
Координатно-расточные работы: расточка отверстий
Координатно-расточные работы: расточка отверстий
Выполняем координатно-расточные работы на заказ от одной штуки в Москве и Московской области.
Расточные работы, выполняются на расточных станках и занимают особое место в условиях индивидуальной и мелкосерийной обработки деталей сложной геометрической формы. Они отличаются особой точностью и высокой ответственностью.
Одним из наиболее сложных видов деталей, обрабатываемых на расточных станках, являются корпуса узлов и механизмов. Заготовки корпусных деталей обычно имеют литую или сварную конструкцию и стоят очень дорого из-за сложности формы, трудности механической обработки.
Выполняем координатно-расточные работы (расточка отверстий) в Москве и области по низким ценам, заказать услуги по координатно-расточным работам (отверстий) можно по телефону или через форму заказа.
Расточка отверстий во фланце на координатно-расточном станке:

Расточка отверстий на горизонтально-расточном станке:


На нашем предприятии изготовление механизма или узла начинается с производства корпуса изделия. Заготовки для корпусов изготавливаются из стального листа с помощью лазерной, гидроабразивной или плазменной резки с последующей фрезеровкой. Сборка корпусов производится на стапеле с применением различного рода приспособлений. Затем производится сварка корпуса полуавтоматической сваркой. Далее корпус обрабатывается на координатно-расточном станке с минимальными допусками и с соблюдением всех геометрических пропорций. 
Расточная работа является заключительным и самым ответственным этапом изготовления корпусов механизмов. При выполнении расточных работ в обрабатываемой детали сверлятся и растачиваются все необходимые отверстия, нарезаются резьбы для крепления деталей, исправляются дефекты геометрии корпуса.
Расточка отверстия во втулке на координатно-расточном станке:


Растачивание отверстий в заготовке:
Расточные работы в Балашихе
Компания «МСЦ» выполняет координатно-расточные работы в Балашихе по металлу любой сложности. Оснащение производства уникальным оборудованием и высокая квалификация сотрудников гарантируют не просто высокое отменное качество, но ювелирную точность исполнения.
Стандартный комплекс работ по обработке металла ориентирован, в первую очередь, на серийное производство, что дает определенную погрешность в пределах допустимой нормы. Безусловно, выточенная деталь должна полностью соответствовать заявленным размерам, если, например, речь идет о крепежных уголках, но при изготовлении деталей для высокоточного измерительного оборудования ошибка даже в 1мкн чревата сбоем работы устройства. Именно поэтому подобные работы проводятся только на специальном оборудовании и мастерами, обладающими специфическими знаний, высокой квалификацией и опытом.
По сути, расточка — стандартная операция сверления и фрезеровки, финальная фазой обработки детали. Но только координатно-расточные работы в Балашихе позволяют проводить действительно уникальные операции, например, расточка отверстий, обработка торцов, фрезеровка под заданным углом и т.д.
Расточка отверстий в Балашихе
Расточка отверстий требуется в том случае, когда диаметр отверстия больше диаметра стандартного сверла или зенкера, а также в тех случаях, когда необходима обработка отверстий с непрямолинейной образующей и неравномерным припуском.
Технически расточка отверстий гораздо более сложная операция в отличие от наружного обтачивания поверхностей, ввиду следующего:
- резец при растачивании выдвигается из резцедержателя на длину, большую глубины отверстия, при этом возможны изгиб резца и пружинение;
- контролировать работу при растачивании отверстий менее удобно, поскольку стружка снимается изнутри.
Выделяют следующие приемы растачивания отверстий:
- расточка глухих отверстий;
- расточка сквозных отверстий;
- расточные оправки.
Любой вид работ по расточке отверстий требует абсолютной точности, что возможно только на самых современных металлообрабатывающих станках.
Расточные работы по металлу на станке с ЧПУ в Балашихе
Для достижения максимальной точности проводятся расточные работы по металлу на станке с ЧПУ в Балашихе (числовым программным управлением) путем ввода цифрового кода изделий в программу управляющего компьютера.
Такое оборудование является более современным и постоянно совершенствуется, в результате чего добавляются новые разработки.
В числе особенностей расточных работ по металлу на станках с ЧПУ можно выделить следующее:
- отсутствие план-шайбы, когда расточка отверстий осуществляется посредством основного шпинделя. Программное управление позволяет изменять траекторию движения шпинделя по различным геометрическим формам;
- раздельное от рабочего стола исполнение, когда движение по оси осуществляется перемещением колонны шпиндельной головки, но не движением стола;
- защита крышками-протекторами, которые предотвращают попадание смазочной и охлаждающей жидкостей;
- оснащение системой охлаждения, что позволяет проводить большой объем работ по шлифованию и чистовой обработке при высокой скорости вращения шпинделя.
