
Коллеги, подскажите по сварке УОНькой (УОНИ-13/55, электроды сварочные)
Сварка электродами УОНИ 13 55

Вопрос:
Вычитал в литературе, что УОНИ 13 55 — хорошие сварочные электроды, поэтому решил их купить и спалить, попробовать на практике, правду ли пишут? На деле же все пошло не так, как рисуют в теории. Поясните, пожалуйста, при сварке на обратной полярности, приходится добавлять ток более чем. А УОНИ все-равно залипает, и дуга обрывается. После нескольких попыток поджигаешь-таки снова дугу, проходишь десяток-два миллиметра и электрод снова тухнет. Никак не пойму, как работать этим «чудом», может быть нужно ток еще добавить? Металл шва радует качеством, хороший, шлакового мусора мало. Что я делаю не так?
 Читайте на сайте статью: Электроды ESAB OK |
Ответ:
Если вы только начинаете варить ручной дуговой сваркой, то данные электроды не очень подходят для учебы. Для работы с УОНИ нужна определенная сноровка. Попробуйте сначала варить МР-3 или АНО-21, как только начнет выходить ими, только тогда переходите на УОНИ 13 55 для ответственных конструкций.
Вот несколько нюансов, которые могут вам помочь:
• Некоторые производители могут выпускать просто-напросто некачественные электроды. Нужно приобрести и поварить электродами разных производителей, потом сами поймете, каким отдать предпочтение. Даже в одной упаковке один электрод может варить нормально, а другой – бракованный, не говоря уже о разных упаковках!
• Обязательно перед работой электроды нужно просушить или, в крайнем случае, прокалить (читайте статью на эту тему)
• Дело еще может быть в том, что выходной ток вашего инвертора может отличаться от того, который показывает индикатор или ручка плавной регулировки. Измерьте сварочный ток де-факто при помощи клещей.
• Пробуйте сваривать без отрыва, уткнувшись в покрытие и поддерживая минимальную дугу.
- Варите углом назад, в таком случае шлак будет ложиться на уже заваренный участок
- В условиях низкого напряжения электросети или его просадках дешевый китайский аппарат не будут варить электродами с основной обмазкой. Решить проблему можно: а) подключив в схему дроссель;
б) купить профессиональный сварочник
в) найти хорошую электросеть.
- Не забывайте так же, что УОНИ 13 55 создавались для сварки особоответственных нагруженных металлоконструкций, которые собирают в цехе. Поэтому под них обязательна тщательная предварительная подготовка поверхности стальных заготовок. Загрязнения и коррозию, влагу они не переносят.
- Сварочного тока много давать не надо. То что хорошо для рутилового электрода, для основного применять нельзя. Форсирование процесса снизит качество шва.
При слишком большом токе тяжело контролировать сварочную ванну, испарение металла интенсивное, большое количество брызг. Увеличиваются коробления в следствии высокого термического влияния. При сварке потолка и прохождении вертикальных швов металл будет вытекать из ванны.
Ориентируйтесь на следующие режимы при сварке трехмиллиметровым электродом в зависимости от положения:
а) нижнее 80-100А
б) вертикальное 60-80А
в) потолочное 70-90А
Для электродов лосиноостровского завода ток давать чуть ниже указанного выше.
P.S УОНИ 13 55 можно взять с собой в магазин перед покупкой инвертора для его тестирования.
Сжечь электрод нужно не отрывая дугу полностью, подключив инвертор к удлинителю 30м сечением 1,5 кв.мм. Если дуга не погаснет, а электрод не прихватит к металлу, значит сварочник качественный.
• Побольше жгите основные электроды и со временем все у вас выйдет!

