
Сварочная проволока для полуавтоматической сварки
Сварочная проволока. Диаметры, маркировка и виды

 Поскольку полуавтоматы для сварки сейчас довольно востребованы, это позволило создать широкий рынок производства сварочной проволоки для полуавтомата. Правильный выбор проволоки позволяет существенно повысить производительность, а также качество самой сварки и сварного шва. Дополнительно повышается и безопасность, что тоже немаловажно для квалифицированных сварщиков.
Поскольку полуавтоматы для сварки сейчас довольно востребованы, это позволило создать широкий рынок производства сварочной проволоки для полуавтомата. Правильный выбор проволоки позволяет существенно повысить производительность, а также качество самой сварки и сварного шва. Дополнительно повышается и безопасность, что тоже немаловажно для квалифицированных сварщиков.
Типы и маркировка проволоки для сварки
Сварочная проволока для полуавтоматов используется как плавящийся электрод при проведении сварочных работ на полуавтомате.
Существует около 77 марок проволоки для сварки, качество и состав которых регулирует ГОСТ 2246-70. Этому стандарту полностью соответствует выпускаемая холоднотянутая проволока из низкоуглеродистой стали, легированной, а также высоколегированной стали.
Сварочная проволока для полуавтоматов подразделяется по своему назначению на:
- непосредственно для сварки;
- для изготовления электродов (дополнительное обозначение Э).
Низкоуглеродистая и легированная проволоки сортируются по виду обработки поверхности на неомеднённую и омеднённую (О).
Несмотря на большое количество различных марок проволоки для сварки полуавтоматом, в производстве и строительстве широко используют для работы всего несколько. Остальные – это марки специальные, или узкопрофильные. При изготовлении к ним предъявляют особенные требования. Такая проволока предназначается для проведения сварочных работ при строительстве научных комплексов и лабораторий, объектов атомной промышленности и для других современных отраслей промышленности, которые используют высокие технологии.

В настоящее время применяются технологии, позволяющие проводить сварку полуавтоматами не только в нейтральной среде защитного газа, но и при помощи проволоки, под слоем флюса. Тип применяемой проволоки, её диаметр и марка всегда зависят от толщины и химического состава конструкций и деталей, подлежащих сварке. В связи с этим, сварочная проволока для полуавтоматов делится на три основные категории:
- низкоуглеродистая – такие марки проволоки, как Св-08АА, Св-08, Св-10ГА, Св-08ГА и Св-10Г2;
- легированная – марки проволоки Св-12ГС, Св-08ГС, Св-10ГН, Св-08Г2С, а также Св-08ГСМТ и др.;
- высоколегированная – марки Св-10Х11НВМФ, Св-12Х11НММФ, Св-Х13,Св-20Х13 и др.
Если знать маркировку, то одного взгляда на название будет достаточно, чтобы узнать её состав. Таким образом, название Св-08Г2С говорит о следующем:
Аббревиатура Св обозначает, что данная проволока сварочная. Буквы и цифры, идущие следом, рассказывают о содержании составляющих элементов в той или иной проволоке. Далее, цифры 08 говорят о массе углерода в сотых долях процента, в этом случае здесь 0,08%. Г – сообщает о том, что в состав проволоки входит марганец, следующая цифра 2 говорит о двухпроцентном его содержании. Буква С указывает на кремний в составе проволоки, если далее цифр нет, то его содержание не превышает 1%.

В некоторых случаях необходимо знать дополнительную маркировку проволоки:
А – стоящая в конце маркировки, означает, что эта проволока с уменьшенным содержанием вредных веществ, вроде серы или фосфора, а две буквы (АА) говорят о том, что проволока содержит минимум вредных примесей, а сама проволока сделана из металла высокой очистки. Кроме того, внутри маркировки А показывает наличие в составе азота.
Х и Н – (хром, никель), в основном используются как легирующие добавки, в том случае, если изготавливается сварочная проволока для нержавейки.
Остальные элементы, встречающихся в маркировках:
В — вольфрам;
Т — титан;
Ю — алюминий;
Ф — ванадий;
Б — ниобий;
Д — медь;
М — молибден;
С — кремний;
Ц — цирконий.
Можно выделить несколько самых известных производителей проволоки для сварки. Это Компания ООО «Петромет», выпускающая такие популярные в нашей промышленности марки проволоки, как Св-08ГСНТи Св-08Г2С, Св-08ГНМ, Св-08ХМ и др. ООО «Свармонтажстрой», производство которого основано на ряде иностранных технологий и качество выпускаемых изделий соответствует основным международным нормам. Московский производитель ООО «Велд – Метиз».

Диаметры сварочной проволоки
Номинальные диаметры проволоки применяемой для сварки полуавтоматом имеют размеры от 0,3 мм до 12 мм. Всего существует 17 стандартных диаметров.
Предварительно, при сварке автоматом выбирают проволоку диаметром до 5 мм, а при полуавтоматической, механизированной – до 2 мм, в основном её диаметр зависит от толщины металла.
Для достижения требуемого качества сварочного шва, при сварке деталей и конструкций из легированных и высоколегированных сталей, химический состав самой проволоки обязательно должен быть таким, чтобы в получаемом шве содержание углерода ограничивалось 0,10 – 0,12%, а кремния было менее 0,5%.
Для сварки специализированных сталей применяются высоколегированные аустенитные и ферритные сварочные проволоки. Однако аустенитная высоколегированная сварочная проволока для полуавтоматов после волочения нагартовывается (нагартовка – наклёп) и становится более жёсткой, а её пластичность снижается. В связи с этим подача проволоки такого малого диаметра от 2 – 3 мм по шлангам при сварке полуавтоматом, облегчается, в отличие от подачи проволоки большего диаметра.
Сварка с применением газовой смеси отличается лучшими техническими показателями. Поэтому в настоящее время повсеместно используют смесь углекислого газа и нейтрального аргона, имеющую процентное соотношение – 75-80% Ar и 20-25% CO2.
Контроль расхода сварочной проволоки
В процессе сварки на полуавтомате, необходимо вести учёт расхода проволоки для сварки и газовых смесей. Это обеспечивает экономию расходных материалов на производстве и ведёт к снижению себестоимости самих работ.
На расход проволоки для сварки оказывают влияние такие показатели как:
- химический состав металла;
- диаметр и качество самой проволоки;
- данные технических характеристик рабочего полуавтомата для сварки;
- проведение сварки в среде нейтрального газа.
Во многих случаях, расход используемой сварочной проволоки считается до 1,5 % от веса всей конструкции. А вес проволоки превышает вес наплавляемого материала до 6%, так как имеют место угар и отходы.
Нормы расхода определённых марок проволоки на метр сварочного шва определяются по формуле М = НР ∙ КР. (где М – масса наплавляемого металла, напрямую зависящая и от металла, и от вида сварочного шва). КР – коэффициент расхода используемой проволоки (значение берётся из таблиц).
Исходя из данной формулы рассчитывают потребность в сварочной проволоке не только для конкретного вида работ, но и для всего предприятия в течение времени.

Современные механизмы и скорость подачи сварочной проволоки
Сварочные полуавтоматы классифицируют следующим образом:
- для сварки изделий в защитных газах;
- для сварки с помощью порошковой проволоки;
- для выполнения сварки под флюсом;
- универсальные.
Полуавтоматы для сварки с применением защитных газов оборудованы специальным клапаном, прекращающим подачу рабочего газа по окончании сварки.
В полуавтоматах для сварки под флюсом всегда есть горелка с воронкой. Осуществляется более мощная подача проволоки, чем на другом оборудовании, поскольку для этой сварки необходима проволока большого диаметра.

Сварочные полуавтоматы разделяют на бытовые, полупрофессиональные и профессиональные, в зависимости от силы тока и длительности работы самого аппарата. А также бывают передвижными, стационарными и переносными. Промышленные полуавтоматы изготавливают только для работы в режиме трёхфазного тока. Швы, получаемые при использовании в работе таких аппаратов гораздо более качественные и ровные.
Полуавтоматы для сварки современной порошковой проволокой снабжены специальным устройством подающих роликов, чтобы не допустить деформации рабочей проволоки.
Универсальные полуавтоматы укомплектованы вспомогательными приспособлениями (сварочными горелками, роликами для подачи проволоки и др.), что даёт возможность с успехом использовать их для различных видов сварки.
К механизму подачи проволоки к горелке относятся – электродвигатель, редуктор и, конечно, подающие ролики. Вид подающего устройства (относительно газовой горелки), может быть тянущий, толкающий и универсальный. При подаче проволоки устройством толкающего типа, подающие ролики находятся у самого шланга сварочной горелки и равномерно толкают проволоку непосредственно в канал горелки. Используется всегда при сварке стали.

С помощью подачи проволоки на полуавтомате механизмом тянущего типа проволока попадает в канал горелки. Это придаёт ей дополнительный вес, но тем не менее, такой механизм часто устанавливают в полуавтоматах для сварки алюминия. Сварочная проволока для полуавтоматов служит не только для улучшения качества шва, но и непрерывности сварочных работ. Подачу тянуще – толкающего типа применяют для сварки алюминия в случае значительного удаления основного сварочного механизма от места сварки.
Скорость подачи проволоки необходимо настраивать для каждого случая и регулировать по ходу работ. Основную регулировку скорости подачи выполняет коробка передач и комплект шестерён. В таком случае приводом служит трёхфазный асинхронный двигатель. Недостатком данной регулировки скорости является трудность подбора необходимого режима для сварки. Особенно при работе с тонким металлом.
Плавное регулирование необходимой скорости подачи проволоки очень малого диаметра достигается при использовании в работе двигателя постоянного тока, путём плавного изменения числа оборотов головки двигателя. Скорость подачи может доходить до 150 м/ час.
При настройке скорости подачи важна толщина металла, состав и диаметр выбранной сварочной проволоки. Получить качественный сварочный шов возможно только при тщательной регулировке скорости путём нескольких пробных сварок.
Рекомендации по выбору сварочной проволоки
Существует более 70 видов различных проволок, которые применяют в процессе сваривания металлов. Каждая из них имеет различные свойства.

