
Как правильно применять холодную сварку для алюминия?
Холодная сварка для алюминия – разновидности, советы по применению
Холодная сварка для алюминия может быть применена в тех ситуациях, когда нет возможности использовать электродуговую сварку в среде защитного газа. Данная методика актуальна применительно к алюминию еще и по той причине, что заготовки из данного металла очень плохо соединяются при помощи болтов и гаек. Под понятием «холодная сварка алюминия» может подразумеваться и способ соединения деталей из данного металла при помощи деформации, и технология, предполагающая использование специального клея.

Под «холодной сваркой» чаще всего подразумевают специальный клей, но существуют еще и механические методы холодной сварки — сварка деформацией
Холодная сварка деталей из алюминия при помощи специального клея
Холодная сварка деталей из алюминия, выполняемая при помощи специального клеевого состава, – это технология, позволяющая очень быстро и без особой подготовки поверхностей получить неразъемное соединение. Очень часто данную методику используют в тех случаях, когда необходимо устранить аварийную ситуацию и оперативно соединить алюминиевые детали. Естественно, простота данной технологии позволяет использовать ее чаще всего в домашних условиях.

Клей для скрепления алюминиевых деталей методом холодной сварки
Специальный состав, который применяется для выполнения такой сварки, – это двухкомпонентный клей, выпускаемый в виде мастики или густой жидкости. Состоит такой клей (его можно приобрести практически в любом хозяйственном магазине) из эпоксидной смолы и стального порошка, который служит для упрочнения формируемого соединения.
Чтобы улучшить характеристики клеевого состава для холодной сварки (адгезия с соединяемыми поверхностями, устойчивость к высоким температурам и к воздействию агрессивных сред), в его состав добавляют специальные присадки. Благодаря их использованию свойства застывшего клеевого состава часто превосходят характеристики соединяемых деталей по своей прочности и надежности.

Использование двухкомпонентного клея для фиксации штуцера в трубе из алюминиевого сплава
Любой клей для выполнения холодной сварки – как жидкий, так и в виде мастики – состоит из двух компонентов, которые необходимо смешать непосредственно перед использованием. Следует иметь в виду, что применить смешанный состав необходимо в течение 20–30 минут (спустя полчаса он начинает активно затвердевать). После нанесения на поверхности деталей из алюминия клеевого состава их необходимо прижать друг к другу и выдержать в таком состоянии 40–45 минут. Полное застывание состава происходит в течение 2–2,5 часов.
Чтобы в производственных или домашних условиях получить надежное соединение при использовании клея для холодной сварки, необходимо предварительно очистить и обезжирить соединяемые поверхности. При помощи данного метода можно не только соединить плоские заготовки из алюминия, но и заварить небольшие отверстия и трещины, потратив на это минимум времени и усилий. Соединенные при помощи клея для холодной сварки детали хорошо переносят любые механические воздействия, кроме нагрузок на разрыв.

Ремонт холодной сваркой пробитого поддона картера автомобиля
Применение данного метода холодной сварки алюминия позволяет получить прочные и надежные соединения, но имеет ряд ограничений, о которых необходимо знать.
Так, клей не рекомендуется использовать:
- в местах, характеризующихся высокими температурами;
- в тех местах, к которым предъявляются повышенные требования по экологической безопасности;
- для соединения деталей, условия эксплуатации которых часто изменяются;
- для герметизации сосудов и емкостей, находящихся под высоким давлением;
- для соединения деталей, эксплуатируемых в условиях агрессивной окружающей среды;
- для герметизации труб и сосудов, контактирующих с жидкими пищевыми средами и продуктами питания.
Следует также отметить и преимущества применения клея для холодной сварки, которые делают его очень популярным средством соединения деталей из алюминия:
- исключение окислительных процессов в месте стыка заготовок, что придает долговечности такому соединению;
- простота использования;
- минимум времени, необходимого для формирования неразъемного соединения;
- невысокая цена состава и отсутствие необходимости в использовании специального оборудования и энергоносителей.
Небольшой обзор распространенных на отечественном рынке составов для холодной сварки, основанный на отзывах людей, применявших их на практике.
- «PERMATEX Cold Weld»
Эффективный и весьма универсальный клей, допускающий применение с различными материалами. Отлично выдержал нагрузки на отрыв и на сдвиг в ходе испытаний. - «WURTH Liquid»
Великолепно подходит для работы с металлическими деталями. - «Abro Steel»
Хорошо подойдет для ремонта емкостей для хранения жидкостей благодаря высокой способности обеспечивать герметичность. - «Титан»
Доступная цена, отменное противодействие механическим нагрузкам. - «Cold Weld PERMATEX»
Довольно популярный состав, заслуживший немало положительных отзывов.
Сварка деформацией – особенности технологии
Детали из алюминия по данной технологии соединяют при комнатной температуре, отсюда и название – «холодная сварка». Для того чтобы получить неразъемное соединение, заготовки подвергают значительной пластической деформации, в результате которой происходит разрушение оксидной пленки на поверхности алюминия. Кроме того, сильное сдавливание деталей из алюминия друг с другом в процессе холодной сварки способствует тому, что между их кристаллическими решетками создаются межмолекулярные связи.
Важным условием формированием надежного соединения, получаемого по технологии холодной сварки, является тщательная очистка поверхностей заготовок и их обезжиривание. Давление, которое воздействует на соединяемые детали из алюминия, может быть статичным или с переменной вибрацией.
В зависимости от типа формируемого соединения различают холодную сварку следующих видов:
- стыковую;
- точечную;
- шовную.
Стыковой метод
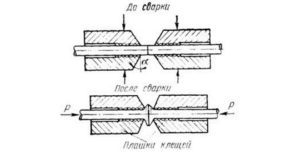
Детали из алюминия при использовании данного метода холодной сварки соединяются своими торцевыми частями, которые предварительно тщательно очищают и обезжиривают. Для того чтобы выполнить соединение по этой методике, заготовки фиксируют в специальных губках с небольшим выпуском торцевых частей, которые и будут подвергаться сдавливанию. После того как детали надежно зафиксированы, на зажимные губки подается осевое давление, которое и сжимает торцевые части соединяемых заготовок, что сопровождается формированием надежного неразъемного соединения.

Схема стыковой холодной сварки деформацией
Данный способ холодной сварки, несмотря на свою простоту, имеет ряд существенных недостатков и ограничений в применении.
- Габариты зажимных устройств, используемых для выполнения такой сварки, ограничивают длину формируемого соединения.
- При сжатии деталей из алюминия пластической деформации подвергаются не только соединяемые торцы, но и та часть, которая зажата в губках.
- После получения неразъемного соединения заготовки достаточно трудно извлекаются из зажимных губок.
Точечная технология
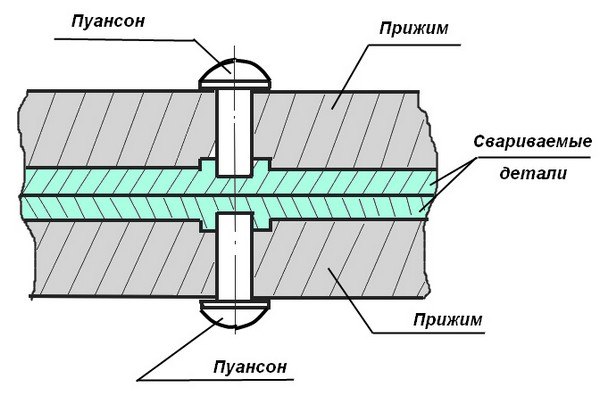
Данная технология, предполагающая соединение деталей из алюминия внахлест, является наиболее распространенным методом холодной сварки этого металла. Соединяемые заготовки сдавливаются в отдельных сварных точках, для чего используется специальный пуансон. По данной технологии детали преимущественно соединяют несколькими сварными точками, расположенными с некоторым интервалом друг относительно друга.

Схема холодной точечной сварки
Качество холодной сварки, выполняемой по точечной технологии, напрямую зависит от степени деформации алюминия в области сварной точки. В числовом выражении данный параметр характеризует соотношение между толщиной соединяемых деталей и глубиной, на которую в металл вдавливается пуансон. Существуют нормативы, согласно которым данный параметр для алюминия должен составлять 60–70%, а для сплавов на основе данного металла – 75–90%.
Точечная холодная сварка, с помощью которой можно соединять достаточно габаритные листы из алюминия и сплавов на основе данного металла, обладает рядом преимуществ.
- Соединяемые детали не нуждаются в предварительной фиксации в специальных зажимных устройствах.
- Алюминий деформируется на очень небольших локальных участках – сварных точках.
При наличии механического устройства, способного создавать значительное давление, холодную сварку по данной технологии можно выполнять и в домашних условиях.
Шовный способ
При использовании данного способа холодной сварки место соединения заготовок из алюминия приобретает форму сплошного шва, который формируется при помощи вращающихся роликов или пуансона с рабочей частью в форме кольца.