Горизонтально расточные работы в Балашихе
Горизонтальные расточные фрезерные станки предназначены, в основном, для расточки — выравнивание внутренней поверхности и увеличение диаметра отверстий в металлических деталях. Помимо этого на станках производятся зенкерование, сверление, нарезание резьб, фрезерование и обтачивание цилиндрических поверхностей,обработка торцов деталей и т.д.
Горизонтально-расточные работы проводятся, соответственно, на горизонтальных расточных станках, разновидности горизонтальных фрезерных станков.
Основное отличие от консольного оборудования заключается в следующем:
- позволяют обрабатывать крупногабаритные и тяжелые детали;
- наличие прочной опоры на раздельном или общем фундаменте и вертикальной стойки шпиндельной бабки;
- шпиндельная бабка перемещается только по вертикальной стойке, при этом стол не обладает вертикальным перемещением;
- рабочий стол оснащен 3 степенями свободы – выполняет продольные, поперечные и круговые движения в горизонтальной плоскости;
- различные варианты установки режущего инструмента.
Координатно-расточной станок: предназначение, принцип работы, виды
 Координатно-расточным агрегатам отведено особое место в мире станков, ведь они выполняют одну из самых сложных задач — создают высокоточные отверстия с незначительными отклонениями в размещении относительно друг друга. У такого оборудования особое отсчетное устройство, что дает возможность делать высокоточную обработку заготовок. Погрешность при сверлении отверстий до 1 микрометра. Дополнительно координатные станки оснащены устройством, контролирующим возможные отклонения, что делает рабочий процесс практически ювелирным.
Координатно-расточным агрегатам отведено особое место в мире станков, ведь они выполняют одну из самых сложных задач — создают высокоточные отверстия с незначительными отклонениями в размещении относительно друг друга. У такого оборудования особое отсчетное устройство, что дает возможность делать высокоточную обработку заготовок. Погрешность при сверлении отверстий до 1 микрометра. Дополнительно координатные станки оснащены устройством, контролирующим возможные отклонения, что делает рабочий процесс практически ювелирным.
- Предназначение координатно-расточного станка
- Комплект поставки
- Классификация оборудования
- Виды агрегатов
- Обработка заготовок
Такой тип техники применяется в обработке межцентровых отверстий если необходимо добиться максимально точных расстояний согласно с заданными на плоскости координатами. В процессе обработки заготовок не нужны дополнительные конструкции, направляющие инструмент.
Предназначение координатно-расточного станка
Используя этот вид агрегатов возможно выполнить:
- Максимально точное сверление.
- Растачивание.
- Чистовое фрезерование.
- Развертывание.
- Разметочные работы.
- Измерение и контроль параметров деталей.
В большинстве случаев такое оборудование используется для проделывания отверстий, при котором главным параметром является точность их взаимного размещения.
Комплект поставки
 В комплект входят дополнительные разнообразные инструменты и специальные принадлежности, помогающие сверлить и растачивать отверстия, нарезать резьбу, проводить фрезерование и делать разметку. Речь идет о таких элементах:
В комплект входят дополнительные разнообразные инструменты и специальные принадлежности, помогающие сверлить и растачивать отверстия, нарезать резьбу, проводить фрезерование и делать разметку. Речь идет о таких элементах:
- Патроны.
- Переходные втулки.
- Оправки для фрез.
- Набор борштанг.
- Универсальный резцедержатель.
- Резцедержатель точной подачи.
- Микроскопе-центроискатель.
- Пружинный керн.
- Установочный центр.
- Резцы, сверла, развертки, метчики.
Классификация оборудования
Расточные агрегаты обладают некоторыми конструктивными особенностями. В зависимости от типа выполняемых работ оборудование может быть специализированным или универсальным.
Главный признак агрегатов подобного рода — шпиндель (может располагаться как в горизонтальном, так и в вертикальном положении), с помощью которого приводится в движение осевая подача. Так как оборудование приспособлено под выполнение разных задач, то зачастую заготовка проходит полный цикл обработки. Важно, что изделие не нужно перемещать между несколькими станками.
Потому установки для растачивания пользуются особым спросом в отрасли машиностроения, где существует острая необходимость в постоянной сложной обработке деталей. Главная характеристика, влияющая на уровень производительности — сечение шпинделя. В нем фиксируется рабочий инструмент.
