
Подробный обзор токарного станка по металлу 1К62
Обзор станка 1К62: технические характеристики, схемы, инструкции и паспорт эксплуатации
Универсальный токарно-винторезный станок 1К62 выпускался на МСЗ «Красный Пролетарий». Это оборудование производилось в период с 1956 по 1971 г.г. После значительных доработок был заменен на более совершенную модель 16К20.
Функциональные особенности станка

Спецификой этого оборудования является возможность обработки деталей из закаленной стали. Этому способствует конструкция шпинделя, который установлен на специальных подшипниках, описанных в паспорте.
Для выполнения высокоточной обработки твердых сплавов станок имеет большую мощность главного привода. В совокупности с механической прочностью и жесткостью звеньев кинематической передачи это влияет на низкую вибрацию во время работы. Дополнительно нужно учитывать, что станок 1К62 является лобовым. Это означает, что на нем можно обрабатывать относительно кроткие заготовки с большим сечением.
Помимо этих особенностей следует знать такие характеристики станка 1К62, указанные в схеме и паспорте:
- конструкция задней балки. Она может смещаться в поперечном направлении. Это дает возможность обрабатывать пологие конусы;
- сменные зубчатые колеса. Они соединяют переднюю балку и коробку передач;
- наличие специального ступора. Это ограничивает продольное перемещение каретки до значения 250 мм/мин;
- мощный главный асинхронный электродвигатель 10 кВт;
- реле. Необходимо для защиты от тепловых перегрузок двигателя, возникающих во время обработки заготовок из твердых сортов стали.
Для детального ознакомления с этими качествами рекомендуется изучить паспортные данные оборудования и содержание инструкции по эксплуатации. Там же указаны основные характеристики.
Благодаря своей универсальной конструкции и эксплуатационным параметрам токарный станок 1к62 до сих пор остается популярным для комплектации мелкосерийных и штучных производств, мастерских.
Кинематическая схема
Работа станка обеспечивается вращением шпинделя, которое происходит за счет клиноременной передачи. Она имеет несколько шкивов для изменения крутящего момента. Приводом служит электродвигатель.
Главное движение осуществляется через муфту, которая соединена со шпинделем системой зубчатых колес. Для прямого вращения происходит смещение муфты влево, в результате чего происходит включение определенных участков цепи зубчатых колес. В паспорте и схеме подробно описаны механизмы переключения.
Движение подачи осуществляется методом задействования четырех кинематических цепей, описанных в инструкции:
- винторезная. Для увеличения точности нарезки могут быть добавлены дополнительные муфты малых диаметров;
- поперечная. Для подачи используются схемы, включающие в себя три зубчатых колеса и червячную пару;
- продольная. Специфика работы полностью соответствует поперечной;
- ускоренные перемещения суппорта. Осуществляется за счет работы отдельного электродвигателя. Передача вращательного движения выполняется через клиноременную передачу.
Всего при переключении получают шесть вариантов сопряжения зубчатых колес. Если же делать это через перебор – количество возрастает до 24. Фактически же значений меньше, так как некоторые пары имеют одинаковое передаточное отношение.
В паспортной документации дается описание переключения каждой пары с указанием параметров конкретного зубчатого колеса на схеме станка 1К62. Эти данные можно использовать для первичного анализа характеристики оборудования.
Характеристики передней и задней бабки
Для обработки детали необходимо закрепить ее между шпинделем и задней бабкой. Изменение частоты вращения происходит за счет коробки передач, которая входит в конструкцию передней бабки. Передача движения выполняется на ведомый вал.
С основными преимуществами конструкции коробки передач передней бабки можно ознакомиться в паспортных характеристиках. Они заключаются в установке подшипников качения на валах. Для повышения производительности и точности на узлы подается смазывающая жидкость. Дополнительно указаны фото оборудования для лучшего понимания расположения компонентов.
Технические параметры шпинделя, которыми обладает токарно-винторезный станок 1К62:
- диаметр отверстия – 4,7 см;
- допустимое сечение прутка – 4,5 см;
- частоты вращения – от 19 до 2420 об/мин (обратное). Для прямого это значение варьируется от 12,5 до 2000 об/мин.
- количество ступеней частот для различных режимов вращения: прямое – 24; обратное – 12.
Также следует учитывать параметры внутреннего конуса, описанные в схеме. Его размеры соответствуют Морзе 6. Конфигурация внутреннего шпинделя по ГОСТ 12593-72 равно 6К.
Для перемещения задней бабки в конструкции предусмотрена плита, которая движется по станине. Согласно технической документации изменение положения происходит за счет маховика и винтовой пары. Выдвижная пиноль имеет фиксатор для установки режущего инструмента, с помощью которого можно формировать отверстия.
Параметры суппорта
Согласно технической документации суппорт предназначен для смещения режущего инструмента относительно плоскости детали. Он состоит из нескольких ключевых узлов, каждый из которых нужен для выполнения конкретной функции.
Основным компонентом суппорта являются резцовые салазки. Они крепятся на поперечной каретке, которая фиксируется на салазках. Смещение происходит за счет механических компонентов. При этом учитывается максимальная длина хода каретки, которая для данной модели может составлять 64, 93 и 133 см.
Кроме этого, необходимо учитывать следующие паспортные характеристики:
- поперечный ход – до 25 см;
- ход верхней части – до 13 см;
- количество передач. Продольных и поперечных по 49;
- максимальное значение рабочих подач мм/об. Продольных – от 0,07 до 4,16. Поперечных – от 0,035 до 2,08;
- скорость быстрого смещения, м/мин. Поперечные -1,7; продольные – 3,4;
Конструкция станка позволяет формировать на поверхности детали различные типы резьбы – метрические, дюймовые, притчевые и модульные.
Фартук имеет жесткое крепление к каретке. Для передачи вращательного момента в его конструкции предусмотрен ходовой вал, соединенный с несколькими ступенями передач. С их помощью происходит вращение червячного колеса.
Максимальный диаметр детали ограничивается размером 40 см (над станиной). Над суппортом можно крепить заготовки, сечение которых не превышает 22 см.
Электрооборудование станка
Подключение для дальнейшей эксплуатации станка 1К62 выполняется к трехфазной электросети. Обязательно наличие заземленного или изолированного нейтрального провода.
Для работы станка необходима силовая цепь 380 В, 50Гц. В особых случаях электрическая схема может быть адаптирована для подключения к стандартной сети 220 В. Функционирование цепи управления происходит за счет подачи электроэнергии 110 В. Осветительный блок работает от сети 36/24 В.
Работа оборудования осуществляется за счет 4-х электродвигателей. Мощность главного составляет 10 кВт. Для быстрых перемещений применяется силовой агрегат 0,8 кВт. Гидростанция функционирует от электродвигателя 1,1 кВт. Также в электрической схеме присутствует насос охлаждения 0,125 кВт.
Кроме этого, в конструкции станка 1К62 есть следующие электрические компоненты, описанные в паспорте:
- тепловые реле типа РТ-1;
- блок управления насосом;
- трансформатор для организации местного освещения;
- плавкие предохранители;
- осветительные приборы.
Защита электродвигателей от тепловых перегрузок происходит за счет установки тепловых реле. Они монтируются в электросхемы основного агрегата и насосной станции.
В видеоматериале подробно рассказывается о правилах смазывания агрегатов станка, описанных в паспорте:
Токарно-винторезный станок 1к62
Знакомиться с токарно-ремесленным долгожителем хочется начать с упоминания «Красного пролетария», завода на котором в 30-х годах прошлого века начал свою историю первая линейка токарно-винторезных станков ДИП. Название своё он получил от лозунга «Догнать и Перегнать», популярного в послереволюционное время в среде советского станкостроения.

