
Разновидности и принцип работы станков для гибки проволоки
Гибочный станок: особенности устройства, виды, принцип работы
 Из металла изготавливают различные изделия и заготовки, которые используются при строительстве дома, в быту или для иных целей. Такой продукцией может быть профиль из металла, разных размеров вывески и стенды, металлические ящики, строительные уголки, сегменты и многие другие предметы.
Из металла изготавливают различные изделия и заготовки, которые используются при строительстве дома, в быту или для иных целей. Такой продукцией может быть профиль из металла, разных размеров вывески и стенды, металлические ящики, строительные уголки, сегменты и многие другие предметы.
Чтобы придать изделию из металла определённую форму, применяют способ листовой гибки. При этом внешние слои листа растягиваются, внутренние сжимаются, а расположенные вдоль оси остаются в неизменном виде.
- Конструктивные особенности гибочного станка
- Виды
- Преимущества использования
- Недостатки
- Принцип работы листогибов разного типа
- Ручные аппараты
- Гидравлическая техника
- Электромеханические конструкции
- Ассортимент листогибочного оборудования
- Использование листогибов
- Выбор станка
- Установка и уход за гибочным станком
Согнуть или выгнуть листовую заготовку можно, используя особое оборудование для сгибания материала, разновидности которого имеют разные конструктивные решения и несколько областей для применения. Отличается они и по ценовому эквиваленту, в зависимости от его функциональности, мощности и типа работ, которые будут выполняться.
Конструктивные особенности гибочного станка
Оборудование для сгибания металлических листовых заготовок отличает довольно замысловатая конструкция. Станок составляется из частей:

 специального стола для задней поддержки. На него ставится металлический лист. Обрабатываемая деталь будет перемещаться по нему в нужную сторону. На поддерживающих опорах находится специальный сгибатель и острый резак;
специального стола для задней поддержки. На него ставится металлический лист. Обрабатываемая деталь будет перемещаться по нему в нужную сторону. На поддерживающих опорах находится специальный сгибатель и острый резак;- роликового ножика для резки. Этот нож, как правило, очень хорошо заточен и отличается прочностью, чтобы мог легко выдерживать нагрузку и без труда рассекал твёрдый металлический лист;
- упоров, расположенных впереди — применяются для регулирования ширины делаемого разреза;
- фиксаторов параметров высоты. Они регулируют обрабатываемые детали по высоте.
Параметры длины и уровень размера максимальной толщины изделия, которое будет обрабатываться, отличаются у станков разного вида.
В промышленности и сфере строительства используются станки для придания нужной формы изделиям из металла, а именно:
 ручной станок — техника небольшого размера. Благодаря чему её легко переставлять. Из-за лёгкости конструкции и небольшого количества функций его нельзя использовать при проведении масштабных работ. С его помощью придают форму медным деталям, стальным или оцинкованным алюминиевым заготовкам Работа на этом станке не требует специального обучения, но занимает много времени и требует приложения больших усилий;
ручной станок — техника небольшого размера. Благодаря чему её легко переставлять. Из-за лёгкости конструкции и небольшого количества функций его нельзя использовать при проведении масштабных работ. С его помощью придают форму медным деталям, стальным или оцинкованным алюминиевым заготовкам Работа на этом станке не требует специального обучения, но занимает много времени и требует приложения больших усилий;- механические станки. Они функционируют посредством подачи энергии от вращающегося маховика, запущенного для вращения заранее;
 электромеханические конструкции работают с помощью электродвигателя, специального устройства — редуктора — при помощи ремней и привода. Станки такого типа более мощные по сравнению с механическим оборудованием и более продуктивные;
электромеханические конструкции работают с помощью электродвигателя, специального устройства — редуктора — при помощи ремней и привода. Станки такого типа более мощные по сравнению с механическим оборудованием и более продуктивные;- гидравлические конструкции. Эти станки придают форму металлическим заготовкам посредством особого устройства цилиндра;
- пневматические станки выполняют работу, используя пневмоцилиндры, сгибающие листовые заготовки с нанесённой на них специальной краской;
 электромагнитные конструкции применяются для создания металлических ящиков. Металлические заготовки сгибаются под действием силы мощного электромагнита. Поэтому на них могут быть задействованы процессы, требующие огромных затрат сил и энергии;
электромагнитные конструкции применяются для создания металлических ящиков. Металлические заготовки сгибаются под действием силы мощного электромагнита. Поэтому на них могут быть задействованы процессы, требующие огромных затрат сил и энергии;- мобильные листогибы — станки небольшие размера. Благодаря свойству конструкции с их помощью можно проводить обработку заготовок и деталей сразу же на месте будущей сборки деталей.
Преимущества использования
Как и любое другое оборудование, эти аппараты имеют в работе плюсы и минусы. Не подвергающимся сомнению плюсами является то, что:
 получившиеся во время работы изделия отличаются высокой прочностью;
получившиеся во время работы изделия отличаются высокой прочностью;- используя станок, можно согнуть лист под углом без образования какого-либо шва на заготовке;
- практически исключено образование коррозию сгиба;
- гибочные станки позволяют создавать цельную металлическую конструкцию.
Таким образом, можно создавать продукцию самого высокого уровня качества и не опасаться, что она будет иметь те или иные изъяны или будет подвержена неблагоприятному воздействию.
Недостатки
Среди минусов можно отметить несколько особенностей:
 цена на подобные станки довольно высока, и при ограниченном бюджете лучше предпочесть более дешёвые модели;
цена на подобные станки довольно высока, и при ограниченном бюджете лучше предпочесть более дешёвые модели;- работа на агрегатах, функционирующих ручным способом, требует приложения больших усилий.
Но такие недостатки не являются чем-то непреодолимым. Несмотря на имеющиеся минусы, с помощью такого оборудования можно получить изделие высочайшего качества.
Принцип работы листогибов разного типа
Используя современное профильное оборудование, можно создавать из листовых заготовок изделия различных форм. При этом размеры заготовок можно задать заранее.
Ручные аппараты
Эти станки характеризуются максимальной толщиной, длиной сгиба и определяются глубиной подачи металла.
 Принцип работы станка:
Принцип работы станка:
- используемая для работы металлическая заготовка придавливается к столу за счёт специальной балки;
- материал сгибается под нужным углом. Важно при этом учесть, что гиб подобного ручного агрегата должен иметь толщину примерно 2 мм.
Благодаря тому, что ручные станки имеют компактные размеры и очень мало весят, работать с ними можно не только в помещении цеха. Их применяют для обработки заготовок сразу же на строительном объекте или в другом помещении.
Гидравлическая техника
С её помощью можно значительно упростить процесс обработки металлических деталей. Они функционируют следующим образом:
 энергия образуется посредством жидкости, находящейся в установленном в станке цилиндре. Жидкость при помощи силы давления выталкивает из него плунжер. Он приводит в движение подвижную поперечину;
энергия образуется посредством жидкости, находящейся в установленном в станке цилиндре. Жидкость при помощи силы давления выталкивает из него плунжер. Он приводит в движение подвижную поперечину;- заготовочный лист выгибается под давлением действующей на него силы упора.
Гидравлические листогибы в основном применяются для сгиба заготовок изделий по всей длине стола. Используют их и для особой вытяжки металла.
Использование гидравлических цилиндров делает работу их очень точной и слаженной. Благодаря такому свойству станки отличаются повышенным уровнем производительности. С их помощью легко контролируется показатель скорости передвижения ползуна и окончание его работы.
Области использования оборудования:
 изготовление доборных элементов (коньки, соединительные планки, ендовы, ветровые планки и другие элементы кровли);
изготовление доборных элементов (коньки, соединительные планки, ендовы, ветровые планки и другие элементы кровли);- производство воздуховодов;
- крепление кровли;
- производство металлических профилей разных форм;
- изготовление всевозможных панелей и вывесок;
- проведение наружной отделки сооружений и работ внутри помещений.
Гидравлические устройства обладают более высоким уровнем производительности. С их помощью могут быть обработаны металлические заготовки, имеющие большую толщину, чем у заготовочных листов, подвергающихся обработке с помощью механических листогибов.
Электромеханические конструкции
Подобные станки имеют в своём составе довольно мощную станину, имеют гибочные балки, оснащённые поворотным механизмом. А также они содержат в своём составе работающие с помощью электропривода сегментную и автоматическую балки.
 Помимо этого, электромеханические станки дооборудованы специальным очень удобным ножным управлением, облегчающим выполнение работы при его помощи.
Помимо этого, электромеханические станки дооборудованы специальным очень удобным ножным управлением, облегчающим выполнение работы при его помощи.
Производятся электромеханические станки двух типов: сквозного и проходного. Это позволяет осуществлять на них работы по изготовлению нестандартных предметов, отличающихся разным уровнем высоты, длины или ширины.
На таких станках можно обрабатывать листы из алюминия, меди, оцинкованной стали и холоднокатаных листовых металлов до 2,5 мм толщиной и длиной почти до 3 метров.
С помощь электромеханических станков изготавливают козырьки, отливы, приспособления для вентилирования, элементы кровли, планки для фасадов и другую строительную продукцию.
Ассортимент листогибочного оборудования
 К продаже доступны всевозможные гибочные станки различных типов, отличающиеся своим функциональными характеристиками, размерами, весом, мощностью и ценовым разбросом стоимости оборудования. Потребителю предлагаются станки как отечественных, так и европейских производителей. Можно приобрести оборудование, произведённое в западных странах.
К продаже доступны всевозможные гибочные станки различных типов, отличающиеся своим функциональными характеристиками, размерами, весом, мощностью и ценовым разбросом стоимости оборудования. Потребителю предлагаются станки как отечественных, так и европейских производителей. Можно приобрести оборудование, произведённое в западных странах.
При этом отечественные гибочные станки ничем не уступают по своим качественным характеристикам зарубежным аналогам, а в некоторых случаях даже превосходят их.
Использование листогибов