Полуавтоматическая сварка металла работает так же, как и обычная электродуговая, за счет расплавления соединяемых деталей и электрода. Только в качестве последнего используется специфический расходный материал.
Какими свойствами должен обладать такой электрод и как подбирается проволока для полуавтомата?
Технология сварки полуавтоматом
Полуавтоматическое оборудование применяют при сваривании различных типов материалов и конструкций.  Чаще всего распространены работы по соединению алюминия, меди или нержавейки. Такие металлы варят под защитой, для чего полуавтомат имеет дополнительное оборудование по подаче инертного газа (аргона) к сварочной ванне.
Чаще всего распространены работы по соединению алюминия, меди или нержавейки. Такие металлы варят под защитой, для чего полуавтомат имеет дополнительное оборудование по подаче инертного газа (аргона) к сварочной ванне.
Защитный инертный газ не позволяет вступать в реакцию расплавленному металлу с атмосферным кислородом. Без него в составе шва образуются окислы, разрушающие соединение.
Также полуавтоматом варят и углеродистые стали без подачи защитного газа.
Сама технология работы аппарата построена на плавлении специальной проволоки, которую подают к месту сварки специальным механизмом.
Виды проволоки
- Сплошные.
- Порошковые проволоки.
Проволока сплошного сечения
Сплошные виды проволоки используются для сваривания углеродистых и низколегированных марок стали. Бывает двух разновидностей: омедненные и неомедненные.

Омедненная сварочная проволока для полуавтомата используется, чтобы повысить антикоррозионные свойства шва. Но при плавлении такой материал выделяет пары меди, что вредно для здоровья сварщика. Поэтому чаще всего стали использовать проволоки без омеднения.
Для повышения стойкости к окислению соединений, такой вид расходника имеет антикоррозионные покрытия. Электрод без медного покрытия подразделяется также на отдельные подвиды: для сварки нержавеющей стали и с легирующими элементами в составе используют одни, а для алюминиевых деталей и их сплавов — другие модели. Основные виды:
- Сплошные по сечению для варки конструкционной стали с низким составом углерода и легирующих элементов.
- Для легированной, высокопрочной и термостойкой стали.
- Сплошная для нержавеющей стали.
- Для сварки алюминия, меди и их сплавов.
Также есть типы расходников со сплошным сечением. Они предназначены для сваривания чугуна, никелевых сплавов и для наплавки при ремонте деталей.
Порошковые типы
Шихта — это смесь газо- и шлакообразующих добавок. Зачем это нужно?
Во время процесса плавления добавки под воздействием высокой температуры образуют покрытие из газов и шлаков для перекрытия доступа атмосферного воздуха. Это не позволяет образовываться окислам в сварочной ванне.
Такая технология позволяет сваривать детали без дополнительной подачи аргона.
Также производятся проволоки и для сварки с использованием подачи аргона, гелия или углекислого газа. Различают эти виды по маркировкам. Как и сплошные, порошковые проволоки имеют отдельные модели для сварки различных материалов: алюминия, меди и их сплавов, сварки чугуна, легированных и низколегированных сталей и прочие.
Модели этого расходного материала могут быть как легированными, так и низколегированными. Их отличают по процентному составу легирующих элементов. Если их менее 2,5%, то такой вид низколегированный.
Маркировки материала
Например, приобретая расходники для полуавтомата, Вы видите такую маркировку — CB-08Г2С. Что это значит?
СВ — номенклатура, обозначающая сварочное назначение проволоки.
08 — это процентное соотношение углерода в составе, в данном случае 0,08%.
Г2 — значит, что в этом материале содержится 2% марганца.
С — в состав входит не менее 0,5% кремния.
Исходя из такой маркировки, можно понять, что данный расходник имеет легированные элементы, низкоуглеродистый и подходит для варки соответствующих материалов.
Какие легирующие элементы могут входить в состав расходного материала для сварки?

Если вместо обозначения СВ, имеется сочетание НП, то это значит, что такой материал предназначен для наплавления и использовать ее в сварке нецелесообразно.Также в маркировке впереди могут присутствовать такие обозначения, как А или АА. В первом случае это означает, что в составе сталь высокого качества, во втором — наиболее очищенная сталь.
Как выбрать нужный материал
Для соединения низкоуглеродистой стали используют виды электрода с малым процентом углерода в составе (с цифрами в маркировке 080, а также с составом кремния). Конструкции из такого материала соединяют путем сваривания проволокой для полуавтомата без газа.
Если нужно сваривать легированные и нержавеющие стали, то, в соответствии с обозначениями, подбирают наиболее подходящий расходник.
Сварка алюминия происходит в защитной среде аргона, а значит понадобиться материал сплошного сечения с подходящим составом. Алюминиевую проволоку для полуавтомата рекомендуется быстро использовать после распаковки, так как после длительного хранения на ее поверхности появятся те же окислы от контакта с атмосферным кислородом.
- Для сваривания чистых и малолегированных медных деталей.
- Для сваривания бронзы и других низколегированных медных сплавов.
- Для сварного соединения литых и прокатных видов меди.
Часто бывает, что путем сварки нужно соединить разные виды металла. Для этого используют наплавочные типы (обозначение НП).
Такие металлы, как чугун и никель имеют коррозионные и жаростойкие свойства, следовательно, нужно подобрать соответствующую проволоку с никелевым составом.
Для чугуна используются рутиловые порошковые типы проволоки.
Диаметр нужной проволоки будет зависеть от толщины деталей. Для полуавтомата он может быть от 0,3 миллиметров до 2 мм. Опытный сварщик, зная технологию, может использовать один по толщине расходник в очень широком диапазоне работ.
Если Вы решили обучиться работе со сваркой полуавтоматом, то лучше всего, чтобы в этом деле Вам помог опытный специалист. Профессионал сможет подобрать нужные материалы или объяснить универсальные способы использования той или иной проволоки.
А что Вы можете посоветовать по выбору сварочной проволоки для полуавтомата, исходя из собственного опыта? Какие типы проволоки наиболее универсальны по Вашему мнению? Нам Важен ваш опыт в таких видах сварочных работ. Оставьте свои замечания в блоке комментариев к этой статье.
Какую проволоку лучше выбрать для сварки полуавтоматом?
Сварочная (электродная) проволока – незаменимый материал, используемый при соединении металлических поверхностей. Благодаря ей образуются устойчивые межмолекулярные связи стыкуемых поверхностей, возникает прочный сварной шов. Так как детали, подлежащие сварке, впоследствии подвергаются интенсивному использованию, то к выбору присадочного компонента стоит отнестись со всей ответственностью. Предлагаем вам узнать, какая сварочная проволока оптимально подойдет для полуавтомата.
Разновидности электродной проволоки. Их принцип действия
В зависимости от способа полуавтоматической сварки, проволоку можно использовать:
Сварка может проводиться с помощью инертных (без углекислоты) и активных (с углекислотой) газов. Согласно ГОСТ No2246-70, при такой технологии могут быть использованы 75 марок проволоки, которыми можно соединять практически все металлы. Особенно популярна сварка полуавтоматом чугуна, циркония, алюминия, магния, титана и т.д.
 сварка полуавтоматом в защитной газовой среде
сварка полуавтоматом в защитной газовой среде
Плавка проволоки происходит с помощью дуги, которая образуется между электродом и металлической деталью. Во время этого сварная ванна наполняется газами, которые вытесняют воздух, который ухудшает качество шва. Чтобы в сварочном шве не образовывались поры, давление защитного газа должно быть 0,6 – 0,8 МПа. Для устойчивого горения дуги и небольших энергозатрат применяется присадочная проволока, имеющая диаметр 0, 5 – 3 мм.
- Без использования газа (FLUX).
 сварка полуавтоматом флюсовой проволокой без газа
сварка полуавтоматом флюсовой проволокой без газа
Флюсовая, она же самозащитная, проволока для полуавтомата пригодится для монтирования крупных конструкций, особенно если до свариваемых деталей трудно добраться. Проволока с флюсом нужна при соединении цветных металлов, их сплавов, низкоуглеродистой стали, стали с любой степенью легирования. Наиболее распространенные величины диаметра расходника — 2 мм, 5 мм и 8 мм.
Флюсовая сварочная проволока для полуавтоматов плавится под воздействием сварочной дуги. Одновременно происходит расплавка металлической поверхности. Глубина проплавления зависит от толщины проволоки и примененной силы тока. Образуется сварочная ванна, покрытая тонким слоем шлака. После удаления дуги расплавленное вещество кристаллизуется, образуя шовное соединение, и остатки шлака можно зачищать. Немаловажно, чтобы проволока с флюсом содержала как можно меньше химических веществ, выделяющих токсины при достижении высоких температур.
Маркировка сварочной проволоки
При расшифровке маркировки сварочной проволоки для полуавтоматов обязательно акцентируйте свое внимание на начале шифра, где указана толщина изделия. Следующее буквенное сокращение — указание на предназначение проволоки: наплавочная (Нп) или сварочная (Св). Затем в некоторых случаях указывается, сколько углерода содержится в материале. Это число составляет сотые доли процента.

Буквы А и АА свидетельствуют о степени чистоты проволоки от фосфора, серы, иных вредных примесей. Следующие за ними буквы указывают на легирующие элементы, такие как молибден (М), кремний (С), никель (Н), хром (Х), цирконий (Ц), медь (Д), ванадий (Ф), титан (Т), марганец (Г), алюминий (Ю). Если затем проставлена какая-нибудь цифра, то она указывает процентное присутствие элемента. Если же числа нет, то этого элемента в проволоке содержится не более 1 процента.
После прописывается, каким способом проволока была выплавлена: ВИ – в вакуумно-индукционных печах, ВД – в вакуумно-дуговых печах, Ш – с применением электрошлакового переплава. Дополнительное обозначение Э ставится тогда, когда с помощью проволоки можно изготавливать электроды. Для указания на омедненную поверхность изделия маркировка содержит букву О. Наконец, должен быть указан государственный стандарт, которому соответствует изделие.
Алюминиевая проволока для полуавтомата
Проволока для сварки алюминия полуавтоматом применяется в тех случаях, когда необходимо соединить поверхности из алюминия и его сплавов в среде защитных газов. Кроме собственно алюминия, расходный материал содержит железо, кремний, марганец и магний. Процесс сваривания довольно сложен, так как алюминий имеет меньшую температуру плавления, чем образующаяся на его поверхности оксидная пленка. Крайне важно подобрать сварочный ток большей величины; токосъемные наконечники должны иметь больший диаметр отверстия.