• первым символом (1) отмечается группа, относящаяся к токарным станкам;
• вторым символом обозначен завод, в стенах которого был произведен данный аппарат (К — «Красный Пролетарий»);
• затем показатель спецификации — (6) токарно-винторезный;
• последнее число — показатель уровня расположения центров (2 = 200 мм).
Не смотря на то, что данному агрегату уже без малого век, токари используют его и по сей день, что еще раз подтверждает его надежность, универсальность и простату использования.
Конструкционные особенности и технические характеристики
Модель 1К62 — лобовой токарный станок, способный принимать в работу короткие заготовки с большим диаметром. Его конструкция позволяет обточить даже пологий конус детали, а балка, соединяющаяся с суппортом в нижней секции, расширяет возможности сверления болванки.
Устройство оснащено асинхронным двигателем. Его мощность — 10000 Вт, 23 скорости, количество оборотов в минуту достигает 2420. Этого хватает для оптимальной работы даже с твердейшими металлами. Подается суппорт вторым двигателем на 1000 Вт. Тепловые реле на обоих двигателях защищают установку от перегрева, а плавкие предохранители предусмотрены для предотвращения последствий коротких замыканий.
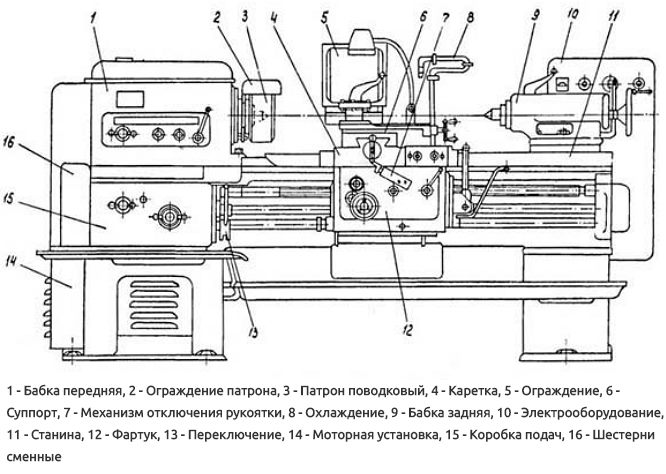
На рисунке, представленном выше, детально указаны основные элементы модели 1К62, а именно:
1. Станина,
2. Тумба передняя,
3. Тумба задняя,
4. Бабка передняя,
5. Патрон,
6. Бабка задняя регулируемая, перемещаемая для установки на нужной дистанции,
7. Резцедержатель,
8. Фартук, а также механизмы, подающие суппорт,
9. Вал,
10. Винт,
11. Коробка подач,
12. Корыта, в которые опадает металлические опилки, стружка и сливается жидкости.
Разумеется, за многие годы эксплуатации станка у него появились модификации. Большинство механизмов остаются неизменными, однако, современный 1К625 имеет отличную от предшественника конструкцию, позволяющую обрабатывать детали большего размера.
Перейдем, непосредственно, к технической составляющей токарного станка 1К62, которая позволяет ему оставаться в строю и сохранять высокую производительность, проявляя себя не только в силовой, но и в скоростной резке. Он обладает следующими характеристиками:
• общая масса — от 2000 до 2300 килограммов;
• габариты:
◦ высота — 1,5 м,
◦ длина от 2,5 до 3,5 м,
◦ ширина в 1,2 м;
• величина диаметра детали:
◦ над суппортом — до 22,4 см,
◦ над станиной — до 43,5 см;
• группа точности — «Н»;
• резцовое сечение — до 2,5 см;
• размер детали, используемая в работе — от 75 см до 150 см;
• сквозной диаметр в валу — 5,5 см;
• вес детали, используемой в работе:
◦ в центрах — 1,3 тонны,
◦ в патроне — 0,3 тонны;
• ход каретки — до 1330 мм;
• количество оборотов вала в минуту:
◦ 2000 — при прямом движении,
◦ 2420 — при обратном;
• количество скоростей:
◦ 23 — при прямом,
◦ 12 — при обратном;
• передвижение гильзы задней бабки — максимально до 20 см;
• количество продольных и поперечных ступеней подач — 42 шт.
Устройство станка
Данной модели по большей части схоже с аналогичным оборудованием. В качестве привода установлен мощный короткозамкнуты двигатель асинхронного типа. К заметным отличиям от аналогов можно причислить наличие рукоятей, регулирующих перемещение суппорта. Этими же рукоятями контролируется и шпиндель, а конкретно скорость его вращения. Скорость суппорта обеспечивается посредствам вспомогательного движка.
Конструкция
Данной машины имеет суппорт, осуществляющий с помощью низких салазок свое перемещение. В ее направляющих встроена специальная плита для резцовых салазок. Поворотное устройство плиты позволяет зажать ее под абсолютно любым углом. Корпус каретки суппорта располагает в себе фартучный механизм. Чтобы контролировать суппорт при продольном движении, используют реечное колесо.
Двигатель
Во время работы устройства, передает движение на шкив, который, в свою очередь, передает его передней бабке. Далее подача переходит на трензель к механизму подач. Принудительно или с помощью разбрызгивания ведется смазывание узлов специальным масляным насосом, который предусмотрен конструкцией данной модели.
Установленная на станине задняя бабка способна перемещаться в пределах направляющей. Посредствам двух винтов и маховика двигается выдвижная пиноль, а ее вылет блокируется рукоятью.
Бабку, если имеется такая необходимость, фиксируют на станине. Инструменты, обрабатывающие отверстия, также устанавливаются в гнездо пиноли.
В конструкции данной модели, чтобы ограничить передвижение каретки, предусмотрен монтируемый на станине упор. В своей конструкции установка имеет пару люнетов: неподвижный — с монтажным сечением в 2-13 см, и подвижный — с сечением 2-8 см.
Гайка часто может подвергаться быстрому износу, а найти замену для нее бывает достаточно сложно. Так как в магазинах и интернете она практически не встречается, зачастую приобрести ее можно в отделе снабжения завода-производителя или у хозяйственных и бережливых обладателей токарного станка. Однако, можно попробовать раздобыть чертеж маточной гайки, который должен быть в паспорте устройства, и изготовить ее самостоятельно. В некоторых случаях, для ее замены мастера дорабатывают полугайку со станка 16К20.
Принцип работы на станке
При работе со станком нужно четко соблюдать правила техники безопасности, дабы обезопасить себя и окружающих от ненужных увечий. Не стоит допускать к работе на станке неподготовленных в данной специальности лиц, а также лиц младше 18 лет. Работу необходимо осуществлять в спецодежде и средствах индивидуальной защиты, т.к. стружка, острые кромки деталей, разлетающиеся заготовки, запыленность, высокая температура поверхностей и другие вредные факторы могут остро негативно сказаться на вашем здоровье.
Перед началом работ
Нужно проверить станочное оборудование на предмет заземления. Рабочее место должно содержаться в порядке. Разбросанные детали и инструменты могут попасть под ноги и привести к серьезным травмам. На холостом ходу можно проверить исправность работы станка, прежде чем приступать, непосредственно, к работе. В случае обнаружения неисправностей, необходимо сообщить о них ответственным за состояние оборудования лицам. Если оборудование соответствует требованиям безопасности труда, то можно приниматься за дело.
Заготовка, заранее выбранная для обработки, закрепляется в центрах, либо в патроне. Подбираются соответствующие проводимой работе резцы. Закрепляют их в резцедержателе. Можно установить четыре резца одновременно. Поворачивая резцедержатель в нужное положение мы устанавливаем в рабочее положение выбранный резец.
Инструмент
Которым мы будем обрабатывать отверстие, вставляем в пиноль задней бабки. Далее работаем по инструкции, соответствующей поставленной перед нами задаче.
Пример эксплуатации станка 1К62 токарем изображен в видеоролике, где мастер демонстрирует пошаговый алгоритм подготовки устройства к работе и выполняет демонстрационный пример обработки небольшой заготовки.
Преимущества, продлевающие жизнь
При наличии дополнительной установки, можно производить копировальные работы. Данная модель отлично подходит для машиностроительного производства в индивидуальном и мелкосерийном масштабе. Не просто так он пользуется спросом и считается очень качественным и надежным оборудованием.
К его достоинствам смело можно отнести
• Универсальность — любые виды токарных работ, не ограничивающиеся нарезанием резьб, чем может похвастаться далеко не каждый винторезный агрегат;
• Виброустойчивость — уровень противодействия вибрационным нагрузкам на высоком уровне;
• Высокая точность обработки металлов, которая сохраняется и в ударном режиме;
• Работа с металлическими заготовками любой твердости за счет высокой жесткости крепления на подшипниках;
• Мощность двигателя;
• Надежная сборка схемы движения;
• Богатый диапазон переключения передач и настройки скорости вращения;
• Применяемость твердосплавных и минералокерамических резаков.
Не смотря на свой возраст и моральное устаревание, не мало токарей пользуется им и сейчас. Опытные мастера старой школы и начинающие осваивать токарное ремесло специалисты продлевают и подогревают интерес к данной машине. А наличие тысяч видеороликов с обзорами агрегата, демонстрацией его в работе и инструкциями к изготовлению конкретных изделий в Интернете — один из лучших современных показателей продолжения жизни старенького токарного станка.
Подробный обзор токарного станка по металлу 1К62
Первый 1К62 выпустил Московский станкостроительный завод «Красный пролетарий».
Сам завод построили в одна тысяча восемьсот пятьдесят седьмом году. Какая история 1К62, почему им активно пользовались предприятия?

Краткая история серии
- Первые токарно-винторезные станки с коробкой скоростей выпускались на заводе «Красный пролетарий» и назывался ДИП 200,
- ДИП 300 и так далее. Буквы означали «Догнать и перегнать», а цифры высоту над станиной.
- ЭНИМС приняла единую систему условных обозначений станков. По системе ДИП 200 начал называться 1Д62, соответственно и его модификации поменяли названия.
- Вскоре появились первые модели ДИП 200, которые назывались 1Д62,
- 1Д62М. После эти модели заменила более новая — 1А62.
1А62 выпускали несколько лет, после чего на замену ему пришел 1К62, который выпускался еще восемнадцать лет. К 1К62 выпускались модификации. - Затем в производство вошел 16Б20П, который был переходной моделью между двумя станками.
- Через еще шесть лет произвели первые 16К20. Станки понемногу стали производить все меньше и меньше. Их начали модифицировать, но модификации не были долгожительными.
- Через семнадцать лет после первых 16К20 на смену им пришли станки серии МК: МК6046, МК6047.
Назначение и область применения токарно-винторезного станка по металлу
Токарный станок 1К62 — универсальный и используется для чистовых, получистовых токарных задач. Им нарезают левые и правые резьбы: метрические, дюймовые.
Используется для обработки закаленных заготовок, потому что шпиндель обеспечивает жесткость аппарата. На нём высококачественно режут твердосплавным инструментом из-за большого диапазона скоростей 1К62.
Аппарат — лобовой и на нем обрабатывают короткие заготовки, большого диаметра. На аппарате обрабатывают пологие конуса, потому что его задняя балка может смещаться.

Основные разновидности и расшифровка модификаций
Первый 1К62 был выпущен на заводе «Красный пролетарий» и прошел длинный путь, множество модификаций.
Основными разновидностями были: 1К625, 1К620, 1К62Б. У модификаций имеются расшифровки, каждая цифра и буква имеет значение:
- Цифра 1 означает, что станок токарный.
- Буква К говорит о поколении аппарата.
- Цифра 6 показывает, что станок токарно-винторезный.
- Цифра 2 говорит о высоте центров.
- Цифры 25 на конце — максимальный диаметр заготовки над суппортом.
- Цифры 20 — высота центров над станиной.
- Буква Б — значение изменения основной модели.
Так выглядят основные модификации, их расшифровки 1К62.
Технические характеристики
Основными техническими характеристиками выделяют:
- Диаметр обработки над суппортом — двести мм.
- Расстояние между центрами составляет тысячу мм.
- Мощность электродвигателя — 10 квт
- Масса станка — 3035 кг.
- Поперечное смещение корпуса примерно пятнадцать мм.

Основные параметры
Основными параметрами называют: расстояние между центрами, которое составляет тысячу миллиметров, вес станка в две тонны.
Пределы оборотов шпинделя в прямом направлении доходят до 2 тыс. оборотов в минуту, в обратном направлении до 1900 оборотов в минуту. Диаметр патрона — 250 миллиметров.
Шпиндель
Шпиндель — вал, имеющий правые, левые обороты вращения. Шпиндель устанавливается для фиксации инструментов, а также заготовок. Следовательно, к нему крепится зажимный патрон или другие элементы. Это зависит от аппарата.

Суппорт и подачи
Суппорт предназначен для перемещения, закрепленного в резцедержателе резца, вдоль, поперек оси шпинделя. Он состоит из трех основных узлов — каретки, поперечных салазок, резцовых салазок суппорта. В технической литературе они могут называться по-другому.
Коробка подач служит для переключения скорости вращения ходового винта, вала, то есть для выбора скорости подачи резца вдоль оси шпинделя. Внутри коробки обычно расположен редуктор.
Редуктор сделан из зубчатых передач, которые переключаются. На входной вал подач поступает крутящий момент от шпинделя. Перед этим он проходит через гитару.

Резцовые салазки
Резцовые салазки — одни из основных узлов суппорта. Их устанавливают под углом к осевой линии центров станка. Обработка конуса происходит при ручном перемещении резцовых салазок. Этот способ позволяет обрабатывать внутренние, наружные конуса с любыми углами уклонов.
Задняя бабка
Бабка — узел, который используется во многих металлорежущих станках. Бабка точно поддерживает, перемещает деталь относительно инструмента, который ее режет. Обычно она находится, крепится на станине. Различают три функции:
- Передняя.
- Задняя.
- Шлифовальная.
У задней, у узла есть конусное отверстие для установки центра. Центр поддерживает заготовку и используется для закрепления инструмента.

Электрооборудование
Электрооборудование предназначается для приведения агрегатов, механизмов в движение, автоматического управления ими, контролирования их состояния. От электрооборудования зависит производительность, надежность агрегатов.
Габариты и масса
У агрегата имеются габариты, масса:
- Мощность двигателя быстрых перемещений суппорта — от 0,75 до 1,1 кВт.
- Мощность насоса охлаждения — 0,12 Квт.
- Габаритные размеры станка составляют две тысячи восемьсот двенадцать миллиметров в длину, тысяча сто шестьдесят шесть в ширину и тысяча триста двадцать четыре в высоту.
- Масса станка составляет три тысячи тридцать пять килограмм.
Общая конструкция и принцип работы
В конструкции привычно для экспертов расположены регулирующие органы, использована простая схема управления. Модель состоит из узлов:
- станина;
- передняя, задняя тумбы;
- передняя бабка;
- зажимной патрон;
- задняя бабка;
- резцедержатель;
- фартук с механикой подачи суппорта;
- ходовой вал;
- коробка подач.
Конструкция рассчитана на высокую выносливость к вибрации, жесткость. Основой являются тумбы, а для повышения их жесткости используют вертикальные ребра на стенках.
В левой части агрегата имеется передняя бабка, внутри нее коробка передач, шпиндель с патроном. С правой стороны задняя бабка. Суппорт может смещаться в разные стороны за счёт фартука.
Фото и описание устройства
Только что, была рассмотрена общая конструкция аппарата, а сейчас вместе с картинками будут подробно описаны устройства агрегата, их свойства, особенности, значения в механизме.

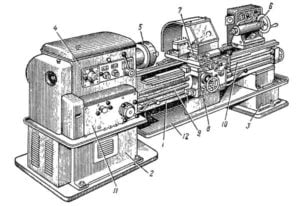
Общий вид
На данной картинке можно любоваться общим видом токарно-винторезного аппарата. Сразу же видны узлы, различные приборы, рассмотренные ранее.
Вес составляет более двух тонн, а мощность двигателя доходит до десяти кВт. На следующей картинке виден более подробный чертеж, где указаны узлы, их местоположение.