Виды агрегатов
На сегодняшний день существуют следующие виды данных станков:
- Токарно-расточные.
- Алмазно-расточные.
- Координатно-расточные.
- Горизонтально-расточные.
Координатно-расточные агрегаты признаны самыми универсальными и многофункциональными, что позволяет использовать их почти для всех известных операций, связанных с обработкой отверстий. На таких агрегатах могут выполняться разметочные процедуры, требующие высокой точности, ведь они оснащены электронными, механическими, индуктивными и оптическими устройствами подсчета, которые становятся гарантией безупречности измерений передвижений подвижных узлов.
Второе существенное достоинство — универсальный поворотный рабочий стол, благодаря ему можно работать с наклонными отверстиями.
Вращение шпинделя — основное (рабочее) движение, а вертикальное перемещение — движение подачи. В состав входит одна либо две стойки.
Обработка заготовок
 Для обработки деталей понадобится специальный инвентарь. В большинстве случаев пользуются расточными головками, монтирующимися в разные приспособления. У головок имеется цельнометаллическая державка хвостовика; на ней разместился паз, перемещающий резец ползуна.
Для обработки деталей понадобится специальный инвентарь. В большинстве случаев пользуются расточными головками, монтирующимися в разные приспособления. У головок имеется цельнометаллическая державка хвостовика; на ней разместился паз, перемещающий резец ползуна.
А также часто применяется приспособление, позволяющее заниматься выполнением эффективного и быстрого растачивания пресс-форм (их матриц). Заготовка ставится на столе и фиксируется с двух сторон болтами прижимами. Полость матрицы обрабатывается посредством квадратной регулирующей головки. Ее дополняют кольцо-регулятор со шкалой, снизу — паз. По нему передвигается ползун с резцом на держателе. Микровинты позволяют настроить головку. Стоит отметить, что головки используются не во всех механизмах подобного типа.
Расточное оборудование имеет ряд важных достоинств:
- Простота и универсальность технологической оснастки.
- Повышенная производительность.
- Уменьшенная длительность производственного цикла.
- Быстрая подготовка оборудования к переориентированию на выпуск новых деталей.
Обработка на расточных станках




![]()
![]()
![]()
![]()
Растачивание — вид обработки отверстий, ранее полученных каким-либо другим методом, расточными резцами. Растачиванием обрабатывают внутренние (цилиндрические, торцовые и резьбовые), наружные (торцовые и цилиндрические) поверхности вращения, а также плоские поверхности в различных заготовках. Самое широкое применение находит этот вид обработки при обработке отверстий в корпусных деталях.
Главным движением при растачивании является вращение инструмента. Движение подачи может совершать заготовка или инструмент. Формообразование поверхностей происходит по методу следа.
Основные типы расточных станков: координатно-расточные, горизонтально-расточные и алмазно-расточные. Координатно-расточные станки позволяют обрабатывать отверстия в различных заготовках с высокой точностью формы, размеров и взаимного расположения. По конструкции такие станки бывают одностоечные (рис.3.5) и двухстоечные.
Стол 1 координатно-расточного станка может перемещаться по направляющим салазок 2, а салазки в свою очередь по горизонтальным направляющим станины совершают соответственно продольное и поперечное установочные движения. Необходимое качество обработки достигается за счет координатной установки заготовок относительно инструмента, осуществляемой при помощи специальных оптических устройств с точностью до нескольких микрометров.
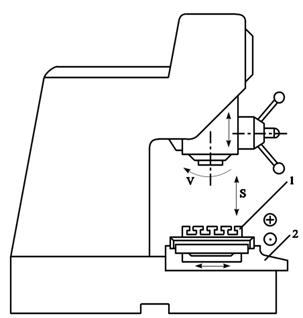
Рис.3.5. Общий вид координатно-расточного станка
Наибольшее распространение на машиностроительных предприятиях получили горизонтально-расточные станки (рис.3.6). Они используются в основном для обработки заготовок корпусных деталей.
На станине 1 горизонтально-расточного станка неподвижно закреплена передняя стойка 2, по вертикальным направляющим которой перемещается шпиндельная бабка 3 с планшайбой 4, радиальным суппортом 5 и шпинделем 6. На горизонтальных направляющих станины устанавливается в нужном положении и закрепляется задняя стойка 7 с опорным люнетом. По продольным направляющим станины перемещается стол 11, в поперечных направляющих которого перемещаются салазки 10 с поворотным столом 9 и установленной на нем заготовкой. Инструмент закрепляется в шпинделе или на планшайбе и вместе с ними совершает главное вращательное движение. Движение подачи могут совершать либо заготовка, либо инструмент. В первом случае заготовка перемещается в поперечном направлении вместе с салазками или в продольном — вместе со столом. При осевом перемещении суппорта, радиальном — радиального суппорта или вертикальном — шпиндельной бабки движение подачи вместе с ними совершает режущий инструмент.