Вопрос:
Я человек в сварке новый, но пытливый. Никак не могу понять, из-за чего УОНИ не рекомендуют варить на прямой полярности? В интернете, в инструкциях и видеоуроках говорится прямо – не варят. Но, вот, недавно наткнулся на видео, на котором было наглядно показано, что разницы при сварке УОНИИ 13/55 на прямой и обратной полярности нет. Качество швов одинаковое в первом и втором случае, как при визуальном осмотре не зачищенных швов, так и после зачистки болгаркой с «волосатым» кругом. Так что, как то я не верю всем этим писателям. А вопрос, собственно, следующий:
Разъясните физику процесса, пожалуйста, как обоснование невозможности варить на прямой полярности электродами УОНИ.
Ответ:
На самом деле, фраза «Сварку электродами УОНИ 13/55 проводят на токе DC обратной полярности» не придумана любителями что-нибудь эдакое «запостить» на просторах сети интернет. Это рекомендация производителей, с которой вы может ознакомиться на соответствующих сайтах или, по приобретению, прочитать на упаковочной коробке.
Что происходит с УОНИ де-факто при сварке на прямой полярности?
Исходные условия: электроды прокалены, все как положено.
Результат: Дуга гаснет на первый взгляд беспричинно. Загорается только при касании еще не отвердевшего шлака. По- другому ее зажечь невозможно.
Электрод залипает, и флюсовое покрытие плавится с трудом. Дуга гаснет от того, что стержень электрода выгорает внутри не расплавившегося покрытия на пару миллиметров.
То есть, не хватает температуры для расплавления обмазки, защита сварочной ванны отсутствует.
При сварке на обратной полярности все по-другому.
Физику процесса де-юре вам подробно растолкуют, возможно, инженеры-технологи, занятые на электродных производствах… Здесь мы изложим вкратце свое видение процесса с точки зрения теории.
Для того, чтобы понять, что мешает варить электродами УОНИ на прямой полярности, нужно знать, как влияет выбор полярности на сварочный процесс.
.При соблюдении рекомендованной производителем обратной полярности на электроде мы получаем знак «плюс», на изделии знак «минус». Но, специфика физических процессов как раз и состоит в том, что при сварке на обратной полярности на электроде образуется анодное пятно, а на изделии -катодное. Соответственно, поток электронов направлен от катода к аноду и нагревается больше электрод. Возникает температура, достаточная для протекания нормального сварочного процесса . Чего в обычных условиях не наблюдается при сварке на прямой полярности.
Использование универсальных электродов позволяет обойти эту проблему.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:

 Сварочный трансформатор PATRIOT 200AC 102,00 ₽
Сварочный трансформатор PATRIOT 200AC 102,00 ₽ Зарядное устройство GreenWorks G24C 2490,00 ₽
Зарядное устройство GreenWorks G24C 2490,00 ₽ Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽ Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽ Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
Стабилизатор напряжения Ставр СН-2000 3920,00 ₽ Сварочный аппарат BauMaster AW-79161 3990,00 ₽
Сварочный аппарат BauMaster AW-79161 3990,00 ₽ Hitachi AB17 зарядное устройство 4076,87 ₽
Hitachi AB17 зарядное устройство 4076,87 ₽
Технические характеристики электродов УОНИ 13/55. Технология сварки
Электроды УОНИ 13/55 в среде профессиональных сварщиков получают только положительные отзывы. А новички побаиваются использовать эти капризные стержни.
Которые применяются для конструкций, трубопроводов из низколегированной и углеродистой стали, требующие повышенных характеристик по пластичности и вязкости сварного шва. В суровых климатических зонах.

Технические характеристики сварочных электродов УОНИ-13/55
- общие характеристики;
- механические и химические свойства сварочного шва;
- допустимое положение шва;
- величины сварочного тока;
- вес и количество электродов в одной пачке;
- стоимость одной пачки.
1) Общие технические характеристики:
- тип соединения — дуговой, ручной, постоянным током обратной полярности;
- покрытие (обмазка) — основное;
- стержень изготовлен из проволоки Св-08 или Св-08А;
- наплавочный коэффициент — 9 г/А·ч;
- расход сварочных стержней на 1 кг наплавленного металла 1,6 кг.
2) Механические свойства:
- временное сопротивление, Н/мм2 — 420-540;
- относительное удлинение не менее 22%;
- ударная вязкость, Дж/см2 не менее 128.
Массовая доля химических элементов в сварочном шве (таблица):