Чертеж
Это — общий чертеж конструкции. На нем указаны все основные узлы. Они будут очень скоро рассмотрены по одиночке. В левом верхнем углу располагается бабка передняя, в левом нижнем углу коробка передач и моторная установка.

Справа от бабки передней виден патрон, а справа от патрона находится ограждение, каретка. Под цифрами 12, 13 в середине — переключение, фартук.
Справа сверху — суппорт, механизм отключения рукоятки, охлаждение, бабка задняя, электрооборудование, станина.
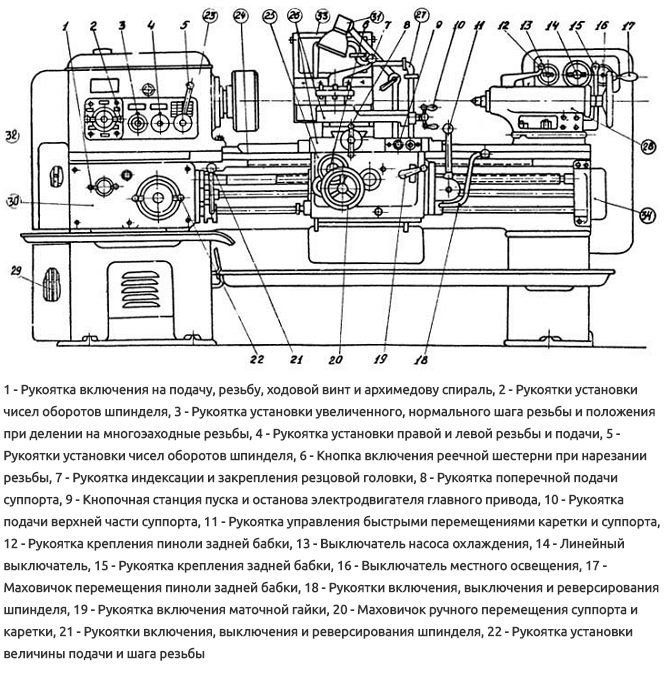
Расположение органов управления
На снимке — все органы управления, их местоположение. Всего — двадцать два органа. От самых простых до очень сложных в управлении, изучении.

Ими управляются все механизмы, за счет них агрегат работает, выполняет задачи. Они не будут рассматриваться, однако, чтобы работать со станком их необходимо знать для избежание происшествий.
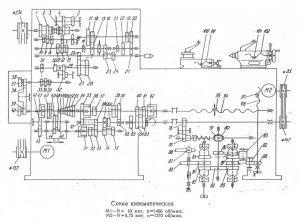
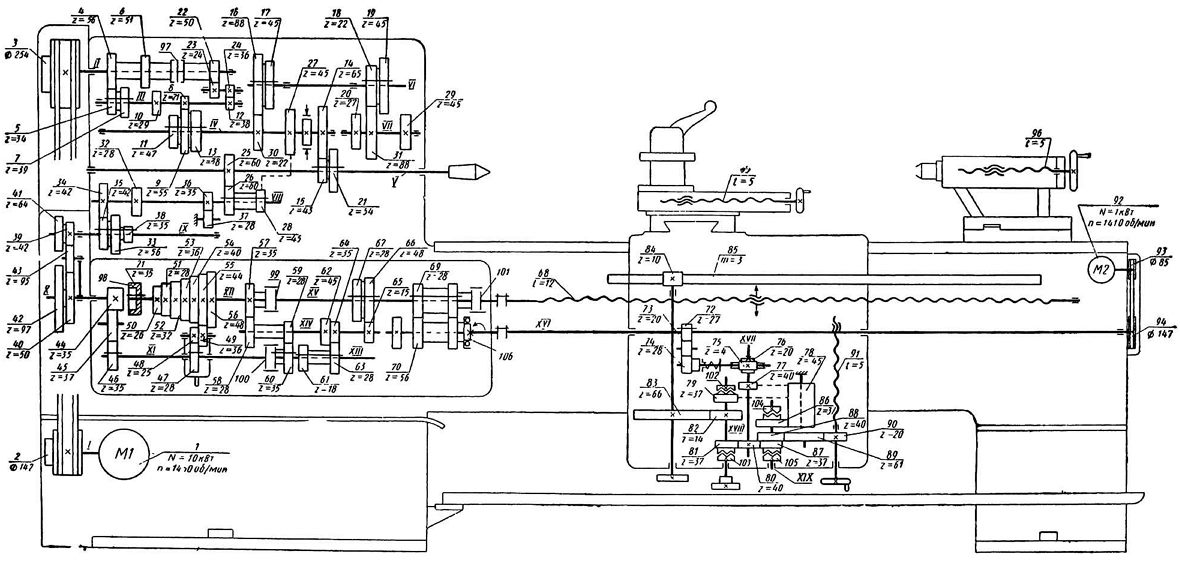
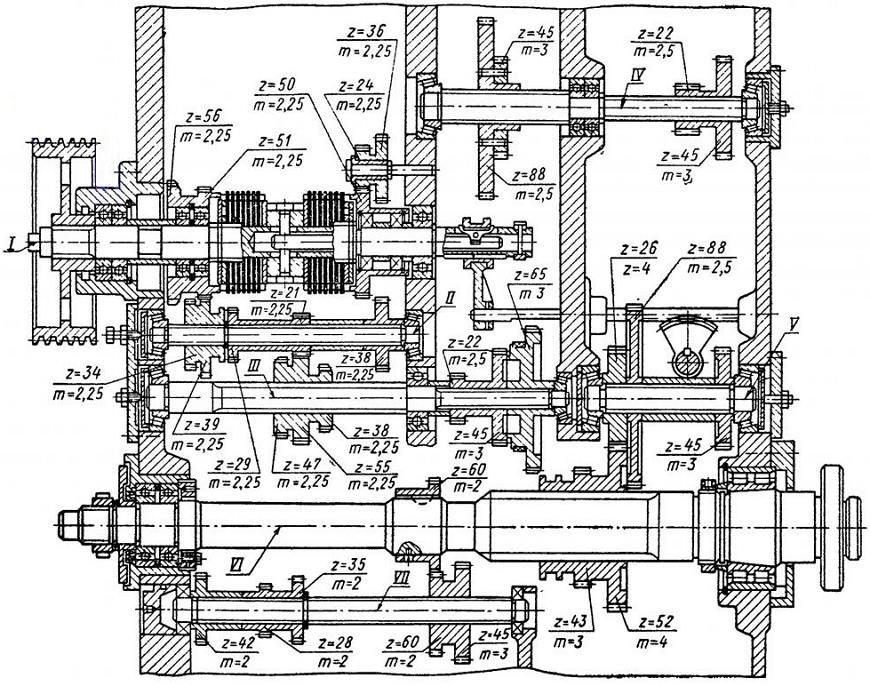
Кинематическая схема
На фото расположена кинематическая схема, то есть условное изображение агрегата, которое показывает связь между элементами механизма, передающими движение. Схема помогает лучше разобраться в устройстве конструкции, правильно чинить ее, производить верные подсчеты.

Каждый элемент на схеме имеет свое обозначение. Обозначения надо учить, чтобы понимать схему. Вал обозначается прямой линией, ходовые винты — волнистой линией и так далее.
Шпиндельная бабка
Ранее рассматривалась задняя, а есть еще шпиндельная. Лучше всего она видна на картинке выше. Конструкция представляет из себя узел шлифовальных станков.
Он состоит из несущего шпинделя, который сообщает вращательное движение шлифовальному кругу. Цель механизма — разместить шпиндель, механизмы его привода.
Устройство переключения скоростей и подач
Коробка скоростей — основная часть привода шпинделя станка, предназначена для передачи движения от электродвигателя, изменения частоты вращения. Обычно, механизм монтируется в отдельном корпусе и связан передачей со шпинделем.
Коробка подач обеспечивает большое число подач в станке. Помощь в этом ей оказывает вторая коробка, потому что она изменяет скорость. Механизм подач включается муфтами — фрикционной, кулачковой.

Фартук
На картинке выше изображен фартук токарного агрегата. Фартук преобразует вращательное движение ходового винта, валика в поступательное перемещение суппорта вдоль направляющих станины.
Механизм обычно крепится к переднему торцу каретки суппорта. Он имеет четыре кулачковые муфты. Муфты позволяют каретке, суппорту совершать прямой, обратный ход.
У фартука есть блокирующее устройство, которое препятствует одновременному включению продольной и поперечной подач.
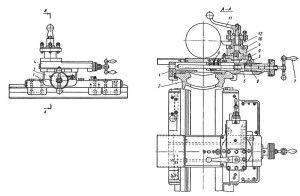
Суппорт
Изображен суппорт 1К62. Суппорт предназначен для перемещения, закрепленного в резцедержателе резца вдоль, поперек оси шпинделя.

Он состоит из трех главных узлов — каретки, поперечных салазок, резцовых салазок. В учебниках, книгах узлы могут называться по-другому, но функции они выполняют всегда одни и те же.
Задняя бабка
Выше изображена конструкция, называющаяся задней бабкой. Она служит для поддержания обрабатываемой заготовки при обработке в центрах, представляет собой вторую опору агрегата.
Во время сверления механизм присоединяется к каретке суппорта, чтобы получить механическую подачу. Механизм не может произвольно сдвигаться, должен давать правильное положение оси центра.
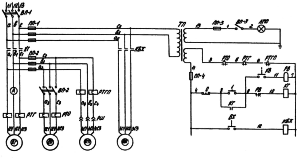
Схема электрическая принципиальная
Сверху находится электрическая принципиальная схема. Каждый агрегат имеет эту схему. Она показывает основные узлы, детали, величины токов.

Без наличия данной схемы, поломка аппарата будет роковой, потому что починить ее без неё будет невозможно. Схема, скорее всего, находится в паспорте станка.
Инструкция по первому запуску и эксплуатации
При первом запуске и последующих необходимо учитывать технику безопасности. Перед запуском:
- Роба должна быть застегнута.
- Очки, спецодежда должна быть одета.
- Надо проверить исправность узлов.
- Свет должен быть настроен.
- На рабочем месте не должно быть лишних предметов.
Только после всех этих процедур аппарат можно спокойно запустить.
Правила эксплуатации и ухода
Для агрегата есть правила ухода за ним, чтобы он не ломался, был всегда готов к эксплуатации. Оборудование надо регулярно осматривать, проверять на наличие повреждений.
Работа двигателя определяется по звуку. После запуска прислушайтесь. Если нет посторонних звуков, масло подается, то двигатель исправен. Если же посторонние звуки есть, надо разобрать механизм, узнать причину.
Аккуратно надо следить за предохранительным щитком, удержанием заготовки. Даже при малой неисправности надо прекратить работу, отнести детали в ремонт.
Временами чистить трубы, оборудование, менять резцы, чтобы нагрузка на движок была меньше.
Паспорт
В паспорте указаны все технические характеристики модели, её схемы, инструкцию по ее ремонту, эксплуатации. Сам паспорт можно скачать ТУТ.
Современные аналоги
Современными аналогами являются модели ТРЕНС. Производство идет в Словакии. Они обладают современной конструкцией и лучшими немецкими комплектующими, поэтому агрегаты 1К62, скорее всего, гордятся своим аналогом.
Обзор токарно-винторезного станка 1К62
1К62 — один из наиболее распространенных токарно-винторезных станков во времена СССР, который можно встретить в металлообрабатывающих цехах и сегодня. К преимуществам данного агрегата относится выносливость, надежность, возможность обрабатывать крупногабаритные заготовки и продуктивность.