Схема шовного метода холодной сварки
Предварительно очищенные и обезжиренные детали из алюминия, которые необходимо соединить при помощи холодной шовной сварки, помещают между одним подвижным и одним неподвижным роликами (односторонняя сварка), либо между двумя подвижными роликами (двухсторонняя сварка). После сдавливания роликов и металла под ними на требуемую глубину подвижные ролики начинают вращаться, что приводит к перемещению соединяемых заготовок и формированию сплошного шва.

Процесс контактной шовной сварки на промышленном аппарате
Использование данной технологии позволяет заварить даже очень габаритные листы из алюминия, но наличие сплошного вдавленного в металл шва серьезно ослабляет конструкцию. Именно по этой причине, когда необходимо соединить холодной сваркой плоские листовые конструкции из алюминия, используют шовно-точечную технологию.
Она подразумевает получение соединения при помощи вращающегося ролика, на котором расположены рабочие выступы, оказывающие давление на свариваемый металл. Шов в таком случае выглядит не как сплошная линия, а как прерывистая цепочка сварных точек, которые очень незначительно ослабляют конструкцию.
Как правильно применять холодную сварку для алюминия?
[Холодная сварка для алюминия], призвана решить основную проблему – алюминий очень плохо соединяется болтовыми соединениями с другими элементами, а заварить обычной, например, аргоновой, сваркой подчас нет возможности.
Собственно говоря, вы можете столкнуться с термином «холодная сварка» в двух его значениях – соединение алюминиевых предметов методом деформации или с использованием специального клея («холодной сварки»).
Принцип сварки деформацией
Сваривание алюминиевых заготовок производится при комнатной температуре, благодаря процессу пластической деформации.
При холодной сварке соединяемые предметы максимально плотно сближаются (сдавливаются) друг с другом, при этом происходит разрушение внешнего окисленного слоя, а между кристаллическими решетками деталей возникают межмолекулярные связи, которые образуют очень прочное соединение.
Чтобы обеспечить лучшее возникновение связей, заготовки можно, и даже желательно, предварительно обезжирить, очистить от запыленности.
Кроме алюминиевых изделий таким способом могут соединяться такие металлы, как серебро, железо, медь, свинец, кадмий, никель и прочее, также этот способ применим для сваривания разнородных металлов, которые очень чувствительны к нагреванию или образуют интерметаллиды.
Давление при холодной сварке может подаваться как статично, так и с переменной вибрацией.
Выделяется три метода холодной сварки алюминиевых изделий:
- стыковой;
- шовный;
- точечный.
Точечный метод
Этот метод используется для соединения алюминиевых деталей внахлест с использованием специальных пуансонов.
Место, где располагается вдавливаемый пуансон, называют сварной точкой.
Сварные точки располагаются по линии соединения с некоторым интервалом. Для наглядности обратите внимание на данную схему.
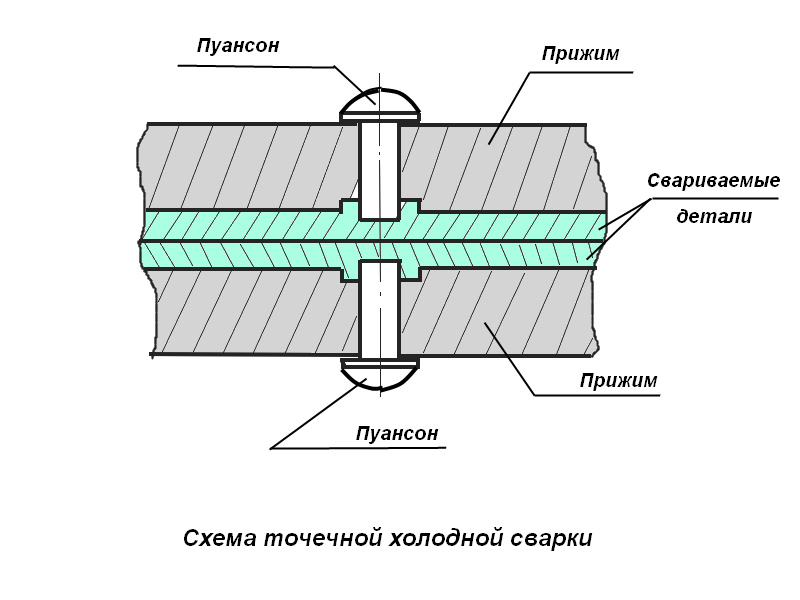
Качество точечной сварки характеризуется степенью деформации сварной точки, то есть соотношением между толщиной деталей и глубиной вдавливания пуансона.
Установленный норматив деформации для алюминия колеблется в пределах 60-70%, для сплавов алюминия – от 75 до 90%.
Преимущество этого метода заключается в отсутствии необходимости предварительного зажатия (закрепления) заготовок и в низкой деформации металла в местах соединения. Это наиболее распространенный вид холодной сварки.
Шовный метод
В данном случае для образования сплошного шва могут применяться либо ролики, между которыми протягивают соединяемые детали, либо кольцевидные пуансоны.
Сварка роликами может выполняться одним вращающимся роликом, придавливающим алюминиевые заготовки к опоре в виде неподвижного ролика, или двумя вращающимися роликами, зажимающими детали между собой.
Роликовый шов в зависимости от сечения заготовок может выполняться как на фрезеровальном станке, так и на ручном настольном станке.
Соединение алюминиевых изделий кольцевидными пуансонами в этом случае производится сплошной линией.
Шовный метод соединения позволяет получать шов без отбортовки, но к его недостаткам относится истончение сечения заготовок в месте шва, что способствует перегибам и искривлению деталей в этом месте.
Уменьшить этот недостаток позволяет увеличение диаметра рабочей поверхности роликов. Либо применение данного метода лучше избегать.
Стыковой метод
Соединяемые алюминиевые заготовки зажимаются в специальных губках с небольшим выпуском встречных концов, как показано на схеме.
После этого на зажимы подается осевое давление, вследствие чего детали сближаются максимально плотно, и происходит пластическая деформация с образованием связей между их молекулами.
![]()
![]()
Этот способ обладает рядом недостатков и ограничений к применению.
Так, например, невозможно соединить слишком длинные предметы, так как габариты будут ограничены конструкцией зажимного устройства.
А части заготовок, находящиеся в губках-зажимах, также подвергаются пластической деформации, что не всегда допустимо.
Также этот способ редко применяется в связи с трудностями при извлечении соединенных деталей из зажимов.
Соединение деталей специальным клеем
Вот мы и добрались до термина «холодная сварка». Что же это такое?
Этот метод не требует никаких специальных устройств или механизмов, очень часто он используется как временное средство для устранения аварийной ситуации, когда устранение неисправности происходит буквально в полевых условиях.
Это двухкомпонентный клей в виде жидкости или мастики на основе эпоксидной смолы с добавлением стального порошка.
Развитие химической промышленности открыло новые свойства некоторых элементов, поэтому в традиционный «рецепт» сварки сейчас добавляют специальные присадки, которые улучшают адгезию, температурные характеристики, устойчивость к агрессивным средам и так далее.
Можно сказать, что современный клей по своим прочностным характеристикам зачастую превосходит соединяемые детали.
Встретить холодную сварку можно практически в любом хозяйственном магазине – множество отечественных и зарубежных производителей выпускают такие составы, отличающиеся только внешним оформлением.
Жидкая сварка всегда выпускается в упаковке из двух тюбиков или бутыльков, содержимое которых смешивается в одной емкости непосредственно перед применением.
Мастика чаще встречается в виде двухслойного бруска, напоминающего пластилин, клей, либо помещенного для удобства в цилиндрическую упаковку.
Перед сваркой от куска строго перпендикулярно отрезается необходимое количество. Компоненты сварки соединяются путем разминания между пальцами и быстро наносятся на склеиваемый участок.
Места склеивания предварительно лучше обезжирить, так как замасливание под клеем снижает адгезивные свойства до 15-20%
Обращу ваше внимание, что свежеприготовленный клей обладает рабочими свойствами в течение 20-30 мин после смешивания, иногда меньше (подробная информация указывается на упаковке).
Именно в этот период клей можно наносить на склеиваемые предметы, которые затем нужно прижать друг к другу на 40-45 мин при комнатной температуре.
Полное время затвердевания этой «сварки» составляет около 2,5 часов, после чего изделием можно пользоваться.
Места, где использовался клей, можно подвергать практически любым нагрузкам, кроме деформации «на разрыв».
«Холодной сваркой» можно соединять не только различные алюминиевые детали, она используется и для заделки отверстий в алюминиевых радиаторах, дыр и трещин в автомобилях, так как хорошо заполняет различные отверстия, принимая любую форму.
Клей обладает высокой адгезией, малым сроком высыхания, после затвердевания приобретает повышенную прочность, очень тяжело разрушается, что обуславливает его широкую популярность.
Но для его использования существует ряд ограничений, состав нельзя применять:
- в местах повышенной экологической опасности;
- в местах с высокими температурами;
- в местах с резким изменением условий эксплуатации;
- в сосудах, находящихся под высоким давлением;
- в местах с агрессивной окружающей средой.
Выполняя холодную сварку алюминиевых заготовок этим способом лучше позаботиться о средствах защиты – перчатках и респираторе, так как клей содержит вещества, раздражающие кожу и дыхательные пути.
При попадании в глаза необходимо немедленно промыть их проточной водой и срочно обратиться к офтальмологу.
Внимание! Строго запрещено применение клеевых составов на основе эпоксидной смолы для предметов, находящихся в непосредственном контакте с питьевой водой и продуктами питания.
Также хочется отметить, что цена такой сварки для алюминия очень невысока, а применять ее можно практически везде.
Клей, в отличие от газовой сварки, не провоцирует окисление металла, не вызывает его плавление, значит, ваше изделие будет служить намного дольше.
Благодаря всему этому, все больше людей выбирают для ремонтных работ «холодную сварку», а высокотемпературная сварка используется все меньше в домашних условиях.
Холодная сварка для металла, характеристики, виды, советы по нанесению
Если по технологическим условиям нежелателен нагрев соединяемых деталей применяется холодная сварка для алюминия. По прочности данная методика превосходит болтовое крепление. Она хороша тем, что может использоваться в домашних условиях неподготовленными людьми.
- Сварка давлением выполняется прижатием соединяемых участков стержнями (пуансонами). За счёт высокого давления оксидный слой разрушается. Это способствует созданию монолитного соединения на молекулярном уровне на местах воздействия пуансонов.
- Сдвиг под давлением аналогичен предыдущему, но соединение за счёт горизонтального смещения происходит по всей длине стыкуемых участков.
- Соединение клеем на основе эпоксидных смол распространено в быту. После нанесения он, реагируя с металлом, внедряется в кристаллическую решётку, прочно скрепляя детали.
Виды холодной сварки алюминия
Холодная сварка алюминия выполняется без использования сварочного аппарата и воздействия высоких температур. Для соединения двух однородных сторон и даже разных материалов применяют один из следующих способов:
- Сварка давлением. Возможна на специализированном оборудовании, где части изделия выкладываются на подставку, и прижимаются стержнями — пуансонами. Из-за сильного точечного давления происходит местное истирание оксидного слоя и устранение границы между сторонами. Молекулы перемешиваются и образуют единое соединение на данном участке. Это используется в разных отраслях промышленности.
- Сварка сдвигом. Метод аналогичен по физическим свойствам первому, но перемешивание молекулярной структуры происходит за счет оказываемого давления с горизонтальным смещением. Это дает прочное соединение и позволяет покрывать сразу большую поверхность. Метод реализуется на станках, способных выполнять требуемые манипуляции с заданной силой прижима и сдвига. Применяется в промышленных условиях.
- Сварка клеем. Химический состав, содержащий в себе эпоксидные смолы, металлический компонент, серу и другие вещества, смешивается до однородной массы и наносится на тещину или отверстие. Вещество напоминает по консистенции пластилин. Вступая в реакцию с поверхностью основного металла, средство проникает в молекулярную структуру последнего и образует прочное соединение. Использование метода возможно в бытовых условиях.