3) Пространственные положения сварочного шва. Электроды УОНИ 13/55 диаметром от 2 до 4 мм применяют для сварки во всех пространственных положениях, кроме вертикального (сверху-вниз №5).
![]()
![]()
Посмотрите видеоролик (ниже), где человек опровергает это прописанное правило. Стержни диаметром 5 мм используются для горизонтального, нижнего и вертикального способа (снизу-верх).
Видео: личный опыт использования УОНИ 13/55 во всех пространственных положениях.
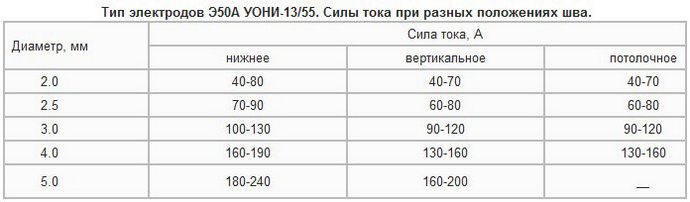
4) Величины сварочного тока. При сварке электродами Э50А УОНИ 13/55 подбор тока в зависимости от диаметра стержней и положения сварочного шва представлен в таблице.
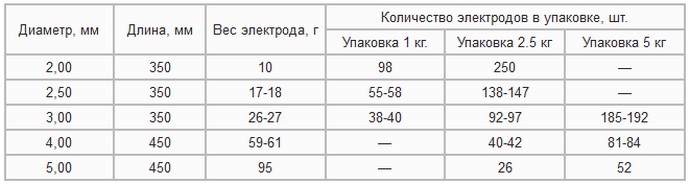
5) Произвести расчет количества стержней (штук) в упаковке и вес электрода в граммах поможет таблица.
6) Цена за пачку УОНИ 13/55 разная от 400 до 750 рублей. Стоимость меняется от веса пачки, завода-изготовителя, региона. В среднем цена за кг изделий начинается от 100 рублей.
Преимущества использования УОНИ 13/55:
- получение прочного сварочного шва;
- снижение расхода электродов на 15%;
- увеличение наплавки на 10%.
Чем заменить УОНИ 13/55 (аналоги):
- Basic One;
- Elga;
- AV-66;
- OK 48.00 и 48.05.
Как варить электродами УОНИ 13/55
Заготовки приготовленные для соединения очищаются от масла, окалины и грязи. Прокалка электродов УОНИ 13/55 выполняется в течение 1 часа, при температуре 300°С.
Сварка пластин . На внешней стороне технология выполняется на короткой дуге, небольшими колебательными движениями (елочкой). Прилипание стержней в процессе сварки пугает новичков. Удлиняя дугу избавляемся от прилипания. Чувствуйте грань, когда это делать и тогда УОНИ покорится домашнему мастеру.