Проволока для сварки алюминия полуавтоматом широко распространена в промышленности (особенно пищевой), судо- и авиастроении. Можно выполнять тавровые, стыковые швы, а также соединять листы металла внахлест. Качественная алюминиевая проволока для полуавтомата, кроме легкоплавкости, должна иметь следующие характеристики:
- Отличную электро- и теплопроводность.
- Небольшую массу.
- Низкую биологическую активность.
- Устойчивость к влаге и агрессивной среде.
- Прочность.
- Гибкость.
- Большой срок хранения.
Межгосударственный стандарт предполагает, что алюминиевая сварочная проволока для полуавтомата изготавливается повышенной прочности (АТп), твердая (АТ), полутвердая (АТП) и мягкая (АМ). При сварке алюминиевой проволокой для полуавтомата стоит следить за тем, чтобы длина дуги не превышала 12-15 мм. Иначе вполне вероятно, что металл будет прожжен.
Для сваривания алюминия полуавтоматом без газа подойдет порошковая присадочная проволока. Однако учтите: она придает некоторую пористость сварному шву, поэтому ей лучше сваривать изделия, которые не подлежат интенсивной нагрузке.
Омедненная проволока
К медной проволоке для сварки полуавтоматом обращаются в тех случаях, когда необходимо сварить углеродистую и низколегированную стали в среде защитных газов. Она применяется в промышленности, при производстве водного и наземного транспорта, монтаже трубопроводов, при выпуске железнодорожных вагонов, установке конструкций, которые будут эксплуатироваться при перепадах температур и давления.

Проволока из меди позволяет получить прочный шов, не подверженный коррозии и выдерживающий длительные механические воздействия. Высокая ударная вязкость и устойчивость к возникновению трещин гарантированы, если количество меди в проволоке не более 0,25 %, а толщина покрытия – не менее 6 мкм. Не менее важными преимуществами являются следующие:
- Превосходный подвод тока.
- Металл не разбрызгивается.
- Стабильная и равномерная подача расходного материала.
- Небольшой абразивный износ наконечника, подводящего ток.
- Эстетичный внешний вид.
При выборе проволоки внимательно проверьте качество намотки. Если витки неплотно прилегают друг к другу, то изделие может быть деформировано, и тогда оно будет «заедать» в сварочном аппарате. Чтобы избежать воздействия влаги, хранить проволоку нужно, обернув кассету в ингибиторную бумагу.
С технологией сварки меди можно ознакомиться здесь.
Нержавеющая проволока для использования в полуавтоматической сварке
Проволока для сварки нержавейки полуавтоматом лучше всего сваривает легированные стали, которые соединяют с помощью предотвращающих окисление газов. Нержавеющая сварочная проволока задействована в металлургии, нефтепереработке, пищевой промышленности, медицине, химической промышленности, при изготовлении автомобилей и в иных сферах жизни. Надежно соединить поверхности из нержавейки часто нужно и в бытовых условиях – например, при монтаже оград или сооружении каркасов для парника.

Нержавеющая проволока для того, чтобы шов был защищен от окисления, насыщена примесями фосфора, азота, хрома, марганца и углерода.
Проволока из нержавейки для полуавтомата имеет следующие плюсы:
- Равномерно поступает в полуавтомат.
- Обеспечивает прочный шов, не имеющий поры.
- Имеет плотную рядную обмотку.
- Гарантирована высокая производительность.
- Количество дыма минимально.
Проволока для сварки нержавейки полуавтоматом с газом ограничивает выбор полярности, используемой при работе: нужно выбирать обратную. Если же вы планируете воспользоваться нержавеющей флюсовой проволокой, то необходима полярность прямая.
Порошковая проволока для полуавтомата
Порошковая проволока для полуавтомата, она же проволока с флюсом, применяется без участия защитного газа. Она изготавливается в форме трубки, которая содержит флюс. Масса его может составлять от 15 до 40 % массы изделия.

Проволокой с флюсом можно производить сварку по нержавейке, по алюминию, меди, титану, стали. Кроме проведения сварки полуавтоматом в нормальных условиях, эту проволоку используют при варении под водой, соединении арматуры, принудительном создании шва. Однако, по свидетельствам профессионалов, полую трубку невозможно заполнить порошком, если в ней отсутствуют поры. Поэтому нельзя гарантировать, что зона сварки будет полностью сплошной и сверхпрочной. Кроме того, необходимо хорошо очищать металлические поверхности от образующегося шлака. Используется преимущественно в нижнем положении.
При всех ее недостатках, флюсовая проволока для полуавтомата без использования газа вам нужна, если:
- Планируется применение высокоплотного тока (примерно 200 А на мм2),
- Вам предстоит большой объем работ.
Полезные советы при выборе сварочной проволоки
Чтобы сварка полуавтоматом гарантировала качественный результат, и работу не пришлось переделывать несколько раз, нужно ответственно подойти к выбору проволоки.
Неверно подобранный химический состав, как правило, становится причиной разницы в температурах плавления. Проволока, плавящаяся позже поверхности металла, не может организовать качественный шов. Приобретая сварочную проволоку для полуавтоматов, учитывайте:
- Назначение. Производители размещают на упаковках предписания, для каких металлов лучше использовать ту или иную марку. К этим рекомендациям прислушиваться необходимо.
- Диаметр. Этот показатель зависит от толщины свариваемых деталей.
 упаковка проволоки для полуавтомата
упаковка проволоки для полуавтомата
- Количество в упаковке. Расходный материал продается в катушках по 1 кг, 5 кг (для полуавтоматов, применяемых в быту); 15 кг, 18 кг (для профессиональных сварочных устройств).
- Температуру плавления. Должна быть ниже температуры плавления детали.
- Внешний вид. Поверхность изделия должна быть чистая, не иметь налета ржавчины, пятен краски или машинного масла.
Проволока для полуавтомата
Разновидность электродуговой сварки – применение полуавтомата. Особенность этого способа – автоматическая подача в точку горения электрода. В качестве последнего, применяется сварочная проволока для полуавтоматов.

Описание
Что такое – сварочная проволока? Это материал, служащий электродом для образования электрического разряда и, одновременно, источник металла для образования соединительного шва.
Проволока для полуавтомата представляет собой металлическую нить (шнур) определённого диаметра. Для её изготовления применяют очищенный от примесей металл или сплав. Проволока сварочная – это не только электрод, но, и присадка при сварочных операциях.
Применение
Присадочный материал используют для сварки в среде инертных газов и без оного. Соединяют:
различные виды сталей, в том числе, нержавеющего класса;
алюминий и его сплавы;
медь и её производные, а также другие виды металлов и материалов.
Используется сварочная проволока для полуавтоматов без газа, – так называемый способ сварки под флюсом.
Маркировка
Сварочная проволока для полуавтомата – это промышленная продукция. Химический состав, структура, назначение и другие характеристики регламентируются ГОСТ 2246-70. Утверждён он был в 1973г. и действует по настоящее время с уточнениями и дополнениями.
Маркировка сварочной проволоки содержит сведения о присадке для полуавтомата. Схема обозначения по ГОСТ:

В качестве примера, можно рассмотреть характеристики сварочной проволоки 08г2с.
Обозначение Св-08Г2С-0 ГОСТ 2246-70:
Св, – изделие предназначено для сварочных работ;
08, – содержание углерода не превышает 0,08%;
Г2, – содержание марганца не превышает 2%;
С, – содержание кремния; отсутствие цифрового обозначения после буквы, означает массовую долю менее 1%;
О, – проволока для сварки имеет омеднённую поверхность;
ГОСТ, – продукт произведён в соответствии с нормативными требованиями.
Общая массовая доля легирующих элементов превышает 2,5%, поэтому присадка имеет высоколегированный состав. Таким образом, расшифровка сварочной проволоки – это необходимые данные о сварочном изделии, при выборе вида материала.
Проволока 08г2с – одна из самых применяемых в строительстве, машиностроении. Используется в паре с автоматом или полуавтоматом. Может работать в атмосферных условиях или при дуговой сварке в среде защитных газов.
Характеристики
Технические свойства проволоки вызваны химическим составом:
Ni (никель), – не более 0,25%;
Cr (хром), – не более 0,2%;
Mn (марганец), – 1,8–2,1%;
Si (кремний), – 0,7–0,95% ;
S (сера), – менее 0,025% ;
P (фосфор), – менее 0,03% ;
C (углерод), – 0,05–0,11%.
Обычное и омеднённое изделие алюминием, ванадием другими элементами не легируется.
Проволока 08г2с производится Ø 0,3–12 мм.
Сопротивление на разрыв:
сечение 0,3–0,5 мм, в диапазоне 882–1372 МПа;
более 2 мм, – в пределах 686–1029 МПа.
Упаковка. Бухты (мотки) массой 2–30 кг. Может поставляться в кассете или на катушке. Проволока иногда имеет на свой поверхности остатки мыльной смазки, что допускается ГОСТ. Но, есть ограничение: в составе не должно быть графита и серы.
используется для большинства сталей;
образует ровный прочный и высококачественный шов;
создаёт на соединительном шве валик;
полное заполнение свободного пространства между свариваемыми деталями.
Проволока для сварки может выступить в качестве присадки, что позволяет выполнять наплавочные операции.
Изделие для сварки классифицируется по нескольким параметрам:
Назначение. В свою очередь, подразделяется на изделия специального применения и общего назначения. Первый вид – это подводные работы и космос, ванная сварка, операции с арматурой и другие специфические виды работ. Вторая группа – все общестроительные, машиностроительные операции, наплавные работы.
Внутренняя структура. Изделия выпускается со сплошным сердечником, с порошковым наполнением, активированные.
Внешнее покрытие. Проволока сварочная производится с покрытием медью и без оного. Защитное покрытие применяют при операциях с углеродистой или низколегированной сталью.
Физико-химический состав. Определяет количественное содержание легирующих добавок. ГОСТ определяет три подгруппы:
6 марок с малым содержанием углерода;
30 марок легированной стали;
41 – высоколегированная сталь.
Виды сварочной проволоки, в общетехническом плане, объединяются в пять групп:
общестроительная сварочная проволока;
Общего назначения
Изделия применяются для работ со средне- и высоколегированными сталями. Операции проводятся при атмосферных условиях в воздушной среде. Благодаря наличию лигатур, почти отсутствуют реакции окисления, не образуется шихта.
Омеднённое изделие