О способах склеивания
Несмотря на наличие неоспоримых достоинств, благодаря которым алюминий приобрел большую популярность, этот металл имеет и недостаток. Заключается он в том, что во время крепежа у мастера могут возникнуть трудности. Ввиду того что алюминий довольно мягкий, обычными болтовыми соединениями обойтись не получится. Профессионалы соединяют друг с другом детали из алюминия посредством сварки.
Однако для этого способа нужен аргон и сложное оборудование, работать с которым может квалифицированный специалист. Поэтому чаще всего применяют холодную сварку. Данная техника предусматривает два способа соединения. В первом используется принцип диффузии. В момент соединения двух твердых поверхностей под действием давления происходит взаимопроникновение их молекул. Иными словами, они смешиваются друг с другом. Данный способ довольно сложный и применяется на предприятиях. Второй способ соединения представляет собой склейку при помощи специальных средств, речь о которых далее.
Применение холодной сварки
Холодные методы сваривания алюминия, в зависимости от способа исполнения, нашли широкое применение в разных областях производства. Сварка давлением и сдвигом на соответствующем оборудовании используется для соединения корпусов приборов, элементов автомобилей, различных подставок под инструмент и технику.
Холодный способ сварки по алюминию клеем применяется в аварийных ситуациях, когда потек радиатор из этого материала, лопнула труба, или поломалось крепление. В этом случае метод будет представлять временную меру, пока не появится возможность заварить проблемное место аргоном. Но если необходимо заделать дыру в корпусе автомобиля, то средство способно качественно прикрепиться к основному металлу, и его можно зашлифовать и закрасить на совсем.
Существует еще и высокотемпературная сварка алюминия. Она выполняется по схожей технологии с клеем, но средство способно выдерживать значительные температуры при последующей эксплуатации. Поэтому его можно использовать для ремонта котлов, глушителей автомобилей, выпускных коллекторов, печей. После соприкосновения с огнем, состав затвердевает еще больше, что повышает прочность соединения.
Производители и популярные марки
Рейтинг наиболее популярных производителей холодной сварки возглавляют:
- HI-GEAR,
- Liqui Moly,
- ALTECO,
- MANNOL,
- LAVR,
- АЛМАЗ,
- Done Deal.
Если вы хотите узнать больше об использовании холодной сварки, то на нашем сайте есть статьи по темам:
- Какую холодную сварку сварку лучше выбрать для металла?
- Как пользоваться холодной сваркой для пластика?
- Как заварить глушитель холодной сваркой?
Возможности холодной сварки давлением
Что соединить один алюминиевый элемент с другим, без образования температурных деформаций, используют оборудование с прижимным механизмом. В зависимости от конструкции соединяемых деталей и требуемой прочности будущего узла, производится один из следующих видов связки материалов.
Точечный
Метод холодной сварки применяемый на нахлестных соединениях. Стороны кладут друг на друга и выставляют на подставке. Аппарат подает сверху прижимной стержень, называемый пуансон. Он вдавливается в поверхность и образует сварную точку. Для придания крепости всей конструкции такие точки наносятся с некоторым интервалом. Это применимо на относительно тонких листах алюминия с общей толщиной сторон до 4 мм.
Качество холодной сварки определяется не только прочностью на разрыв, но и внешним видом обработанного места. Если деформация (глубинный след) от давления составляет 60% относительно толщины всего изделия в месте сварки, то это считается приемлемым. Сплавы алюминия с другими компонентами могут быть более мягкими, и здесь допускается значение в 80%. Точечный метод удобен благодаря отсутствию предварительной фиксации заготовок перед сваркой. Он используется в промышленности наиболее часто.
Шовный
Сплошное соединение холодной сваркой на алюминиевых пластинах выполняется на аналогичных прижимных аппаратах, но вместо точечного стержня используются круговые пуансоны. Их диаметр зависит от требуемого кругового шва на готовой продукции. Сварка осуществляется либо давлением, либо смещением.
Вторым вариантом холодного метода с получением непрерывного шва является расположение сторон изделия на роликах, и прижим в месте сварки ответными роликами с протяжкой свариваемого материала. Вращаться могут все ролики сразу или только верхние.
У этого способа холодной сварки существует один недостаток — утончение пластин в месте скрепления. Это может спровоцировать излом и перегибы при последующей эксплуатации. Решить проблему пытаются с комбинированием диаметра и ширины прижимных роликов.
Стыковой
Сварка алюминиевых пластин или прутков сопряжением их торец в торец. Для этого стороны помещаются в зажимные губки и сдавливаются до образования молекулярной связи. Несмотря на хорошее качество шва, способ имеет недостатки в виде выпуклости в месте сварки, и ограничение максимального размера заготовки, которая зависит от глубины зажатия губок.
Пайка силумина
Декоративные детали и те, которые не испытывают нагрузок, можно спаять газовой горелкой, металл нагревают до 200°С. Пайка силумина с тонкими стенками производится паяльником с мощным жалом. Для защиты от окисления применяют металлические накладки. Неприкрытой оставляют только рабочую зону.
- ЕR4043 – присадка для литейного алюминия, легированного кремнием и магнием марки АД31, АД33, АД35,
- Harris52 – припой для алюминия с флюсовыми присадками,
- HTS2000 – китайский аналог Harris52.
Преимущества холодной сварки клеем
В отличие от холодной сварки давлением, для исполнения которой необходимо промышленное оборудование, клеевой метод полимерным материалом позволяет применять его в любых условиях без дополнительной оснастки. Способ холодной сварки с клеевым средством отличается несколькими преимуществами:
- быстрота выполнения соединения, требующая 20-30 минут, при наличии сварочного материала по рукой;
- экономичность метода, обусловленная отсутствием затрат на электроэнергию;
- простота выполнения операций, описанная на упаковке сварного средства;
- большое разнообразие сварных соединений от торцевых швов до заделывания отверстий и трещин;
- способность сваривать разнородные материалы;
- экологическая чистота компонентов при утилизации;
- надежность сцепления поверхностей на молекулярном уровне;
- отсутствие деформаций, возникающих от сварки дугой или давлением.
Технические характеристики различных производителей
Рассмотрим перечень продуктов, которые пользуются популярностью в крупнейших городах России – Москве и Санкт-Петербурге:
- ABRO Термометалл TM-185. Страна-производитель – США. Однокомпонентный материал для заделки трещин и отверстий в стальных и железных деталях. Пригоден к использованию при ремонте автомобильных узлов, бытовых отопительных приборов, промышленного оборудования. Содержит антикоррозийные добавки. Отличается стойкостью к нефтепродуктам. Выдерживает температуру до 1316 Сº.Время полной полимеризации – 24 часа. Рекомендованная толщина слоя – 6 мм.
- Клей холодная сварка АЛМАЗ ТЕРМОСТОЙКИЙ. Продукт российского производства. Используется для соединения различных поверхностей: черный металл, нержавейка, пластмасса, стекло, керамика, дерево. Наиболее эффективен при ремонте батарей, радиаторов отопления и различных трубопроводов. Возможно применение на мокрых или замасленных поверхностях. Термостойкость до 300 Сº.Время полной полимеризации – 24 часа. Прочность при отрыве – 120 кг/см².
Вышеуказанные товары, в числе прочих, можно приобрести сети строительных гипермаркетов «Леруа Мерлен».
Пошаговый процесс
Чтобы выполнить холодную сварку на алюминии или его сплавах, необходимо придерживаться рекомендаций указанных на упаковке средства. Зачастую они сводятся к следующему:
- Распечатать упаковку с холодной сваркой.
- Полимер имеет двухцветную структуру, составляющие которой находятся либо в разных емкостях, либо замотанные одна в другую. Необходимо отлить или отрезать нужную порцию вещества, визуально достаточную для покрытия трещины или отверстия.
- Средство перемешивается между собой до однородной массы. Это лучше делать в перчатках, чтобы предотвратить раздражение на коже. Смешанный состав годен для применения в течение 30 минут, при постоянном сминании, чем поддерживается его температура и пластичность.
- Свариваемые стороны необходимо обезжирить ацетоном.
- Холодную сварку наносят на место будущего соединения и поверхности крепко сжимают между собой. Необходима выдержка 40 минут до затвердевания материала.
- После этого удаляются лишние частицы вещества с боков. Это можно сделать наждачной бумагой.
- Изделие оставляется в покое еще на два часа до полной сцепки материалов.
Как использовать смеси?
Тем, кто не знает, как склеить алюминий в домашних условиях, нужно придерживаться следующей поочередности действий:
- С поверхности соединяемых участков при помощи мелкозернистой наждачной бумаги или щетки удаляются ржавчина и загрязнения.
Читать также: Домкрат с низким подхватом своими руками

