
Презентаия «Обработка на токарных и сверлильных станках»
Токарная обработка
Презентация для 6 класса на тему токарная обработка.
Просмотр содержимого документа
«Токарная обработка»
Токарная обработка древесины.
Назначение токарного станка по обработке древесины.
- Изготовление цилиндрических деталей вручную- трудоёмкая и длительная работа, причём очень трудно получить изделие хорошего качества. Гораздо быстрее и точнее можно сделать эту же деталь на токарном станке.
- На станке можно выполнять следующие операции:
- точение цилиндрических, конических и фасонных поверхностей,
- внутреннее точение и сверление,
- торцевание, отрезку и прорезание канавок,
- обработку плоских поверхностей на планшайбе.

Токарный станок по обработке древесины
- Внешний вид

Основные части станка
- Станина.
- Передняя бабка с электродвигателем.
- Задняя бабка.
- Подручник

5. Защитный кожух.
7. Лампа освещения.
8. Защитный экран.
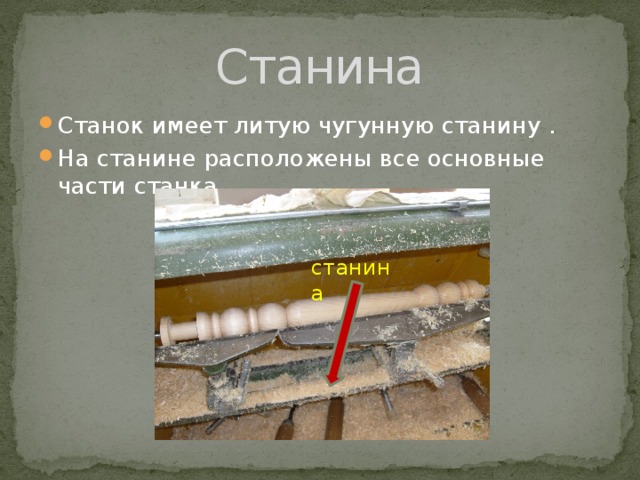
- Станок имеет литую чугунную станину .
- На станине расположены все основные части станка.
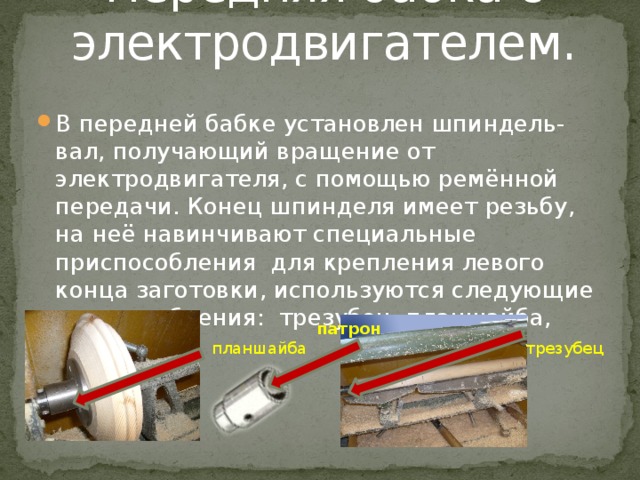
Передняя бабка с электродвигателем.
- В передней бабке установлен шпиндель- вал, получающий вращение от электродвигателя, с помощью ремённой передачи. Конец шпинделя имеет резьбу, на неё навинчивают специальные приспособления для крепления левого конца заготовки, используются следующие приспособления: трезубец, планшайба, патрон.
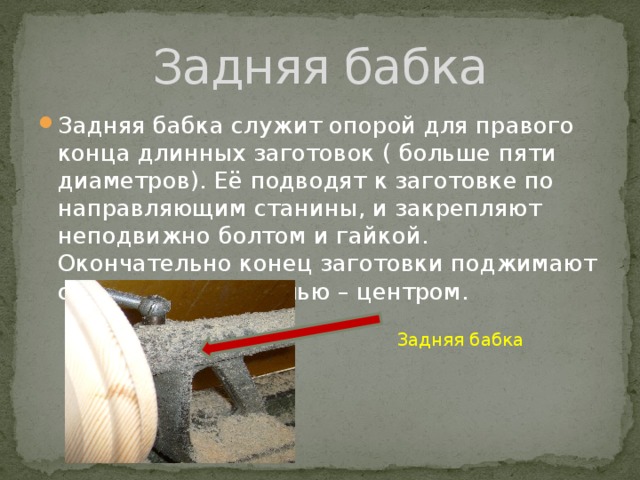
- Задняя бабка служит опорой для правого конца длинных заготовок ( больше пяти диаметров). Её подводят к заготовке по направляющим станины, и закрепляют неподвижно болтом и гайкой. Окончательно конец заготовки поджимают специальной деталью – центром.
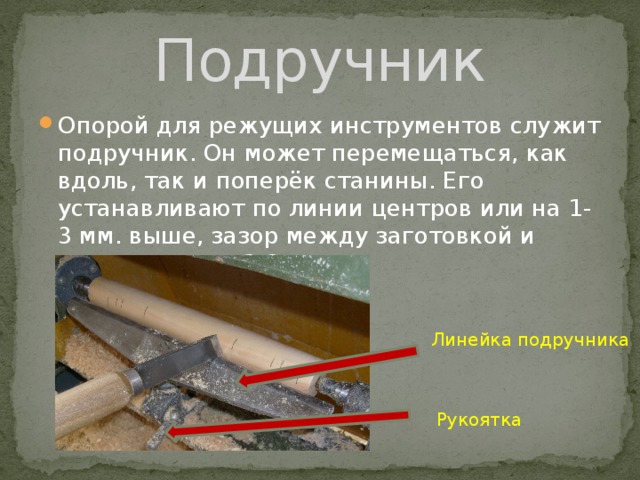
- Опорой для режущих инструментов служит подручник. Он может перемещаться, как вдоль, так и поперёк станины. Его устанавливают по линии центров или на 1-3 мм. выше, зазор между заготовкой и подручником : 2-3мм..