Такое оборудование часто используют в своей работе различные строительные предприятия. Организации с помощью гибочных станков могут создавать металлические профили различных конфигураций.
Наиболее часто с помощью листогибов изготавливается металлическая продукция различного типа: отливы, цилиндрические детали, заготовки разных форм, всевозможные сегменты, различные уголки, вывески, знаки, Г-образные профили и элементы кровли.
Помимо этих работ на оборудовании, предназначенном для изгибания металлических листов и резки, можно осуществлять работы по сгибанию заготовок в разные стороны. Таким образом, с их помощью можно изготовить специальный волновой профиль сложной конфигурации.
Выбор станка
Главное, что следует сделать, выбирая листогибочный станок — обратить особое внимание на его технические характеристики. При этом важно учесть, что чем большее число работ войдёт в перечень, тем выше будет нагрузка на оборудование. Лучше, если число работ будет не очень большим, что увеличит срок эксплуатации станка и скорость работы.
 Какой именно станок выбрать, можно, руководствуясь параметрами, указанными в чертеже изделия, которое планируется выполнить с помощью оборудования. Учитывают следующие параметры:
Какой именно станок выбрать, можно, руководствуясь параметрами, указанными в чертеже изделия, которое планируется выполнить с помощью оборудования. Учитывают следующие параметры:
- толщину металла, из которого планируется выполнить изделие;
- размер листа (длина и ширина), который будет подвергаться обработке;
- сложность и геометрия предмета.
Выбирая листогиб, нужно помнить, что лучше приобрести качественную дорогую вещь, чтобы она прослужила дольше и не вышла из строя в самый неподходящий момент. Станки с большей мощностью позволят сократить время, потраченное на работу, чем более дешёвые и менее функциональные аналоги.
Установка и уход за гибочным станком
Чтобы во время работы гибочного станка любого вида не возникло проблем, и они не поломались раньше времени и не испортили заготовки, нужно соблюдать несколько правил при их эксплуатации:
- чтобы элементы оборудования не подверглись коррозии, его используют в помещении, поддерживающим плюсовую температуру (до 35 градусов). Если температура будет выше, может потечь смазка, которой обработаны детали станка. При низких температурах она может замёрзнуть, и тем самым работа оборудования будет нарушена, и оно быстро выйдет из строя;
 листогибочные конструкции не должны находиться в местах, где уровень влажности составляет выше 75%;
листогибочные конструкции не должны находиться в местах, где уровень влажности составляет выше 75%;- если гибочный аппарат был куплен зимой, прежде чем его собрать, нужно оставить его элементы в теплом помещении, чтобы они нагрелись до уровня комнатной температуры, и только после этого начать сборку и работу. Несоблюдение указанного правила может вывести аппарат из строя;
- при сборке обязательно нужно внимательно прочитать инструкцию и проверить комплектацию.
Как и другое оборудование, листогибочные станки требуют должного ухода:
 детали конструкции листогиба следует чистить мягкой тканью и протирать с помощью специального растворителя после каждого применения;
детали конструкции листогиба следует чистить мягкой тканью и протирать с помощью специального растворителя после каждого применения;- рекомендуется периодически очищать технику с помощью сжатого воздуха (раз в месяц);
- металлические детали следует смазывать жидким машинным маслом после чистки;
- раз в месяц также рекомендуется наносить смазку на некоторые узлы и рамы.
При соблюдении указанных правил можно продлить срок работы гибочного станка на долгие годы.
Разновидности станков для гибки проволоки
[Гибка проволоки] является одним из способов придания ей новой формы с помощью ручного или механического воздействия с использованием специального оборудования.
Сама по себе гибка происходит из-за сжимания внутреннего слоя, за счет чего можно производить растягивание и сгибание внешнего слоя. Такие технологические работы пользуются большим спросом, как и оборудование для ручной гибки.
Можно создавать изделия из гнутой проволоки своими руками.