Плашка производителя на 1К62
В данной статье рассмотрен станок 1К62 и его модификации. Будет представлена кинематическая и электрическая схема оборудования, изучены особенности его конструкции и технические характеристики, а также приведена инструкцию по регулировке и техническому обслуживанию механизма.
1 Станок 1К62 — назначение, область использования
Модель станка 1К62, пришедшая на смену устаревшей модификации 1А62, начала выпускаться Московским станкостроительным заводом «Красный пролетарий» в 1956 году. Серийное производство агрегата продлилось вплоть до 1971 года.
Помимо стандартных токарных операций, данный станок позволяет производить нарезание резьбы пяти типов: питчевой, архимедовой, модульной, метрической и дюльмовой. 1К62 оснащен шпинделем повышенной жесткости (смонтирован на специальных подшипниках), что дает возможность обрабатывать на станке заготовки из каленой стали. Также допустимо применения ударной нагрузки, которая не влияет на точность обработки.
К преимуществам 1К62 относится — мощный двигатель, жесткость конструктивных узлов, обширный диапазон скоростей, минимальный уровень вибрации при работе. В совокупности все это позволяет выполнять высокопроизводительную обработку металлических деталей.

Внешний вид станка
1К62 классифицируется как лобовой станок — это оборудование, способное работать с заготовками большого диаметра но малой длины. В конструкции предусмотрена поперечная регулировка задней балки, дающая возможность обтачивать пологие конуса. Также балка посредством замка может соединяться с нижней секцией суппорта, что увеличивает функциональные возможности при выполнении сверлильных операций.
к меню ↑
1.1 Особенности конструкции
Устройство агрегата предполагает возможность установки люнетов двух типов — подвижных, диаметром 20-80 мм, и неподвижных — от 20 до 130 мм. Данный станок предназначен для обработки деталей диаметром до 400 мм (при установке над станиной) и прутков 45 мм.
В качестве двигателя используется мотор асинхронного типа мощностью 10000 Вт, выдающий до 2000 об/мин. Всего предусмотрено 23 режима скорости, минимальные обороты — 12.5 об/мин, максимальные — 2000 об, что позволяет выбрать оптимальный режим обработки металлов любой твердости. Регулировка скорости вращения шпинделя и настройка подачи суппорта (продольной и поперечной) выполняется посредством изменения положения шестерни коробки скоростей, для управления которой предусмотрены специальные рычаги. Сами шестерни являются сменными.
За подачу суппорта в станке 1К62 отвечает вспомогательный асинхронный движок на 1000 Вт (до 1400 об/мин). Оба движка оснащены тепловым реле, которые обеспечивают защиту моторов от перегрева. Функцию защиты от коротких замыканий выполняют плавкие предохранители. Конструктивное устройство 1К62 делает станок одинаково эффективным как в силовом, так и в скоростном резании.
Шпиндель в станке 1К62 устанавливается на специальных подшипниках, обеспечивающих повышенную жесткость узла, что в свою очередь дает улучшенную точность обработки заготовок. Согласно классификации по ГОСТ №8-82, данная модель относится к первой группе точности «Н». На станок могут устанавливаться трехкулачковые (диаметр — 250 мм) либо четырехкулачковые (400 мм) патроны самоцентрирующегося типа.

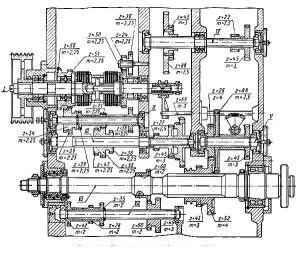
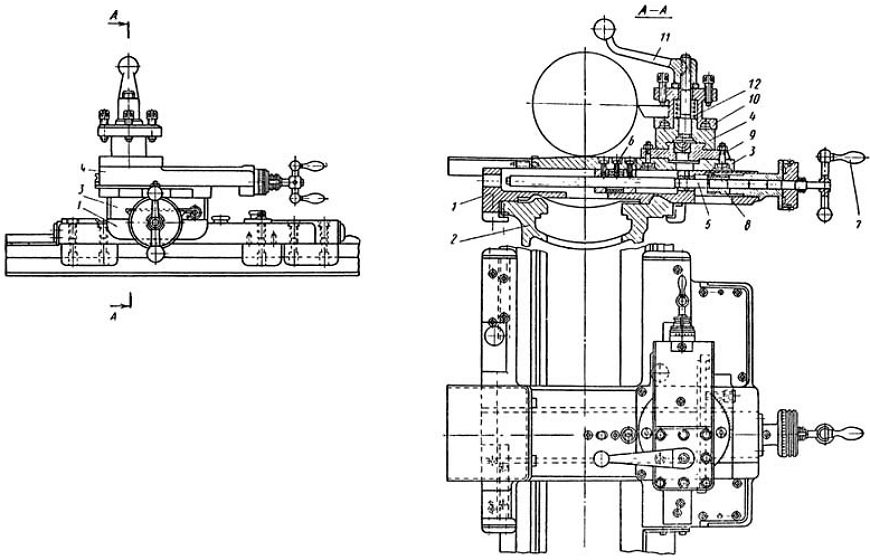
Конструкция станка 1К62
Приведенная схема демонстрирует конструктивное устройство 1К62, где:
- Станина.
- Передняя тумба.
- Задняя тумба.
- Передняя бабка.
- Патрон.
- Задняя бабка (является регулируемой, может перемещаться по направляющей и устанавливаться на необходимом от передней бабки расстоянии);
- Резцы (главный рабочий инструмент) и резцедержатель;
- Фартук и размещенные на нем механизмы продольной и поперечной подачи суппорта.
- Ходовой вал.
- Ходовой винт.
- Коробка подач.
- Корыта для сбора стружки и слива охлаждающей жидкости.
Также существует две модификации данной модели. Наиболее распространенным является станок 1К62Д, который отличается увеличенным на 10 мм отверстием шпинделя и отсутствием в предохранительном механизме фартука падающего червяка. По остальным узлам и механизмам данные агрегаты идентичны.
Серьезно отличается от 1К62 его более современная версия — токарно винторезный станок 1К625. В данной модификации до 500 мм увеличен диаметр обработки над станиной, и до 250 мм над суппортом. Максимальный ход каретки вырос с 1330 до 920 мм. Все это позволяет обрабатывать детали большего размера. Мощность движка, частота оборотов и функциональные возможность в данном станке остались неизменными.
1.2 Станок 1К62 в работе (видео)
к меню ↑
2 Кинематическая и электрическая схемы
Главным рабочим движением в агрегате является вращение шпинделя, которое передается на него от привода через коробку скоростей с клиноременной передачей. Несмотря на то, что в паспорте станка написано о 23-ех скоростях, их фактическое число меньше, так как передаточные отношения некоторых положений зубчатых колес идентичны.

Кинематическая схема 1К62
Всего в станке присутствует 4-е кинематические цепи: 3 из них приходится на суппорт — продольная и поперечная подача, а также ускоренное перемещение, последняя цепь — винторезная подача. Винторезная цепь активируется при нарезании резьбы, в ней задействуется 68-ой ходовой винт и зафиксированная на фартуке маточная гайка.
При поперечной подаче суппорта работают муфты 104 и 105, которые через зубчатые колеса передают крутящий момент от двигателя на ходовой вал, а он, в свою очередь, приводит в движение поперечный суппорт. Продольное перемещение суппорта выполняется муфтами 102 и 103 через зубчатые колеса 77-79, сообщающие движение на реечное колесо 84. Сама рейка неподвижно зафиксирована на станине станка, в результате колесо вращается и проворачивается по рейке, перемещая вместе с собой фартук и суппорт.
Ускоренная подача суппорта выполняется напрямую от вспомогательного электропривода посредством клиноременной передачи. Отметим, что винтовые пары №95 и 96 позволяют вручную регулировать положение пиноли задней бабки и резьбовых салазок.

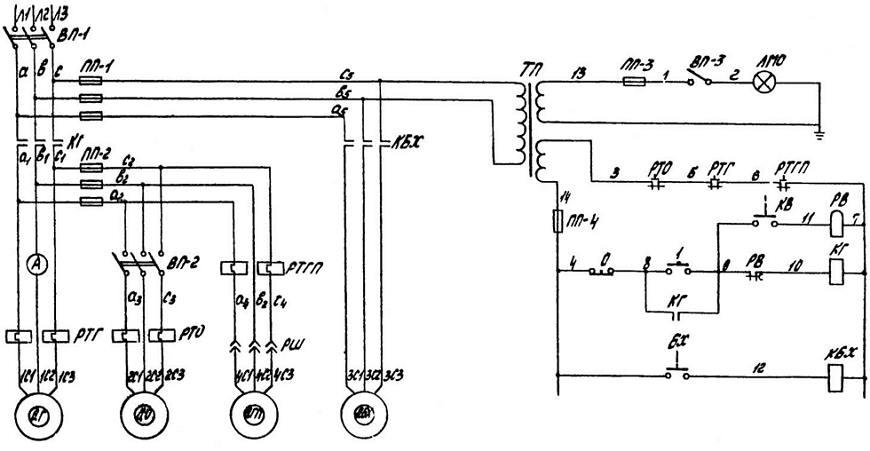
Электрическая схема 1К62
Электрическая схема представлена на следующем изображении:
Электрооборудование модели 1К62 работает от трехфазной сети переменного тока, использование провода заземления обязательно. В агрегате используются следующие узлы электрической аппаратуры:
- Тепловое реле РТ-1 (2шт) — для двигателя и электронасоса.
- Пакетные включатели ВП-1.
- Насос ВП-10.
- Трансформатор (ТП-50) и лампочки местного освещения на 36 В.
- Кнопочная станция для пуска/отключения привода, размещенная у передней бабки станка.
Также предусмотрен магнитный пускатель, предотвращающий самопроизвольное включение мотора после появления отсутствующего электропитания.
к меню ↑
2.1 Технические характеристики
Рассмотрим технические характеристики токарно-винторезного станка 1К62 начиная с основных параметров агрегата:
- максимальный диаметр обработки: над станиной — 400, над суппортом — 220 мм;
- длина заготовки — до 1500 мм;
- максимальный вес заготовки: масса в патроне — до 500 кг, масса в центрах — до 1500 кг.
Характеристики шпинделя станка:
- диаметр отверстия — 47 мм;
- диаметр прутка — до 45 мм;
- количество скоростей прямого вращения — 25 шт;
- частота вращения — от 12.5 до 2000 об/мин;
- частота на реверсном ходу — до 2420 об/мин;
- тип конуса в шпинделе — М6.

Токарно-винторезный станок 1К62
Читайте также: технические характеристики, эксплуатация, наладка и ремонт токарно-винторезных станков 16К20 и ИТ-1М.
Характеристики подач суппорта:
- ход каретки: 1330, 930 и 640 мм;
- поперечный ход суппорта — до 250 мм;
- количество ступеней продольных подач — 49 шт;
- скорость подачи при быстром перемещении: продольная — 3.4, поперечная — 1.7 м/мин;
- количество типоразмером нарезаемых резьб метрического типа — 44 шт;
- шаг нарезаемой резьбы — от 1 до 192 мм.
Общий вес агрегата составляет 2.14 тонн, размеры — 281*117*133 кг.
к меню ↑
2.2 Особенности ремонта станка
1К62 — выносливое и надежное оборудование, однако длительный срок эксплуатации данных станков дает о себе знать, и ожидать от них безотказной работы не стоит. Предлагаем вашему вниманию перечень основных проблем, с которыми можно столкнуться в процессе использования 1К62, и способы их ремонта своими руками.
| Тип неисправности | Причина | Ремонт/способ устранения |
| 9 и 10 шестерни коробки подач не переключаются | Шестерни застряли на нейтральном положении | Электродвигатель запускается «на выбеге» и переключение выполняется повторно |
| Мотор станка самопроизвольно отключается в процессе работы | Активируется тепловое реле, защищающее движок от перегрузки | Снизить скорость вращения шпинделя |
| Снизился крутящий момент шпинделя | Недостаточное натяжение тормозной ленты либо фрикционной муфты | Подтянуть данные узлы |
| Подача суппорта осуществляется слишком медленно | Слабо затянута пружина на перегрузочном устройстве | Подтянуть, при необходимости — заменить, пружину |
| Не функционирует насос подачи СОЖ | В баке отсутствует жидкость либо перегорели предохранители | Долить/заменить |
| Станок издает вибрации при работе | Износился стык на направляющих суппорта | Увеличить натяжку клиньев и прижимных планок |
| Станок не дает нужной точности резки | Сместилась задняя бабка/растянулся резцедержатель | Регулировка бабки/подтяжка резцедержателя |
Более серьезный ремонт требует привлечения профильных специалистов, без должного опыта выполнять его своими руками не рекомендуется. Одним из преимуществ 1К62 являются распространенные и дешевые запчасти, позволяющие без особых затрат восстановить агрегат после любых поломок.
Токарно-винторезный станок 1к62 и его технические характеристики
С развитием сферы услуг возрос спрос на металлорежущее оборудование, которое устанавливают в небольшой мастерской. Популярностью пользуется универсальный токарно-винторезный станок 1к62, на котором выполняют черновую и чистовую обработку металлических заготовок и деталей.