- Далее поверхности обрабатывают ацетоном.
- После этого нужно некоторое время нужно подождать, чтобы участок высох.
- В отдельной емкости смешать клей и отвердитель. Должна получиться однородная вязкая масса.
- Клеящую смесь нужно нанести на поверхность в виде точек или тоненьких полосок. Затем детали плотно прижимают друг к другу. В такой позиции их нужно зафиксировать и оставить на 15-20 мин.
Если у вас образовались излишки, вы можете их удалить ветошью, предварительно смоченной в растворителе.
Меры предосторожности
Несмотря на простоту и универсальность применения полимерных материалов из смолы и металлического наполнителя, требуется соблюдение ряда правил, чтобы средство не навредило здоровью. Во-первых, смешивание пластичного вещества или мастики следует производить только в перчатках. Состав способен вызвать аллергию на коже. Металлические частицы проникают в поры и содействуют воспалению.
Во-вторых, при смешивании материалов, начинается химическая реакция. Соприкасаясь с металлом, средство начинает разрушать оксидную пленку и смешиваться со структурой основного материала (алюминия). Это содействует выделению в воздух некоторых химических компонентов. Если ими надышаться, то может закружиться голова. Поэтому такие работы рекомендуется выполнять в респираторе или на открытом воздухе. Помещение после окончания сварки необходимо проветрить.
Перемешивать компоненты до однородной массы следует осторожно. Особенно при работе с жидким средством. Попадание в глаза может вызвать сильное раздражение и воспаление оболочки. В таких случаях требуется промыть глаза большим количеством чистой воды и обратиться к окулисту.
Холодная сварка для алюминия: выбор средства, особенности технологического процесса. Техника безопасности
Благодаря ряду положительных качеств, алюминий (Al) широко распространен при изготовлении различных деталей и изделий. Например, большинство видов транспорта на земле от велосипеда до космических ракет выполнены из алюминия. Это связано с тем, что. алюминий и его сплавы отличаются уникальными характеристиками – малым удельным весом, хорошей теплопроводностью и электропроводностью, прочностью. Однако при соединении деталей из этого металла часто возникают трудности. Например, из-за мягкости алюминиевых деталей редко используется их скрепление с помощью болтов.
Надежным способом обработки алюминия является аргоновая сварка, но для ее выполнения требуется сложное оборудование и квалифицированный сварщик. Поэтому во многих случаях, особенно в домашних условиях, для ремонта алюминиевых изделий используется холодная сварка.
Особенности холодной сварки алюминия
Под термином «холодная сварка» обычно понимают два типа сварки:
Холодная сварка алюминия первым способом требует сложного оборудования и в большинстве своем применяется в промышленности. Во втором случае для соединения деталей достаточно приобрести брикет двухкомпонентного клея и выполнить простые операции по прилагаемой к набору инструкции.
Достоинствами холодной сварки алюминия вторым способом являются:
- быстрое соединение деталей или заделка отверстий, выбоин, трещин;
- возможность ремонта алюминиевых изделий без их демонтажа;
- отсутствие термических воздействий на алюминий, благодаря чему не меняются физические характеристики материала;
- низкая цена и отсутствие необходимости в аппаратуре и обученном персонале.
При выполнении работ по холодной сварке алюминия необходимо учитывать нежелательность использования такой сварки для изделий, работающих в условиях:
- агрессивной среды;
- высокого давления;
- контакта места сварки с пищевыми продуктами;
- вибрационных и ударных нагрузок;
- высоких температур;
- обеспечения экологической чистоты.
Для изделий, работающих в условиях повышенной температуры, должны быть использованы специальные термостойкие марки.
Обычные средства работают при максимальных температурах до +260 °С, а термостойкие могут выдерживать температуры до + 900 °С (сварки марки Термо) и даже +1315 °С (сварки марки Алмаз).
Выбор средства
При выборе типа холодной сварки для алюминия желательно использовать специальные смеси. В такие смеси вводятся добавки в виде металлического или алюминиевого порошков, которые делают крепление более прочным.
Особенностью алюминиевых деталей является формирование на их поверхностях пленки из окислов. Из-за этого такие детали не обладают достаточной адгезией (сцепляемостью). Поэтому для соединения алюминиевых деталей необходимо подбирать средства, имеющие специальные добавки, которые препятствуют образованию оксидов. Например, в качестве сварок можно использовать препараты с добавкой в виде стального порошка.
В случае же соединения алюминиевых деталей и деталей из других материалов лучше использовать универсальные сварки.
В продаже имеется ряд холодных сварок, позволяющих надежно соединять детали из алюминия с другими деталями из такого же материала или материала другого вида. Некоторые марки приведены в таблице.
| Марка | Т, °С | Особенности | Цена, руб. |
| Mastix (Россия) | -50…+145 | Для склейки и герметизации алюминия и других металлов | 30 |
| Astrohim Ace-9305 | -50…+145 | Для алюминия и его сплавов | 80 |
| ABRO Steel (США) | до +260 | Универсальная. Требовательна к чистоте поверхностей | 150 |
| Титан (Россия) | до +130 | Универсальная, сверхпрочная | 87 |
| Эпокси металл – Момент |
Технологический процесс
Средства холодной сварки могут быть в жидком виде (два тюбика) или в виде мягкого бруска (типа пластилина), состоящего из двух слоев. Выбор того или иного вида зависит от места применения.
Процесс проведения операций по холодной сварке материалов обычно описан в инструкции, прилагаемой к набору. Основные операции по холодной сварке алюминия в основном совпадают с такими действиями при сварке других материалов.
Алгоритм операций для средства, имеющего пластилинообразную форму, следующий:
- Очистить поверхности соединяемых деталей от ржавчины, загрязнений с помощью наждачной бумаги.
- Обезжирить поверхности растворителем (ацетоном).
- Надеть на руки защитные перчатки.
- Развернуть обертку средства и отрезать кусок бруска. При определении размера куска надо учитывать объем работы и быстроту затвердевания сварки.
- Тщательно размять состоящий из двух слоев (эпоксидной смолы и отвердителя) кусок смеси.
- Нанести массу на склеиваемые поверхности.
- Сжать детали и зафиксировать их положение.
- Продолжить фиксацию в течение 15-20 минут.
- Полное затвердевание происходит в зависимости от марки в течение от 1 часа до 24 часов.
- После окончательного затвердевания массы обработать шов наждачной шкуркой и при необходимости покрасить краской (например, серебрянкой).
Техника безопасности
При работах с холодной сваркой по алюминию из-за токсичности состава сварки необходимо соблюдать правила безопасности:
- При работе применять резиновые перчатки и респиратор.
- При попадании крошек или раствора средства на кожу промыть теплой водой с мылом или протереть этиловым спиртом.
- При попадании пыли холодной сварки в глаза промыть их теплой водой и обратиться за медицинской помощью к доктору.
- Работу проводить в помещении с вентиляцией.
Чем и как склеить алюминий с алюминием. Виды холодной сварки
Алюминий и его сплавы — одни из самых распространенных в современном мире металлов. Он обладает массой достоинств, благодаря чему и приобрел популярность, однако его использование отмечено и рядом недостатков. В частности, камнем преткновения становится проблема крепежа.
Этот металл плохо выдерживает обычные болтовые соединения в силу своей мягкости. Его можно сварить аргоном, но это требует сложного оборудования и квалифицированного специалиста, которых может и не быть под рукой.
Поэтому во многих случаях, особенно когда к соединению не предъявляют особых требований по прочности на разрыв, на помощь приходит холодная сварка для алюминия.
Что это такое или виды сварки
На самом деле термином «холодная сварка» называются два различных по природе способов соединения алюминиевых деталей между собой.
Первый, часто применяемый в заводских условиях, основан на принципе диффузии, то есть взаимопроникновения молекул двух твердых веществ при соприкосновении между собой. Диффузия в принципе характерна для многих металлов, причем у одних (алюминия, меди и некоторых других) процесс происходит быстрее, чем у других.
Инициируется этот процесс давлением. Под действием давления молекулы двух разных алюминиевых деталей как бы «перемешиваются» друг с другом, образуются новые межмолекулярные связи, и формируется достаточно прочный шов.
Другой способ соединения алюминиевых деталей — склейка. Именно клей для алюминия чаще всего ассоциируется у большинства людей с самим понятием холодной сварки.