Ручные виды инструментов
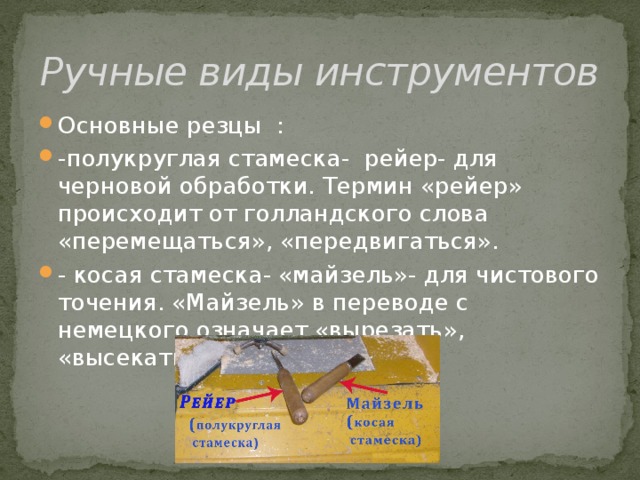
- Основные резцы :
- -полукруглая стамеска- рейер- для черновой обработки. Термин «рейер» происходит от голландского слова «перемещаться», «передвигаться».
- — косая стамеска- «майзель»- для чистового точения. «Майзель» в переводе с немецкого означает «вырезать», «высекать».
Подготовка заготовки для установки на станок.
- Заготовка должна быть без сучков и трещин. Запас по длине 4-5см., по диаметру 2-3 см..
- Найти центра на торцах заготовки, сделать запил 2-3 мм. С одной стороны для трезубца и углубление 2-3 мм., для центра задней бабки. Прострогать восьмигранник правильно установить заготовку на станок.
- Смазать центр задней бабки солидолом.
- Подтянуть центром задней бабки.
- Прокрутить заготовку в ручную, проверить на холостом ходу.
Инструктаж по техники безопасности Инструкция № 79.
- До начала работы :
- 1. Надеть спецодежду.
- 2.Выбрать заготовку без сучков и трещин.
- 3. Правильно подготовит и установить заготовку на станок.
- Проверить станок на холостом ходу.
- Проверить заземление.
Инструктаж по техники безопасности Инструкция № 79.
- Во время работы:
- Работать вдумчиво, не торопясь.
- Работать в очках или с защитным экраном.
- Своевременно подавать подручник к заготовке, не допускать увеличение зазора.
- Не передавать инструменты и заготовки через работающий станок.
- Не оставлять включенный станок бес присмотра.
- Не производить шлифовку шкуркой руками.
- Не размечать заготовку при включенном станке.
- Не тормозить заготовку руками.
Инструктаж по техники безопасности Инструкция № 79.
- По окончанию работы:
- Выключить станок.
- Убрать станок щёткой-смёткой, не сдувать стружку ртом, и не сметать рукой.
- Сдать станок дежурному или учителю.
- Вымыть руки с мылом.
Типовые детали, изготавливаемые на станках с ЧПУ