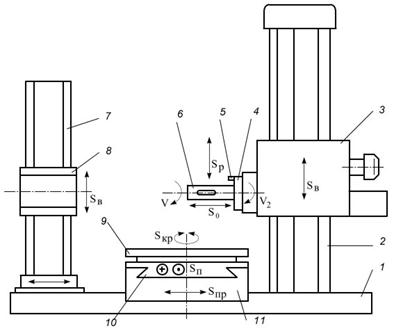
Рис.3.6. Общий вид горизонтально-расточного станка.
Координатно-расточные и горизонтально-расточные станки выпускают как с ручным, так и с программным управлением. На расточных станках с ЧПУ программируется и автоматически выполняется либо часть цикла обработки, например, установка инструмента по заданным координатам, фиксация перед обработкой подвижных частей станка; либо весь цикл происходит автоматически.
На алмазно-расточных станках (рис.3.7) обрабатывают с высокой точностью цилиндрические отверстия, а также торцовые поверхности в корпусных заготовках небольших габаритных размеров. Обработка ведется по автоматическому циклу. Эти станки применяют в крупносерийном и массовом производствах.
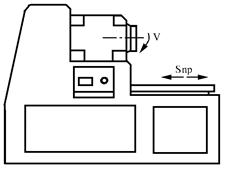
Рис.3.7. Общий вид алмазно-расточного станка.
В зависимости от вида обрабатываемых на расточных станках поверхностей применяют различные виды режущего инструмента: расточные резцы, фрезы, сверла, зенкеры, развертки, метчики. Наибольшее распространение получили различного типа расточные резцы: проходные, подрезные, канавочные, резьбовые. Конструктивно они могут быть выполнены в виде стержневых или пластинчатых резцов, резцовых головок или резцовых блоков. Вспомогательным инструментом для их закрепления служат специальные оправки одно- или двухопорные. Оправки закрепляют в шпинделе расточного станка.
Стержневые резцы устанавливают на консольной или двухопорной оправке; заданный диаметр обрабатываемого отверстия обеспечивается за счет регулирования вылета резца. Иногда для растачивания многоступенчатых отверстий на одной оправке закрепляют несколько стержневых резцов. В каждом конкретном случае расположение и способ крепления резца зависит от формы обрабатываемого отверстия.
Двухлезвийные пластинчатые резцы устанавливают в оправках, консольных или двух опорных; при этом используются различные по конструкции способы закрепления резцов, например, шарнирное или клиновое. В расточных блоках, которые представляют собой сборную конструкцию, режущим элементом являются резцы либо твердосплавные пластины, установленные в корпусе. В блоках предусмотрена возможность регулировки резцов в зависимости от размера обрабатываемого отверстия. Расточные блоки закрепляются на оправках.
Расточные головки – сборная конструкция с двумя стержневыми расточными резцами. Расточная головка в зависимости от формы и размеров обрабатываемых поверхностей может устанавливаться на оправке в любом положении по длине. Кроме отверстий, при помощи расточных головок обрабатывают еще и торцовые поверхности.
На рис.3.8 представлены некоторые схемы обработки цилиндрических и плоских поверхностей на расточных станках.
Растачивание коротких и близко расположенных к шпинделю цилиндрических поверхностей производят расточными проходными резцами, установленными на консольной оправке (рис.3.8,а). Одновременная обработка двух соосных отверстий большого диаметра расточными головками на двухопорной оправке происходит по схеме, показанной на рис.3.8,б. Можно также при работе по указанным схемам вместо продольной подачи иногда применять осевую подачу инструмента.
 |
| а б |
 |
| в г д |
 |
| е ж з |
Рис.3.8. Схемы обработки поверхностей на расточных станках
Внутренние цилиндрические поверхности очень большого диаметра целесообразно обрабатывать расточным резцом, установленным на планшайбе станка в оправке (рис.3.8,в). Главное движение совершает инструмент, вращаясь вместе с планшайбой. Аналогичным образом обрабатывают и короткие наружные цилиндрические поверхности (рис.3.8,д).