Проварив одну сторону, переворачиваем деталь и провариваем не спеша, уже без колебательных движений, обратную сторону.
Видео: УОНИИ 13/55 в сварке труб.
- найдите хороший завод-изготовитель электродов, купите по пачке разных производителей и пробуйте;
- читайте внимательно инструкцию на пачке и всегда прокалывайте стержни перед работой;
- подбирайте и настраивайте правильный ток;
- пробуйте варить опираясь на обмазку электрода, короткой дугой.
Основные отличия Электродов ано и уони.
Наверняка многие профессиональные сварщики знакомы с электродами УОНИ. Примечателен тот факт, что среди российских сварщиков ходит мнение, что человек, который никогда в жизни не варил электродами УОНИ, то он не настоящий профессионал.
Однако практически каждому сварщику известны электроды АНО. Они славятся высоким качеством сварного шва и малым разбрызгиванием металла. Тем не менее многие люди останавливают свой выбор на электродах УОНИ. Чем они лучше или хуже других? Почему они такие востребованные?
Для начала нужно узнать основные особенности электродов АНО. Очень часто их применяют при сварке ответственных швов, например при сваривании трубопровода или других ответственных конструкций. В отличие от УОНИ, электроды АНО являются универсальными, ведь ими можно варить как постоянным так и переменным током. Для них полярность не имеет никакого значения. Для сваривания металлических частей электродами АНО нужно подбирать подходящую толщину электрода до толщины металла.
Также среди электродов АНО есть и электроды для резки металла, точнее они таковыми считаются среди сварщиков. Для резки металлов используются электроды толщиной более 4 миллиметров. Также для сварки толстого металла используются электроды толщиной от 4 миллиметров. Купить их Вы можете во многих магазинах, однако никто не может Вам гарантировать высокое качество своей продукции. Электроды УОНИ очень часто используются многими сварщиками для сваривания многих изделий.
Основное отличие электродов АНО от УОНИ — это то, что с помощью УОНИ Вы можете производить сваривание только на постоянном токе. Однако они практически не оставляют за собой следов. то есть при сваривании ими у Вас никогда не возникнет проблемы большого количества шлака.
В отличие от УОНИ, электроды АНО оставляют за собой слишком много шлака, который мешает Вам дальше производить сваривание. Для того, что продолжить сваривание Вам понадобится очистить металл от шлаков, и только потом продолжать варить.
Получается, что электроды АНО создают некоторые проблемы, которые замедляют процесс выполнения сварочных работ. Поэтому многие профессиональные сварщики решают полностью или частично отказаться от использования электродов АНО. На самом деле такое решение оправданно, потому что никто не хочет терять свое время.
В отличие от тех, кто остановил свой выбор на электродах АНО, многие люди все же решают использовать электроды УОНИ, которые считаются одними из лучших в России. Для того, чтобы купит и Вам не нужно стоять в долгих очередях, отнимающих много времени и сил, а просто перейти на специальную страницу нашего сайта «Контакты» и выбрать подходящий Вам завод-изготовитель электродов и сварочного оборудования. В отличие от многих заводов,- те заводы, ссылки на сайты которых Вы можете найти на странице «Контакты», могут утверждать высокое качество выпускаемой продукции. Помимо высокого качества электродов, эти заводы продают свою продукцию по выгодным ценам, поэтому покупка электродов является для Вас выгодной.
Тема: УОНИ 13/55 часто прилипают при попытке зажечь дугу
Опции темы
- Версия для печати
- Отправить по электронной почте…
- Подписаться на эту тему…
Поиск по теме
Отображение
- Линейный вид
- Комбинированный вид
- Древовидный вид
УОНИ 13/55 часто прилипают при попытке зажечь дугу
Инвертор — SSVA. Плюс на электроде (3 мм.), минус на детали (арматура приваривается к полоске). Ток порядка 95А. Положение — горизонтальное. Металл, вроде бы, чистый (небольшой налет ржавчины на арматуре — ее просто не удалось вычистить). Дугу удается зажечь примерно 1 раз из пяти, в остальных случаях электрод прилипает, но несильно — срабатывает защита от прилипания в аппарате. Интересно, почему он прилипает ? Электроды влажные ? Вроде бы нет, они новые, вынуты из заводской упаковки. С рутиловыми такой проблемы не было. Подскажите, пожалуйста, в чем тут может быть дело ?
Дело может быть в опыте, рутиловые легче зажечь чем основные и у многих по началу не очень получается с ними. Основные вообще склонны к залипанию при поджиге, ну и в процессе сварки дугу не растягивайте чрезмерно ,не делайте резких движений электродом, они сами как масло ложатся.
 | ✅Пора подумать о БЕЗОПАСНОСТИ!✅ Стабилизаторы напряжения — надежная защита Вашей техники. А это то, на чём не стоит экономить! Узнай о СКИДКЕ для форумчан, позвонив по одному из номеров: (097) 591-29-90, (093) 316-03-61, (066) 581-35-66. Не упусти свой шанс! |
Электроды влажные ? Вроде бы нет.
Основная причина плохого розжига дуги — это сырые электроды!
В домашних условиях сушку зимой можно проводить на горячем радиаторе.
Оставьте электродные прутки на батарее на пару дней — и этого вполне будет достаточно для бытовой сварки.
Так же для прокаливания можно воспользоваться самой обычной кухонной духовкой.
На приличном же объекте, где к сварочному процессу подходят серьезно и ответственно, электроды сушат в специальной электрической печи, от 100 до 400 градусов.
Ибо без этой процедуры нельзя получить допуск к работе.
Да, опыта с УОНИ нет вообще, есть небольшой опыт с рутиловыми электродами. Сегодня попробую просушить или даже немного прокалить, и попробую снова.
Всем спасибо за консультацию .
Электроды влажные ? Вроде бы нет.
Основная причина плохого розжига дуги — это сырые электроды!
В домашних условиях сушку зимой можно проводить на горячем радиаторе.
Так же для прокаливания можно воспользоваться самой обычной кухонной духовкой.
На приличном же объекте, где к сварочному процессу подходят серьезно и ответственно, электроды сушат в специальной электрической печи, от 100 до 400 градусов.
Сырые электроды увеличивают количество водорода в шве, на поджиг влияют мало, ну разве что взрываются если уж совсем мокрые.
Основные — сушить на радиаторе бесполезно,.
Кухонной духовкой электрической — да, рутиловые потянет, поскольку им нужно 90 — 140 град.
Основным нужно 250 — 400 град, если такая духовка способна. Почему такая температура — разбирайтесь сами.
Читайте надписи на пачке.
На газу прокаливать можно, но в стальном пенале, дабы АЖДВАО из продуктов сгорания не всасывались в лектроды.
Сварочные электроды УОНИ 13 55

Профессиональная ручная электродуговая сварка требует применения узкоспециализированных видов электродной продукции для решения специальных задач, связанных с соединением металлов и специальных сталей. Условия возведения современных конструкций как промышленного, так и гражданского строительства требуют применения для сварки высокоэффективных и неприхотливых по своим качествам электродов. Одним из таких универсальных видов электросварочных электродов выступает марка УОНИ 13 и ее модификации, в том числе электроды УОНИ 13 55.