Чем склеить алюминий с алюминием? В основном используются различные двухкомпонентные составы, основой в которых является эпоксидная смола. Дополнительным компонентом, обеспечивающим прочность и схватываемость с металлами, является мелкодисперсный стальной порошок, который добавляется в эпоксидную основу непосредственно перед применением.
Такие клеящие вещества могут выпускаться в различных агрегатных состояниях — как в жидкой или полужидкой форме, близкой к гелю или собственно смоле, так и в виде мастики — пластилинообразной массы, из которой сформированы прямоугольные или цилиндрические бруски.
Каждый брусок состоит из двух не смешанных друг с другом веществ. Смешивание, которое активизирует клеящие свойства мастики, происходит в пальцах человека непосредственно перед нанесением.
Достоинства и недостатки сварки деформацией
Первый способ — холодная сварка под давлением — чаще используется при штамповке деталей на заводе.
Его основное достоинство — в том, что шов формируется из того же материала, что и детали, это удешевляет конвейерное производство и позволяет формировать соединения, по прочности приближающиеся к литым деталям.
Холодная сварка алюминия под давлением, можно сказать, высокотемпературная. Она позволяет деталям выдерживать тот же уровень нагрева, что и чистый алюминий.
Достоинства сварки деформацией:
- выдерживает большие перепады температур;
- выдерживает большое давление (но не больше, чем может выдержать сам металл);
- проявляет стойкость в агрессивных средах;
- не выделяет вредных веществ в окружающую среду.
Основным недостатком является только необходимость в использовании специального оборудования для такой сварки.
Существует три основных способа такой сварки:
- Стыковой.
- Шовный.
- Точечный.
В первом случае две детали соединяются в прессе стык-в-стык и сильно сдавливаются по продольной оси.
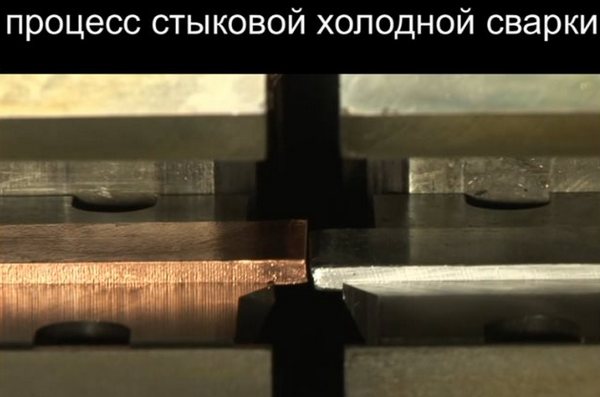
Таким способом можно сваривать элементы с локальной площадью стыковки (небольшой величины). Необходимо учитывать процесс «потери» материала после сжатия: так, при сварке таким способом двух отрезков алюминиевой арматуры их общая длина окажется на 5-7% меньше, чем суммарная длина по отдельности.
Шовным методом скрепляют между собой две детали с большой длиной шва, например, две стороны одного листа, формируя трубу. Их соединяют внахлест и помещают под прижимной ролик. Вращаясь, ролик сдавливает листы алюминия и прижимает их к опорному башмаку, вжимая друг в друга. Таким образом формируется равномерный шов.
Недостаток этой технологии в том, что этот шов сам по себе является слабым местом в конструкции. Поэтому там, где требуется выдерживать высокие нагрузки, применяется шовно-точечный метод, при котором ролик не гладкий, а протектированный. Протекторами являются рабочие выступы, которые обеспечивают локализованное давление, и шов выглядит не как линия, а как равномерная цепочка точек. Он прочнее «гладкого» шва.
И наконец, собственно точечный метод — на два соединенных внахлест листа или пластины алюминия производится силовое воздействие в нескольких локальных точках сверхтвердыми объектами — пуансонами.
При вдавливании их в алюминий и последующем извлечении образуется сварная точка. При правильном расчете геометрии этих точек и величины деформирующего воздействия можно добиться очень высокого качества соединения при минимальных потерях металла.
Обратите внимание: при стыковой сварке антиоксидантная обработка, то есть истирание поверхностного оксидированного слоя, происходит одновременно со сварочным процессом, во всех остальных необходимо предварительно зачищать поверхности свариваемых деталей от окислов.
Достоинства и недостатки сварки клеем
Основное достоинство любых клеевых составов — удобство применения в быту, для личных нужд, в том числе и при производстве работ с требованиями по герметичности. Можно подобрать клеящий состав со специальными присадками для высокотемпературной сварки. Этот способ соединения алюминиевых деталей очень прост и дешев.
Как склеить алюминий с алюминием? Если вы используете брусок двухкомпонентной мастики, то просто отрежьте от него требуемое количество и разомните в пальцах, пока массы не перемешаются и не размягчатся.