Наружные торцовые поверхности, внутренние канавки и другие подобные элементы заготовок обрабатывают резцами соответствующих конструкций. Закрепленный в радиальном суппорте резец, вращаясь, перемещается с радиальной подачей (рис.3.8,ж). На расточных станках можно также фрезеровать вертикальные плоскости торцовой насадной фрезой (рис.3.8,з); фрезеровать пазы концевыми фрезами, причем, при вертикальном расположении паза подачу совершает инструмент, а при горизонтальном – заготовка. На горизонтально-расточном станке, оснащенном специальными приспособлениями и устройствами, можно также обрабатывать конические и фасонные поверхности; нарезать резьбы резьбовыми резцами и метчиками.
Координатно-расточная обработка
Токарные и фрезерные работы на станках ЧПУ, изготовление деталей
ООО «Металлообработка» – лидирующее предприятие в Российской Федерации, надежно закрепившиеся на передовых позиции в отрасли металлообработки и координатно-расточной обработки. Заводом осуществляется широкий перечень услуг по обработке металла. Рабочие предприятия воплотят в реальность пожелания заказчика различного уровня сложности. Выполнение работы возможно по наброскам и техническим чертежам клиента, как при персональных заявках, так и в серийном производстве.
Для расчета заказа на нашем предприятии Вам необходимо выслать электронную заявку на адрес: [email protected]
Координатно-расточная обработка применяется для протачивания отверстий и их расточки, а также для фрезерования поверхности заготовки и осуществления разметочных операций. Обработку разделяют на горизонтальную и вертикальную, в зависимости от местоположения обрабатывающего элемента. Координатная расточка осуществляется на матрицах. Координатно-расточный станок расширяет отверстия для полумуфт для обеспечения точности у соединяемых элементов.

Координатно-расточная обработка на заказ
Высокоточные координатно-расточные работы по расширению отверстий – это завершающая процедура по механической обработке заготовки. Расточные работы выполняются на отверстиях для достижения точного размера и увеличения диаметра, которые были получены благодаря литью или сверления. В процессе обработки устраняются шероховатости поверхности изделий.
Работы по расточке отверстий выполняются на станках с малыми скоростями, что позволяет достигать высочайшей точности, вплоть до 1/10 миллиметра. Для более точных изменений перемещений по координатам, станки на нашем предприятии снабжены различными индуктивными, оптико-механическими, механическими и электронными устройствами отсчета, благодаря которым измерения производится при перемещении подвижных узлов с огромной точностью.
Производственное оборудование снабжено универсальными поворотными станинами, которые имеют возможность работать с наклонными отверстиями и отверстиями в полярной системе координат.
Первостепенным назначением расточного оборудования выступает обработка корпусных заготовок и приспособлений, а основной задачей представляется симметрическое размещение полученных отверстий. Расположение отверстий является итоговым моментом изготовления деталей на заказ, а также конечным пунктом фрезеровки и сверления.
Рабочий процесс на координатно-расточном оборудование подразумевает проведение конкретных операций, направленных на выполнение обработки корпусов редукторов, торцов и фрезеровки под определенным углом и вырезание конических отверстий. Проведение расточных операций – процесс, требующий значительных временных затрат, но качество и точность произведенных деталей на порядок выше, если сравнивать со стандартной фрезеровкой.
Порядок работ
Рабочий процесс по расточке деталей происходит следующим образом: сперва в металлических изделиях проделывают отверстия, после чего эти отверстия расширяют и выполняют расточку, в итоге должна получиться качественная и высокоточная заготовка. Этот технологический процесс выполняется специальными расточными резцами, которые способны обеспечить предельно возможную расточную точностью. Резцы для расточки отверстий делят на проходные – для обработки проходных отверстий и упорные – для обработки глухих отверстий.
Установленные производственные станки, имеющиеся на концерне «Металлообработка», способны производить координатно-расточную обработку заготовок следующих размеров:
- 480 см х 480 см;
- Диаметр отверстий до 20 см;
- Расстояния между центрами отверстий до 7 квалитета точности.
Инженеры предприятия произведут необходимые расчеты, разработают технологический проект и изготовят, согласно проекту, детали стандартных и нестандартных размеров. Разработка модели происходит на компьютерном оборудовании при использовании специальных программ, таких как Автокад или Компас 3D.
«Металлообработка» работает со всеми марками стали, инженеры завода проектируют и производят расточные изделия из любых металлов: нержавеющей стали, алюминия и его сплавов, бронзы и латуни.
Совместное сотрудничество с «Уралоснасткой» – это надежность и длительная перспектива.