Модель получила распространение в странах СНГ. Предназначение: универсальные токарные работы по металлу и дереву. Тип — универсал, среднего класса. Эксплуатируется малыми предприятиями, учебными заведениями, ремонтными мастерскими, токарями единоличниками для оказания услуг.
Устройство станка
 Передняя часть токарного станка, сделанная в виде тумбы, на самом деле является коробкой передач. На верхней плоскости тумбы есть глазок для контроля масла. Если во время работы масло бьёт фонтанчиком, значит, насос работает правильно и обеспечивает смазку трущихся деталей.
Передняя часть токарного станка, сделанная в виде тумбы, на самом деле является коробкой передач. На верхней плоскости тумбы есть глазок для контроля масла. Если во время работы масло бьёт фонтанчиком, значит, насос работает правильно и обеспечивает смазку трущихся деталей.
На передней панели бабки установлены два рычага переключения скоростей, которые расположены по краям. Правый рычаг понижает обороты шпинделя, имеет четыре положения: оптимальные обороты для точения. высокие обороты для чистовой обработки цилиндрической поверхности. Промежуточное положение для нарезания резьбы резцом или плашкой. Левый рычаг переключения скоростей имеет шесть положений, соответственно, шесть скоростей.
Между рычагами переключения скоростей расположены два других рычага для настройки операции нарезания резьбы. Конструкция станка позволяет нарезать правую и левую резьбу.
Внизу передней бабки расположена коробка подач, оборудованная двумя рычагами. Рычаг слева переключает подачи и вид резьбы. Расположенный справа служит для настройки подачи суппорта в зависимости от глубины резания и твёрдости обрабатываемого материала. Станок к 62 оборудован двумя двигателями: главный и ускоренной подачи. Передний фартук оборудован двумя маховиками:
- один для подачи вдоль станины;
- второй — для подачи поперёк.
Основные узлы
 Вращающийся шпиндель токарно-винторезного станка 1к62 обеспечивает обработку поверхности заготовок цилиндрической и конической формы.
Вращающийся шпиндель токарно-винторезного станка 1к62 обеспечивает обработку поверхности заготовок цилиндрической и конической формы.
Суппорт выполняет продольное и поперечное движение резцедержателя с резцом для снятия стружки, нарезания резьбы, торцевания или отрезания заготовки. Установленный привод механизма подач служит для настройки режимов нарезания резьбы. С помощью передачи винта-гайки осуществляется поперечное движение резцедержателя.
На передней бабке установлены рычаги управления станком. Чтобы изменять режимы резания, установлен механизм переключения скоростей вращения шпинделя. Направление движения изменит специальная фрикционная муфта и реверсивный механизм.
Задняя бабка токарного станка к 62 обеспечивает обработку деталей свёрлами, выполняя продольное движение. Пиноль бабки перемещается вдоль станины парой винт-гайка.
Фартук служит для изменения режимов подач, а для управления есть рычаги на передней бабке. Механизм фартука выполняет подачу суппорта при точении и нарезании резьбы.
Заготовки крепятся в трёх кулачковых патронах с синхронным перемещением кулачков, а некруглые или несимметричные заготовки закрепляются в четырёх кулачковом патроне. Приспособлением являются самоцентрирующиеся и поводковые патроны, хомуты, люнеты.
 Главный параметр, определяющий габарит токарного станка является высота от плоскости станины до оси вращения шпинделя. Эта высота составляет половину наибольшего диаметра детали, которая может быть обработана над станиной. Наибольший диаметр изделия над станиной и расстояние между патроном и пинолью задней бабки определяют его возможности и входят в основные технические характеристики станка 1к62. Токарь перед работой проверяет размеры заготовки, согласно приведённой характеристике.
Главный параметр, определяющий габарит токарного станка является высота от плоскости станины до оси вращения шпинделя. Эта высота составляет половину наибольшего диаметра детали, которая может быть обработана над станиной. Наибольший диаметр изделия над станиной и расстояние между патроном и пинолью задней бабки определяют его возможности и входят в основные технические характеристики станка 1к62. Токарь перед работой проверяет размеры заготовки, согласно приведённой характеристике.
Станок оборудован дополнительным электродвигателем мощностью один киловатт для ускоренного движения каретки суппорта, включается нажатием специальной кнопки, расположенной с торца рычага управления. Во время сверлильных работ можно механически подавать заднюю бабку со сверлом, присоединив её к суппорту.
Технические характеристики
Масса токарного станка к62 составляет 2,5 тонны.
- длина — 2500 миллиметров;
- ширина — 1200 миллиметров;
- высота — 1500 миллиметров.
Максимальный диаметр заготовки над суппортом станка составляет 224 миллиметра. Заготовка для обработки не более 1500 миллиметров в длину. Обороты шпинделя 2420 оборотов в минуту.
 Токарно-винторезный станок — сложная технологическая машина, у которой 24 скорости вращения шпинделя и 48 подач суппорта. Органы управления расположены на передних панелях коробок скоростей и подач.
Токарно-винторезный станок — сложная технологическая машина, у которой 24 скорости вращения шпинделя и 48 подач суппорта. Органы управления расположены на передних панелях коробок скоростей и подач.
Чтобы установить заданную частоту вращения шпинделя, надо заранее отключить фрикцион и выключить электродвигатель, а затем перемещением рукоятки установить требуемый диапазон частот (например, 630…2000, 50…160). Перемещать рукоятку переключения скоростей следует плавно, без рывков, добиваясь фиксации её в каждом из четырёх положений, устанавливая заданные обороты шпинделя (например, 630 оборотов в минуту).
Электрическая схема
Электрическая проводка, автоматика и предохранители расположены на электрощите, который спрятан в металлический шкаф, закреплённый на станине станка. Схема электрической проводки делится на две части: первичная силовая электрическая цепь и вторичная цепь управления. В первичную цепь входит аккумуляционная силовая аппаратура:

 трехфазный автоматический выключатель;
трехфазный автоматический выключатель;- контакты включения главного двигателя;
- контакты включения двигателя ускоренного хода суппорта;
- включатель насоса воды;
- реле;
- предохранители.
Вторичная цепь: трансформатор, кнопки «пуск» и «стоп»;
Преимущества модели
На данной машине обрабатывают детали большого диаметра, малой длины. Задняя бабка имеет поперечное смещение для обработки пологих конусов. Предусмотрена механическая подача задней бабки при выполнении операции сверления деталей сверлом большого диаметра. Для этого специальным замком задняя бабка соединяется с суппортом. Массивная чугунная станина поглощает вибрацию, станок не даёт шума. Основные преимущества:
 простое устройство токарного станка 1к62;
простое устройство токарного станка 1к62;- надёжность узлов и механизмов;
- долговечность и живучесть при любых условиях эксплуатации;
- высокая мощность основного электропривода;
- широкий выбор скоростей;
- устойчивость к вибрации.
Токарное оборудование выпускал завод «Красный пролетарий» Московского станкостроительного производственного объединения. К сожалению, данную модель сняли с выпуска. Токари-профессионалы приобретают станки с рук, выполняя сложные токарные работы, благодаря технической характеристике 1к62, которая позволяет это делать.
Технические характеристики токарного станка 1к62
 В прошедшем веке инженерами был сконструирован винторезный токарный станок, получивший название «1К62». Сначала его маркировали аббревиатурой ДИП. После появления новых обозначений, разработанных НИИ, устройство, обрабатывающее металл, стали называть токарно-винторезный станок 1К62.
В прошедшем веке инженерами был сконструирован винторезный токарный станок, получивший название «1К62». Сначала его маркировали аббревиатурой ДИП. После появления новых обозначений, разработанных НИИ, устройство, обрабатывающее металл, стали называть токарно-винторезный станок 1К62.
Основные преимущества
Сегодня токарный станок 1К62, технические характеристики которого остаются востребованными в самых разных областях промышленности, не утратил своей актуальности. Если внимательно изучить паспорт, становятся очевидными его основные положительные качества:
- Регулировка числа оборотов шпинделя;
- Подача заготовки отличается большим диапазоном;
- Кинематическая схема системы, отдельные конструктивные детали сделаны очень жесткими, имеют повышенную прочность;
- Если пользоваться резцами, оснащенными минералокерамикой или твердосплавными пластинами, аппарат способен резать заготовки практически из любого материала;
- Рама станка сделана с учетом вибрационных нагрузок, создаваемых мощным приводом. Вибрация полностью отсутствует;
- Устройство укомплектовано зубчатыми колесами, передающими движение механизму подач;
- Можно с высокой точностью обрабатывать детали, даже при сильных ударных нагрузках. Высокую точность обеспечивают специальные подшипники;
- Токарно-винторезный станок 1К62 оснащен специальным электродвигателем, мощностью 1Квт. От него зависит передвижение суппорта. Число оборотов выходного вал этого электродвигателя достигает 1410 оборотов в минуту.
- Чтобы можно было обрабатывать детали, имеющие форму полого конуса, предусмотрена возможность поперечного движения задней бабки.
- Электрическая схема оборудована особыми тепловыми реле, установлены плавкие вставки. Они защищают оборудование от возможного короткого замыкания, от больших перегрузок, которые могут возникнуть во время эксплуатации;
- Для надежной и безотказной работы в конструкцию шпиндельного узла включены сверхпрочные подшипники
Подача
 Токарно-винторезный станок 1К62 позволяет заниматься обработкой не очень длинных, но достаточно габаритных заготовок. Кинематическая схема станка 1К62 мало чем отличается от оборудования такого же типа. Роль привода играет асинхронный силовой двигатель короткозамкнутого типа способного развить мощность около 10 кВт. Чтобы проводить регулировку движения суппорта, управлять вращением шпинделя, установлены два отдельных рычага. Именно такая конструкция считается главной особенностью этого станка.
Токарно-винторезный станок 1К62 позволяет заниматься обработкой не очень длинных, но достаточно габаритных заготовок. Кинематическая схема станка 1К62 мало чем отличается от оборудования такого же типа. Роль привода играет асинхронный силовой двигатель короткозамкнутого типа способного развить мощность около 10 кВт. Чтобы проводить регулировку движения суппорта, управлять вращением шпинделя, установлены два отдельных рычага. Именно такая конструкция считается главной особенностью этого станка.
Для создания быстрого движения суппорта, устройство оснащено дополнительным асинхронным электродвигателем, мощностью не превышающей, 1 кВт. Система подачи и устройство токарного станка 1К62 имеет несколько кинематических схем:
- Винторезная;
- Поперечная обработка;
- Продольное отрезание;
- Быстрое движение суппорта.
После включения станка основной двигатель создает движение ведомого шкива. Затем через специальную систему блоков, большого количества установленных муфт, вращение шкива передается передней бабки, оснащенной шпинделем. Начинает вращаться вал трензеля, включается механизм подачи. Смазка подшипников качения может осуществляться несколькими способами:
- Принудительно;
- Разбрызгиванием.
Для этого конструкция станка оборудована специальным мощным масляным насосом. По специальной направляющей станине передвигается задняя бабка. Чтобы выдвижная пиноль начала двигаться, установлен маховик, оснащенный винтовой парой. Корпус задней бабки имеет возможность поперченного движения относительно плиты. Иногда в пиноль вставляют специальный инструмент, предназначенный для обработки различных отверстий.
Суппорт
В конструкцию входит несколько деталей:
- Салазки нижние;
- Поперечная каретка, оснащенная поворотной плитой.
Крепление плиты может происходить под нужным углом, относительно шпинделя.
Фартук
Его механизм находится внутри каретки суппорта. Через реечное колесо происходит передача суппорту нужного продольного движения. Специальный винт заставляет суппорт двигаться поперек.
Технические характеристики
 Высота заготовки (наибольшая) над суппортом — 224 мм ;
Высота заготовки (наибольшая) над суппортом — 224 мм ;- Максимальная высота обрабатываемой детали, закрепленной над станиной – 430 мм ;
- Наибольшая длина обрабатываемой заготовки — 750- 1500 мм ;
- Масса детали, зафиксированной в центрах, — 460- 900 кг ;
- Вес детали, установленная в шпинделе — 200 кг ;
- Число оборотов вращения шпинделя 2000- 2420 об/мин;
- Вес — 2520 кг ;
- Габариты — 2500х1200х1500 мм.
Параметры подачи суппорта
- Передвижение каретки: 640 – 1330 мм ;
- Поперечный ход —250 мм;
- Количество ступеней продольной подачи — 49 шт.;
- Скорость подачи. При быстром продольном движении – 3,4м/мин, поперечном — 1.7 м/мин;
- Число типоразмеров метрической резьбы – 44 шт.;
- Шаг резьбы —1 -192 мм ;
- Вес суппорта — 2,14 тонны.
Дополнительные приспособления
В качестве дополнительной опоры, позволяющей обрабатывать различны вращающиеся детали, токарно-винторезный станок 1К62 оснащен специальными люнетами. После их установки исключается прогиб детали во время ее обработки. Люнет для токарного станка 1К62 полностью ликвидирует появление вибрации. Конструкция люнетов имеет несколько видов:
- Неподвижная;
- Подвижная.
 Каждый из таких люнетов отличается своими характеристиками. Неподвижная система обеспечивает поддержку очень длинных деталей. Такой люнет полностью исключает появление вибрации. Он крепится к станине, при помощи плиты, имеющей нижнюю фиксацию.
Каждый из таких люнетов отличается своими характеристиками. Неподвижная система обеспечивает поддержку очень длинных деталей. Такой люнет полностью исключает появление вибрации. Он крепится к станине, при помощи плиты, имеющей нижнюю фиксацию.
Подвижный люнет крепят к продольному суппорту. В результате он начинает двигаться согласно траектории движения токарного резца. Установленные подвижные элементы не позволяют возникнуть упругому зажиму особо длинных деталей небольшого диаметра из-за давления, которое создает токарный резец при обработке.
Как проводится ремонт 1К62
Надо сказать, что технические характеристики данного токарного станка отличаются хорошими показателями. Поэтому 1К62 руководство по эксплуатации гарантирует его стабильную работу очень долгое время. Но за устройством нужно следить и периодически проводить его обслуживание и ремонт. Для этого выполняется:
- Обкатка станка. Проверяются все подачи и скорости;
- Определяется точность станка;
- Очищаются направляющие.
Если имеет место частичная разборка, детали хорошо промывают и протирают. Ремонт токарного станка 1К62 помогает выявить негодные узлы и агрегаты. Если их нельзя восстановить устанавливают новые. Внешние нерабочие поверхности обычно красят яркой краской.
Заключение
Сегодня токарно-винторезный станок 1К62 подвергся значительной модернизации. Станок оснащен числовым программным управлением, работает в автоматическом режиме. Он, как и в прежние времена, остается востребованным на заводах и фабриках. Работать на нем удобно и очень просто.
Обзор токарно-винторезного станка 1К62
Основные преимущества
Сегодня токарный станок 1К62, технические характеристики которого остаются востребованными в самых разных областях промышленности, не утратил своей актуальности. Если внимательно изучить паспорт, становятся очевидными его основные положительные качества:
- Регулировка числа оборотов шпинделя;
- Подача заготовки отличается большим диапазоном;
- Кинематическая схема системы, отдельные конструктивные детали сделаны очень жесткими, имеют повышенную прочность;
- Если пользоваться резцами, оснащенными минералокерамикой или твердосплавными пластинами, аппарат способен резать заготовки практически из любого материала;
- Рама станка сделана с учетом вибрационных нагрузок, создаваемых мощным приводом. Вибрация полностью отсутствует;
- Устройство укомплектовано зубчатыми колесами, передающими движение механизму подач;
- Можно с высокой точностью обрабатывать детали, даже при сильных ударных нагрузках. Высокую точность обеспечивают специальные подшипники;
- Токарно-винторезный станок 1К62 оснащен специальным электродвигателем, мощностью 1Квт. От него зависит передвижение суппорта. Число оборотов выходного вал этого электродвигателя достигает 1410 оборотов в минуту.
- Чтобы можно было обрабатывать детали, имеющие форму полого конуса, предусмотрена возможность поперечного движения задней бабки.
- Электрическая схема оборудована особыми тепловыми реле, установлены плавкие вставки. Они защищают оборудование от возможного короткого замыкания, от больших перегрузок, которые могут возникнуть во время эксплуатации;
- Для надежной и безотказной работы в конструкцию шпиндельного узла включены сверхпрочные подшипники
Подача
Токарно-винторезный станок 1К62 позволяет заниматься обработкой не очень длинных, но достаточно габаритных заготовок. Кинематическая схема станка 1К62 мало чем отличается от оборудования такого же типа. Роль привода играет асинхронный силовой двигатель короткозамкнутого типа способного развить мощность около 10 кВт. Чтобы проводить регулировку движения суппорта, управлять вращением шпинделя, установлены два отдельных рычага. Именно такая конструкция считается главной особенностью этого станка.
Для создания быстрого движения суппорта, устройство оснащено дополнительным асинхронным электродвигателем, мощностью не превышающей, 1 кВт. Система подачи и устройство токарного станка 1К62 имеет несколько кинематических схем:
- Винторезная;
- Поперечная обработка;
- Продольное отрезание;
- Быстрое движение суппорта.
После включения станка основной двигатель создает движение ведомого шкива. Затем через специальную систему блоков, большого количества установленных муфт, вращение шкива передается передней бабки, оснащенной шпинделем. Начинает вращаться вал трензеля, включается механизм подачи. Смазка подшипников качения может осуществляться несколькими способами:
- Принудительно;
- Разбрызгиванием.
Для этого конструкция станка оборудована специальным мощным масляным насосом. По специальной направляющей станине передвигается задняя бабка. Чтобы выдвижная пиноль начала двигаться, установлен маховик, оснащенный винтовой парой. Корпус задней бабки имеет возможность поперченного движения относительно плиты. Иногда в пиноль вставляют специальный инструмент, предназначенный для обработки различных отверстий.
Особенности конструкции
Ремонт и эксплуатация станков этой модификации должны производиться исключительно высококвалифицированными специалистами. Конструкцию это оборудование имеет довольно сложную.
Коробчатая станина станка 1К62 дополнена поперечными ребрами. Опирается она на две пустотелые ножки. В левой смонтирован электродвигатель главного хода, в правой — насос, качающий охлаждающую жидкость к месту обработки заготовок. Вращательное движение к шпинделю передается по цепи «фрикционный вал/многодисковая муфта/шестеренный механизм».
Фартук станка оснащен четырьмя муфтами кулачкового типа, позволяющими осуществлять как прямой, так и обратный ход каретки. Одновременное включение поперечной и продольной передач исключается благодаря наличию специального блокирующего устройства.
Токарный станок по металлу 1К62 снабжается трехкулачковыми самоцентрирующимися патронами диаметром 250 мм. При необходимости их можно заменять на четырехкулачковый вариант 400 мм. Закрепление деталей в патроне производится посредством ключа без использования рычагов.
Работа на станках этой модификации, помимо всего прочего, может осуществляться с использованием люнетов — подвижного с диаметром установки 20-80 мм и неподвижного на 20-130 мм.
Дополнительные приспособления
В качестве дополнительной опоры, позволяющей обрабатывать различны вращающиеся детали, токарно-винторезный станок 1К62 оснащен специальными люнетами. После их установки исключается прогиб детали во время ее обработки. Люнет для токарного станка 1К62 полностью ликвидирует появление вибрации. Конструкция люнетов имеет несколько видов:
- Неподвижная;
- Подвижная.
Каждый из таких люнетов отличается своими характеристиками. Неподвижная система обеспечивает поддержку очень длинных деталей. Такой люнет полностью исключает появление вибрации. Он крепится к станине, при помощи плиты, имеющей нижнюю фиксацию.
Подвижный люнет крепят к продольному суппорту. В результате он начинает двигаться согласно траектории движения токарного резца. Установленные подвижные элементы не позволяют возникнуть упругому зажиму особо длинных деталей небольшого диаметра из-за давления, которое создает токарный резец при обработке.
Общее устройство 1К62
Токарный станок состоит из следующих узлов:
1. Две тумбы, соединенные коробчатой станиной образуют тело 1К62, его основу. Под станиной, между бабками помещено стальное корыто. Сюда в процессе токарно-винторезных работ падает срезаемая с детали стружка. В него же сливается отработанная охлаждающая жидкость и масло. Станина имеет четыре направляющих рейки: две плоских и две призматических, на которые опираются фартук и задняя бабка.
2. На массивной основе станка 1К62 расположена передняя бабка с поводковым патроном, куда зажимают обрабатываемые детали. Здесь же находятся коробка подач, моторный узел с главным электродвигателем, блок сменных шестерен. Тут же установлен целый набор управляющих рукоятей, позволяющих изменять скорость и направление движения узлов станка в процессе выполнения токарных операций.
3. Напротив передней бабки, расположена подвижная задняя. Основная ее задача: поддержка длинных деталей, с их одновременной центровкой. Характерной особенностью токарно винторезного станка является возможность перемещения задней бабки не только по оси детали, но и перпендикулярно ей. Что позволяет обрабатывать изделия в виде пологих конусов. Зажимной винт, установленный на задней бабке, позволяет различные приспособления, в частности сверла, специальные метчики и резцы.
4. С лицевой стороны токарного станка расположен фартук, способный двигаться вправо и влево.
5. Движение каретки фартука обеспечивают специальные приводные валы. Токарь может выполнять перемещение как вручную, вращением маховика, так и включая привод. Возможность механической подачи каретки составляет главное отличие токарно-винторезного станка от обычного, позволяет нарезать резьбу различного профиля и шага.
6. На фартуке 1К62 установлен суппорт с резцовой головкой, куда одновременно могут быть зажаты четыре резца с различным профилем. Суппорт оборудован двумя круглыми рукоятками – маховиками. С их помощью токарь обеспечивает максимально точную подводку резца к месту обработки. На суппорте установлены и перемещаются вместе с ним, и резцами: трубка подачи охлаждающей жидкости, защитный прозрачный щиток из плексигласа и осветительная лампа. Это необходимо для того, чтобы в процессе токарных работ место, где резец касается детали, было освещено и своевременно охлаждалось.