В данном случае для процесса желательно выбирать более мягкие пластичные материалы, чтобы проволока могла легко гнуться, и выполнение работы своими руками не создавало трудностей.
Если же проволока жесткая и имеет большой диаметр, то для ее обработки вручную надо воспользоваться определенными инструментами:
- с помощью плоскогубцев можно создать небольшой изгиб в несколько мм, также ими удобно фиксировать материал для последующей обработки;
- разрезать проволоку на отдельные части можно кусачками или острогубцами;
- одним из самых удобных и универсальных инструментов для сгибания проволоки своими руками считаются пассатижи (разновидность плоскогубцев).
Перед тем как начинать вручную изгибать материал для колец, лучше создать на бумаге определенный шаблон и периодически сверяться с ним во время работы. Простые фигуры можно делать и без участия шаблонов.
Например, для создания обычного прямоугольного хомута, достаточно сначала зажать часть проволоки слесарными тисками, а на оставшемся куске выполнить изгиб под прямым углом с помощью плоскогубцев или молотка.
Правила для ручной гибки
Выполняя ручные работы по гибке проволоки своими руками, следует придерживаться определенных правил безопасности, которые смогут защитить ваши руки от возможных травм:
- Перед началом работ желательно надеть на руки перчатки из толстой плотной ткани;
- Материалы следует хорошо закреплять, чтобы они не выскочили из тисков во время их загиба;
- Все станки и инструменты для ручной работы должны быть исправны;
- Не кладите тяжелые предметы на край стола (например, задев плоскогубцы, вы можете уронить их себе на ногу и получить ощутимый ушиб, а то и травму пальцев);
- Проводя одной рукой работы с проволокой, другую старайтесь держать подальше от места сгиба (плоскогубцы могут сорваться и поранить руку).
Правила безопасности защитят ваши руки, но сам процесс гибки своими руками все же является довольно сложным и трудоемким. Гнуть изделия вручную можно только в том случае, если бы обладаете определенным опытом и знаниями.
Гнуть проволоку в больших объемах помогает специальное оборудование. Давайте изучим его более подробно.
Способы обработки
Если говорить о гибке проволоки в больших масштабах (на производстве или специализированном заводе), то для его пластической деформации пользуются различными способами.
Один из самых распространенных и экономичных — это бухтовый метод обработки.
В данном случае на бухты происходит намотка проволочных колец, а затем осуществляется их подача на роликовые двухплоскостные станки, которые выравнивают проволоку.
После происходит обработка материала на гибочном оборудовании (создается необходимая форма), в конце проволока обрезается, и весь цикл работы повторяется вновь.
При этом вся работа полностью автоматизирована, что позволяет сэкономить время и средства и создать с помощью приспособления несложную изогнутую конструкцию, у которой длина развертки около 1000 мм.
Для обкатки проволоки своими руками существуют специальные приспособления, которые состоят из неподвижных шаблонов определенных радиусов закругления (радиус может быть как один, так и несколько).
Материал обкатывают вокруг созданного шаблона с помощью прижимных роликов.
В основном, эту технологию применяют, чтобы создавать гнутые изделия, имеющие небольшой радиус изгиба (примерно такой же, как диаметр проволоки).
Способ проталкивания проволоки напоминает способ работы 3-х валкового оборудования на профилегибочном и пружинонавивочном станке.
Проталкивание материала в приспособление осуществляется с помощью специального провода, затем происходит его прижим к различным валикам, в связи с чем возможно изменение параметров изгибов и осуществление переходов на разные радиусы.
Данное приспособление позволяет гнуть разные конструкции, имеющие сложную конфигурацию и большие радиусы изгиба на развертке — от 1000 мм и более.
Выровнять проволоку можно, применив рихтовочное оборудование или специальное приспособление. В данное оборудование входят агрегаты, состоящие из вращающихся правильных рамок или двухплоскостных правильных блоков.
При этом вращающиеся рамки предпочтительнее, так как они позволяют выровнять материал более плавно.
Профессиональное оборудование
Если для гибки проволоки своими силами используют лишь самые простые приспособления (тиски, плоскогубцы), то для массовой промышленной обработки материала пускают в действие профессиональные станки (например, для производства колец для ключей, или пружин для ручек).
Станок для гибки проволоки, имеющий одну гибочную консоль, является одним из самых простых и дает возможность создавать гнутые изделия простой формы. Длина развертки в данном случае не должна превышать 1000 мм.
Двухконсольные станки могут работать с длиной развертки более 1000 мм.
Материал разрезается на необходимые куски, затем производится его деформация с двух концов одновременно.
Такое оборудование позволяет создавать изделия, имеющие большое количество изгибов. Станки, имеющие только одну консоль, данную работу выполнить уже не могут.
Также на двухконсольных станках можно сделать фигуры с закрытыми изгибами.
Гибку проволоки на так называемых 3D станках в наше время все более и более популяризуют.
Сделать объемную пространственную гибку можно, применяя поворотную гибочную консоль, которая управляется автоматизированной системой.
К сожалению, такая обработка материала стоит довольно дорого, поэтому в основном детали создают, используя простую плоскую гибку, а после при необходимости производят автоматическую сварку отдельных частей.
Но за счет сварочных швов, изделия становятся более хрупкими и недолговечными, поэтому их стоимость относительно бюджетная.
Гибочные станки

Гибочные станки предназначены для придания металлическим заготовкам нужной геометрической формы без воздействия режущего инструмента. Основным критерием классификации является тип металлических материалов, с которыми способны работать станки. Рассмотрим каждый из типов гибочных станков.
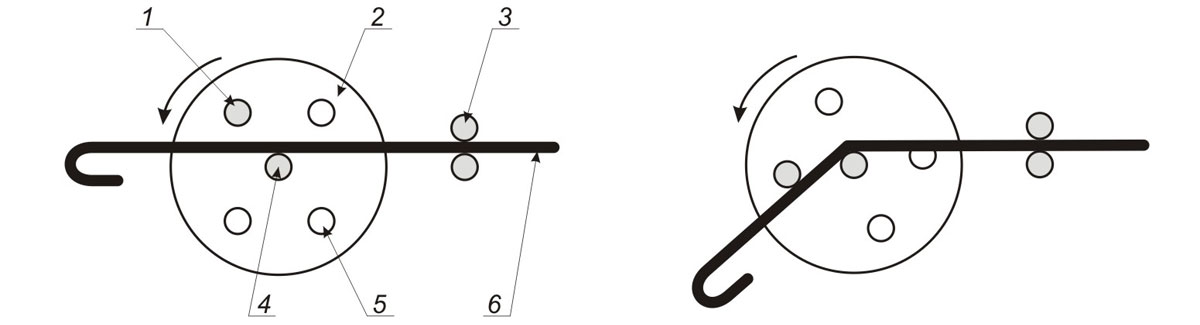
Трубогибочные станки
Трубогибочные станки (рис.1) предназначены для изгибания труб различного диаметра и профиля. Применяются как в ремонтных работах, так и при строительстве новых объектов. Классифицируются в зависимости от нескольких параметров.

Рисунок 1. Трубогибочные станки.
1. По типу привода трубогибочные станки подразделяются на:
- с ручным приводом — применяются для работы с полимерными или металлическими трубами небольших диаметров;
- с гидравлическим приводом — способны успешно работать с трубами, изготовленными из различных материалов с широким диапазоном диаметров;
- электромеханические — предназначены для создания точных радиусов закругления и углов поворота труб;
- гибридные — сочетают в себе преимущества гидравлических и электромеханических типов;
- подогреваемые — дополняются горелкой, промышленным феном или другим устройством подогрева изгибаемой металлической или полимерной трубы, что позволяет с меньшим усилием выполнять гибочные работы.
Приведенная выше классификация справедлива для большинства гибочных станков.
2. По способу гибки:
- дорновый — внутрь трубы укладывается упругий наполнитель (дорн), и осуществляется процесс гибки методом обвода по направляющему ролику, что позволяет избежать гофрирования в точке изгиба;
- бездорновый — осуществляется посредством подачи трубы на ролики без применения наполнителя;
- арбалетный — здесь используется специальный шаблон, предназначенный для изгибания трубы определенного диаметра и длины, в который укладывается заготовка, и путем давления производится процесс изгибания;
- пружинный — используется для ручного изгибания труб;
- сегментный — применяется специальный сегментный элемент, вокруг которого вытягивается труба до придания нужной формы.
Наибольшее применение эти станки получили при производстве работ по прокладке трубопроводов.
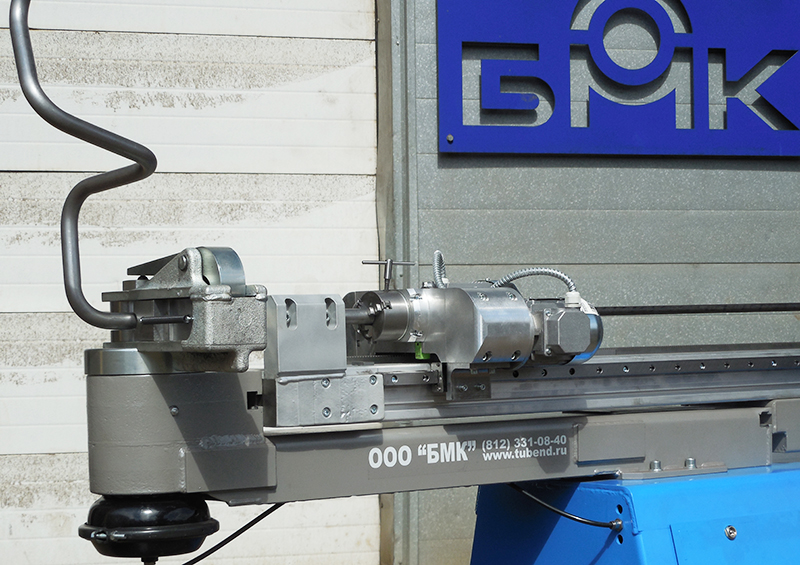
Профилегибочные станки
Для изменения геометрических параметров металлических профилированных заготовок предназначены профилегибочные станки (рис. 2).