На заводе есть свой конструкторский отдел, обязанностями которого является проектирование и создание чертежей для заказчиков. Стоимость обработки деталей на расточных станках минимальная в регионе, это было достигнуто за счет внедрения в производство инновационных технологий. На заводе происходит упаковка произведенных деталей, транспортировка их в любую точку Российской Федерации.
Ознакомьтесь с нашими возможностями:
- Токарно-карусельная обработка
- Обработка на станках с ЧПУ
- Фрезерная обработка металла ЧПУ
- Токарная обработка ЧПУ
Высылайте заявки на почту [email protected], 8 (3439) 389 801, 380 081. 2010-2020.
Работа на расточном станке
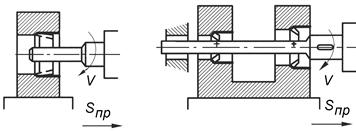
Разнообразные движения расточных станков обычно не используются одновременно, а каждый раз включаются только те из них, которые необходимы для выполнения данной работы . Сверление , зенкерование , зенкование, цекование , развертывание и нарезание резьбы метчиками производится подобно работе на вертикальносверлильных станках. В этом случае горизонтальный шпиндель станка и закрепленный инструмент получают вращение со скоростью резания V м/мин и продольную (осевую) подачу — S мм/об; заготовка устанавливается на столе и остается неподвижной.
Растачивание одиночными резцами. Подобная работа производится двояко: либо от шпинделя одним резцом (рис. 327), либо от суппорта планшайбы ( рис. 329, а ). Во втором случае вращение сообщается планшайбе станка; продольную подачу совершает стол, а шпиндель тогда не работает и выключается.
Рис. 329. Растачивание отверстий: а — растачивание отверстия резцом, закрепленным на суппорте планшайбы; б — растачивание ступенчатых отверстий; в — борштанга для растачивания двух отверстий.
Растачивание с применением борштанг. На рис. 329, б дана оправка с резцами для растачивания ступенчатых отверстий, а на рис. 329, в — для растачивания двух отверстий в борштанге. Во втором случае борштанга 2 вращается от шпинделя; резцы 1 растачивают первое отверстие; а резец 3 растачивает второе отверстие; заготовка, закрепленная на столе, получает продольную подачу.
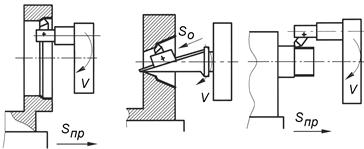
Растачивание расточными блоками. На рис. 330, а дан расточной блок. Растачивание отверстий таким блоком производится при закреплении его на борштанге и продольной подаче заготовки со столом станка. На рис. 330, б дан второй пример растачивания отверстия при вращающейся планшайбе и скрепленной с ней специальной борштангой и расточным блоком. Внутри борштанги проходит винт, который дает расточному блоку подачу.
Рис. 330. Растачивание отверстий: а — вращающийся расточной блок; б — вращающимсяблоком; в — пластинчатым резцом; г — растачивание и подрезание.
Растачивание пластинчатыми резцами. Пластинчатый резец, закрепленный в борштанге ( рис. 330, в ), вращается, а заготовка и стол получают подачу.
Растачивание отверстия и подрезание торца. Растачивание производится ( рис. 330, г ) со стороны шпинделя (вращение и продольная подача); подрезание осуществляют от планшайбы и ее суппорта (вращение и поперечная подача). Такое сочетание этих работ обеспечивает надежную перпендикулярность между торцовой поверхностью и осью отверстия.
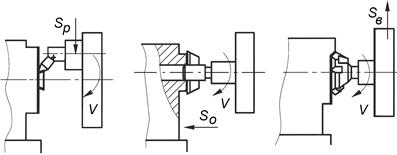
Растачивание конических отверстий. На рис. 331, а дана борштанга для обработки конических отверстий. Ползушка 2 движется от винта 4, несущего звездочку 5. Борштанга 3 получает вращение от шпинделя станка; при ее вращении пальцы звездочки 5 проходят мимо штифта (не показанного на рисунке), ударяются об него, что обеспечивает поворот звездочки 5 и винта 4. При этом ползушка 2 с закрепленным на ней резцом 1 перемещается вдоль образующей обрабатываемого отверстия.
Рис. 331. Растачивание отверстий: а — растачивание конических отверстий; б — обтачивание наружных отверстий; в — нарезание наружных резьб резцом; г — нарезание внутренних резьб резцом.
Растачивание параллельных и взаимно перпендикулярных отверстий производят с одной установки заготовки. После растачивания первого отверстия стол перемещают в поперечном направлении на величину, равную межцентровому расстоянию, и приступают к растачиванию второго отверстия и т. д.