Давая описание 1К62, мы говорили о «задних» и «передних» элементах. Это общепринятые технические термины. Если же рассматривать рабочее место токаря, точнее говорить о расположении тех или иных приспособлений слева и справа. То есть, передней называют левую сторону токарного станка. Соответственно рукоятки и маховики управления 1К62 размещены в центральной зоне (на каретке фартука, на суппорте), и так же слева, на передней бабке и коробке подач.
Если мотор — сердце станка, то у 1К62 их целых четыре:
- Относительно небольшой, на 1 кВт обеспечивает быстрое и равномерное движение каретки фартука при нарезании резьбы и просто длинном проходе резца.
- Двигатель гидравлики, обеспечивающий подачу масла для смазки механизма передней бабки.
- Крохотный двигатель на 125 Вт вращающий насос подачи охлаждающей жидкости.
- Наконец, основной, мощностью 10 кВт — приводит в движение патрон куда зажимают обрабатываемую деталь.
Основной двигатель вращается со скоростью 1450 об/мин. С помощью системы клиноременной передачи она снижается до 810 оборотов. Далее в дело вступает переключатель скоростей со сменными шестернями.
Коробка переключения скоростей
Управление скоростями выполняется с помощью двух крайних ручек, расположенных на лицевой панели передней бабки. Маховики между ними предназначены для установки шага и направления резьбы (левая или правая). Под рукоятями закреплены таблицы, с указанием положения рычагов и соответствующих им режимов. Коробка позволяет сообщить шпинделю патрона 23 скорости прямого и 12 обратного вращения.
Выглядит это следующим образом:
- Сначала крайней справа рукояткой устанавливаем ряд оборотов. Для этого рычажок повернуть в нужную позицию, а в некоторых случаях еще и наклонить вперед. Соответствующее положение подскажет табличка под рукояткой.
- После того, как скоростной ряд обозначен, первой ручкой слева устанавливаем скорость и направление шпинделя в пределах данной группы.
Устройство позволяет регулировать скорость вращения заготовки в диапазоне от 12,5 до 2000 об/мин.
Регулировка соотношений шестеренок коробки скоростей дает возможность проводить многозаходную нарезку, если размер или марка стали не позволяет выполнить операцию за один раз.
Особое устройство, дающее 1К62 в том числе и нарезать резьбу, состоит из коробки подачи с приводными валами и перемещающейся по ним кареткой. Вращение заготовки с одновременным движением вдоль нее резца оставляет спиральное углубление по форме режущей кромки. А значит, регулируя скорость шпинделя и перемещения суппорта получим неограниченные возможности выбора вида и шага резьбы. Таким образом, нарезают обычную метрическую резьбу, дюймовую и совсем редкую — питчевую.
Механический привод, обеспечивающий движение суппорта позволяет токарю обратить все внимание на точность установки резца. Не отвлекаясь на его ручное перемещение вдоль заготовки. Подача выполняется гораздо более равномерно, чем с помощью вращения маховика. Механизм зацепления расположенный непосредственно на фартуке позволяет в любой момент остановить перемещение.
С учетом возникающей в процессе работы токарный станок требует достаточно прочного основания. Ведь суммарная масса 1К62 вместе с весом заготовки может составлять почти четыре тонны. Поэтому токарное оборудование устанавливают на специальных фундаментах, зажимая анкерными болтами.
Монтаж оборудования необходимо выполнить так, чтобы ось вращения детали была строго горизонтальной. Отклонения, допускаемые техническими характеристиками 1К62, составляют доли миллиметра. Добиваются таких характеристик укладкой под основание станка стальных конусных подкладок. После выверки выполняют подливку фундамента цементным раствором.
Значительный вес станка не позволяет перемещать его вручную. Поэтому выгрузку и монтаж выполняют с помощью тали или крана. При этом обязательно нужно учитывать, что цент тяжести 1К62 сдвинут к передней бабке. Места, за которые фиксируют стропы погрузчика, указаны на станине. Кроме того, в паспорте приведена схема зацепления устройства при подъеме.
Как проводится ремонт 1К62
Надо сказать, что технические характеристики данного токарного станка отличаются хорошими показателями. Поэтому 1К62 руководство по эксплуатации гарантирует его стабильную работу очень долгое время. Но за устройством нужно следить и периодически проводить его обслуживание и ремонт. Для этого выполняется:
- Обкатка станка. Проверяются все подачи и скорости;
- Определяется точность станка;
- Очищаются направляющие.
Если имеет место частичная разборка, детали хорошо промывают и протирают. Ремонт токарного станка 1К62 помогает выявить негодные узлы и агрегаты. Если их нельзя восстановить устанавливают новые. Внешние нерабочие поверхности обычно красят яркой краской.
Токарно-винторезный станок 1К62: технические характеристики, паспорт
Токарный станок 1К62, который выпускался московским заводом «Красный пролетарий» на протяжении достаточно длительного периода (1956–1971 гг.), хорошо знаком практически каждому, кто связан с металлообработкой. После окончания выпуска данной модели токарного станка, которую многие могут узнать на фото ниже, ей на смену пришел агрегат 16К20.

Универсальный токарно-винторезный станок 1К62
Преимущества модели
Станок 1К62, как следует из его характеристик, входит в категорию токарного оборудования лобового типа. Другими словами, он пригоден для токарно-винторезных работ с деталями большого диаметра и небольшой длины.
В то же самое время токарно-винторезный станок 1К62 – это универсальное устройство, технические возможности которого обеспечивают выполнение всего спектра токарных операций. На таком устройстве можно нарезать резьбу, выполнять точение дисков и валов различной конфигурации. Что важно, все режимы работы такого станка настраиваются очень просто. Благодаря высокой жесткости узлов токарного станка данной модели, обеспечиваемой использованием в его конструкции особых подшипников, на нем можно обрабатывать детали, прошедшие предварительную закалку.
Основные узлы станка 1К62
К наиболее значимым преимуществам, за которые станок 1К62 особенно ценят и профессионалы, и начинающие специалисты, следует отнести следующие.
- Подача и скорость вращения могут регулироваться в широком диапазоне.
- Кинематические цепи рассматриваемого токарного станка, его отдельные узлы и конструктивные элементы отличаются высокой прочностью и жесткостью.
- Используя инструмент с минералокерамической и твердосплавной режущей частью, на таком оборудовании можно эффективно выполнять разрезание заготовок.
- Конструкция устройства, оснащенного мощным приводом, разработана таким образом, что может эффективно противодействовать вибрационным нагрузкам.
- В стандартную комплектацию этого токарного станка входят сменные зубчатые колеса, сообщающие движение от передней бабки коробке подач.
- Высокоточной обработкой деталей на токарном станке 1К62 можно заниматься даже при наличии ударных нагрузок (их влияние компенсируют специальные подшипники).
- За перемещение суппорта агрегата отвечает особый электродвигатель, мощность которого составляет 1 кВт. Выходной вал такого электродвигателя, обеспечивающего быстрое движение суппорта, вращается с частотой до 1410 об/мин.
- Задняя бабка оборудования может двигаться в поперечном направлении, что позволяет использовать токарно-винторезный станок 1К62 для работы с заготовками, имеющими форму пологого конуса.
- В электрической схеме станка имеются плавкие вставки и тепловые реле, защищающие его от коротких замыканий и серьезных перегрузок в процессе эксплуатации.
- Шпиндельный узел токарного станка 1К62 укомплектован сверхпрочными подшипниками.
В тех ситуациях, когда в задней бабке закрепляют сверло для формирования отверстий в заготовках, ее можно жестко соединить с нижней частью суппорта при помощи специального замкового устройства, в таком случае ее можно будет двигать при помощи механического привода.
Станок 1К62, конструкция которого была разработана более 60 лет назад, может одинаково эффективно применяться для выполнения как силовых, так и скоростных токарных операций (это можно сказать далеко не о каждом современном агрегате).
Органы управления станка 1К62
Нередко в процессе выполнения токарных операций возникает необходимость ограничить перемещение каретки станка в продольном направлении. Технические возможности 1К62 предусматривают и такую возможность, для этого применяется специальный упор, фиксируемый на полке станины с ее лицевой стороны. При его использовании ограничивается скорость перемещения суппорта (не более 250 мм/мин).
В стандартную комплектацию токарного станка 1К62 также входят два люнета – подвижный и неподвижный. Такие технические приспособления, как известно, используются для исключения в ходе обработки деформации длинных заготовок. Благодаря подвижному люнету, фиксируемому на каретке станка, обрабатывают заготовки с поперечным сечением от 2 до 8 см, а неподвижный, размещаемый на направляющих станины, позволяет работать с деталями, имеющими сечение от 2 до 13 см.
Технические характеристики и паспорт станка 1К62
Все технические характеристики токарно-винторезного станка 1К62 представлены ниже в формате таблиц:
Скачать бесплатно паспорт токарно-винторезного станка 1К62: Паспорт станка 1К62
Скачать руководство по ремонту и обслуживанию 1К62: Ремонт станка 1К62
Конструктивные особенности станка
Задняя бабка токарного станка 1К62, состоящая из плиты, корпуса с посадочным отверстием и выдвижной пиноли, может перемещаться по направляющим станины. Регулировка вылета, фиксация пиноли и заднего центра, которые устанавливаются в задней бабке, осуществляются при помощи специальной рукоятки. Посадочное отверстие в пиноли имеет конусную форму, что позволяет фиксировать в нем различные инструменты: сверло, развертку, зенкер, метчик и др.
Кинематическая схема 1К62 (нажмите, чтобы увеличить)
Коробка скоростей станка 1К62 и его задняя бабка отличаются простотой своей конструкции, основу которой составляют ряд валов (один из них является фрикционным). На одном из валов коробки скоростей размещен шкив, на который и передается крутящий момент от электродвигателя устройства. Кроме того, в коробке имеются фрикционная муфта, различные блоки (тройной, промежуточный и др.), опоры и подшипники качения. За смазку всех движущихся узлов коробки скоростей отвечает специальный масляный насос.
Механизм коробки скоростей
Задняя бабка 1К62
Продольное и поперечное перемещение суппорта станка происходит благодаря ходовому валу и ходовому винту, частоту вращения которых регулирует коробка подач 1К62. В конструкции данного узла станка, отвечающего за скорость выполнения подачи, можно выделить следующие элементы: трехступенчатый блок Нортона, валы, переключаемые муфты, заблокированные между собой зубчатые колеса, подшипники.
Располагается коробка подач в нижней части станины оборудования, что значительно облегчает ее техническое обслуживание и ремонт. Вал данной коробки приводится во вращение при помощи сменных гитарных колес, посредством которых он также связан и со шпинделем устройства, что обеспечивает согласованность вращения шпинделя и подач, совершаемых суппортом агрегата. По валу коробки подач перемещается колесо, на одном торце которого располагается зубчатая шестерня, а на втором – рукоятка, которую можно установить в одном из десяти положений.
Устройство коробки подач
Важнейшим элементом фартука токарного станка является маточная гайка, которая находится в соединении с ходовым винтом и обеспечивает продольное перемещение суппорта. Гайка, которая часто выходит из строя из-за износа, обладает возможностью самоустанавливаться относительно ходового винта, что обеспечивает точность перемещения суппорта.
Фартук станка, в котором вращение ходового вала и ходового винта преобразовывается в продольное перемещение каретки и в поперечное – суппорта, работает по следующей схеме.
- Вращение от ходового вала посредством нескольких последовательно расположенных передач передается на червячное колесо.
- Движение суппорта, возможное в четырех направлениях, обеспечивается за счет муфт с торцовыми зубьями, вводимых в зацепление в требуемый момент.
Чтобы задействовать маточную гайку и ввести ее в зацепление с ходовым винтом, используется рукоятка, расположенная на лицевой части фартука станка. Одновременное задействование ходового вала и ходового винта для сообщения суппорту продольного перемещения исключается, за что отвечает специальный вал с кулачками.
Фартук станка 1К62
Суппорт – важнейшее устройство токарного станка – состоит из таких конструктивных элементов, как:
- верхние салазки, которые также называют резцовыми;
- поперечная каретка;
- нижние салазки.
Перемещение каретки по направляющим нижних салазок обеспечивается посредством винта и безлюфтовой гайки. Вращение винту может передаваться посредством рукоятки (ручное управление) или зубчатого колеса (автоматизированное управление). На верхней поверхности каретки имеются круговые направляющие с поворотной плитой. В конструкции данной плиты также предусмотрены направляющие, на которые устанавливается четырехпозиционный резцедержатель.
Суппорт станка 1К62
Характеристики такого узла и его конструктивные особенности позволяют устанавливать поворотную плиту и, соответственно, резцедержатель с инструментом под любым углом к продольной оси станка. Для фиксации поворотной плиты в требуемом положении в конструкции каретки предусмотрены специальные зажимные болты. Пользоваться таким устройством, если внимательно изучить инструкцию на оборудование, может даже начинающий токарь.
Другие важные узлы в конструкции станка
Конструкция токарного станка также включает в себя электрическую систему, с которой можно ознакомиться, изучив технический паспорт устройства. Такая система состоит из трех электрических цепей с различными характеристиками:
- управляющая цепь, для работы которой необходимо напряжение 110 В и ток с частотой 50 Гц;
- силовая цепь, работающая от напряжения 380 В и тока с частотой от 3 до 50 Гц;
- электрическая цепь, которая используется для обеспечения работы осветительного оборудования станка, – напряжение 24 или 36 В, частота тока 50 Гц.
Электрическая схема станка 1К62 (нажмите, чтобы увеличить)
Привод токарных станков 1К62 – это 10-киловаттный электродвигатель, вал которого может вращаться с частотой 1450 об/мин. Хотя в паспорте на оборудование и описано, как выполнять запуск станка и настройку всех его характеристик, осуществлять такие процедуры, не имея специальных знаний и навыков, не рекомендуется. Объясняется это тем, что и кинематическая, и электрическая схемы данного оборудования считаются достаточно сложными по своей конструкции.
Отдельные модели токарных станков, что обязательно указано в их паспорте, изначально сконструированы таким образом, что их силовая цепь может запитываться от электрической цепи с напряжением 220 В. Следует заметить, что это скорее исключение из правил, так как базовые модели токарного станка 1К62 предполагают напряжение питания 380 В. Перед подключением станка очень важно следить за тем, чтобы его нейтральный и глухозаземленный провода были тщательно заизолированы.
Токарно-винторезный станок 1К62
Давно уже не существует московского завода «Красный пролетарий», но станки, которые он выпускал, благодаря их надёжности по-прежнему работают на постсоветском пространстве. Со временем некоторые детали изнашиваются, а при интенсивном постоянном использовании станок необходимо менять. Найти теперь новый токарный станок 1К62 практически невозможно. Поэтому к основной маркировке (на новых станках) добавляются в конце буквенные обозначения, указывающие на дополнения или изменения в конструкции или характеристиках отдельных узлов агрегата.




