассчитывать на получение швов с заданными производителем электродов характеристиками.
Недостатки
И еще одна особенность — прерывистые швы необходимо накладывать достаточно быстро, что требует определенных навыков. Однако даже новички могут в короткие сроки освоить эту технику, не имея большого опыта и специального образования.
Общая информация
Сварочные элементы марки МР-3 подходят для соединения заготовок из углеродистых и низкоуглеродистых сталей. Их можно сваривать при плотном контакте либо оставлять небольшой зазор. В последнем случае специалисты рекомендуют очень внимательно подойти к выбору режима сварки и использовать ток меньше номинального во избежание образования дефектов или трещин на металле.
Присадочные материалы, выпускаемые под этой маркой, выгодны тем, что в процессе их использования выделяется минимальное количество веществ, поэтому можно не сомневаться в их безопасности. Они незаменимы при сварке, проводимой в особо сложных условиях, поскольку наименее требовательны к чистоте поверхности, на которой могут присутствовать ржавые пятна или влага, но на качество сварки это сильно не влияет.
Сварочные работы проводятся с применением обычных трансформаторов, которые поддерживают минимальное напряжение на уровне 50 В. Сварочный материал МР-3 также можно использовать для монтажа деталей средней или большой толщины. Металл можно с легкостью проварить по всему углублению, гарантируя высокую прочность создаваемого соединения. Если исходить из технологических условий сварочных работ, при работе с этими электродами создавать большую дугу для получения температуры, достаточной для схватывания металла с электродом, не требуется.
В рамках подготовительного этапа электроды необходимо просушить и прокалить, что только положительно сказывается на их рабочих свойствах. Электроды этой марки можно использовать в сочетании с трансформаторами, поддерживающими работу при постоянном и переменном токе. Присадочным материалом можно работать в любых положениях из-за того, что они вне зависимости от рабочих условий могут обеспечить соединение высокого качества.
По окончании сварки необходимо выполнить завершающую операцию — удалить с металла шлак. Это делается очень легко, поэтому качество соединения остается стабильно высоким. Покрытие электрода напрямую влияет на присущие для него достоинства. Материал для сварки отличается особым химическим составом, благодаря которому можно поддерживать стабильное горение дуги при работе в любой плоскости. За счет стабильности дуги качество сварки получается неизменно высоким, вне зависимости от воздействия посторонних факторов.
Читать также: Какую электроплиту выбрать для кухни отзывы
Применение электродов МР 3
Электроды повсеместно применяются при монтаже ответственных конструкций из низколегированных сталей, когда необходима повышенная прочность соединений. Области использования:

- сварка труб при монтаже трубопроводов, создание неповоротных стыков труб;

- сварка, ремонт резервуаров, эксплуатируемых в условиях высокого давления;

- судостроение;

- машиностроение.
Особенности
Присадочный материал этой марки можно использовать для соединения конструкций как длинной другой, так и при помощи коротких прихваток. С их помощью можно может выполняться без предварительной подготовки соединение металла, который может иметь:
- влажную поверхность;
- следы окислов и загрязнений;
- признаки ржавчины.
Сварочные элементы МР-3 подходят и для соединения элементов по зазорам, но при использовании тока минимальной величины. В противном случае в шве могут появиться поры. Присутствие в маркировке сварочных элементов буквы «м» (МР-3м) указывает на наличие рутилово-ильменитового покрытия, а буква «с» (МР-3с) говорит об использовании производителем рутилового покрытия с содержанием особых ионизирующих добавок.
Если сравнивать эти два вида электродов по характеристикам, то это те же самые электроды МР-3.
Сварной материал МР-3 упрощает процесс зажигания дуги благодаря наличию в покрытии специальных добавок при использовании сварочных аппаратов малой мощности с напряжением порядка 50 В. К тому же они более предпочтительны, нежели обычные электроды МР-3 из-за более высоких санитарно-гигиенических показателей. Сварка, проводимая с использованием таких элементов, сопровождается выделением не более 0,6 г марганца. При применении обычных электродов МР-3 выделяется 1,25 г вещества.
Дополнительно к этому элементы МР-3 позволяют выполнять более однородные швы, что положительно сказывается на механических характеристиках соединения.
Электроды для сварки марки МР-3
Электродуговая сварка с применением электродов — это, пожалуй, самый распространенный метод соединения металлов. Производители предлагают огромное количество марок электродов, для выполнения самых разнообразных задач. Это, конечно, несомненный плюс. Но большой ассортимент вводит в заблуждение всех новичков.