Обезжирьте поверхности, которые собираетесь склеивать, ацетоном или другим растворителем, вытрите насухо и нанесите состав. Пластичная масса примет любую форму и заполнит любое отверстие, поэтому ее можно применять для заделки трещин в алюминиевых деталях, монтажа сантехнических элементов и других нужд практически в любой сфере.
Если вы используете состав с жидкой основой, то, следуя инструкции, просто смешайте металлический порошок с эпоксидной массой до получения пластичной массы, и действуйте описанным выше способом.
Если достоинство такой сварки — удобство применения и низкие цены на составы, то недостатков гораздо больше.
Сваренные вхолодную с помощью мастики или клея детали нельзя подвергать большим нагрузкам, особенно на разрыв. Клей обеспечивает герметичность, но не способен выдерживать сильное давление, хотя есть отдельные составы, формирующие очень прочное соединение. Цены на них, естественно, выше.
Высокие температуры, а особенно перепады температур может переносить тоже не всякий состав. Следует быть очень внимательным к обработке склеиваемых деталей, особенно к обезжириванию — любые жиры снижают адгезионные свойства клея.
Время полного затвердевания клея составляет обычно 2 — 2,5 часа. Необходимо единовременно приготавливать ровно столько клея, сколько собираетесь использовать, иначе (особенно это характерно для жидких клеев), он застынет намертво, и посуду, в которой его готовили, придется выбросить. Кроме того, во избежание отравления парами рекомендуется во время работ пользоваться респиратором.
Можно ли холодной сваркой заварить алюминий
Если по технологическим условиям нежелателен нагрев соединяемых деталей применяется холодная сварка для алюминия. По прочности данная методика превосходит болтовое крепление. Она хороша тем, что может использоваться в домашних условиях неподготовленными людьми.
Виды холодной сварки алюминия
Соединение алюминиевых деталей без традиционной сварки применяется в промышленности и домашними мастерами для изготовления корпусов приборов, бытовых изделий, восстановления поверхности. Используемые способы:
- Сварка давлением выполняется прижатием соединяемых участков стержнями (пуансонами). За счёт высокого давления оксидный слой разрушается. Это способствует созданию монолитного соединения на молекулярном уровне на местах воздействия пуансонов.
- Сдвиг под давлением аналогичен предыдущему, но соединение за счёт горизонтального смещения происходит по всей длине стыкуемых участков.
- Соединение клеем на основе эпоксидных смол распространено в быту. После нанесения он, реагируя с металлом, внедряется в кристаллическую решётку, прочно скрепляя детали.
Методы сварки деформацией
Обязательным условием этой технологии является очистка с последующим обезжириванием заготовок. Деформация алюминия производится постоянным или переменным давлением. В зависимости от размера заготовок и необходимой надёжности выбирается один из трёх методов.
Точечный
Самый распространённый способ, так как не требуется зажимное устройство. Заготовки кладутся внахлёст, по их длине вдавливаемыми пуансонами создаются интервальные точки соединения. Полученный шов негерметичен. Качество крепления определяется степенью деформации, показывающей отношение глубины вдавливания к толщине материала. Норма по алюминию равна 60 — 70%, для сплавов — 75 — 90%. Не рекомендуется использовать листы толще 15 мм.
Шовный
Применяется для создания герметичных швов любой длины. Выполняется кольцевыми пуансонами или вращающимися роликами с помощью фрезерного или ручного станка. Протяжка осуществляется при одностороннем варианте между роликом и опорой, при двухстороннем — между двумя роликами. Недостатком шовной сварки считается уменьшение толщины по шву, что снижает сопротивление на изгиб.
Стыковой
Сварка алюминия этим методом производится в зажимном устройстве, размеры которого ограничивают длину и габариты заготовок. Детали закрепляются в губках, и за счёт осевого давления сопрягаются торцами. Несмотря на высокое качество швов, применение метода ограничено, так как в месте соединения образуется выпуклость. Участки, зажатые в губках, сильно деформируются, поэтому их извлечение затруднено. Метод используется для сваривания алюминиевых проводов, стержней, реже труб. Рекомендуется использовать металл сечением не более 30 мм².
Холодная сварка клеем
Состав продаётся в хозяйственных магазинах в виде мастики или двух жидких компонентов, упакованных в тюбики. Основа состоит из эпоксидной смолы с добавленными наполнителями и присадками для улучшения адгезии, прочности, стойкости к агрессивным веществам и предельным температурам. Имея клей для жидкой сварки и алюминиевые изделия с повреждениями ремонт можно производить даже в полевых условиях.

Выбор клея
В магазинах имеется обширный ассортимент составов отечественного и зарубежного производства. При выборе клея для холодной сварки необходимо:
- сравнивать характеристики имеющихся марок с требуемыми для выполнения работы;
- обращать внимание на универсальные виды, предназначенные для склеивания деталей из алюминия с другими материалами;
- внимательно изучать инструкцию;
- консультироваться с продавцами;
- ознакомиться с отзывами покупателей;
- учитывать, что жидкие составы сохнут дольше, чем мастика.
Пошаговый процесс
Инструменты для подготовки смеси не должны быть металлическими, чтобы она не взаимодействовала раньше срока. Для безопасной работы потребуются защитные перчатки, респиратор. Технология сварки алюминия клеем имеет следующую последовательность:
- Средство извлекается из упаковки.
- Отливается или отрезается необходимое для работы количество.
- Ингредиенты перемешиваются до образования однородной массы. Срок до начала затвердевания составляет 30 минут.
- Соединяемые участки обезжириваются ацетоном.
- Наносится клей, затем детали сжимаются на 40 минут.
- Затем выступившая смесь удаляется наждачной бумагой.
- Изделию дают отстояться пару часов до полного затвердевания средства.
- Заделка дефектов и отверстий производится последовательным нанесением слоёв толщиной 5 мм с полной просушкой каждого.
Преимущества и недостатки клеевого метода
Помимо того что клей «холодная сварка» — это простой способ соединения, он и стоит недорого. Большую популярность метод приобрёл благодаря следующим качествам:
- быстрое, 20 — 30 мин, создание соединений;
- отсутствие затрат на электроэнергию;
- возможность выбора способов соединения (встык, внахлёст, заделка дефектов);
- возможность сварки разнородных материалов;
- соединяемые участки не деформируются.
Однако специфика метода накладывает ограничения на его использование. Применение холодной сварки клеем нежелательно:
- в местах с высокой температурой;
- если изделие должно быть экологически чистым;
- для скрепления деталей, подвергающихся ударным и вибрационным нагрузкам;
- при ремонте сосудов и труб высокого давления;
- для восстановления изделий, эксплуатируемых в агрессивных средах;
- если ёмкость контактирует с продуктами питания и питьевой водой.
После освоения способов холодной сварки любой человек сможет в домашних условиях самостоятельно производить ремонт алюминиевых изделий. Никакого сложного оборудования и навыков для этого не нужно.
Как и чем варить алюминий

Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
- Почему свариваемость алюминия низкая
- Способы сварки алюминия
- Что нужно для сварки алюминия
- Чем варить алюминий в домашних условиях
- Сварка вольфрамовыми электродами в инертной среде
- Задействуем полуавтомат
- Выполняем работы инвертором
- Технология сварки алюминия при помощи флюсов
- Заключение
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
- На поверхности алюминия образуется окислительная пленка. И если температура плавления металла составляет всего лишь 660 градусов Цельсия, то защитной пленки – 2044 °C.
- В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
- Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
- Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
- Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.

Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
- с использованием вольфрамовых электродов и инертного газа;
- в инертной среде полуавтоматической сваркой;
- без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.

Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.