Применяется при процессе соединения малоуглеродистых и низколегированных сталей. Эта группа металлов широко распространена, но в расплавленном состоянии реагирует с кислородом атмосферного воздуха, то есть окисляется. Для нивелирования отрицательного явления, используется медь, нанесённая на поверхность электрода. Этот металл обладает высокой коррозионной стойкостью, создаёт дополнительное защитное покрытие вокруг расплава основного электрода. Используется при сварочных работах в среде инертных газов. Пример, – широко известная сталь СВ08г2с.
Плюсы омеднённого изделия:
наряду с инертными газами, образует дополнительную антикоррозионную защиту;
способствует улучшению качества шва;
применяется при наплавочных операциях;
имеет низкую себестоимость.
Порошковый электрод

Представляет собой конструкцию в виде полой металлической оболочки, внутри которой располагается порошкообразный флюс. По типу наполнителя сварочная проволока для полуавтомата подразделяется на флюоритную; карбонатно-флюоритную; рутиловую; рутил-флюоритную; рутил-органическую.
В свою очередь, по назначению, изделия делятся на самозащитные (флюсовые) и применяемые в среде нейтральных газов. Первый вид значительно упрощает процесс сварки. Электродуга образуется внутри флюсовой оболочки. Это способствует образованию защитного колокола, предохраняющего металл от воздействия окружающей среды.
сплошная полая оболочка;
один загиб оболочки;
Диаметр и вид электрода подбирается:
под химический состав обрабатываемой детали;
параметры сварочного тока;
вид шва: горизонтальный, наклонный, вертикальный, потолочный;
К плюсам порошковой детали можно отнести возможность производить работы при сильных ветрах и отрицательных температурах. Технология сварки не отличается от способа со сплошным электродом.
Нержавеющий гибкий электрод
Основное преимущество – высокие антикоррозионные свойства. Выпускается в сечениях:
Диаметр изделия 0,3–10 мм. Нашло применение:
изготовление конструкций, применяемых в медицине;
пищевая, химическая промышленность;
металлургия и другие отрасли.
Производство нержавеющей сварочной продукции регламентируется ГОСТ 18143-72.
Цветные металлы
Для работ с деталями из цветных металлов и сплавов применяют соответствующие электроды: алюминиевые, медные, латунные и т.п.
Выпуск алюминиевых сварочных изделий регламентируется ГОСТ 7871-85. Документ определяет технологию производства, требования к химическому составу и размерам. Диаметр детали составляет 0,8–12,5 мм.
Медь и её производные производятся по ГОСТ 16130-72. Диаметр изделий 0,8-8 мм.
Активированная проволока

Своеобразный подвид порошкового изделия. Оболочка выполнена из стали 08г2с. Имеет увеличенную толщину, нежели стандартная порошковая проволока. Внутренняя полость заполнена порошковым флюсом. Массовое содержание не превышает 7% от веса стальной оболочки.
Проволока для сварки используется при работах в среде нейтральных газов. Стабилизации электродуги и получению качественного шва способствует химический состав наполнителя. Он включает соли щелочных и щелочноземельных металлов. При рабочем процессе, в высокотемпературной среде, металлы легко ионизируются, создавая комфортную зону для электроразряда.
Выпуск отечественной продукции регламентируется нормативными документами, – ГОСТом. Он же определяет размерный ряд деталей. С открытием зарубежных рынков, в стране появилось много импортных моделей полуавтоматов. Местные сварочные проволоки не всегда подходят для них по диаметру. Поэтому, выбирая проволоку для полуавтоматического оборудования, необходимо учитывать такой фактор.
Проволока для сварки нержавейки полуавтоматом
Некоторые виды материалов плохо поддаются сварке на открытом воздухе потому, что происходит быстрое окисление зоны сварочного шва, а это ведёт к непрочному соединению заготовок. Существует способ сварки под слоем флюса или используется инертная газовая среда. Использование специальной сварочной проволоки для полуавтоматов позволяет соединить в одно целое преимущества двух этих методов. Становится возможной сварка алюминиевых деталей, меди, титана и нержавеющей стали без ущерба для качества шва. Мы рассмотрим схему использования защитной среды и проволоки при сварке полуавтоматом металлов, сплавов, а также нержавеющих материалов.
Необходимое сварочное оборудование и газовые смеси
Наиболее распространёнными при сварке сплавов алюминия, меди, чугуна и нержавеющей стали являются аргонодуговой (TIG) и полуавтоматический (MIG) методы. Оба способа позволяют использовать защитную среду инертного газа, что увеличивает прочность шва. Отличие заключается в том, что схема сварки TIG подразумевает ручную подачу проволоки в зону действия дуги и работа ведётся тугоплавким вольфрамовым электродом. При методе MIG в зону расплава механически подаётся сварочная проволока для полуавтоматов, которая и служит электродом.

Нужно отметить, что полуавтоматические аппараты обходятся дороже, но они обеспечивают более высокий уровень комфорта и качества работы. Встроенная электрическая схема позволяет запускать регулятор скорости подачи проволоки сварочного полуавтомата, что делает возможным вести работу с разным темпом. Для сварки этим методом нужно подобрать комплект оборудования, которое может не входить в поставку инвертора и частично закупается отдельно. В него входят следующие компоненты:
- аппарат инверторного типа MIG/MAG с узлом подключения газового шланга, евроразъёмом и схемой подачи проволоки сварочного типа;
- горелка с наконечниками под разный диаметр проволоки, соплом для подачи газа и кнопкой управления;
- еврорукав, служащий для подачи газовой смеси и прохода проволоки;
- газовые баллоны для смеси, снабжённые манометрами и редуктором;
- шланг для подачи газа от баллонов к инвертору, а также сами газы и катушка с соответствующей проволокой.
В сварочный аппарат, как правило, встроена схема задержки механизма движения проволочного электрода относительно подачи защитного газа в зону шва, что препятствует окислению заготовок.
Что касается состава газа, то обычно используется аргон в чистом виде или в смеси с гелием, углекислым газом или активными составами. С целью снижения затрат, дорогой инертный газ смешивают в соотношении 75%−80% аргона с 20%−25% углекислого газа. Также возможно сочетать гелий с аргоном в разных пропорциях и допускается варить некоторые материалы с применением только углекислого газа, но качество шва при этом ухудшается.

Виды сварочной проволоки для полуавтоматов
В обычных условиях используется чуть более десятка типов сварочной проволоки, из более чем семидесяти выпускаемых видов. Это объясняется и промышленной спецификой использования в сварочных автоматах большинства сортов, и высокой стоимостью некоторых из них. Наиболее популярными видами являются изделия диаметром от 0,6 мм до 2 мм, весом от 1 кг до 5 кг. Продукция делится на проволоку сплошного сечения и трубчатую с присадочными наполнителями, которые имеют различное назначение. По химическому составу она может быть алюминиевой, омеднённой, с примесями титана и легирующей.
При соединении различных сортов нержавеющего металла следует выбирать следующие типы нержавеющей сварочной проволоки:
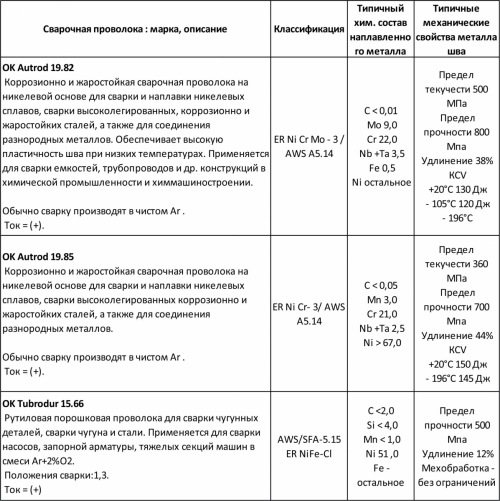
- для хромоникелевых сталей 12Х18Н9Т и 08Х18Н10Т используют марки СВ-06Х19Н9Т, СВ-01Х18Н10 или аналог OK Autrod 347 Si в среде аргона;
- сталь типов 03Х17Н14М2 и 08Х18Н10Т сваривают с помощью марок СВ-01Х18Н10, СВ-06Х19Н9Т и ОК Autrod 308LSi в инертном газе;
- нержавеющую сталь хромоникелемолибденового состав варят проволокой СВ-06Х20Н11М3ТБ, СВ-08Х19Н10М3Б и ОК Autrod 318 в среде аргона.
Эти виды проволоки соответствуют сортам нержавеющей стали и обеспечивают высокие пределы прочности, удлинения, ударной вязкости и текучести, делая шов прочным и эластичным после остывания и удаления шлака. При работе высокочастотным инверторным или постоянным током не происходит перегрева металла в сварочной ванночке, а значит, не нарушается коррозионная стойкость в месте соединения деталей.
Также для соединения нержавеющих материалов и разнородных сталей применяется порошковая проволока с рутиловым наполнителем. Её используют для сварки трудносвариваемых, углеродомарганцевых и нержавеющих сталей в газовой смеси 80% аргона и 20% углекислого газа. Порошковые изделия дают возможность вести работу в любых положениях, и легированы молибденом, что придаёт шву высокие физико-химические свойства.
Для стали марок Е 2209 используют проволоку ОК Tubrod 14.27, для нержавейки 317 и 317L берётся OK Tubrod 14.25, а для марки 309 подходит OK Tubrod 14.22. Для сварки иных металлов можно использовать самозащитную порошковую продукцию с флюсом (например СВ-000009283), которая не требует инертной газовой среды.