Рисунок 2. Профилегибочный станок.
Этот тип станков способен работать с металлопрофилем различного сечения:
- двутавровые балки;
- шестигранники и прутки квадратного сечения;
- швеллеры;
- уголки;
- полосы.
Профилегибочные станки, в зависимости от конструкции, имеют несколько роликов с профильными поверхностями, предназначенными для использования с определенными видами заготовок. Ролики являются сменным оборудованием. Если возникает необходимость изогнуть заготовку другого профиля, рабочие ролики заменяются на подходящие. Оси расположения роликов имеют возможность смены положения. Также дополнительно могут устанавливаться поддерживающие ролики, количество, форма и местоположение которых зависит от обрабатываемого профиля и необходимой формы заготовки на выходе.
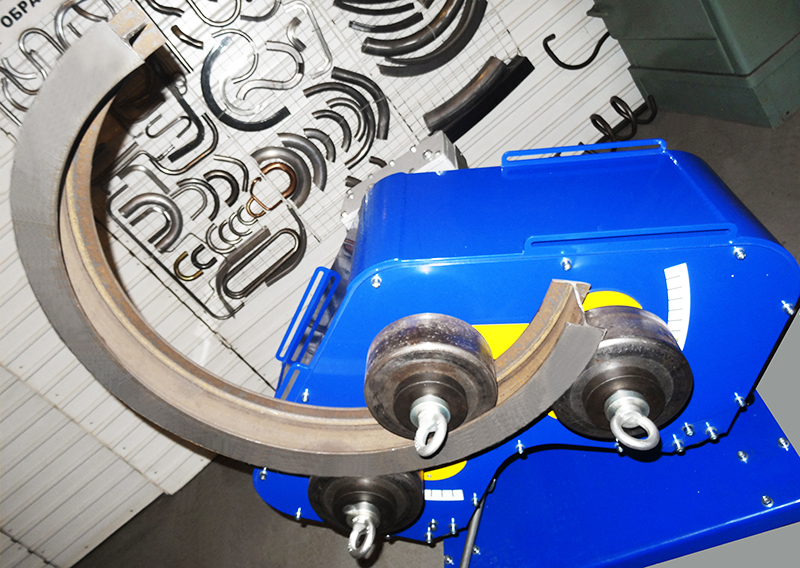
Сортогибочные станки
Сортогибочные станки (рис. 3) предназначены для проведения гибочных операций с сортовыми прокатами.

Рисунок 3. Сортогибочный станок для работы с полосой.
Применяются при работе с цветными и черными металлами, реже — с пластиками. Основными профилями, с которыми способен работать сортогибочный станок, являются следующие:
- катанка;
- полоса;
- пруток круглого, квадратного или шестигранного сечения;
- арматура.
Сегодня в отдельную категорию стали выделять станки для производства гибочных операций с арматурой. Это связано с тем, что арматура, по сравнению с сортовыми материалами других сечений, является наиболее распространенным типом проката. Каждая стройплощадка имеет в наличии подобный станок. Гибочные станки для работы с арматурой отличаются возможностью создания закруглений малых диаметров.
Листогибочные станки
Для работы с листовым металлом применяются листогибочные станки (рис. 4).

Рисунок 4. Листогибочный станок.
Сегодня существует множество конструкций листогибочных станков. Часть из них универсальная и способна выполнять большое количество разнообразных гибочных операций. Другая часть разработана для производства только одной или нескольких видов работ по изгибанию листового металла.
Листогибочные станки способны выполнять следующие операции:
- создание коробов, призм и других сложных конструкций;
- производство замкнутых профилей из листовой стали, таких как конусы и цилиндры;
- выполнение сложных профильных поверхностей с использованием листового металла.
Проволокогибочные станки
Станки для изгибания проволоки в последнее время стали выделять в отдельную категорию. Обусловлено это тем, что проволокогибочные станки (рис. 5) стали широко применяться во многих сферах промышленности, вследствие чего появилось большое количество их модификаций. Хотя по своей сути проволокогибочный станок является частной версией профилегибочного станка.

Рисунок 5. Проволокогибочный станок.
Используется профилегибочный станок для следующих операций:
- создание проволочных замкнутых контуров;
- изготовление различных фасонных изделий сложной формы из проволоки;
- изготовление пружин;
- создание звеньев цепей;
Проволокогибочные станки в общем случае имеют барабан с установленной на нем бухтой проволоки. Проволока подается двумя вращающимися роликами, между которыми она зажата. Далее конструкция зависит от сферы использования станка. Обычно имеются несколько обводных роликов, расположенных в определенной последовательности, и специальная гибочная консоль, которая выполняет более сложные операции.
Скобогибочные станки
Скобогибочные станки (рис. 6) предназначены для создания симметричных изделий из проволоки или прутка.

Рисунок 6. Скобогибочный станок.
Скобогибочный станок состоит из вертикальной вращающейся подставки, на которой установлена катушка с проволокой или уложены прутья арматуры. Подается проволока при помощи роликового подающего механизма. Проволока выходит из направляющей и попадает на гибочный ролик, который придает необходимую форму. Панель управления служит для задания параметров изготавливаемой скобы.
Гибочные станки