Изобретение станков, обладающих программным управлением, превратило процесс в своеобразное искусство инженерной мысли.
Появляется все больше молодых специалистов готовых пополнять свои теоретические знания и осваивать практическую сторону токарного производства.
Основы для начинающих
Специалисты токарного дела занимаются изготовлением деталей для различных машин и механизмов. Их работа заключается в обработке заготовок методом резания, в процессе которого удаляется слой материала определенной толщины в виде стружки.
Вся работа осуществляется на станках, обрабатывающих различные детали с помощью резцов и других инструментов. Приступая к выполнению задачи, токарь четко видит последовательность работы, способ изготовления и обработки.
При этом специалист должен продумать возможность определенного вида фиксации заготовки, подобрать приспособления и инструменты, а также выбрать режим резки. Данный комплекс мероприятий отражается в содержании процесса технологии производства.

Особенности процесса
Отличительной особенностью токарной обработки металла является вращение обрабатываемой заготовки и неподвижное закрепление резца. Это позволяет изготавливать валы и другие детали с большим количеством цилиндрических и конических поверхностей.
Точение относится к высокопроизводительным механическим обработкам, дающим высокую точность размеров и хорошее взаимодействие сопрягаемых деталей.
Режимы обработки
Металл, обрабатываемый точением, имеет различные качества: твердость, вязкость, пластичность. Все они требуют разного угла заточки резца и скорости резания. Перед выдачей чертежей в работу технологи делают расчеты режимов резания при токарной обработке. На их основе производится нормирование по затратам времени на выполнение каждой операции. К режимам резания относятся:
- скорость вращения шпинделя;
- глубина резания;
- подача.
Качество и скорость обработки — противоположные показатели при точении. Они зависят от глубины реза и подачи инструмента. Чем больше стружки снимается за один проход, тем больше погрешность в размерах и шероховатость поверхности.
Первоначально делается черновое точение — снимается большой слой металла проходным резцом с кромкой, образующей острый угол к оси вращения заготовки. Затем ставится инструмент с большой площадью контакта по обрабатываемой поверхности и делается чистовая обработка — снимается тонкий слой металла боковой гранью резца и одновременно происходит сглаживание гребешков кромкой, расположенной вдоль оси заготовки.
Чем мягче металл, тем меньше угол заточки — острее резец. Чугун и высоколегированные стали обрабатываются квадратными пластинами. Для алюминия и бронзы делают заточку в 30⁰.
Токарная технология
При обработке на токарных станках резец, перемещаясь вдоль заготовки, врезается в ее поверхность. Режущая кромка отделяет узкую полоску металла — стружку. Ширина и толщина стружки задаются станочником.
Технология обработки позволяет изготавливать валы с большим количеством переходов и размеров. При этом все цилиндры и конусы соосны, поскольку вытачивались с одной установки. Сверловка торца и другая обработка делаются без переустановки детали. Неподвижный инструмент закреплен жестко, что позволяет в несколько раз увеличить скорость обработки.
ТОКАРКА ДЛЯ НАЧИНАЮЩИХ / С ЧЕГО НАЧАТЬ?
Режущий инструмент токарного станка
Режущим инструментов является часть оборудования, которая применяется для формирования поверхностей путем отделения лишнего слоя материала от заготовки.
- Резец. Лезвие для обработки вращательными и поступательными движениями, при этом движение может осуществляться в нескольких направлениях. Резцы бывают расточные, резьбовые, подрезные, фасонные, отрезные и канавочные.
- Фреза. Инструмент с лезвием, производящий вращательные движения без смены радиуса. Обеспечивает одно движение подачи с направлением, не совпадающим с осью вращения.
- Осевой инструмент. Осуществляет вращение и движение подачи, которое происходит вдоль оси. К осевым инструментам относится сверло, зенкер, развертка, зенковка, цековка, метчик и плашка.
- Протяжка. Инструмент с множеством лезвий, предназначенный для формирования детали с помощью вращательных и поступательных движений при отсутствии подачи.
- Ножовочное полотно. Полоса с множеством зубьев-лезвий, используемая для прорезания и отрезания пазов.
- Шевер. Приспособление для чистовой обработки колес с зубьями. Существуют червячные и реечные шеверы.