Сварка нержавеющих деталей полуавтоматом
Сварка нержавеющих металлов требует особого подхода к чистоте соединяемых кромок и их подготовке к работе. При работе с металлом большой толщины необходимо снимать кромки под углом от 45 о до 60 о , и зачищать стыки углошлифовальной машиной. Кроме того, с помощью растворителей нужно обезжиривать место сварки, а детали закреплять с зазором 1,5 мм для обеспечения наиболее полного провара по всей толщине металла. Затем необходимо отрегулировать подачу инертного газа или газовой смеси с учётом толщины заготовок.
Предварительные настройки для полуавтомата производятся, исходя из следующих пропорций, а именно:
- при толщине металла менее 1 мм пользуются проволокой 0,6−0.8 мм со скоростью подачи 150 м/час и расходом газа 6−7 л/мин;
- металл толщиной 1,5 мм варят проволокой 0,8−1 мм в диаметре со скоростью движения от 150 до 200 м/ч и подачей защитного газа 6−8 л/мин;
- нержавейку 2 мм соединяют продукцией диаметром 1−1,2 мм, скорость 200−250 м/ч, расход газа от 7 до 9 л/мин;
- для нержавеющей стали 3 мм используют проволоку 1,2−1,4 мм, со скоростью 250−300 м/ч и с подачей газа от 9 до 11 л/мин;
- для деталей более 4 мм толщиной необходима проволока 1,4−1,6 мм при движении выше 300 м/ч, а газ подают с расходом более 11 л/мин.
Напряжение дуги зависит от её длины и выставляется от 19 В до 30 В с экспериментальным подбором, так же как и вылет электрода. На ряде высококлассных инверторов MIG/MAG существует режим регулировки индуктивности, от которой зависит глубина провара и ширина сварочного шва.
После подбора проволоки для сварки полуавтоматом применительно к материалу заготовок, необходимо поместить барабан на вал и вставить проволоку в подающее устройство. Затем отрегулировать скорость движения, которая обычно связана с силой сварочного тока, чем больше скорость, тем больше подаваемое значение. Последним этапом подготовки к работе является регулировка параметров газовой смеси, корректировка напряжения и индуктивности. Важно следовать инструкции по пользованию полуавтоматическим инвертором и соблюдать правила техники безопасности при сварочных работах.
Подводим итог
Мы рассказали о сварочной проволоке для полуавтоматов и принципах её использования при работе с нержавеющими сталями. Точное соблюдение правил подбора сортов проволоки и физико-химических параметров сплавов, а также температурного режима позволяет получить прочное и долговечное соединение, противостоящее коррозии. Успешной и плодотворной работы.
Обзор 3 видов лучшией сварочной проволоки для полуавтомата
Полуавтоматическая сварка является неотъемлемой частью обработки металла. Различные металлические конструкции соединяются с ее помощью в разных промышленных направлениях.
Полуавтоматическая сварка является универсальной и может справиться с металлом разной толщины. Возможна обработка цветных и черных металлов с помощью данного вида сварки.

Описание и принцип действия полуавтоматической сварки
 Полуавтоматическая сварка является процессом сваривания, во время которого в зону сварки подается электродная проволока с переменной или постоянной скоростью с одновременным поступлением в ту же зону активного газа, инертного газа или газовой смеси, обеспечивающих защиту от вредного воздействия воздуха нагретого или расплавленного основного и электродного металла.
Полуавтоматическая сварка является процессом сваривания, во время которого в зону сварки подается электродная проволока с переменной или постоянной скоростью с одновременным поступлением в ту же зону активного газа, инертного газа или газовой смеси, обеспечивающих защиту от вредного воздействия воздуха нагретого или расплавленного основного и электродного металла.
Подача защитного газа происходит через газовый редуктор из баллона. Помимо этого, сварка полуавтоматом обеспечивает качественный шов, облегчая поджиг дуги.
Благодаря тому что сварщик не должен менять электроды и зачищать швы от шлака, увеличивается скорость и повышается качество проделанной работы.
Рабочий агрегат состоит из:
- Основного блока, состоящего, в свою очередь, из трансформатора, подающего питание, и механизма, который подает электрод.
- Шланга или сварочного рукава для полуавтомата.
- Горелки, которая внутри оснащена электродом.
- Токопроводящего наконечника, имеющего название сопло.
- Системы, которая подает инертный газ.

Классификация в зависимости от компонентов
 В зависимости от компонентов, применяемых для полуавтоматической сварки, существуют следующие виды проволоки:
В зависимости от компонентов, применяемых для полуавтоматической сварки, существуют следующие виды проволоки:
- активированная;
- сплошного сечения;
- порошковая.
Как выбрать проволоку для полуавтомата
 Выбирать данное приспособление для сварки с помощью полуавтомата необходимо, исходя из того, какие материалы будут свариваться между собой.
Выбирать данное приспособление для сварки с помощью полуавтомата необходимо, исходя из того, какие материалы будут свариваться между собой.
Для цветных и тугоплавких металлов используется сварочная проволока, имеющая большое разнообразие видов, которые выбираются конкретно под каждый случай.
Главным критерием выбора является химический состав. В обозначении используются цифры и буквы, которые легко можно расшифровать, зная, что они означают.
Например, СВ-08Г2С расшифровывается как сварная проволока, которая имеет массовую долю легированных элементов – 0,8% углерода; Г означает, что в составе имеется 2% марганца; С означает, что в составе не более 1% кремния.

На что нужно обращать внимание:
Выбирая данный товар, нужно обращать внимание на такие моменты:
- для чего планируется применять;
- подбор химического состава таким образом, чтобы он максимально совпадал с составом планируемого обрабатываемого участка;
- температура плавления должна быть такой же или чуть-чуть ниже температуры свариваемого металла;
- внешний вид должен быть без ржавчины, чистый, без следов загрязнения маслом или краской;
- качество. Не должен содержать царапин, складок, которые свидетельствуют о том, что электрод был деформирован;
- упаковка товара. Он должен быть герметично упакован, в ином случае внутри должен содержаться влагопоглощающий материал.


На что можно не обращать внимание:
Не являются главными показателями:
- Можно не обращать внимание на страну производства, так как это не главный фактор качества.
- Не всегда цена является показателем качества.
Лучшая активированная сварочная проволока
 Активированная проволока чаще всего применяется для сварки в среде с углекислым газом, а также его смесями и в газовой среде. Она состоит из порошка, который наполняет электрод всего лишь на 7% от общего веса оболочки.
Активированная проволока чаще всего применяется для сварки в среде с углекислым газом, а также его смесями и в газовой среде. Она состоит из порошка, который наполняет электрод всего лишь на 7% от общего веса оболочки.
Активирование проволоки СВ-08Г2С, являющейся основой, происходит с помощью солей щелочноземельных и щелочных металлов, которые могут легко ионизироваться.

СВ-08Г2С-О
- выпускается в форме мотков, пластиковых или каркасных кассет до 18 кг;
- химический состав: Mn — от 1,81% до 2,10%; С — от 0,051% до 0,12%; Si — от 0,71% до 0,95%; P — до 0,031%; S — до 0,026%;
- упаковка — продается в водонепроницаемой двухслойной бумаге, тарной ткани, деревянных контейнерах;
- диаметр — от 0,8 мм до 4,0 мм;
- применение — обработка в защитных газах конструкций из стали низкоуглеродистых и углеродистых.
ER 5356
- выпускается в форме пластиковых кассет по 1, 5, 7 кг, пластиковых тубусах 5 кг;
- химический состав: Mn — до 0,151%; Si — до 0,26%; Cr — до 0,12%; Fe — до 0,41%; Mg — до 5,1%;
- упаковка — продается в двухслойной водонепроницаемой бумаге, тарной ткани;
- диаметр — от 0,8 мм до 5,0 мм;
- применение — обработка алюминиево-магниевых металлический конструкций с защитном газе.
 Плюсы:
Плюсы:
Плюсами сварки с помощью активированного вида считаются:
- увеличение устойчивости горения дуги, что значительно улучшает шов и его качество формирования;
- этот вид может подвергаться многократным перегибам, не сплющиваясь и не сминаясь при этом в подающем ролике;
- благодаря низкой теплопроводности щелочного металла, который входит в состав, происходит защита от потери тепла сварочной зоны.
Минусы:
Недостатками данного вида являются:
- данный вид не предназначен для сварки без защитной газовой среды;
- использование технического газа для защиты ведет к дополнительным затратам и снижению производственных показателей.
Лучшая порошковая сварочная проволока
 Проволока сварочная порошковая характеризуется непрерывностью электрода, состоящего из шихты (порошковый сердечник) и металлической оболочки.
Проволока сварочная порошковая характеризуется непрерывностью электрода, состоящего из шихты (порошковый сердечник) и металлической оболочки.
Осуществление непрерывного процесса плавления возможно благодаря металлической оболочке, которая удерживает сердечник и по поверхности которой проходит сварочный ток.
Расплавление высокой производительности, которое свойственно порошковой проволоке, осуществляется сварочным током большой плотности.