Гибочные станки для арматуры, проволоки, листового металла и труб предлагает компания «КИТ-КОМПЛЕКТ». На нашем сайте представлены не только технические характеристики, но и видео гибочных станков и фото готовых изделий, что позволит лучше понять процесс производства. Если Вы не нашли нужного оборудования на сайте, пришлите ТЗ на почту info@m-w-l.ru, мы подберем станок под Ваши задачи.
Гибочные станки: назначение и принцип работы
Гибочные станки служат для формирования холодным способом из проволоки, арматуры, ленты или листового металла изделий нужной формы и представляют собой устройство, оснащенное подающим узлом, гибочной консолью и отрезным механизмом.
Как работает гибочный станок для проволоки?
В качестве сырья для изготовления проволочной продукции в зависимости от типа станка может использоваться проволочная бухта или предварительно нарезанные в размер прутки. В первом случае гибочные станки оснащаются размотчиком и правильным блоком, проволока с размотчика протягивается через правильные ролики (чаще всего расположенные в двух перпендикулярных плоскостях) и далее в гибочный узел, где в соответствии с заданной программой выполняется гибка и отрез готового изделия.
Станки для гибки проволоки и арматуры, исходным сырьем для которых являются уже нарезанные прутки, имеют более простую конструкцию: прутки сразу подаются в гибочный узел. Такие станки дешевле и имеют меньшую производительность, но в ряде случаев их применение намного эффективнее, например, в случае, когда необходимо выполнить какие-то операции до гибки (накатка резьбы, заточка и пр.).
Современные автоматические гибочные станки для арматуры или проволоки — это машины, оснащенные числовым программным управлением (ЧПУ). На таких станках гибка осуществляется с наибольшей эффективностью. Перенастройка оборудования на выпуск изделий другой формы проста и сводится к выбору нужной программы.
Типы гибочных станков
Гибочные станки различают по типу используемого сырья.
Гибочные станки для листового металла
Используются для придания листам металла разных форм. Нашли широкое применение при изготовлении деталей корпусов, элементов кровли, оконных конструкций, коньков, козырьков, отливов.
Все гибочные станки для металла имеют одинаковую конструкцию и отличаются только приводом. Наибольшее распространение получили гидравлические гибочные станки, электромеханические и ручные.
Первые наиболее мощные и позволяют работать с листовыми металлами толщиной более 3,5 мм. Электрические гибочные станки сочетают в себе высокую производительность, широкий набор функций и низкую цену. Это самое дешевое оборудование среди промышленных листогибов. Главное преимущество последних – компактность, мобильность, независимость от электросети. Цена ручных гибочных станков очень низкая, что позволяет их использовать для бытовых нужд, в небольших мастерских и на стройплощадках.
Станки для гибки арматуры
Станки для работы с арматурой по типу используемого сырья подразделяются на машины, работающие с прутком и с бухтой, а по степени автоматизации делятся на ручные, электромеханические и станки с ЧПУ.
Принцип работы у всех гибочных станков для арматуры одинаковый: часть арматуры помещается между гибочным пальцем и упорами, гибочный палец приводится в движение и осуществляет гибку на требуемый угол.
Ручные гибочные станки для арматуры используют систему рычагов, которая позволяет в несколько раз уменьшить необходимое для гибки усилие. Такие станки компактны, просты, надежны и очень востребованы на строительных площадках.
Электромеханические станки отличаются от ручных только тем, что гибка осуществляется не за счет физической силы оператора, а за счет электродвигателя. Эти станки позволяют гнуть арматуру диаметром до 40-50 мм.
Гибочные станки с ЧПУ для арматуры позволяют производить гибку в автоматическом режиме. Арматура с размотчика проходит через правильные ролики и поступает в зону гибки, где при помощи вращающегося диска с упорами и гибочными пальцами гнется в соответствии с установленной программой. Такие станки высокопроизводительные и не требуют вмешательства оператора в рабочий процесс, но они имеют ограничения по диаметру арматуры, как правило, не больше 16 мм.
Гибочные станки для труб
Гибка труб необходима для изготовления воздушных и газовых магистралей, радиаторов холодильников, элементов теплообменников, при производстве POS-продукции.
Гибочные станки для труб по типу привода подразделяются на ручные и гидравлические.
Ручные станки для труб, как правило, используются для работы с трубами малых диаметров из мягких материалов. В остальных случаях применяются гидравлические трубогибы, наиболее широкое распространение среди которых получили трехвалковые гибочные станки.
При массовом производстве более сложных изделий, например, радиаторов холодильников, нередко применяются автоматические гибочные станки для труб с ЧПУ. Принцип их работы схож с работой станков для гибки арматуры.
Станки для гибки полосы
Наша компания предлагает станки для гибки металлической полосы. На таких машинах производят хомуты, скобы, скрепы, ободы колес и прочее. Также есть специализированный станок для изготовления букв из алюминиевой и стальной полосы для вывесок.
Различают 2D и 3D гибочные станки. Первые используются для изготовления простых плоскостных изделий: крючки, вешалки, проволочные рамы и т.д. 3д станки для проволоки – универсальные гибочные станки, подходящие для изготовления практически любого проволочного продукта: лотки, кронштейны, корзины и т.д.. Трехмерная гибка становится возможной благодаря наличию поворотной консоли. В отдельную группу следует выделить автоматы для навивки пружин. Их использование позволяет делать пружины различных диаметров и с различным количеством витков за считанные секунды.
Гибочные станки для проволоки и арматуры: устройство, конструкция
Гибочный станок с ЧПУ имеет следующие основные элементы конструкции.
Размотчик
Входит в комплектацию машин, способных работать с проволокой или арматурой из бухт. Он необходим для размотки и подачи проволоки в правильный узел станка. Может использоваться как механический, так и моторизованный размотчик.
Правильный узел
В качестве правильного механизма используются ролики. Применение этого метода правки обусловлено тем, что проволока подается в гибочный узел рывками, а использование правильного барабана предполагает непрерывное протягивание проволоки.
Гибочный узел
Гибочный механизм представляет собой упор и несколько гибочных пальцев, осуществляющих гибку под управлением системы ЧПУ, а также направляющие ролики. Станки 3d гибки проволоки также оснащаются вращающейся консолью.
Гибочный станок: схема механизма для гибки
Отрезное устройство
После завершения программы гибки система ЧПУ посылает управляющий сигнал на отрезной механизм, представляющий собой нож гильотинного типа, он опускается, обрезая готовое изделие.
Типы гибочных станков
Различают 2D и 3D гибочные станки. Первые используются для изготовления простых плоскостных изделий: крючки, вешалки, проволочные рамы и т.д. 3д станки для проволоки – универсальные гибочные станки, подходящие для изготовления практически любого проволочного продукта: лотки, кронштейны, корзины и т.д.. Трехмерная гибка становится возможной благодаря наличию поворотной консоли. В отдельную группу следует выделить автоматы для навивки пружин. Их использование позволяет делать пружины различных диаметров и с различным количеством витков за считанные секунды.
По типу используемого сырья различают:
- гибочные станки для листового металла;
- станки для гибки арматуры;
- гибочные станки для профильной трубы;
- станки для гибки ленты;
- гибочные станки для проволоки.
На нашем сайте представлены автоматы для работы с металлической лентой, трубой, проволокой и арматурой, а также специализированный станок для изготовления букв из алюминиевой полосы для вывесок.
Купить гибочный станок с максимальной выгодой в компании «КИТ-КОМПЛЕКТ»
Помимо поставки оборудования нашим клиентам, мы предоставляем качественный сервис:
- консультационная поддержка по вопросам эксплуатации и обслуживания станка в течение гарантийного периода и после;
- поставка комплектующих и запчастей для гибочного станка в кратчайшие сроки;
- бесплатный монтаж и пусконаладка поставляемого нами оборудования;
- гарантийный и постгарантийный ремонт гибочного станка в случае необходимости.
Все станки поставляются согласно оговоренной комплектации и в обозначенные сроки со всей сопутствующей документацией: инструкция по подключению гибочного станка и эксплуатации на русском языке, электрическая схема, чертежи.
Не нашли подходящую модель? Свяжитесь с нашими специалистами, и объясните свои задачи. Мы можем подобрать гибочный станок, цена и технические характеристики которого устроят даже самых требовательных клиентов.
Гибочные станки для металла.
Гибочные станки для листового металла, труб, профиля и других изделий из металла имеют каждый свое название и определенный принцип работы.
Основные виды гибочных станков, для гибки изделий из металла:
- Трубогибы;
- Профилегибы;
- Сортогибы;
- Листогибы;
- Проволкогибы;
- Скобогибочные станки.
Рассмотрим более подробно каждый вид гибочных станков
Виды и описание гибочных станков.
Трубогибы или трубогибочные станки — это гибочные станки, предназначенные для гибки труб и профилей на маленькие радиусы гиба. Трубогибы могут делиться на дорновые трубогибочные станки, бездорновые трубогибы и трубогибочные вальцы (3-х роликовые трубогибы). Дорновые трубогибы предназначены для гибки труб на минимальные радиуса гиба.
К дорновым трубогибам относятся:
- Дорновые трубогибы ручные СМ-30 серии PARTNER;
- Дорновые трубогибочные станки полуавтоматические СЕ-30 серии PARTNER;
- Дорновый трубогибочный станок автоматический СЕ-30 PARTNER.3X;
- Дорновый трубогибочный станок полуавтоматический СЕ-51 MASTER;
- Дорновый трубогибочный станок автоматический СЕ-51 MASTER.3X;
- Дорновый трубогибочный станок полуавтоматический СЕ-80 PROFi;
- Дорновый трубогибочный станок автоматический СЕ-80 PROFI.3X.
Бездорновые трубогибы используются для гибки толстостенных труб на радиуса гиба не менее 4-х диаметров трубы.
К бездорновым трубогибам относятся:
- Трубогиб бездорновый электрический с ЧПУ RE-60 TEHNIC.
Профилегибы или профилегибочные станки — это гибочные станки для гибки круглых труб, профилей, углового проката, тавра, двутавра, швеллера, прутков, квадратов, полосы и т.д. Такие профилегибочные станки, работающие способом вальцовки предназначены для гибки профилей на большие радиусы гиба, от 8-10D.
Является ли гибочный станок трубогибом или профилегибом, главным образом, зависит от того какая на нем установлена оснастка. Если установлена оснастка под трубу, то гибочный станок будет трубогибочным. На том же гибочном станке может быть установлена оснастка под профиль — и он становится профилегибом.
Трубогибочные или профилегибочные вальцы используемые для гибки труб или профилей на большие радиуса, к таким станкам относятся:
- Трубогиб ручной 3RМ-30 START;
- Трубогиб электрический 3RE-30 JUNIOR;
- Профилегиб 3RE-60 (БМК-55);
- Профилегиб 3RE-80 (БМК-55У).
Сортогибы — гибочные станки для гибки сортового проката. Сортогибочные станки — это один из видов профилегибочного станка предназначенный для гибки такого сортового металла, как катанка, круг, квадрат, полоса, шестигранник. К сортогибам так же относятся и станки для гибки арматуры — такой гибочный станок применяется в частности для гибки круглого и квадратного прутка, стержневой арматуры на очень маленькие радиусы гиба.
Листогибы или листогибочные станки — гибочные станки для гибки листового металла. Листогиб применяется для производства различных замкнутых и незамкнутых профилей, коробов, коробок а также цилиндров, конусов из листовых материалов.
Проволокогибы — гибочные станки для гибки проволоки. Такой гибочный станок может осуществлять правку проволоки, производить гибку из мерного прутка и из бухты. При этом гибочная голова проволкогибочного станка вращается вокруг осиизгибаемой проволоки в отличии от трубогибочных станков, где труба вращается вокруг оси станка.
Скобогибочный станок — гибочный станок с двумя консолями для гибки проволоки или профиля, одновременно с 2-х концов, позволяющий изготавливать симметричную, с обоих концов деталь типа скобяного изделия.
БАЛТИЙСКАЯ
МАШИНОСТРОИТЕЛЬНАЯ
КОМПАНИЯ
198097, Россия, Санкт-Петербург, пр. Стачек 47
(территория ОАО «Кировский завод»)
Телефон/факс: +7 (812) 331-08-40, 331-39-70
Телефон по Кировскому заводу: 71-340, 71-390
125599, Россия, г. Москва, 78 км МКАД, д.14, корп. 1
Телефон/факс: +7 (495) 133-94-72
Разновидности и принцип работы станков для гибки проволоки
Основные способы гибки
Если необходимо выполнить небольшой объём работ, то для гибки проволоки используются ручные приспособления. Для изгибания материала из мягких металлов или когда диаметр проволоки не превышает 3 мм, применяются плоскогубцы или круглогубцы. Эти инструменты позволяют надёжно зажать часть изделия в одном инструменте, а с помощью другого произвести изгиб проволоки на нужный угол.
Таким образом можно согнуть материал и при помощью столярных тисков. В этом случае проволока фиксируется в вертикальном положении, а изменение направления также осуществляется с помощью плоскогубцев или любого другого зажимающего устройства или механизма.