По способу крепления инструменты бывают насадными и хвостовыми. По форме делят на дисковые, конические, цилиндрические и пластинчатые.
Виды используемых резцов
Резцы для обработки на токарном стенке бывают:
- проходными, предназначенными для обработки плоских поверхностей торцов детали;
- подрезными, используемыми для точения цилиндрических поверхностей;
- отрезными, которые отрезают готовую деталь от заготовки;
- фасонные и галтельные, которые используются для точения фасонных поверхностей и скруглений;
- резьбовые, которые подразделяются на наружные и внутренние;
- расточные резцы, которые используются для обработки внутренних поверхностей;
- канавочные, похожие на отрезные, применяемые для точения канавок.

Помимо этого резцы подразделяются на:
- цельные, чаще всего изготовленные из быстрорежущей стали;
- составные с напаянными пластинами из твердого сплава, державка в этом случае изготовлена из углеродистой стали;
- ставные со съемной пластиной, которую можно заменить в случае износа или образования скола.
Виды оборудования для работы по металлу
Любой вид токарного станка подразумевает обработку резанием, однако некоторые устройства могут иметь дополнительные функции и возможности.
Токарно-винторезный станок — применяется для вытачивания профилей, производства канавок и углублений, сверления отверстий и выполнения резьбы различными способами.

Токарно-фрезерный станок — используется для точения заготовки проходным способом, а также производства резьбы, накладывания фаски, вырезки прямых и криволинейных пазов.
Токарно-карусельный станок — с его помощью обрабатываются заготовки большого диаметра.
Токарно-револьверный станок — используется для производства деталей из калиброванного прутка.
ЧПУ станок — оборудование, выполняющее множество операций, заданных программой. Работа специалиста заключается в наблюдении, корректировке и выемке готовых изделий.

Как устроен токарный станок, из чего он состоит
Как устроен такой токарный станок? Конструкция всех установок включает в себя следующие узлы:
- ● Станина. Это металлическое основание, которое держит на себе весь вес остальных элементов, а также обрабатываемую деталь. Также к ней крепятся все остальные части.
- ● Фартук. Отвечает за преобразование энергии в движение.
- ● Бабки. Их две – одна просто отвечает за фиксацию, другая включает в себя двигатель и шпиндель, который удерживает и одновременно вращает заготовку.
- ● Суппорт. Он отвечает за инструмент – его перемещение и фиксирование.
- ● Коробка подач и прочие элементы, позволяющие изменять скорость и направление движения подвижных узлов.
- ● Числовой пульт управления, который, в свою очередь, включает дисплей, шкаф с кнопками и саму программу.
Это основные части, но есть и дополнительные системы, например, подача смазывающей и охлаждающей жидкости или отвод стружек.
Разряды токарей
В процессе профессионального роста токарь может получить более высокий разряд, который требует наличия знаний, совершенствования техники работы и владения инструментом.
- 1 разряд — дается ученику, не имеющему профессиональных навыков;
- 2 разряд — приобретает специалист, который имеет опыт обработки деталей по 12–14 квалитетам на универсальных станках;
- 3 разряд — работник умеет обрабатывать детали на станках по 8–11 квалитетам и подтвердил знания о наладке оборудования, заточке инструмента и устройстве плазмотрона;
- 4 разряд — токарь, владеющий знаниями о специальных приспособлениях, правилах термической обработки, калибровке профилей и подготовке к работе режущего инструмента;
- 5 разряд — специалист, владеющий навыками обработки сложных деталей до 6–7 квалитета, правильной последовательности проверки токарных станков и регулирования инструментов;
- 6 разряд — высшая отметка, отражающая профессиональную подготовку работника, его знания и практические навыки в работе, обслуживании и наладке станков.

Для получения следующего разряда токарю необходимо пройти обучение и сдать соответствующий экзамен.