Особенности сварочных работ по алюминию электродами со специальным покрытием:
- используется только обратно полярный постоянный ток;
- величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
- качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
- в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
- электрод нужно сжигать «за один присест». В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
- Важно, чтобы длина дуги не превышала 2,5 мм.
- Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
- Между присадочной проволокой и электродом выдерживается прямой угол.
- Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
- Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
- Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
- Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
- Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.
Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.

Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.

Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Холодная сварка для алюминия
Автор: Игорь
Дата: 27.04.2016
- Статья
- Фото
- Видео
Для мелких работ по ремонту металлических изделий, когда нужно заделывать трещины, восстанавливать утраченные части, а также залатывать дыры, теперь совсем не обязательно пользоваться сварочным аппаратом. Холодная сварка для алюминия может решить многие проблемы достаточно быстро, удобно, а главное – эффективно. Конечно же, здесь от стандартной сварки только одно название, ведь нагрева и деформации металла здесь не происходит. Холодная сварка для алюминия представляет собой ремонтный стержень, которые имеет наполнитель из алюминия. Он предназначается для ремонта поверхностей деталей, которые не подвержены ржавчине. При нанесении на чистую поверхность он показывает отличные качества склеивания, которые хорошо подходят для металлических изделий.

Холодная сварка для алюминия
Благодаря наполнителю материал обладает такими свойствами, как и тот, что на самом изделии, которое ремонтируется. Свою популярность он обрел благодаря легкости применения, так как для подготовки требуется минимум дополнительных процедур. Основной сферой применения является ремонт оконных алюминиевых рам, деталей автомобилей, судов, лодок, различных емкостей, профилей и прочих вещей. Холодная сварка алюминия может использоваться как в быту, так и в промышленных сферах. Во время использования все требуется смешать и размять до нужной консистенции, а потом заделывать поломки, как пластилином. После некоторого времени высыхания образуется неразъемное соединение, которое позволит изделию прослужить еще долгое время.
Принцип сварки деформацией 

Помимо вышеуказанного клея существует еще другая холодная сварка для алюминия, которая предполагает использования принципа деформации. Этот метод уже можно отнести к понятию сварки, в отличие от предыдущего. В данном случае деформация получается благодаря давлению, которое воздействует на заготовки, плотно прилегающие друг к другу. Здесь не используется дополнительный нагрев, благодаря чему метод и получил свое название. Пластическая деформация является естественным процессом при сильном сжатии деталей. Это получается за счет сдвига, или так называемого скольжения поверхности материала. Данный процесс можно проводить как при обыкновенной температуре, так и при минусовой, что уже нельзя допускать при использовании клея. Сам процесс происходит мгновенно за счет быстрого схватывания без глубокой диффузии. Это один из самых древних методов сварки, который используется в промышленности и по сей день.
Сильное соединение при этом возникает с помощью дополнительного устройства. Постепенно напряжение между поверхностями начинает возрастать, пока они не начнут свариваться, образуя монолитное соединение. Его качество зависит от чистоты поверхности и физико-механических свойств материала. Такой способ отлично подходит для тех металлов, которые чувствительны к нагреву.
Методы холодной сварки алюминия
У многих людей возникает вопрос, можно ли холодной сваркой заварить алюминий и как это сделать. Все зависит от того, какую именно разновидность клея вы выберете. Существуют варианты, которые состоят из одного бруска. Его следует применять методом разминания, чтобы придать материалу пластичность. Необходимо выделить определенную часть материала, которая понадобится для ремонта, и начать разминать его, как пластилин. Вскоре состав превратиться в мягкую субстанцию, что хорошо поддается лепке и сможет принять любую нужную форму. Ее нужно нанести ровным слоем на поверхность, требующую ремонта и плотно прижать. Для труб желательно использовать стягивающие жгуты, чтобы увеличить надежность и герметичность. После того как все высохнет, жгут можно снимать.
Если клей холодная сварка для алюминия представлена в виде двухкомпонентной жидкости, то здесь следует применять несколько иной метод. Перед использованием компоненты, состоящие из клейкого вещества и металлического наполнителя, следует перемешать в отдельной неметаллической емкости. Все перемешивается до получения однородной пластичной массы. После этого ее наносят шпателем или другим подобным инструментом на то место, которое нужно заделать. Сохнет такой состав зачастую несколько дольше, так что стоит учитывать и этот факт.
Если нужно сделать восстановление утраченной поверхности, то состав наносится не весь сразу, а слоями не более 5 мм. В таком случае, всю процедуру может потребоваться проводить несколько раз, выдерживая полный цикл высыхания. В этом случае можно получить высокое качество соединения, крепость которого будет соответствовать, а иногда даже превышать, оригинальный материал.
Технические характеристики
Данная продукция имеет ряд характерных особенностей, которые определяются ее характеристиками. Конечно же, у каждой марки могут быть свои особенности, но в большинстве случаев характеристики имеют следующий вид:
| Время первичного высыхания, минуты | Время полного высыхания, часы | Минимальный температурный предел эксплуатации, градусы Цельсия | Максимальный температурный предел эксплуатации, градусы Цельсия | Объем упаковки, граммы |
| 30 | 5 | -40 | +300 | 57/115 |
Если применяется холодная сварка для алюминия высокотемпературная, то ее верхний предел может быть выше 700-100 градусов Цельсия. Некоторые дополнительные вещества, которые вносятся в состав, также могут изменять характеристики, но они зачастую являются узконаправленными и встречаются не так часто.
Выбор холодной сварки
Подбор правильной марки во многом определяет качество последующей операции по ремонту. Для этого нужно обращать внимания на определенные параметры, которые вам важны. Здесь нужно найти баланс между ценой и качеством, так как проверенные производители могут предлагать достаточно дорогостоящую продукцию. В первую очередь нужно обратить внимание на температурный режим, в котором может производиться эксплуатация материала. Он должен совпадать или превышать тот, в котором вы будете вести работу.
Далее следует обратить внимание на то, с какими поверхностями может идти взаимодействие. Ведь встречаются составы, предназначенные только для алюминия, но бывают и универсальные. «Обратите внимание! Здесь же не стоит забывать о наличии металлического наполнителя из алюминия. Дело в том, что некоторые универсальные составы, которые подходят и для алюминия в том числе, могут не содержать в себе это металл, хотя и производят его склейку.
Емкость упаковки имеет значение, если вы часто пользуетесь этим веществом. Здесь все просто, так как чем больше материала в ней, тем относительно дешевле он стоит за единицу веса. Упаковка должна быть удобной для хранения и перевозки, ведь нередко приходится использовать холодную сварку для ремонта в дороге и на выезде. Если часто возникает необходимость в срочных ремонтах, то вещество должно иметь быстрый период высыхания. Этот параметр может отличаться в различных марках в несколько раз.
Особенности применения
Полная инструкция к применению каждой разновидности пишется на упаковке, но для данного типа есть ряд своих особенностей, которые нужно знать вне зависимости от представленной марки.
- В первую очередь, когда используется холодная сварка для алюминия в домашних условиях или на работе, все процедуры стоит проводить в специальных защитных перчатках. Следует максимально исключить возможность контакта кожи с материалом.
- Поверхность, с которой ведется работа, должна быть обезжирена и очищена от мусора, налета и прочих лишних вещей. В ином случае качество соединения будет падать.
- При подготовке смеси желательно использовать неметаллические предметы, в том числе и емкости. Если клей предназначен для сцепления металлических деталей, то на таких поверхностях он меньше будет вступать во взаимодействие еще до непосредственного использования.
«Важно! После использования следует тщательно убрать остатки холодной сварки, как с инструментов и места подготовки, так и с мест на деталях, где остались лишние куски. В ином случае, после высыхания от них будет достаточно сложно избавиться.»

Применение холодной сварки для алюминия
Производители и популярные марки
Стоит ознакомиться, какие бывают холодные сварки по алюминию, чтобы сделать правильный выбор.
- Mastix (Россия);
- Weicon;
- Permatex;
- Loctite;
- Poxipol;
- Devcon.
Холодная сварка алюминия
Алюминий успешно соединяется электродуговой сваркой покрытыми электродами или вольфрамовым стержнем в среде аргона. Но если нет возможности выполнить сварочные работы аппаратом, либо деформация от перегрева испортит конструкцию изделия, то подойдет холодная сварка для алюминия. Она бывает нескольких видов. В чем суть каждого метода и где он применяется?