Какую марку использовать, если вы только начинаете изучать азы сварки? Мы рекомендуем электроды сварочные МР-3. Марка МР-3 отлично подойдет для выполнения несложных работ. В том числе в домашних условиях. В этой статье мы расскажем все, что вам нужно знать про электроды марки МР-3.
Технические характеристики
Электроды МР-3 относятся к типу Э46. Это означает, что данная марка применима при сварке углеродистых, конструкционных и низколегированных сталей. Диапазон свариваемых толщин от 3 до 20 миллиметров. Выпускаются в соответствии с ГОСТами №9466-75 и №9467-75. Минимальный предел текучести свариваемого металла не должен превышать 360 Мпа.
Электроды изготавливаются из стальной присадочной проволоки Св-08, диаметр 3-6 миллиметров. Имеют рутиловое покрытие, за счет этого дуга горит стабильно и легко возбуждается. Длина электродов может варьироваться от 30 до 45 сантиметров. Самые распространенные электроды МР-3 имеют диаметр 3 мм. В упаковке около 80 штук.

Сварочные электроды марки МР-3 нуждаются в правильном хранении. Температура воздуха не должна быть ниже +15 градусов по Цельсию. Также необходимо следить за уровнем влажности в помещении. Электроды хранят в специальном герметичном футляре или в картонной коробке. При хранении в коробке важно, чтобы в помещении было сухо и не было перепадов температур. Если условия хранения были нарушены, то их необходимо прокалить в электропечи. Температура прокалки — не более 180 градусов.
Сварочные электроды MP-3 отличаются несколькими достоинствами. Во-первых, дуга легко возбуждается и горит стабильно, отчего шов получается ровным и качественным даже у новичков. Да и само формирование шва не затруднительно. Во-вторых, расплавленный металл практически не разбрызгивается благодаря рутиловому покрытию. В-третьих, шлак легко удаляется после сварки, не нужно использовать особые инструменты и применять физическую силу. Также электроды хорошо зажигаются даже после их принудительного затухания. При этом скорость и качество сварки выше среднего.
Применение
Электроды для сварки марки МР-3 применяются в паре со сварочным аппаратом. Возможна сварка как на постоянном, так и на переменном токе. Напряжение холостого хода должно быть не менее 50В. При сварке с постоянным током необходимо установить обратную полярность. Электроды МР-3 подходят для работы в любых пространственных положениях.
Выбор значения сварочного тока зависит от того, какой диаметр электрода вы будете использовать во время сварки. Для работы с электродами 3 мм можно установить от 90 до 110А, при условии, что вы варите в вертикальном положении. При сварке в нижнем положении установите силу тока от 100 до 140А, при потолочном — от 100 до 120А.

Если вы выбрали электроды 4 мм, то для сварки в вертикальном положении рекомендуем установить силу тока от 140 до 180А. Для нижнего положения — от 160 до 220А, а при сварке в потолочном положении подойдет сила тока от 140 до 180А.
Электроды диаметром 5 мм подходят только для работы в вертикальном или нижнем положении. Для первого сценария использования установите силу тока от 160 до 200А. А для второго — от 180 до 260А. А вот электроды диаметром 6 мм и больше можно использовать только для сварки в нижнем положении. Рекомендуемая сила тока — от 300 до 360А.
Также следите за расходом электродов во время сварки. В среднем, за час вы должны наплавить до 1,6 кг электродов при условии, что их диаметр не превышает 4 миллиметров.
Вместо заключение
Электроды марки МР-3 — отличный выбор для новичков и практикующих домашних сварщиков. С ними легко работать, дуга зажигается быстро и без особых усилий. При этом есть большой выбор диаметров. Можно подобрать электроды для работы с металлом толщиной до 20 миллиметров! Плюс стоят такие электроды недорого, позволяют варить разные типы сталей. Словом, возможностей действительно много.
Напоследок дадим несколько рекомендаций касаемо покупки электродов. Не важно, какого производителя вы выберите. Это могут быть электроды Ресанта МР-3 или ЛЭЗ («Лосиноостровский электродный завод») МР-3. В любом случае, смотрите на качество и условия хранения. Вы можете купить дорогие электроды, которые неправильно хранились и отсырели. В таком случае все их свойства не будут иметь смысла. И не ориентируйтесь только на цену при выборе стержней для сварки. Не всегда дешевые электроды хуже дорогих, а дорогие лучше дешевых. Покупайте комплектующие из средней ценовой категории, о которых наслышаны. Желаем удачи в работе!