ПЛ-АН101
- выпускается в форме мотков по 75-175 кг;
- химический состав: С — до 2,71%; Mn — до 1,31%; Si –— до 3,3%; S — до 0,071%; P — до 0,081%; Cr — до 25%; Ni — до 4,01%;
- упаковка — в водонепроницаемой или битумной бумаге, полиэтиленовой пленке;
- диаметр — 16,5 мм*3,8 мм;
- применение — сварка конструкций высокой прочности.
СВ-07Х25Н13
- выпускается в форме катушек по 1-15 кг;
- химический состав: С — до 0,09%; Mn — от 1,1% до 2,01%; Si — от 0,5% до 1,01%; S — до 0,018%; P — до 0,026%; Cr — от 23% до 26%; Ni — от 12% до 14%;
- упаковка — в водонепроницаемой или битумной бумаге, полиэтиленовой пленке;
- диаметр — от 0,8 мм до 1,6 мм;
- применение — сварка конструкций из нержавеющей стали.


Плюсы:
Преимуществами порошкового вида являются:
- благодаря тому что сварка происходит током высокой плотности, металлической оболочке обеспечивается дополнительный подогрев, что увеличивает объем поверхности, которая обрабатывается;
- данный вид расплавляется с высокой производительностью до 11 кг/ч;
- шихта может состоять из различного порошкообразного материала, благодаря чему существует возможность создания смесей, получение которых невозможно другим способом.
Минусы:
Недостатками данного вида являются:
- имеет удовлетворительное ударное сопротивление;
- трубчатая конструкция электрода имеет малую жесткость, что приводит к необходимости использования механизма с ограниченностью усилий сжатия в подающих роликах;
- для работы требуются повышенные сварочные токи, что затрудняет работу в вертикальном положении.
Лучшая сварочная проволока сплошного сечения
 Проволока сплошного сечения применяется для сварки полуавтоматическим и автоматическим способом обработки.
Проволока сплошного сечения применяется для сварки полуавтоматическим и автоматическим способом обработки.
Данный вид приспособления изготавливается из:
- сплавов и алюминия;
- сплавов и меди;
- стали.
Существуют следующие виды проволоки сплошного сечения:
- наплавочная;
- для сварки;
- омедненная для сварки.


НП- ЗОХГСА
- выпускается в форме мотков по 20-80 кг либо в бунтах — до 1000 кг;
- химический состав: С — до 0,12%; Mn — до 1,2%; Si — от 0,15 до 0,35%; S — до 0,012%; P — до 0,015%; Cr — до 0,20%; N2 — 0,015%; O2 — до 0,005%; Ni — от 0,9 до 1,2%;
- упаковка — в водонепроницаемой или битумной бумаге, полиэтиленовой пленке;
- диаметр — от 1,6 мм до 5,0 мм;
- применение — сварка конструкций высокой прочности.
СВ-04Н2ГТА
- выпускается в форме мотков до 80 кг;
- химический состав: С — до 0,051%; Mn — от 1,31% до 1,6%; Si — до 0,21%; S — до 0,012%; P — до 0,015%; Cr — до 0,3%; N2 — от 0,051% до 0,12%; O2 — до 0,012%; Ni — от 2,1 до 2,4%;
- упаковка — продается в водонепроницаемой двухслойной бумаге, тарной ткани;
- диаметр — от 3,0 мм до 5,0 мм;
- применение — обработка конструкций из хладостойкой стали высокой и повышенной прочности.
СВ-04НЗГМТА
- выпускается в форме мотков до 80 кг;
- химический состав: С — до 0,051%; Mn — от 1,31% до 1,60%; Si — до 0,20%; S — до 0,012%; P — до 0,015%; Cr — до 0,3%; N2 — от 0,050% до 0,12%; O2 — от 0,20% до 0,30%; Ni — от 2,40% до 2,81%;
- упаковка — продается в водонепроницаемой двухслойной бумаге, тарной ткани;
- диаметр — от 3,0 мм до 5,0 мм;
- применение — обработка конструкций из хладостойкой стали высокой и повышенной прочности и изготовление электродов.
СВ-08
- выпускается в форме мотков 8-40 кг; бунты — до 1000 кг;
- химический состав: С — до 0,10%; Mn — от 0,35% до 0,61%; Si — до 0,031%; S — до 0,040%; P — до 0,040%;
- упаковка — продается в водонепроницаемой двухслойной бумаге, тарной ткани, деревянных контейнерах;
- диаметр — от 0,6 мм до 6,0 мм;
- применение — обработка конструкций из стали низкоуглеродистых и углеродистых.

Плюсы:
Достоинства проволоки сплошного сечения:
- дешевле, чем остальные виды;
- ее используют в качестве исходника для изготовления электродов и присадочных прутов.
Минусы:
Недостатками проволоки сплошного сечения являются:
- не может производиться работа при низком сварочном токе;
- затраты времени на зачистку шва больше, чем в работе с другими видами.
Таким образом, в данной статье рассмотрена классификацию проволок и их характеристики, что дает возможность выбрать качественную и подходящую проволоку для необходимого способа применения.
Какие виды сварочной проволоки для полуавтоматов существуют: порошковая и омедненная