Если требуется расточить два взаимно перпендикулярных отверстия, то после растачивания первого отверстия стол поворачивают на 90° и начинают растачивать второе отверстие. Описанные здесь примеры растачивания относятся к координатному способу обработки.
Обтачивание наружных поверхностей. Эту работу производят резцом (рис. 331, б), закрепляемым на суппорте планшайбы; при этом резец получает вращение со стороны планшайбы, а заготовка совместно со столом совершает продольную подачу.
Нарезание резьб резьбовыми резцами. Наружные резьбы (рис. 331, б) и внутренние резьбы ( рис. 331, е ) нарезают резьбовыми резцами, установленными в особых державках. Державку укрепляют на борштанге. Борштанга получает вращение и продольную (осевую) подачу от шпинделя станка.
Фрезерование поверхностей. Обработка контурного профиля комплектом фрез показана на рис. 332, а. Фрезы устанавливаются на борштангу. Борштанга одним концом крепится в шпиндель станка и получает от него вращение V м/мин; второй ее конец устанавливается в подшипнике задней стойки станка. Заготовка крепится на столе станка и получает вместе с ним поперечную подачу Sп мм/об. Подобным же образом можно фрезеровать ступенчатые продольные поверхности.
Рис. 332. Фрезерование поверхностей: а — комплектами; б — концевой фрезой.
На рис. 332, б дан пример фрезерования паза концевой фрезой. Фреза закрепляется вшпинделе станка, а заготовка со столом получают продольную подачу; могут быть и другие варианты фрезерования пазов, кольцевых канавок, торцовых поверхностей и т. п.
Расточные работы в Москве

Расточные работы проводится на специальных станках, имеющих специальное отсчетное устройство, которое контролирует точность перемещения заготовки относительно инструмента с чрезвычайно низкой погрешностью и отклонение размеров на изготавливаемых деталях. Такое оборудование предназначено для обработки межцентровых отверстий, расстояние и размеры которых должны соответствовать с высокой точностью базовым поверхностям в объемной системе координат.
Рассчитать стоимость расточных работ
Рассчитать стоимость расточных работ
Виды координатно-расточных работ по металлу.
- сверление;
- растачивание;
- чистовое фрезерование;
- чистовое фрезерование торцов;
- развертывание отверстий;
- зенкерование отверстий;
- разметка.
 Расточные работы ведутся с отверстиями, полученными при ковке, литье или сверлении для увеличения диаметра или достижения точных пропорций и нужной чистоты поверхностей. По сравнению со сверлением координатно фрезерные работы обладают низкой производительностью, но при этом имеют гораздо более высокий уровень точности.
Расточные работы ведутся с отверстиями, полученными при ковке, литье или сверлении для увеличения диаметра или достижения точных пропорций и нужной чистоты поверхностей. По сравнению со сверлением координатно фрезерные работы обладают низкой производительностью, но при этом имеют гораздо более высокий уровень точности.
Координатно расточные работы ориентированы в большей мере на серийное производство, но возможно изготовление штучной продукции. Высокую автоматизацию процесса и максимальную точность обработки можно получить на координатно расточных станках с ЧПУ.
Наша компания Феррополис выполняет расточные работы по металлу на самых современных станках. Высококлассные специалисты компании досконально знают особенности проводимых операций и используемых технологий, и способны создать нужные детали, отличающиеся ювелирной точностью.
Расточные работы в Москве

Смотрите также:
- Вертикально-расточные работы (6)
- Горизонтально-расточные работы (5)
- Координатно-расточные работы (7)
- Расточные работы с ЧПУ (8)
- TFObrabotka@yandex.ru
- +7 911 929-92-45
- +7 963 344-89-02
- info@giada.pro
- +7 831 282-82-70
- info@metalloobrabotka60.ru
- +7 953 247-28-73
- yakovlev.antoninalain@yandex.ru
- antoninalain@mail.ru
- +7 499 753-78-87
- ceo@izhoramc.ru
- +7 950 045-55-53
- +7 812 628-78-38
- tehno@invetor.ru
- +7 911 822-99-57
- yvidi@tut.by
- +375 29 668-98-09
- +375 17 373-27-28
- +375 17 373-27-29
- etm-mo@mail.ru
- viz34@yandex.ru
- +7 961 697-51-41
- el-statika@bk.ru
- +7 963 030-56-65
- +7 912 856-56-54
- al.sobolew2017@yandex.ru
- +7 919 568-95-14
- kmzsibmash@mail.ru
- +7 352 243-68-47
- +7 961 753-78-84
- info@spezproekt62.ru
- +7 961 979-94-00
Расточная операция в Москве

Механическая обработка необходима не только для внешних поверхностей заготовок, но и внутренних поверхностей проделанных отверстий. В тех случаях, когда необходимый диаметр сквозного или глухого отверстия превышает диаметр сверла или зенкеров, которыми проделывались отверстия, выполняется расточная операция.