Токарный станок по металлу своими руками
Собрать подобное оборудование сложно. Однако при наличии некоторых умений самодельный токарный станок по металлу собирается следующим образом:
- ближняя бабка со шпинделем прикрепленным к ходовой трубе;
- подбирается рама устройства;
- сверху располагается передняя бабка;
- устанавливается ходовая труба;
- вставляется дальняя бабка и планка для опоры;
- собирается суппорт;
- вставляется ходовая гайка и винт.
Окончание сборки производится путем окрашивания металлических деталей. После высыхания в обязательном порядке проводят крепление токарного станка по металлу на столе или верстаке. Шпиндель нужно обработать смазкой и консистентным составом. Может, высокую точность обработки получить на самодельном оборудовании не получиться, но элементарные вещи можно будет делать.
Как стать профессионалом
Токарному делу можно обучаться всю жизнь, так как помимо теоретической части специалист должен разбираться в современной технике.
Прогресс не стоит на месте, а значит, всегда будет присутствовать объект изучения. К тому же среди обрабатываемых материалов появляются новые образцы из композитных и полимерных соединений.
Для овладения профессией существуют учебные заведения и курсы, где высококлассные специалисты передают свой опыт молодым ученикам.
Информацию также можно почерпнуть из сети, где в открытом доступе находится разнообразная литература по токарному делу.
Работа подразумевает хорошую физическую подготовку, так как очень часто токари страдают от ряда заболеваний. Можно сказать, отменное здоровье, курсы повышения квалификации и умение настраивать оборудование поможет добиться желаемых высот в карьере.
Схема токарного станка со всеми основными устройствами
После словесного описания давайте посмотрим на реальный чертеж изделия:

На изображении мы видим универсальный прибор, который оснащен возможностью не только выполнять точение, но и нарезать резьбу.
Вот еще одна схематическая фотография реального агрегата:

На ней мы видим помимо основных и второстепенные составляющие:
- ● Передняя и задняя тумбы. Это элемент станины, который несет на себе основную нагрузку. При конструировании учитывается также пощадь поверхности. Вторая их задача – обеспечение достаточной высоты для комфортной работы токаря.
- ● На фартуке расположено колесо и рукоятка для перемещения продольных и поперечных салазок.
- ● На задней бабке расположены также винты для фиксации.
- ● Посередине мы видим подвижный блок, который оснащен ручкой крепления резцедержателя и затяжной головкой – здесь устанавливается инструмент.
Как установить и настроить токарный станок
Сперва необходимо выбрать подходящее место. Это должен быть первый этаж (либо следует заблаговременно использовать укрепленные потолочные перекрытия). Пол может быть земляным или бетонным. Само помещение должно иметь:
- ● хорошую вентиляцию;
- ● яркое освещение;
- ● меры по пожарной безопасности.
При работе с крупногабаритными элементами следует оснастить рабочее место подъемным механизмом, а также подъездной дорожкой – часто устанавливают рельсы. Для небольших деталей необходимо оборудовать отдельную тумбу для их размещения. Также понадобится зона для инструментов.
Толщина и тип фундамента зависит от массы оборудования. Основание может быть местным (заливка небольшого бетонного слоя непосредственно под станину) или общим, когда требуются стяжки и болты.
Настройка агрегата должна проводиться специалистами. Без уверенности в работоспособности и безопасности изделия включение не рекомендуется. не только занимается реализацией профессионального оборудования для металлообработки, но и производит настройку всех важных систем.
На данном изображении показана установка аппарата на бетонном полу:
Обработка деталей на сверлильных и расточных станках (стр. 1 из 5)
Сверлильный станок с ЧПУ системой отличается от модельных машин, которыми управляет специальная программа параметров обработки. Благодаря оборудованию обрабатываются детали таких типов:
- фланцевый;
- корпусный;
- плоскостной.
Благодаря этому используются режущие инструменты разного назначения. На многих машинах с системой ЧПУ используется высокоточный комплекс сверлильно — фрезерных операций с разно форменными заготовками.