Если необходимо выполнить изгиб округлой формы, то для этой цели применяют любой подходящих по диаметру прут, который также зажимается в тисках. Округлый изгиб потребуется изготовить при самостоятельном изготовлении пружин из упругой проволоки.
Для этого достаточно зажать прут или трубу подходящего диаметра в тисках, зафиксировать с одной стороны конец проволоки, и пассатижами осуществить накрутку проволоки на необходимое количество витков.
Если проволоку приходится изгибать слишком часто, то наиболее правильным решением будет приобретение специальных приспособлений или станков.
Инструменты для изгибания этого материала представляют собой конструкцию, в которой зажим проволоки и её изгиб осуществляется за счёт мускульной силы человека. В станках, как правило, используется электрические приводы, а для изготовления сложных изделий такие машины оснащаются электронным управлением.
Правила при работе
Гибка проволоки не является сложным процессом, но для эффективной работы с этим материалом необходимо придерживаться следующих правил:
- Для работы необходимо использовать перчатки из плотной ткани.
- Применять только исправные инструменты и автоматические машины.
- Если для выполнения этой операции применяются тиски, то прежде чем приступить к процессу, необходимо убедиться в надёжной фиксации заготовки.
- Перед выполнением изгиба следует выровнять заготовку.

Выполнение этих рекомендаций позволит не допустить брака и получения ранений в случае резкого высвобождения материала из удерживающего устройства. Также следует позаботиться об исправности проводки и правильном заземлении, при использовании станков работающих на электричестве.
Использование оборудования
Если объём работ достаточно велик, то выполнить большое количество операций позволит оборудование, оснащённое электрическим мотором. Применение станков значительно увеличит производительность труда, но на начальном этапе потребуется приложить некоторые усилия для изучения процесса работы проволокогибочной машины.
Наиболее экономным станком для гибки проволоки, считается бухтовое оборудование, в котором подача материала осуществляется из объёмных мотков.

Процесс гибки проволоки на таком оборудовании осуществляется следующем порядке:
- Проволока из бухты подаётся на роликовый механизм, который осуществляет выравнивание материала.
- Выровненная проволока поступает на гибочный механизм.
- На следующем этапа происходит изгиб и отделение проволочного изделий.
- После отрезания готового изделия процесс повторяется.
Чтобы сделать работу по изгибу проволоки максимально комфортной применяют станки с ЧПУ.
Несмотря на значительную стоимость такого оборудования, окупаемость вложений в бизнес производится в течение нескольких месяцев. Оснащённые микропроцессором станки позволяют не только полностью автоматизировать процесс, но и производить сварочные работы изогнутых изделий.
Приспособление своими руками
Если приспособление для гибки проволоки будет использоваться только для домашней работы, то можно изготовить ручной станок самостоятельно. Оборудование сделанное собственными руками не будет отличаться высокой производительностью, но для выполнения ежедневных операций в небольшом объёме такого изделия будет вполне достаточно.

Для самодельного станка потребуется приготовить следующие материалы:
- Листовая сталь 4 мм.
- Стальной прут 20 мм.
- Профильная труба 20*20 мм и 30*30 мм.
- Две гайки 12 мм.
- Стальная труба ¾.
- Болт 12 * 70 мм.
- Втулка с реактивной тяги автомобиля Ваз 2106.
Также для выполнения этой работы потребуется подготовить инструменты:
- болгарку;
- сварочный аппарат;
- дрель и сверло по металлу 20 мм.
Изготавливается приспособление для гибки проволоки своими руками в такой последовательности:
- Из стального листа болгаркой вырезается прямоугольник размером 150*80 мм.
- Отступив от стороны меньшей длины примерно 30 мм, ровно посередине необходимо сделать отверстие диаметром 20 мм.
- От металлического прутка отрезать кусок длиной 45 мм.
- Установить отрезок прутка в сделанное ранее отверстие и приварить его с обратной стороны.
- Вырезать из металлического листа прямоугольник 70*30 мм.
- Сделать в пластине 70*30 мм два отверстия диаметром 16 мм. Отверстия должны быть равноудалены от краёв пластины, а расстояние между ними должно быть равно 20 мм.
- Приварить к пластине 70*30 мм гайки М12 таким образом, чтобы они совместились со сделанными ранее отверстиями. Для того чтобы идеально центрировать гайки перед сваркой их рекомендуется наживать на болт, который следует продеть в отверстие.
- От стальной трубы ¾ отрезать кусок длиной 45 мм.
- К получившемуся цилиндру из металлической трубы приварить пластину 70*30 мм, таким образом, чтобы отверстие трубы находилось в одном ряду с ранее просверленными отверстиями 16 мм. При выполнении этой работы пластину следует разместить ровно посередине высоты стального цилиндра.
- Отрезать от профильной трубы 30*30 мм кусок длиной 400 мм.
- Приварить отрезок профильной трубы к стальной пластине 70*30 мм. Соединение металла осуществляется со стороны противоположной приваренному цилиндру. Таким образом получится рычаг с цилиндром и 2 отверстиями на конце.
- От профильной трубы 20*20 мм отрезается кусок длиной 100 мм.
- Отрезок профильной трубы приваривается к краю пластины 150*80 мм. Расположить этот элемент необходимо от одного из углов до уровня приваренного ранее металлического прутка.
- Из металлического листа вырезать пластину 70*40 мм. Эта деталь будет предназначена для упора заготовки, поэтому её необходимо также приварить к отрезку профильной трубы.
- Втулка от реактивной тяги надевается на болт 12 мм, который затем следует ввернуть в приваренную к рычагу гайку.
- Рычаг с втулкой одевается цилиндром на приваренный к станине отрезок металлического прута.
- Для надёжной фиксации станка во время работы, рекомендуется закрепить станину на ровной горизонтальной поверхности с помощью резьбовых соединений или сварки.
Изготовление станка можно считать завершённым.
Гибка проволоки осуществляется следующим образом:
- Заготовка кладётся на боковую площадку таким образом, чтобы передняя часть была введена в промежуток между центральным цилиндром и закреплённой на рычаге втулкой.
- Рычаг поворачивается на необходимый угол.
- Заготовка снимается со станка, обрезается и используется по назначению.
Если самодельный станок был сделан из качественных материалов, а сварочные швы выполнены на профессиональном уровне, то устройство можно использовать не только для обработки проволоки. В этом случае возможно применить изделие для гибки трубы, в том числе профильной, диаметром до 10 мм.