Во многих технологиях прочного соединения металлических конструкций используется вместо электрода сварочная проволока в качестве присадки. Для чего она нужна? Такое применение оправдано в полуавтоматах и на автоматических производственных линиях.
После изготовления присадка наматывается на кассеты, катушки, затем реализуется через торговые точки или напрямую со склада предприятия-изготовителя.
Короткая информация
Проволока для сварки изготавливается цельной, полой или имеющей специальные вкрапления, облегчающие процесс соединения металлов. Материал используется разный, например, для сварки алюминия применяют присадку из аналогичного металла. Это позволяет узнать , какую именно выбрать под свои нужды. Для удобства использования проволоку наматывают на бобины, чтобы затем вставить в автомат подачи.
Виды изделий
В технике различают три основных состава:
- Сплошной. Проволока аналогичного сечения изготовлена из чистого материала, без вкраплений. Часто применяется для сварки с участием защитного газа.
- С содержанием флюса или порошковый вариант, используется для сварочных работ без газа, т. к. внутри находится флюс или вещества, заменяющие защиту от окисления. Такой метод сварки применяется, например, при строительстве многоэтажных зданий.
- Активированный состав, вобрал в себя все полезные функции — конструкцию от первого варианта, а защитные свойства от второго вида. Все необходимые компоненты пропорционально размещены по всему телу присадки.
Предприятия, использующие постоянно аналогичные присадки на полуавтоматических или автоматизированных линиях, закупают сварочную проволоку в бухтах, весом от одной тонны, а затем уже самостоятельно осуществляют ее намотку или сразу же подают к месту сварки.
Из нержавеющей стали
Основное назначение проволоки для сварки нержавейки — прочное соединение сталей, содержащих хром и никель, при защите газа различного состава. Преимущества:
- высокая прочность, качество шовного соединения;
- стойкость при воздействии влаги;
- минимум разбрызгивания расплавленного металла;
- отсутствие микротрещин на готовых стыках;
- стабильность дуги;
- увеличенный ресурс службы.
Изготавливается проволока из легированных сталей с высоким содержанием никеля и хрома, обеспечивающих минимальное появление следов ржавчины. Диаметр варьируется в пределах 0,13—6,0 мм, наиболее известные маркировки: СВ06Х20Н11М3 и СВ01Х18Н10.
Омедненный вариант
 Снижает оплавление наконечников неплавящихся электродов, поэтому применяется как проволока для полуавтомата. Для эффективного использования реализуется намотанной на кассеты, катушки или бобины из пластика, исполнителю достаточно вставить изделие в автомат подачи и приступить к работе.
Снижает оплавление наконечников неплавящихся электродов, поэтому применяется как проволока для полуавтомата. Для эффективного использования реализуется намотанной на кассеты, катушки или бобины из пластика, исполнителю достаточно вставить изделие в автомат подачи и приступить к работе.
Стандарт толщины сечения: 0,6; 0,8 и 1,0 мм, помогает быстро повторно активировать сварочную дугу и стабилизировать ее устойчивое горение. Наиболее известные присадки — отечественного производства с маркировкой СВ-08Г2С и от компании из Швеции ESAB. Второй вариант применяется для сварки стали — штампованной, инструментальной, нержавеющей; используется для соединений деталей из чугуна.
Изделия из стали
Маркируются литерами СВ, применяется диаметр 0,3—12,0 мм, существуют пружинные, канатные, сварочные, армированные и т. д., всего около 50 вариантов. В технике используются три крупные группы для сварки таких сталей:
- Углеродистые — 08, ЮГЛ и 10Г2.
- Средне и низколегированные — 18ХС, 08ГС и 08Г2С.
- Высоколегированные — 08Х14ГНТ и 12Х13.
Проволока в некоторых случаях сверху омедняется для защиты от окисления и лучшей проводимости тока. Оптимальный вариант использования — аргонодуговая сварка, наличие процентного содержания легирующих металлов позволяет соединять высокоуглеродистые стали.
Из алюминия
Применяется для соединения конструкций аналогичного состава, а также металлов на его основе, при содержании: кремния — 3%, меди 3—5%, при этом получается шов с такими преимуществами:
- повышенной прочности;
- идентичность цвета;
- высокой коррозионной стойкости.
Применяется в автомобильной и судостроительной промышленности. Материал обладает высокой пластичностью и легким весом, применяется для газосварки и соединения заготовок из нержавеющего металла. В чистом виде не изготавливается, а только с присадками, например, при добавке 0,2% титана получается мелкозернистый шов, что важно при выполнении точных работ.
[stextbox правильно и надежно соединить алюминиевые детали, проволока должна быть идентичной по составу, исключение — магний, в присадке содержание больше, т. к. во время сварки он быстро улетучивается.[/stextbox]
Активированная
 Порошок сосредотачивается во внутренней полой части и играет роль фитиля, используется такой вариант при сварке с защитой углекислым газом. Активную часть выполняют: карбонаты, оксиды металлов, такие как барий, титан, магний и кремний. Результат — сварочная дуга горит стабильно, металл не разбрызгивается, шов получается ровный без каверн.
Порошок сосредотачивается во внутренней полой части и играет роль фитиля, используется такой вариант при сварке с защитой углекислым газом. Активную часть выполняют: карбонаты, оксиды металлов, такие как барий, титан, магний и кремний. Результат — сварочная дуга горит стабильно, металл не разбрызгивается, шов получается ровный без каверн.
Порошковый вид
Полая стальная проволока заполняется внутри флисом на 15—40%, конкретное содержание указывается в сопроводительном сертификате. Достоинства методики: качественное соединение, легкое удаление застывшего шлака и стабильное горение дуги. Производители часто называют ее стальной, что вводит пользователей в заблуждение.
Флюсовой вариант надо выделить в отдельную категорию, так как она увеличивает продуктивность и возможности полуавтоматической сварки, гарантирует качество шовного соединения, по сравнению с простой стальной присадкой.
Нюансы маркировки
Основные характеристики любого вида припоя зашифрованы набором букв и цифр, такое обозначение имеют все виды проволоки для сварки, что не зависит от типа и назначения припоя. Первые литеры указывают на применение:
- СВ — для сварочных работ;
- НП — наплавочный вид;
- ПП — порошковый вариант.
Например, СВ-06Х19Н9Т — это проволока для сварки, далее идут цифры, указывающие процентное содержание углерода (0,06 %) от общей массы. Потом встречаются литеры А или АА — вредное содержание фосфора и серы. Затем указывают содержание металлов: Х19 — 19% хрома; Н9 — 9% никеля, когда содержание менее 1%, то цифры не указываются, а ставится только буква..
Принято обозначать металлы такими буквами: В — вольфрам; Б — ниобий; Г — марганец; Д — медь; М — молибден; С — кремний; Т — титан; Ф — ванадий; Ц — цирконий и Ю — алюминий.
[stextbox В. Александров, образование: Учебный центр ИТЦ Эксперт, специальность: сварщик 5-го разряда, опыт работы с 2001 года: «Опытный сварщик должен знать маркировку присадочной проволоки как таблицу умножения, тогда он избежит досадных ошибок во время работы».[/stextbox]
Выбор при полуавтоматической сварке
 Чтобы выяснить, какая проволока лучше для полуавтомата, надо знать, что этот вид сварочных работ считается универсальным и легко справляется с деталями различной толщины, с одинаковым качеством производится сварка цветных и черных металлов. Под конкретный вид делается аналогичная подборка присадки.
Чтобы выяснить, какая проволока лучше для полуавтомата, надо знать, что этот вид сварочных работ считается универсальным и легко справляется с деталями различной толщины, с одинаковым качеством производится сварка цветных и черных металлов. Под конкретный вид делается аналогичная подборка присадки.
Главное — это химический состав, который узнается из маркировки проволоки, например, СВ08Г2С, опытный исполнитель сразу же определит, для какого металла следует использовать такой припой. Применяется только проволока, изготовленная согласно требованиям ГОСТ, имеющая сертификат качества и заводскую упаковку, которая предохраняет от механических повреждений.
Совместимость с аппаратами
Для полуавтоматов применяется сварочная проволока различных видов — это зависит от химического состава металла, который должен быть идентичен аналогичному параметру припоя. Корректная работа аппаратов с припоем зависит от таких параметров:
- сила тока не менее 35 А;
- мощность 1,5 кВт и выше;
- сечение припоя 0,5—2,0 мм.
Первый параметр регулируется реостатом, который находится на панели управления, а правильный подбор диаметра зависит от толщины изделий и условий сварки.
Зависимость свариваемости и химического состава
Качество сварки зависит от содержания углерода, чем оно выше, тем труднее сварить стальные конструкции обычными методами. Процентное содержание марганца влияет на прочностные характеристики и твердость металла, а также на закаливание. Содержание серы вредит процессу сплавки металлов — образуются горящие трещины.
При наличии кремния более 0,5% образуются шлаки, которые усложняют сварку: если в пределе 0,8—1,5%, то сталь становится упругой, пластичность уменьшается, а хрупкость прогрессирует. Наличие фосфора 0,1—0,2% делает металл хрупким при обычных условиях. Другие металлы, задействованные в маркировке присадочной проволоке, вводятся для придания ей специфических свойств.
Производители сварочной проволочной продукции
Среди российских компаний выделяются:
- ООО СМС, компания отличается современным оборудованием, позволяющим выпуск продукции по европейской технологии в соответствии принятым стандартом.
- ООО Петромет — относится к Сталепрокатному заводу Санкт-Петербурга.
- ООО Велд-Метиз, производственные мощности находится в Москве.
- ОАО Волгоградский сталепроволочно-канатный завод.
- ОАО Западно-Сибирский Металлургический Комбинат, расположенный в городе Новокузнецке.
Благодаря перечисленным производителям, все предприятия РФ обеспечены качественной присадочной проволокой, позволяющей выполнять все виды сварки металлов.
Выводы
Несмотря на большой ассортимент марок присадочной проволоки, выбрать оптимальный вариант для своих нужд не так уж сложно, надо только выяснить химический состав металлоконструкций, а затем подобрать припой.
Подбираем сварочную проволоку для полуавтомата
Сварочная проволока играет решающую роль в процесс сварки – с ее помощью происходит соединение двух и более элементов в единую конструкцию из металла разного рода. Отличительной чертой присадочного материала является высокое качество сварного шва. Отчасти это обусловлено механизированной подачей электрода, в качестве которого как раз и выступает проволока, однако, немаловажно также и наличие некоторого опыта работы оператора.
- Сфера применения
- Маркировка изделия
- Виды присадочного материала
- Выбираем проволоку для сварки
- Критерии выбора диаметра
Где применяется присадочный материал
Сварочная проволока-электрод для полуавтомата сегодня весьма востребована, так как это основной расходный материал такого оборудования. По составу она должна быть максимально приближена к основному типу используемого для сварочных работ металла. Поэтому существует немало вариаций присадки, однако, более прочих распространена нержавеющая проволока. Ее используют практически повсеместно (разные отрасли промышленности, производство медицинского оборудования, энергетика и многие другие), что обусловлено ее антикоррозийными свойствами и высококачественным сварным соединением.
Смотрим видео, критерии выбора материала:
В зависимости от условий эксплуатации и типа агрегата используются материалы разного состава. Например, сварочная проволока для полуавтомата без газа может отличаться по виду. В данном случае рекомендуется использовать флюс или порошковую проволоку, что обеспечит облако защитного газа без необходимости использования газовых баллонов. Такая присадка по мере сжигания выделяет защитный газ, чего вполне достаточно для выполнения качественного шва.
Маркировка
Сварочная проволока для аппарата полуавтомата существует в большом количестве вариаций (свыше 70), но в широком использовании находятся всего несколько из них. Остальные же по большей части являются узкоспециальными и могут применяться в определенной отрасли промышленности, например, атомной или машиностроительной.
По обозначению можно легко определить состав материала, а также процентное соотношение основных элементов сплава:

Из рисунка становится понятно, какое назначение у проволоки. Это может быть либо СВ (для сварки) либо НП (наплавочная). Содержание углерода показывает процентное содержание этого элемента в составе присадки. Содержание легирующих элементов позволяет определить не только наименование, но также содержание элемента в процентах. Если количество столь мало, что не превышает 1%, то число не входит в обозначение.
Далее указываются определенные требования к чистоте присадочного материала (количество в процентах примесей серы и фосфора). Способ выплавки позволяет получить представление о методе изготовления материала. Если проволочный сварочный полуавтомат использует электрод из проволоки, то об этом можно узнать из обозначения — указывается буква Э.
Виды проволоки для сварочных работ
Для создания качественного соединения металлических деталей используется присадку разных видов, каждый из которых создан для работы при определенных условиях. Проволочный сварочный полуавтомат может выполнять шов посредством следующих видов проволоки:
- Со сплошным сечением;
- Порошковая;
- Активированная.
Если структура присадочного материала сплошного сечения вполне понятна – изделие, полностью выполненное из определенного рода сплава для сварки разных металлов. А вот порошковая сварочная проволока для инверторных полуавтоматов изготавливается по другой технологии. Это полое изделие, внутри которого находится порошкообразный материал. При горении во время сварки образует защитное облако газа именно благодаря такому наполнению.

Данный вид изделий встречается в разных исполнениях: двухслойная проволока, с одним и двумя загибами трубчатой оболочки, классический вариант без изменения конфигурации оболочки. Такое разнообразие исполнений объясняется необходимостью избежать деформаций изделия и преждевременного высыпания внутреннего содержимого проволоки. Однако помимо конструктивных особенностей встречаются разные варианты по составу порошкообразного вещества:
- Флюоритные;
- Рутиловые;
- Рутил-флюоритные;
- Рутил-органические;
- Карбонатно-флюоритные.
Существуют исполнения, предназначенные для работы в среде углекислого газа, а в других случаях проволочный сварочный инверторный полуавтомат с использованием порошковой присадки может функционировать без специально создаваемой газовой защиты и тогда эту функцию выполняет сама проволока. Каждый из составов порошкообразного вещества создан для сварки металла определенного вида.
Активированный вид в чем-то сходна с порошковым вариантом, но в данном случае используется на порядок меньшее количество порошкообразного вещества (не более 7% от общей массы изделия). Благодаря использованию всего лишь малой доли такого наполнителя технология изготовления позволяет запрессовать его в проволоку сплошного сечения.
Материал для сварки стали
Стальная проволока представлена 77 марками, которые регламентирует ГОСТ 2246-70. Выбор диаметров довольно широк: от 0,3 до 12,0 мм. Для работы в определенных условиях рекомендуется использовать присадочный материал конкретного размера.
Например, проволока сварочная флюсовая для агрегата полуавтомата должна иметь диаметр из диапазона значений от 2 до 6 мм, размеры от 0,3 до 1,6 мм подходят для полуавтоматической сварки в среде защитного газа.
Материал для сварки алюминия
 Для алюминия и сплавов используется изделие диаметров от 0,8 до 12,5 мм. В обозначении указывается способ изготовления: В – тянутая, П – прессованная. Если изделие отожженное, будет присутствовать буква М, для нагартованной проволоки — буква Н. Помимо маркировки в обозначении указывается диаметр изделия и способ поставки (в бухтах).
Для алюминия и сплавов используется изделие диаметров от 0,8 до 12,5 мм. В обозначении указывается способ изготовления: В – тянутая, П – прессованная. Если изделие отожженное, будет присутствовать буква М, для нагартованной проволоки — буква Н. Помимо маркировки в обозначении указывается диаметр изделия и способ поставки (в бухтах).
Сварка алюминия и его сплавов производится в среде защитного газа — аргона. Это обусловлено тем, что такой материал очень быстро окисляется при контакте с воздушной средой. По этой же причине рекомендуется после вскрытия упаковки максимально быстро задействовать проволоку.
Материал для сварки нержавеющей стали

Данный вид присадки крайне распространен ввиду надежности сварочного соединения с его использованием. Сварочная проволока нержавейка для агрегатов полуавтоматов изготавливается по госту 18143-72. В качестве исходного материала для производства такой проволоки используется высоколегированная жаростойкая сталь.
Именно присутствие этого вида металла позволяет получить на выходе высоконадежное и устойчивое к образованию коррозии соединение металлических деталей.
Проволока для сварки меди
В зависимости от исполнений такой материал может использоваться для проведения сварочных работ в разных областях: в автомобилестроении, для соединения участков трубопроводов, изготовления и ремонта подшипников скольжения, оцинкованных деталей и прочее.