Способ сверления на оборудовании
Описание сверления на сверлильных станках с ЧПУ схоже со сверлением других материалов. Поэтому описание сверления включает в себя следующие действия:
- На столе закреплен лист без предварительной разметки.
- Макет с носителя загружается в ПО и при его высоком уровне самое обычное изображение будет основой.
- Оператор заканчивает свое участие на этапе вводимых дополнительных настроек.
- Движение стола производится благодаря программе именно так, чтобы лист подтягивался к сверлу и оказывался напротив него в нужной точке. Инструмент опускается на поверхность благодаря шпиндельной головке, после чего сверло высверливает отверстие нужной глубины.
- Охлаждение промышленных машин в рабочем состоянии производится благодаря обдуву воздуха. При этом на листе оргстекла используется теплостойкая паста для теплового отвода от поверхности.
- При сверлении температура может повыситься больше 150 градусов и оргстекло сильно деформируется при таком нагреве, поэтому целостность материалу обеспечит отвод тепла.
- На небольших агрегатах сверло охлаждают мастера в емкости с водой и сдувают с поверхности появившуюся стружку в этом процессе. В некоторых случаях используют метод подводного сверления, но он очень опасен.
Приспособления и инструмент для сверлильных станков
К универсальным приспособлениям относятся прижимные планки (рис. 318, а
),
машинные тиски (рис. 318, б
), призмы, угольники: простой (
рис. 318, г
) и универсальный (
рис. 318, д
). Они используются для крепления заготовок, которые требуют особой установки. Крепление на призмах показано на
рис. 318, в.
Здесь на призмы 1 устанавливается заготовка 2, которая зажимается прижимными планками.

Универсальные приспособления: а — прижимные планки: 1 — болт; 2 — стол станка; 3 — подкладка; 4 — шайба; 5 —гайка; 6 — прижимная планка; 7 — заготовка; б — машинные тиски: 1 — съемная рукоятка; 2 — винт; 3 — подвижная призма; 4 — каленые губки; 5 — неподвижная призма; 6 — крепежный болт; 7 — корпус; 8 — стойка; в — установка на призмах: 1— 1 — призмы; 2 — заготовка; г — установка на простом угольнике; д — универсальный угольник.
На сверлильных станках используются также приспособления целевого назначения для закрепления одних и тех же заготовок. Каждое такое приспособление, его конструкция зависит от формы и размеров самой заготовки.
Важное значение имеют приспособления — кондуктора, которые широко используются в серийном и массовом производствах. В кондукторах для направления режущего инструмента используют кондукторные втулки. Кондуктора обеспечивают точную и быструю обработку отверстий в заготовках без разметки.
Пример простейшего закрытого (коробчатого) кондуктора дан на рис. 319.
Закрытый (коробчатый) кондуктор: 1 — корпус; 2 — окно; 3 — упорная стенка; 4 и 6 — направляющие втулки; 5 и 7 —крепежные винты; 8 — заготовка; 9 и 10 — отверстия в заготовке.
Вспомогательный инструмент используется для закрепления рабочих инструментов. Способы закрепления приведены на рис. 320
. На рис 321, а изображен цанговый сверлильный патрон, который имеет хвостовик-корпус 1, кольцо на резьбе 2, разрезную цангу 3, внутренние конуса 4 и 5. На рис. 321, б показан комплект переходных втулок. Втулки 3 имеют лапку 1 и окно 2 для установки клина при выбивании инструмента. На втулках изготовляется две конусных поверхности: наружная 4 и внутренняя 5.

Способы закрепления инструментов на вертикальносверлильном станке: а — непосредственно в шпинделе; б — в переходных втулках; в — в инструментальном патроне; г — в быстросменном патроне: 1 – шпиндель; 2 — инструмент; 3 — переходная втулка; 4 — инструментальный патрон; 5 — быстросменный патрон.
На рис. 321, в
показан быстросменный сверлильный патрон. Режущий инструмент с коническим хвостовиком заранее вставляют в конусное гнездо 6 сменной втулки 2. Вместе с ней его вводят в корпус 1 патрона. При этом два шарика 3 должны быть отведены в крайнее положение, т. е. удалены от центра корпуса в круговую выемку 7 поднятого вверх рифленого кольца 4.