Станок для производства колючей проволоки
Описание станка для производства одноосновной колючей проволоки AKM1
Представленный станок обладает простотой в эксплуатации и высокой эргономичностью в силу небольших габаритов. С учетом того что конструкцию можно установить в небольшое помещение или гараж, AKM1 станет отличным выбором для начала массового производства колючей проволоки на старте развития малого бизнеса. Работа со станком экономически выгодна, так как в процессе работы с ним нет необходимости в использовании больших запасов сырья и дополнительной техники для транспортировки мотков проволоки. Станок обладает высокой производительностью, которая составляет 120 шипов в минуту, благодаря чему позволит производить большие объемы проволоки в кротчайшие сроки. Также стоит отметить высокую энергоэффективность АKM1 – расход энергии составляет всего 2.2 кВт. Представленная модель пользуется широкой популярностью для производства колючей проволоки с целью продажи в рамках малого бизнеса, так как ее стальной корпус не подвержен быстрому износу и в сочетании с высокой производительностью позволит производить большие объемы продукции на протяжении многих лет без поломок и вынужденных затрат ремонт.
Самодельный станок для изготовления цепочки из проволоки
В этом видеоуроке показано, как работает станок для изготовления цепочек из медной, серебряной или иной проволоки. Автор видео сделал его в 1980 году, когда самодельные цепочки были очень популярными среди народных умельцев. В качестве основы в данном примере он использовал проволоку диаметром 0,25 миллиметра. На ней он продемонстрирует, как накручивать цепочки на станке.
Кустарные и промышленные способы гибки проволоки
Гибка проволоки дала возможность придавать изделиям любые формы. Как это происходит на производстве и как согнуть проволоку своими руками — об этом далее.

Трудно сказать, где сегодня не нашли применение изделия из проволоки, которая представляет собой металлическую нить или тонкий пруток. Гибка проволоки дала возможность придавать изделиям любые необходимые формы. Как при помощи как ручного инструмента, так и механических воздействий на специальном оборудовании.
С физической точки зрения, процесс сгибания проволоки заключается в одновременном сжимании внутренних и растягивании внешних слоев металла проволоки. Процесс также может сопровождаться и продольным смещением этих слоев, если при этом происходит скручивание. Такая технология работы с металлической проволокой широко используется как во многих отраслях промышленности, так и в ювелирном деле.
Способы гибки металлической проволоки
Существует несколько основных способов придания металлической проволоке необходимой формы готового изделия, так можно выделить:
- ручной способ сгибания проволоки с помощью специальных инструментов и простых приспособлений. Он применяется для проволоки диаметром до 3 мм при изготовлении несложных изделий в подсобном производстве или домашнем хозяйстве. Как правило, не требует практически никаких денежных вложения и специальных знаний;
- ручной способ изготовления ювелирных изделий из проволоки до 2 мм в диаметре. Требует специальных инструментов и приспособлений, а также определенных знаний и навыков для работы с драгоценными металлами;
- гибка проволоки из бухты, в основе которого используется специальное приспособление, которое называют размотчиком;
- сгибание проволоки из металлического прутка;
- сгибание методом обкатки проволоки;
- сгибание металлической проволоки методом проталкивания.
Проволокогибочные станки
- Проволокогибочный станок, выполняющий изготовление деталей непосредственно из бухты. Является наиболее производительным и экономичным вариантом массового производства изделий из проволоки.
 Происходит это за счет того, что бухту с проволокой устанавливают в специальное приспособление — размотчик, из которого металлическая нить поступает в правильный блок. Там она подвергается воздействию роликового или плоскостного механизма, в результате чего на выходе приобретает форму ровного и прямого прута. После этого проволока попадает в гибочный блок станка, где с помощью механических приспособлений ей придается необходимая форма готового изделия. По окончании процесса производится отрезание механическими ножницами готовой детали. Как правило, такой проволокогибочный станок может выпускать одну разновидность готового изделия, которая определяется заранее установленными механическими приспособлениями и ограничивается возможностью манипуляции подающего механизма. Поэтому формы изделий, выпускаемые на таких станках, не очень сложные по конфигурации, так как количество операций сгибания ограничено числом пять.
Происходит это за счет того, что бухту с проволокой устанавливают в специальное приспособление — размотчик, из которого металлическая нить поступает в правильный блок. Там она подвергается воздействию роликового или плоскостного механизма, в результате чего на выходе приобретает форму ровного и прямого прута. После этого проволока попадает в гибочный блок станка, где с помощью механических приспособлений ей придается необходимая форма готового изделия. По окончании процесса производится отрезание механическими ножницами готовой детали. Как правило, такой проволокогибочный станок может выпускать одну разновидность готового изделия, которая определяется заранее установленными механическими приспособлениями и ограничивается возможностью манипуляции подающего механизма. Поэтому формы изделий, выпускаемые на таких станках, не очень сложные по конфигурации, так как количество операций сгибания ограничено числом пять. - Проволокогибочный станок для сгибания проволоки из металлического прутка является более технологичным способом, который имеет ряд преимуществ по сравнению с работой из бухты. Особенно это необходимо, когда готовому изделию необходима дополнительная обработка. Это может быть нарезка резьбы или штамповка, которую при этом можно выполнить лишь до придания готовой формы изделию. Недостаткам такого станка является его потребность в дополнительном сложном механизме подачи заготовок и сравнительно невысокой общей производительности.
ЧПУ станки
Гибка проволоки ЧПУ станками не только позволяет обеспечивать более высокую производительность, но и наладить выпуск разных по форме изделий всего лишь путем смены производственной программы.
Приспособления для сгибания проволоки «своими руками»
Гибка проволоки с помощью ручного слесарного инструмента своими руками позволяет изготавливать достаточно большое количество необходимых в хозяйстве изделий, такие как:
- хомуты,
- кронштейны,
- вешалки и т. п.
Но для этого приходиться использовать наиболее мягкие и пластичные виды проволоки, так чтобы можно было с легкостью сгибать металл в нужную нам форму.
Так, для работы с проволокой до 3 мм в диаметре, подойдут круглогубцы, плоскогубцы и слесарные тиски, а разрезать проволоку можно кусачками или бокорезами.
Такого набора вполне достаточно для придания металлической проволоке нужной формы и ее последующей обработки.
Работа же с проволокой большого диаметра имеет определенные трудности. А вот если она еще и жесткая, то для ее сгибания вручную понадобиться использовать специальные приспособления для гибки.
Конечно, можно купить готовое приспособление для гибки, но вполне по силам сделать инструмент своими руками. Как сделать своими руками приспособление для гибки проволоки из доступных деталей можно посмотреть на фото.
Как согнуть проволоку в кольцо ровно
Если кто-то знает другие способы получения сложных форм из проволоки, можете поделиться ими в блоке комментариев.
Гибка проволоки: своими руками и с использованием станков

Проволока – металлопродукция, востребованная в строительстве и многих отраслях промышленности. Для гибки проволоки с целью придания требуемой формы используются ручные слесарные инструменты, приспособления и станки. Выбор подходящего способа изгибания зависит от диаметра и твердости проволоки, а также требуемой производительности.
Гибка проволоки в домашних условиях
Для придания простых форм не очень жесткой проволоке используют слесарные инструменты, имеющиеся практически в каждой домашней мастерской:
- Плоскогубцы. С их помощью можно изогнуть или надежно зафиксировать конец изделия.
- Пассатижи. Разновидность плоскогубцев.
- Кусачки. С их помощью металлоизделие нарезают на мерные куски.
Для создания сложных фигур используют шаблоны, с которыми сверяются в процессе гибки. Для гибки хомута прямоугольной формы конец проволоки зажимают в тисках, а изгиб осуществляют плоскогубцами или ударами молотка.