Виды холодной сварки алюминия
Холодная сварка алюминия выполняется без использования сварочного аппарата и воздействия высоких температур. Для соединения двух однородных сторон и даже разных материалов применяют один из следующих способов:
- Сварка давлением. Возможна на специализированном оборудовании, где части изделия выкладываются на подставку, и прижимаются стержнями — пуансонами. Из-за сильного точечного давления происходит местное истирание оксидного слоя и устранение границы между сторонами. Молекулы перемешиваются и образуют единое соединение на данном участке. Это используется в разных отраслях промышленности.
- Сварка сдвигом. Метод аналогичен по физическим свойствам первому, но перемешивание молекулярной структуры происходит за счет оказываемого давления с горизонтальным смещением. Это дает прочное соединение и позволяет покрывать сразу большую поверхность. Метод реализуется на станках, способных выполнять требуемые манипуляции с заданной силой прижима и сдвига. Применяется в промышленных условиях.
- Сварка клеем. Химический состав, содержащий в себе эпоксидные смолы, металлический компонент, серу и другие вещества, смешивается до однородной массы и наносится на тещину или отверстие. Вещество напоминает по консистенции пластилин. Вступая в реакцию с поверхностью основного металла, средство проникает в молекулярную структуру последнего и образует прочное соединение. Использование метода возможно в бытовых условиях.
Применение холодной сварки
Холодные методы сваривания алюминия, в зависимости от способа исполнения, нашли широкое применение в разных областях производства. Сварка давлением и сдвигом на соответствующем оборудовании используется для соединения корпусов приборов, элементов автомобилей, различных подставок под инструмент и технику.
Холодный способ сварки по алюминию клеем применяется в аварийных ситуациях, когда потек радиатор из этого материала, лопнула труба, или поломалось крепление. В этом случае метод будет представлять временную меру, пока не появится возможность заварить проблемное место аргоном. Но если необходимо заделать дыру в корпусе автомобиля, то средство способно качественно прикрепиться к основному металлу, и его можно зашлифовать и закрасить на совсем.
Существует еще и высокотемпературная сварка алюминия. Она выполняется по схожей технологии с клеем, но средство способно выдерживать значительные температуры при последующей эксплуатации. Поэтому его можно использовать для ремонта котлов, глушителей автомобилей, выпускных коллекторов, печей. После соприкосновения с огнем, состав затвердевает еще больше, что повышает прочность соединения.
Возможности холодной сварки давлением
Что соединить один алюминиевый элемент с другим, без образования температурных деформаций, используют оборудование с прижимным механизмом. В зависимости от конструкции соединяемых деталей и требуемой прочности будущего узла, производится один из следующих видов связки материалов.
Точечный
Метод холодной сварки применяемый на нахлестных соединениях. Стороны кладут друг на друга и выставляют на подставке. Аппарат подает сверху прижимной стержень, называемый пуансон. Он вдавливается в поверхность и образует сварную точку. Для придания крепости всей конструкции такие точки наносятся с некоторым интервалом. Это применимо на относительно тонких листах алюминия с общей толщиной сторон до 4 мм.
Качество холодной сварки определяется не только прочностью на разрыв, но и внешним видом обработанного места. Если деформация (глубинный след) от давления составляет 60% относительно толщины всего изделия в месте сварки, то это считается приемлемым. Сплавы алюминия с другими компонентами могут быть более мягкими, и здесь допускается значение в 80%. Точечный метод удобен благодаря отсутствию предварительной фиксации заготовок перед сваркой. Он используется в промышленности наиболее часто.
Шовный
Сплошное соединение холодной сваркой на алюминиевых пластинах выполняется на аналогичных прижимных аппаратах, но вместо точечного стержня используются круговые пуансоны. Их диаметр зависит от требуемого кругового шва на готовой продукции. Сварка осуществляется либо давлением, либо смещением.
Вторым вариантом холодного метода с получением непрерывного шва является расположение сторон изделия на роликах, и прижим в месте сварки ответными роликами с протяжкой свариваемого материала. Вращаться могут все ролики сразу или только верхние.
У этого способа холодной сварки существует один недостаток — утончение пластин в месте скрепления. Это может спровоцировать излом и перегибы при последующей эксплуатации. Решить проблему пытаются с комбинированием диаметра и ширины прижимных роликов.
Стыковой
Сварка алюминиевых пластин или прутков сопряжением их торец в торец. Для этого стороны помещаются в зажимные губки и сдавливаются до образования молекулярной связи. Несмотря на хорошее качество шва, способ имеет недостатки в виде выпуклости в месте сварки, и ограничение максимального размера заготовки, которая зависит от глубины зажатия губок.
Преимущества холодной сварки клеем
В отличие от холодной сварки давлением, для исполнения которой необходимо промышленное оборудование, клеевой метод полимерным материалом позволяет применять его в любых условиях без дополнительной оснастки. Способ холодной сварки с клеевым средством отличается несколькими преимуществами:
- быстрота выполнения соединения, требующая 20-30 минут, при наличии сварочного материала по рукой;
- экономичность метода, обусловленная отсутствием затрат на электроэнергию;
- простота выполнения операций, описанная на упаковке сварного средства;
- большое разнообразие сварных соединений от торцевых швов до заделывания отверстий и трещин;
- способность сваривать разнородные материалы;
- экологическая чистота компонентов при утилизации;
- надежность сцепления поверхностей на молекулярном уровне;
- отсутствие деформаций, возникающих от сварки дугой или давлением.
Пошаговый процесс
Чтобы выполнить холодную сварку на алюминии или его сплавах, необходимо придерживаться рекомендаций указанных на упаковке средства. Зачастую они сводятся к следующему:
- Распечатать упаковку с холодной сваркой.
- Полимер имеет двухцветную структуру, составляющие которой находятся либо в разных емкостях, либо замотанные одна в другую. Необходимо отлить или отрезать нужную порцию вещества, визуально достаточную для покрытия трещины или отверстия.
- Средство перемешивается между собой до однородной массы. Это лучше делать в перчатках, чтобы предотвратить раздражение на коже. Смешанный состав годен для применения в течение 30 минут, при постоянном сминании, чем поддерживается его температура и пластичность.
- Свариваемые стороны необходимо обезжирить ацетоном.
- Холодную сварку наносят на место будущего соединения и поверхности крепко сжимают между собой. Необходима выдержка 40 минут до затвердевания материала.
- После этого удаляются лишние частицы вещества с боков. Это можно сделать наждачной бумагой.
- Изделие оставляется в покое еще на два часа до полной сцепки материалов.
Меры предосторожности
Несмотря на простоту и универсальность применения полимерных материалов из смолы и металлического наполнителя, требуется соблюдение ряда правил, чтобы средство не навредило здоровью. Во-первых, смешивание пластичного вещества или мастики следует производить только в перчатках. Состав способен вызвать аллергию на коже. Металлические частицы проникают в поры и содействуют воспалению.
Во-вторых, при смешивании материалов, начинается химическая реакция. Соприкасаясь с металлом, средство начинает разрушать оксидную пленку и смешиваться со структурой основного материала (алюминия). Это содействует выделению в воздух некоторых химических компонентов. Если ими надышаться, то может закружиться голова. Поэтому такие работы рекомендуется выполнять в респираторе или на открытом воздухе. Помещение после окончания сварки необходимо проветрить.
Перемешивать компоненты до однородной массы следует осторожно. Особенно при работе с жидким средством. Попадание в глаза может вызвать сильное раздражение и воспаление оболочки. В таких случаях требуется промыть глаза большим количеством чистой воды и обратиться к окулисту.
Недостатки холодного метода
Холодная сварка полимером позволяет быстро соединить алюминиевые детали без использования сварочного аппарата или прижимного оборудования. Но этот способ имеет и ряд ограничений:
- состав, кроме высокотемпературной сварки, нельзя применять в местах работы с повышенными температурами;
- средство плохо выдерживает высокое давление (свыше 10 атмосфер);
- холодная сварка не рассчитана на агрессивную среду, и способна сопротивляться только коррозии;
- изделие, сваренное холодным методом, предназначено для статических нагрузок (постоянное давление жидкости или удержание предмета), и может разрушиться при ударах и сильной вибрации.
Применение холодной сварки позволяет быстро и экономно соединять алюминий и его сплавы. В промышленных условиях для этого используют прижимные установки, способные накладывать швы точечно или всплошную. А в бытовой ситуации сварить алюминий без аппарата возможно специальным полимерным веществом.