Кроме усовершенствованных моделей токарного станка, работающего на протяжении нескольких десятилетий в разных отраслях машиностроения, инструментальных цехах и различных лабораториях по разработке сложных металлических конструкций, на рынке можно найти полные аналоги давно разработанного, но не устаревающего морально токарно-винторезного станка 1К62. Оборудование, произведённое в СССР, безотказно работает по сей день. Часто для придания ему товарного вида достаточно лишь подкрасить корпус, если техническое обслуживание проводилось регулярно и в полном объёме.
Некоторые станки требуют замены электрооборудования, шабровки или перешлифовки станины, и этот станок прослужит ещё долгое время. Но для проведения подобного ремонта потребуется техническая документация на станок с техническими характеристиками и размерами.
Паспорт и руководство по технической эксплуатации станка 1К62

Технические характеристики токарного станка 1К62
Модернизация
Токарно-винторезные станки нового поколения, созданные по образу и подобию 1К62, имеют комплектующие более высокого качества, созданные из прочных сплавов, отличающихся от тех, что использовались ранее. Изменилась и электросхема. Электрооборудование станков стало более надёжным, современное оборудование для работ по металлу может иметь разную мощность. Необходимую электрическую схему потребитель оговаривает с поставщиком оборудования в момент заключения договора на поставку. Неизменным показателем в электроприводах является степень безопасности сетей.

Электрическая схема 1К62
Усовершенствованный механизм управления отличается эргономичностью, что позволяет оператору токарного станка 1К62 не прилагать больших физических усилий, чтобы запустить или остановить станок. Шпиндель, муфта и тормоз делают пуск и завершение работы над заготовкой более плавными. Компьютерная разработка станин токарно-винторезных станков даёт возможность производить на любом из них продукцию высокой точности исполнения. Этому способствует и массивная чугунная станина, создающая идеальную жёсткость токарного станка. Такая схема сборки делает работу токаря физически более лёгкой.
Что можно производить на станке 1К62
Возможности токарно-винторезного станка 1К62 очень велики. На нём можно обрабатывать детали малого диаметра с незначительным весом и просто огромные. При закреплении заготовки в патроне, её вес может доходить до 300 кг. При закреплении детали в центрах, её вес может доходить до 1300 кг.
От объёма и массы детали, а так же тонкости работы над ней, зависит выбор рабочих инструментов, их размер и другие параметры. Для обработки торцевых поверхностей могут использоваться резцы, развёртки, свёрла, зенкера, метчики и плашки. Использования определённых видов инструмента, заготовка приобретает необходимую сложную форму шестигранника, конуса, цилиндра с резьбой или сложной внутренней структурой (в строгом соответствии с чертежом детали).
Универсальность технических характеристик токарно-винторезного станка 1К62 даёт возможность использовать его для обработки высокопрочных заготовок из закалённого металла, благодаря установке шпинделя на специальные подшипники, которые обеспечивают его жёсткость. Ударные нагрузки при обработке не повлияют на точность изготовления детали.
Применяется станок и для нарезки резьбы разной сложности. Она может быть внутренней и наружной, левой и правой.
Классификация резьбы
- Метрическая — является в России наиболее распространённой – это треугольные бороздки с углом расположения 60º. На чертежах обозначается в мм. Есть 2 вида – с мелким и крупным шагом, задаётся в зависимости от назначения.
- Дюймовая — имеет угол 55⁰. Применяется крайне редко, лишь для ремонта импортного оборудования. Детали с такой резьбой не разрабатываются для нового отечественного оборудования.
- Модульная — измеряется в модулях, для получения более понятного русскому человеку значения, цифру необходимо умножить на π≈3,14.
- Питчевая спиральная резьба, на чертежах отмечается в питчах. Это единица измерения, где определённые параметры делятся на число π≈3,14.
- Архимедова спираль – детали с этим видом резьбы больше всего похожи на ледобур. Саморезы являются яркими представителями класса деталей с таким типом резьбы.
- Цилиндрическая (трубная) – разновидность дюймовой резьбы. Угол может быть 55 и 60⁰, что регламентировано ГОСТ. Применяется для сращивания труб малого диаметра между собой без сварки и уплотнительных волокон.
- Трапецеидальная — равнобочная, имеет угол 30⁰. Используется в сложных поворотных механизмах реверсивных кранов с большой подъёмной силой и трансмиссиях.
- Упорная – не равнобочная 30⁰ резьба используется в конструкциях мощных прессов и домкратов. Существует ещё одна её разновидность — 0⁰ на стороне детали, испытывающей при работе большую нагрузку и 45⁰ со стороны, где нагрузки нет. ГОСТ 87 года.
На токарно-винторезном станке можно выполнить любую резьбу из перечисленных выше, и многие другие операции. Необходимо только разобраться с терминологией и обозначениями на чертежах и в настройках станка.
Узлы токарно-винторезного станка 1К62
Вся нагрузка равномерно распределяется на основании станка, которым служит станина. Она крепится на тумбах. С левой стороны на станине закреплена передняя бабка. В ней расположена коробка скоростей и шпиндель, прикреплённый к патрону. Справа располагается задняя бабка – эта деталь легко перемешается по продольной направляющей каркаса. С её помощью на станке крепятся заготовки разной длины. Режущие инструменты крепятся на суппорте (в центральной части токарного станка) в специальном держателе.
Суппорт токарно-винторезного станка 1К62 имеет два варианта подачи суппорта – продольную и поперечную. Определённую схему движения осуществляют 2 механизма, расположенных в фартуке. В зависимости от операции, выполняемой на станке, определяется, какой из механизмов будет задействован. Для расточки детали подачу осуществляет вращающийся ходовой вал, при выполнении резьбы – ходовой винт. Амплитуда движения суппорта определяется настройками коробки подач.
В нижней части станка, на станине закреплено корыто для отходов, к которым относится стружка и СОЖ, охлаждающая заготовки в процессе работы.

Кинематическая схема токарно-винторезного станка 1К62
Система смазки 1К62
Схема системы смазки такова, что весь процесс происходит автоматически. Резервуар, из которого масло начинает своё движение по системе, находится в корпусе передней бабки, вернее, в нижней его части. Чтобы масло достигало каждого, требующего смазки, элемента токарного агрегата, от резервуара идёт трубопровод, обеспечивающий циркуляцию масла по системе.
Смазка приводится в движение плунжерным насосом, который втягивает масло внутрь системы трубок идущих к разным узлам станка. Сам насос, находящийся на нижней крышке фартука, приводится в действие эксцентриковым кулачком, которому передаёт движение вал. Продвигаясь по системе, масло попадает через фильтр к переднему подшипнику шпинделя и на лоток. Собственный вес масла не позволяет ему задерживаться на частях в большом количестве. Стекая произвольно вниз, оно смазывает зубчатые колёса, втулки и остальные части механизма, расположенные ниже.
Задний подшипник имеет 2 способа смазки. Вторым, дополнительным, является фитильный способ смазки. Наличие масла в системе можно увидеть в левой стороне верхней крышки передней бабки, где через небольшое окошечко хорошо видна струя смазочного вещества.
В смазочной системе 1К62 используется пластинчатый фильтр. Его характеристика такова, что для очистки вытаскивать из корпуса его части не нужно, достаточно лишь прокрутить рукоятку 2-3 раза. Такой способ очистки фильтра предусмотрен производителем, в течение первого года эксплуатации, как ежедневная процедура. На более поздних сроках использования этот ритуал может стать еженедельным.
Поперечная рейка станины, по которой перемещается суппорт, смазывается в ручном режиме по мере необходимости. Для этого служит краник, расположенный над ней.
Техническое обслуживание
Существует ряд правил, которые помогут содержать токарно-винторезный станок 1К62 в прекрасном рабочем состоянии на протяжении всего срока его использования.
- Осмотр станка на отсутствие видимых повреждений до включения электросети. На слух оценить работу двигателя. Через минуту после запуска двигателя проверить подачу масла в систему. При наличии посторонних звуков, необходимо разобраться, что их создаёт – механизмы фартука, коробка скоростей или другие механизмы. Особое внимание необходимо уделить устройствам подачи и удержания заготовки и предохранительного щитка. При малейшей неисправности необходимо приостановить работу и провести ремонтные работы и отладку оборудования.
- Согласно карте смазки, необходимо менять масло в резервуаре, чистить фильтр и трубы системы. Делать профилактические осмотры и промывку агрегатов. Своевременно менять резцы, что снизит нагрузку на двигатель.
- Ничего, кроме обрабатываемой заготовки, на рабочем месте быть не должно. Это убережёт от несчастных случаев и поломок механизма.
- Делая перерыв в работе, не оставлять двигатель работающим. При выполнении задач, не требующих автоматической подачи, суппорт необходимо отключать, выставив трензель в нейтральное положение.
- После смены необходимо протереть поверхность от грязи и масла при помощи ветоши, смоченной в керосине. После чего смазать неокрашенные поверхности маслом, что будет препятствовать возникновению ржавчины.
- Ежемесячно проводить генеральную чистку механизмов и внутренней стороны кожухов. Не долить, а полностью сменить масло и смазать все узлы станка в соответствии с указаниями производителя. Промыть фильтр керосином.