Вспомогательный инструмент: а — цанговый сверлильный патрон; б — набор переходных втулок; в — быстросменный патрон.
Винт 8 ограничивает величину вертикального перемещения кольца. При опускании кольца вниз его внутренние поверхности смещают шарики и передвигают их в выемки 5, имеющиеся на образующей цилиндра сменной втулки.При опускании кольца заклинивают сменную втулку в корпусе патрона шариками 3. Шариковый зажим надежно удерживает сменную втулку с инструментом в патроне.
Для смены инструмента, не останавливая вращение шпинделя, поднимают левой рукойрифленое кольцо в верхнее крайнее положение. Тогда шарики под действием центробежной силы разойдутся, войдут в круговую выемку и освободят сменную втулку, которая вместе с закрепленным инструментом под действием собственного веса выпадает из корпуса патрона. Для одновременной обработки нескольких отверстий на одно-шпиндельном сверлильном станке применяют многошпиндельные головки.
Характеристики сверлильных машин
Сверлильный станок с ЧПУ изготавливается в следующих моделях:
- станок со сверлильно — вертикальным режимом;
- станок с горизонтальным режимом;
- одношпиндельный тип станков;
- многошпиндельный тип станков;
- станок с ручной сменой инструмента;
- станок, у которого имеется револьверная головка и магазин инструментов;
- многооперационный станок, у которого есть инструментальный запас для многих работ с деталями разной конфигурации.
Современные обрабатывающие центры
Сверлильные центры с ЧПУ имеют базу фрезерного агрегата с ПУ. Изолированная рабочая зона с наличием узла со сменой быстрорежущего инструмента и функцией авто удалённой стружки с подачей жидкости с охлаждающим режимом через шпиндель являются основным отличием этого аппарата. Обрабатывающие центры предназначены для быстрой обработки высокого качества, благодаря разнообразным инструментам, разным операциям и бывают:
- горизонтальные;
- вертикальные.
Данные машины способны работать как в автомате, так и в полуавтомате и придерживаются таких операций, какие выполняют сверлильные и фрезерные машины.