Такой материал варится в среде защитного газа – аргона. В зависимости от состава проволоки она может применяться для сварки разных металлических сплавов.
Материал для чугуна и никелевых сплавов
Данная группа также отличается коррозионной и жаростойкостью, что позволяет использовать такую проволоку для выполнения сварочных работ изделий на основе никелевых сплавов, высоколегированных сталей и разнородных материалов.
 Рекомендуется варить в среде чистого газа аргона или смеси с гелием.
Рекомендуется варить в среде чистого газа аргона или смеси с гелием.
Проволока для сварки титана
Наилучшим вариантом в данном случае будет холоднотянутая проволока, изготовленная из листового металла. Как и для любого другого вида материала, состав ее должен быть максимально приближен к составу свариваемого металла. Наиболее популярным вариантом для сварки титана является порошковая проволока ППТ-1 и ППт-3. Работу рекомендуется выполнять в среде защитного газа – аргона.
Как подобрать диаметр
Этот параметр напрямую зависит от того, какой толщины металл планируется сваривать. Например, если будет использоваться основной материал толщиной 3-5 мм, то следует купить сварочную проволоку для агрегата полуавтомата диаметром не более 2 мм. Еще один критерий выбора – сила тока, с которой будет выполняться сварка. Для выбора следует использовать специальные таблицы.
Таким образом, помимо выбора параметров полуавтоматической сварки (сила тока, скорость подачи проволоки), важно правильно подобрать вид присадочного материала, а также не ошибиться с выбором размеров.
Алюминиевая проволока для сварочного полуавтомата — виды и применение
 Алюминий и его сплавы очень широко применяются как для изготовления промышленного оборудования, так и для производства товаров широкого потребления. Очень часто требуется ремонт этих изделий, и с точки зрения параметров цена-качество наиболее подходящим техпроцессом остается только сварка или наплавка. Делается это с помощью сварочного аппарата и сварочной алюминиевой проволоки для полуавтомата.
Алюминий и его сплавы очень широко применяются как для изготовления промышленного оборудования, так и для производства товаров широкого потребления. Очень часто требуется ремонт этих изделий, и с точки зрения параметров цена-качество наиболее подходящим техпроцессом остается только сварка или наплавка. Делается это с помощью сварочного аппарата и сварочной алюминиевой проволоки для полуавтомата.
Виды алюминиевой проволоки и правила ее применения

Сварочная алюминиевая проволока для полуавтомата представляет собой отдельные прутки или катушки определенного диаметра. В любом случае они герметично упакованы. С этим связана первая особенность использования данного материала.
- Электроды для работы по алюминию не рекомендуется использовать при проведении важных и требующих высокого качества работ. Они уместны не в производственных, а в домашних, бытовых целях
 Дело в том, что алюминий в обычных условиях покрыт прочной и эластичной оксидной пленкой. Температура ее плавления — около 2500º С. В это же время плавление чистого алюминия не выше 600º С. Для сплавов ситуация не сильно отличается.
Дело в том, что алюминий в обычных условиях покрыт прочной и эластичной оксидной пленкой. Температура ее плавления — около 2500º С. В это же время плавление чистого алюминия не выше 600º С. Для сплавов ситуация не сильно отличается.
- Для эффективного очищения и обезжиривания алюминия и его сплавов рекомендуется дополнить механическую очистку использованием химических веществ (например, уайт-спирита, ацетона или особой горячей щелочной ванны)
 Следствием этой особенности алюминия и его сплавов является необходимость предварительного удаления оксидной пленки с поверхности соединяемых деталей (например, механическим или ручным инструментом). Сам же электрод должен быть чист от оксида изначально.
Следствием этой особенности алюминия и его сплавов является необходимость предварительного удаления оксидной пленки с поверхности соединяемых деталей (например, механическим или ручным инструментом). Сам же электрод должен быть чист от оксида изначально.
- Если упаковка электродов не израсходована до конца — ее нужно снова герметично упаковать с добавлением внутрь силикагеля для поглощения проникшей влаги
 Алюминиевая проволока для полуавтомата
Алюминиевая проволока для полуавтомата
При выборе проволоки для сварки алюминиевых сплавов нужно учитывать какие качества требуются от будущего сварного шва:
- Сопротивляемость шва на разрыв.
- Пластичность соединения.
- Стойкость к коррозии.
- Стойкость к растрескиванию от нагрева.
- Диаметр алюминиевой проволоки для сварки полуавтоматом без газа должен быть больше толщины свариваемых ею деталей на 0.3-0.5 мм

Удобнее всего воспользоваться приводимой ниже таблицей.

При использовании сварочных электродов нужно помнить о необходимости их предварительной подготовки. В специальной покупной или самодельной печи проводится предварительный равномерный нагрев электродов и их так называемая прожарка. Это позволит формировать очень качественный шов.
- Алюминий при нагреве не меняет своего цвета, в отличии от многих других металлов, поэтому нужно быть особенно осторожным при работе с ним — легко довести до прожига
Кроме предварительной подготовки электродов всегда нужно подготовить и соединяемые детали. Их нужно заранее равномерно прогреть. И следить за сохранением этого равномерного прогрева все время формирования шва.
- Щелочная ванна — это наиболее эффективный способ комплексной очистки от оксидной пленки и обезжиривания алюминиевых деталей. Для нужно составить особый раствор из 2 литров чистой воды, 100 г тринатрийфосфата, 100 г соды и 50 г жидкого стекла. Раствор должен быть нагрет до температуры 60-70º С
Нужно учитывать и то, что алюминий склонен неравномерно остывать и, как следствие, трескаться. Конечно, это компенсируется пластичностью этого металла. Но если сварные швы расположить слишком близко друг от друга (около 10-15 мм ), то обязательно появятся трещины.
- Расплавленный алюминий и его сплавы очень текучи. Именно поэтому все швы делаются в один слой за один проход. При возможности рекомендуется использовать ограничивающие расплавленный металл вкладыши
Особенности подающих механизмов для алюминиевой сварочной проволоки
 Для сварки алюминия всегда применяют защитный газ. Наиболее часто применяется аргон или его смесь с гелием. Отдельным вариантом может быть использование порошковых электродов — они способны сами генерировать защитное газовое облако. Но из-за довольно высокой цены и требовательности к профессионализму сварщика использование таких электродов не всегда уместно.
Для сварки алюминия всегда применяют защитный газ. Наиболее часто применяется аргон или его смесь с гелием. Отдельным вариантом может быть использование порошковых электродов — они способны сами генерировать защитное газовое облако. Но из-за довольно высокой цены и требовательности к профессионализму сварщика использование таких электродов не всегда уместно.
 Без защитного газового облака алюминий невозможно качественно сварить или наплавить. Его оксидная пленка загрязняет шов, ее высокая температура плавления приводит к деформации самих соединяемых деталей, к их прожегу.
Без защитного газового облака алюминий невозможно качественно сварить или наплавить. Его оксидная пленка загрязняет шов, ее высокая температура плавления приводит к деформации самих соединяемых деталей, к их прожегу.
 К сварочному аппарату при работе с алюминием появляется несколько дополнительных требований:
К сварочному аппарату при работе с алюминием появляется несколько дополнительных требований:
- Подающий кабель не должен быть длиннее 3 метров. Идеальным будет кабель с внутренним каналом, покрытым тефлоном. Это минимизирует риск деформации проволоки и заторов при подаче. Последнее не редкость при использовании для сварки полуавтоматом алюминиевой проволоки диаметром 0.8 мм.
- Использование стандартного наконечника горелки неприемлемо. Нужно заменить его в соответствии с диаметром используемой проволоки — больше ее на 1.5-2 мм. Например, если используется алюминиевая проволока для полуавтомата диаметром 1.0 мм, то диаметр отверстия в наконечнике должен быть около 2.5-3 мм.
- Тормозное устройство бобины с проволокой должно быть надежным и проверенным непосредственно перед началом работ. Оно должно обеспечивать моментальную остановку бобины и не допускать ее самопроизвольные поворот.
- Стандартный для большинства полуавтоматических сварочных аппаратов подающий механизм нужно заменить на специальный для алюминиевой проволоки. Его отличие в большем числе подающих роликов — их четыре. А также в том, что рабочая поверхность каждого из роликов имеет особую канавку. Из-за этого алюминиевая проволока для полуавтомата не сможет деформироваться и застревать.
- Помните о необходимости соблюдения рекомендованных для свариваемых типов металла показателей тока и полярности его подключения. В противном случае неизбежен прожег или непровар