Расточной операцией обрабатываются отверстия литых изделий. Расточкой можно исправить ось отверстия, выровнять припуски отверстий, канавок и выемок различных размеров.
Растачивание может выполняться в качестве черновой или чистовой обработки конических или цилиндрических отверстий. Чистовое растачивание на высокой скорости – тонкое – позволяет достичь высоких показателей чистоты поверхности и точности вплоть до 1-го класса.
Инструмент и оборудование для растачивания
Растачивание выполняется расточными резцами, многолезвийными расточными головками или зенкерами. В качестве оборудования для расточки используются станки сверлильной и токарной группы. Но чаще всего находят применение специализированные расточные станки.
При обработке на токарных станках заготовка вращается, а инструмент остается неподвижным. На остальном оборудовании рабочее движение совершает режущий инструмент, а заготовка прочно закрепляется. В таких случаях используются направляющие втулки, иначе невозможно получить прямолинейную ось отверстия.
Виды и способы растачивания отверстий
В станках расточной группы режущий инструмент может подаваться в различных плоскостях. В связи с этим различают несколько способов обработки отверстий:
- горизонтально-расточная;
- вертикально-расточная;
- координатно-расточная;
- расточная с ЧПУ.
Горизонтально-расточная операция применима не только для растачивания отверстий, но и для нарезки резьбы, зенкерования или подрезания торцов. Оптимальна для обработки крупногабаритных заготовок.
Вертикально-расточная операция также в некоторой степени универсальна, ведь позволяет проводить развертку, зенкерование, сверление и тонкую фрезеровку отверстий.
Координатно-расточная операция применяется для выполнения растачивания, 3D фрезерования, зенкерования, развертки, нарезки резьбы и др. Особенность станков данной группы – возможность проводить точную координатную разметку.
Естественно, в этом списке самая производительная и точная – расточная операция с ЧПУ. Обработку заготовки можно вести одновременно в трех плоскостях. Автоматика контролирует все процессы и следит за выполнением программы в соответствии с заданными параметрами.
Кому поручить растачивание в Москве?
Если вас утомил поиск ответственного предприятия-исполнителя металлообрабатывающих операций в Москве, или же вы только собираетесь начать эти поиски, воспользуйтесь нашей электронной базой. Мы собрали и систематизировали информацию о российских предприятиях, предлагающих растачивание в Москве и другие операции обработки металлов. Внесите свои требования к заказу в форму поиска и выберите подходящее предприятие, которое находится на оптимальном расстоянии от вашего населенного пункта – эти данные также указываются в результате поиска.
Координатно-расточные работы



Высокоточное оборудование и многолетний опыт сотрудников компании «Техносила» являются гарантиями качественного исполнения заказов на координатно-расточные работы по металлу в строгом соответствии с требованиями заказчика. Мы предлагаем самый широкий спектр расточных и фрезерных работ в Москве.
Состав расточного оборудования включает в себя:
- Координатно-расточные станки: Hauser OP-3; Hauser 2A3; Hauser 2; Mitsui Seiki JBD;
- Вертикально-сверлильные станки: 2М112; С-106; ГС2116М.
Координатно-расточные станки
Координатно-расточные станки благодаря своей функциональности широко используются специалистами компании «Техносила» для решения производственных задач, требующих оптимизации технологических процессов.
Станки позволяют выполнять расточные работы со строгим соблюдением межцентровых расстояний между ними Принято и ориентации относительно базовых поверхностей.
Высочайшая точность сверлильных работ по металлу, а также возможность выполнения металлорежущих операций в труднодоступных местах обрабатываемых деталей в условиях крупносерийного производства позволяют существенно снизить трудозатраты и, следовательно, себестоимость выпускаемой продукции.
Координатно-расточные работы включают в себя следующие услуги по сверлению металла:
- сверление растачивание отверстий (черновое, чистовое);
- обточку цилиндрических поверхностей с наружной стороны;
- обработку торцов отверстий, а также их развертывание, зенкерование;
- фрезерование плоских поверхностей;
- формирование резьбы;
- разметочные работы;
- контроль заданных размеров.