Поэтому они смело:
- высверливают;
- зенкеруют;
- фрезеруют;
- развертывают отверстия;
- нарезают наружную резьбу;
- нарезают внутреннюю резьбу.
При желании мастера, данные центры могут выполнять процесс шлифования. Основными узлами центра считается многопозиционный сменщик инструмента, который способен управляться с ПУ нового поколения. Позиционированная система инструмента позволяет достигать как высокоточную обработку, так и сокращает время на операцию.
Способы обработки на сверлильных станках
Сверлильные станки предназначены для сверления глухих и сквозных отверстий, рассверливания, зенкерования, развёртывания, растачивания и нарезания резьбы (рисунок 3).
Сверление – основной технологический способ образования отверстий в сплошном материале обрабатываемой заготовки. Сверлением могут быть получены как сквозные, так и глухие отверстия. При сверлении используют стандартные свёрла. Отверстия диаметром больше 30 мм в сплошном материале обычно сверлят двумя свёрлами (первое – диаметром 12…15 мм, второе – в размер отверстия). Точность отверстий, полученных сверлением, находится в пределах 12…14 квалитетов.
Рассверливание выполняют для увеличения диаметра отверстия, полученного литьем, ковкой, штамповкой или сверлением.
Зенкерование – технологический способ обработки предварительно просверленных отверстий или отверстий, изготовленных литьём или штамповкой. Зенкерование осуществляется инструментом зенкером. В отличие от рассверливания зенкерование обеспечивает большую производительность и точность обработки (10…11 квалитет).
Зенкерование может быть и окончательной операцией при обработке просверленных отверстий по 11…13 квалитетам или для получистовой обработки перед развертыванием.
Зенкер отличается от сверла более жесткой рабочей частью, отсутствием поперечной режущей кромки и увеличенным числом зубьев.
Развёртывание – технологический способ окончательной обработки предварительно обработанных отверстий в целях получения точных по форме и диаметру цилиндрических и конических отверстий (6…9 квалитет точности) с малой шероховатостью (Ra = 0,32…1,25 мкм). В качестве инструмента используют развёртки, имеющие чётное число режущих кромок. Развертки являются многолезвийным инструментом, срезающим очень тонкие слои с обрабатываемой поверхности.
Отверстия диаметром до 10 мм развёртывают после сверления, а свыше 10 мм – после сверления и зенкерования.
| а – зацентровка; б – сверление отверстия в сплошном материале; в – рассверливание; г – зенкерование; д – зенкование уступа; е – зенкование фаски; ж – зенкование бобышек; з – развертывание цилиндрического отверстия; и – развертывание конического отверстия Рисунок 3 – Обработка отверстий на вертикально-сверлильном станке |
При развёртывании в резании участвует большое число зубьев одновременно. Развёртывание характеризуется небольшой глубиной резания = 0,05…0,3 мм, что способствует малой шероховатости и высокому качеству обработки.
Нарезание внутренней резьбы на сверлильных станках осуществляют машинными метчиками. Рабочая часть метчика имеет форму винта с продольными и винтовыми канавками, благодаря которым образуются режущие кромки.
При сверлении, зенкеровании и развертывании обычно режущему инструменту сообщают главное движение резания – вращающее движение режущего инструмента и движение подачи – осевое перемещение режущего инструмента. При нарезании резьбы метчиками инструмент получает только вращательное движение, а принудительная подача отсутствует, т.к. метчик –инструмент самоподающийся.
Точность и качество поверхности при различных видах обработки приведены в таблице 1.
| Вид обработки | Параметр шероховатости Rа, мкм | Квалитет |
| Сверление до 15 мм: | ||
| без кондуктора | 12,5…6,3 | 14…12 |
| по кондуктору | 12,5…6,3 | |
| Сверление свыше 15 мм: | ||
| без кондуктора | 25…12,5 | 14…12 |
| по кондуктору | ||
| Зенкерование: | ||
| черновое | 25…12,5 | 15…12 |
| чистовое | 6,3…3,2 | 11…10 |
| Развёртывание: | ||
| получистовое | 12,5…6,3 | 10…9 |
| чистовое | 3,2…1,6 | 7…8 |
| тонкое | 0,8…0,4 | 7…6 |
2.3 Приспособления для закрепления режущего инструмента и заготовок
| Рисунок 4 – Патроны для закрепления режущего инструмента на сверлильных станках. |
Режущие инструменты закрепляют в шпинделе станка с помощью различных приспособлений. использование на одном станке режущего инструмента разных диаметров становится возможным благодаря переходным втулкам, которые обеспечивают закрепление инструмента, имеющего цилиндрический хвостовик в коническом отверстии шпинделя. Для инструментов с цилиндрическим хвостовиком применяют патроны двух типов – трёхкулачковые и цанговые.
Для установки и закрепления заготовок применяют машинные тиски, угольники, поворотные столы, прихваты, призмы и другие приспособления. В серийном производстве часто используют специальные приспособления –кондукторы. Применение кондукторов позволяет повысить точность обработки и увеличить производительность труда. В единичном производстве применяют сверление по разметке.
Для направления инструмента строго по оси отверстия служат кондукторные втулки из инструментальной закалённой стали.
Режимы резания
К режиму резания при сверлении, рассверливании, зенкеровании, развёртывании относятся: скорость резания , подача , глубина резания . За скорость резания принимают окружную скорость точки режущего лезвия, наиболее удаленной от оси сверла
где –- диаметр сверла, мм;
– частота вращения сверла, об/мин.
Скорость резания зависит от механических свойств обрабатываемого материала, материала режущей части сверла, его диаметра, величины подачи, стойкости инструмента, условий охлаждения, глубины резания и других факторов и назначается по нормативам. Так, сверла, изготовленные из быстрорежущей стали марки Р6М5, допускают скорость резания при обработке стали до 30 м/мин, для твердосплавного инструмента – до 40…80 м/мин.

Подача на оборот , мм/об, (рисунок 3) равна величине перемещения сверла вдоль оси за один оборот. Поскольку сверло имеет две главные режущие кромки, то подача, приходящаяся на одну режущую кромку мм/зуб, рассчитывается по формуле
Глубиной резания при сверлении отверстий называется наименьшее расстояние между обрабатываемой и обработанной поверхностями, измеряемое по нормали к обработанной поверхности
При рассверливании глубина резания
где – диаметр сверла, мм;
– диаметр ранее просверленного отверстия, мм.
Основное (или технологическое) время при сверлении отверстий в сплошном материале определяется по формуле
где – расчетная длина рабочего хода инструмента в направлении подачи;
где – длина обрабатываемой поверхности; – величина подвода;