Правила техники безопасности при ручной гибке:
- работы требуется проводить в плотных тканевых перчатках;
- необходимо обеспечивать плотную фиксацию обрабатываемого материала;
- на столе, на котором производятся работы, не должны находиться тяжелые предметы, которые могут упасть на пол.
Несложные приспособления для гибки проволоки своими руками
Для выполнения гибки в единичных или мелкосерийных вариантах используют наборы, состоящие из двух стальных пластин, осей, валиков и втулки, имеющих центральный канал 6 мм. Количество и расположение осей можно менять.
 |  |
Принцип работы гибочного устройства:
- Нижнюю пластину крепят в тисках.
- Верхнюю поворачивают на определенный угол. При необходимости изготовления точных форм в приспособление встраивают угломер.
- За счет торчащих осей и опорной втулки изделие изгибается под нужным углом.
С помощью такого устройства для гибки можно работать с нелегированной и нержавеющей проволокой диаметром 3-4 мм, сварочными прутками, арматурой с гладкой поверхностью класса АI небольшого диаметра.
Самодельный ручной станок для художественной гибки проволоки
С целью гибки проволоки для создания металлических узоров на ограждениях, перилах лестниц, для декора фасадов используется специальное оборудование заводского производства.

Однако возможно и самостоятельное изготовление такого устройства.


Кратко этапы изготовления:
- Изготовить станину (2) размером 150х80 мм из стальной пластины толщиной 30 мм.
- В торце станины просверливают сквозное отверстие (видно на рис. 1) для регулирующего болта, глухие (2) и (3) – для фиксации роликов, (4) и (5) – для фиксации станины к уголку. В отверстиях нарезается резьба М8.
- К столу привинчивают неравнополочный уголок 60х40 мм с толщиной полки 5 мм, длиной 200 мм.
- Для паза на рис.1 изготавливают стальной брусок длиной 90 мм. В бруске просверливают глухое отверстие с резьбой (1) для регулировочного болта, сквозное отверстие (2) для фиксации ручки-регулятора угла поворота, отверстие (3) глубиной 10 мм с резьбой М8 для ролика, имеющего рифленую поверхность.
- К уголку привинчивают собранную станину (2) с направляющими роликами (3), двумя ручками (5) и (6), роликом с рифленой поверхностью.
Промышленные станки для гибки проволоки
В серийном и крупносерийном производствах используются станки, работающие с проволокой в бухтах. Такие агрегаты обеспечивают экономичность и хорошую производительность при получении однотипных металлоизделий. На станок устанавливаются приспособления, настроенные на получение определенной конфигурации.

Процесс работы:
- установка бухты с проволокой на размотчик;
- на длинномерное изделие оказывают воздействие два механизма – роликовый и плоский;
- выровненная проволока поступает в станок в гибочные устройства;
- деталь требуемой конфигурации отрезается механическим режущим устройством.
На таком проволокогибочном оборудовании получают детали несложной формы. Число гибочных операций обычно не превышает 5-ти.
Станки с ЧПУ для гибки проволоки: разновидности и основные характеристики
Технологически передовыми являются станки с числовым программным управлением. Они позволяют получать детали сложной формы. Для изменения формы гибки и размера изделия меняют программу на компьютере.

Различают несколько типов станков, работающих по компьютерным программам:
- С одной гибочной консолью. На таком агрегате изготавливают несложные по форме изделия. Длина развертки ограничена 1 м.
- С двумя консолями. С их помощью получают металлоизделия сложных конфигураций с большой длиной развертки. Работа производится с проволокой, нарезанной на мерные длины. Гибка осуществляется во встречных направлениях. На двухконсольных станках можно получать закрытые изгибы.
- Объемной гибки. 3D-изгибание позволяет изготавливать сложные объемные формы. Минусом такой технологии является высокая стоимость агрегатов и их неспособность обеспечить высокую производительность. На таких станках изготавливают бесшовные изделия, к которым будут предъявляться высокие требования по прочности во время эксплуатации.
Мультиформеры — станки для гибки проволоки и полосы








- Проволока до Ø 8 мм
- 2 гибочные турели
- До 3-х различных радиусов гибки на одном изделии
- Встроенная камера для контроля качества и безопасности гибки

- Проволока диаметром до 12мм
- Правка,гибка,формовка,резка
- Работа из бунта
- Полностью электрический

- Электрический трубогибочный станок
- многоштабельный
- лево- и правосторонняя гибка
- труба/проволока до ∅25мм
- интегрированная загрузка-выгрузка

- мультиформер с ЧПУ
- 3D-гибка
- координаты ЧПУ — 3. 5
- проволока Ø 1,5. 8 мм
- скорость подачи до 170 м/мин

- мультиформер с ЧПУ
- 3D-гибка
- координаты ЧПУ — 4
- проволока Ø 2,5. 10 мм
- скорость подачи 83 м/мин

- Проволока 0,7. 3,5 мм
- Скорость поадчи до 210 м/мин
- Изделие из 8 гибов — скорость гибки 3 сек.
- Количество управляемых осей до 8

- мультиформер по полосе
- Подача материала до 100 м/мин
- Установка доп. модулей мех. обработки
- Кол-во управ. осей 4-12
- Размер полосы до 40×5 мм

- мультиформер с ЧПУ
- 3D-гибка
- координаты ЧПУ — 4-5
- проволока Ø 5. 12,7 мм
- скорость подачи 80 м/мин

- мультиформер с ЧПУ
- 3D-гибка
- координаты ЧПУ — 4-5
- проволока Ø 5. 12,7 мм
- 2 гибочные головки

- мультиформер с ЧПУ
- Кругл.проволока 3. 18 мм
- Кол-во осей 6-8
- Подача материала до 100 м/мин
- Установка доп. модулей мех. обработки

- мультиформер по полосе
- Подача материала до 80 м/мин
- Установка доп. модулей мех. обработки
- Кол-во управ. осей 6-15
- Размер полосы до 100×8 мм



- Производство кассет K300
- Производительность до 400 шт/час
- Диаметр проволоки 3. 6 мм

- Произ-во торсионной пружины
- длина проволоки 250 мм
- осей ЧПУ 4
- крутящих устройств 2
- проволока Ø 0,5. 3,0 мм

- труба — Ø 125 – 1400 мм
- длина деформирования 300 мм
- макс. толщина стенки трубы 1 мм

- труба — Ø 51 – 128 мм
- длина деформирования 6000 мм
- макс. толщина стенки трубы 0,4 мм

- Производство колец
- диаметр колец 15. 300 мм
- скорость подачи 150 м/мин
- роликов подачи 4
- проволока Ø 1. 4 мм

- Производство колец
- диаметр колец 90. 1200 мм
- управление по 2 осям
- проволока Ø 1,5. 10 мм
- Сварка без грата

- моторизованный
- загрузка 1500-2500 кг
- диаметр барабана 1100-1300 мм
- скорость вращения 50 об/мин
- вариатор электронный
- моторизованный
- загрузка 1500-2500 кг
- диаметр барабана 1100-1300 мм
- скорость вращения 50 об/мин
- вариатор гидравлический

- моторизованный
- загрузка 60-500 кг
- внутренний диаметр 120-350 мм
- скорость вращения 60-90 об/мин
- вариатор электронный

- моторизованный
- загрузка 1000-2000 кг
- внутренний диаметр 380 мм
- скорость вращения 50 об/мин
- вариатор гидравлический
Станки для обработки металла. Гибка — особенности
Гибка проволоки и полосы: имея большой опыт с гибкой проволоки, специалисты компании OMAS развили отдельное направление — это гибка полосы (штрипсы) разного сечения.
Станки фирмы OMAS как для гибки проволоки, так и для гибки полосы широко применяются для производства декоративных изделий для мебели, световых приборов, для производства колец разного диаметра, лееров, ограждений, рамок для плит.
Одним из основных типов оборудования для производства изделий из проволоки сложной пространственной конфигурации являются мультиформеры. Возможность установки различного типа формующего инструмента – гибочные пальцы, модули подгиба, вращающиеся шпиндели позволяет достичь максимальной производительности оборудования при производстве изделий.
Станки серии СЕВ, применяя совершенно другой технологический принцип работы, позволяют совместить в себе как возможности мультиформера, так и возможности простого проволокогибочного станка.