Сравнивая с другими, стоящими в массовом производстве электродами, марка УОНИ 13 55 обладает рядом преимуществ, имеющих большое развитие и применение в строительстве. Так, для возведения многоэтажных высотных зданий по монолитно-каркасной технологии большая роль отводится именно железобетонным конструкциям, монтируемым на арматурный каркас непосредственно на строительной площадке. И здесь не обойтись без универсального электрода, отвечающего наиболее важным запросам такого строительства:
- способность применения для конструкций из углеродистых и легированных сталей и сплавов;
- высокая механическая прочность соединительного шва;
- пластичность и вязкость металла сварного соединения;
- возможность работы с неподготовленными поверхностями;
- универсальность пространственного положения наложения шва.
Электроды УОНИ 13 55 основное назначение
Для данного типа сварочных электродов электродуговой сварки, основное применение ориентировано на соединение большинства видов сталей, в том числе и высокоуглеродистых видов и видов, содержащих незначительное количество углерода в своем составе в конструкционных и выдерживающих большие виды нагрузок.
Сварной шов, образуемый УОНИ 13 55 кроме всего прочего, имеет повышенную вязкость металла с его пластичностью, что обеспечивает отличные свойства сварного шва испытующего разные виды деформационных нагрузок.
Эти свойства швов сохраняются независимо от того в каких положениях проведено наложение соединения, верхнее, нижнее, вертикальное или наклонное, все эти положения одинаково формируют крепкое соединение.
Универсальность этой марки электрода, характеризует его как совместимого с трансформаторным сварочным переменного тока, так и с инвертором, имеющим постоянный сварочный ток. Единственной особенностью УОНИ 13 55 выступает необходимость работы в обратной полярности подключения сварочного прибора.
Особенности работ с электродами марки УОНИ 13 55
Универсальность пространственного положения наложения сварного шва для этого вида электрода достигается применением специального вида покрытия и специального состава металлического сердечника. Так, формируя слой металла, наплавляемого на поверхность соединения марка УОНИ 13 55 должна иметь максимальное содержание следующих компонентов в металле шва:

- углерод – не более чем 0,1%;
- марганец – допустимое количество не более 0,9%;
- кремниевых составляющих до 0,37%;
- максимально допустимое количество серы 0,3%;
- фосфор, не более 0,027%.
В процессе сварки сварочная ванна формируется в небольшом облаке защитного газа, это приводит к тому, что шов, формируется с очень большой пластичностью. Относительно легко поддается формированию, но при этом при остывании он обладает свойством высокой ударной вязкостью. Глубокое, однородное соединение, не содержащее раковин и трещин, имеет более длинный по времени процесс старения и образования механических и коррозионных повреждений.
Работа с электродами марки УОНИ 13 55 требует соблюдения некоторых специфических особенностей, при которых существенно повышается качество сварного соединения и удобство работы – начальный розжиг дуги проводится легко, последующие розжиги не требуют дополнительных усилий и проводятся при стабильной мощной сварочной дуге. Однако, такое удобство работы с данным видом сварочных электродов достигается прежде всего подготовкой электродов методом прокаливания. В течение 60 минут, электроды прокаливаются при температуре около 320 градусов. Такая подготовка к использованию позволяет получить инструмент готовый к работе, при этом температура непосредственно во время работы особой роли не играет, сварочная ванна формируется правильно, а металл практически не образует разбрызгивания. Прокаленные электроды в результате не образуют разнородного по составу слоя шлака, он отделяется легко, большими фрагментами.
Сфера применения
Универсальность использования и отличные качества результатов соединения позволяют применять сварочные электроды УОНИ 13 55 в местах ответственных работ, требующих надежности соединения и одновременно легкости их применения:

- сварка арматурного каркаса железобетонных изделий;
- ремонтные работы трубопроводов;
- герметизация порывов резервуаров;
- устранение трещин без сквозного дефекта металла;
- монтажные работы ответственных несущих конструкций
- наплавление слоя металла.
Расчет применения сварочных электродов этой марки, характеристики соединений которых позволяют брать в расчеты величину сопротивления на разрыв более 490 Н/мм2 делает их незаменимыми для напряженных конструктивных элементов. А ударная вязкость образуемого шва при расчетах определяется как 127,4 Дж/см2.

Во многом эффективность работы определяется соответствием сварочного тока диаметру электрода и тому, в какой плоскости будет располагаться свариваемый шов. Величина тока влияет и на другие показатели, например, на скорость наплавки металла и расходу электродов на эту операцию. Так для наплавки 1 кг соединительного шва при нормальной температуре воздуха понадобиться 1,65 кг электродов этой марки, при этом выход наплавленного металла составит около 93% от массы стержней.
Самым малым диаметром, выпускаемым промышленностью электродов УОНИ 13 55, является диаметр стержня 2 мм, далее размеры имеют следующие показатели – 2,5 мм, 3 мм,4 мм, 5 мм и 6 мм. Длина варьируется от 300 мм до 450 мм, шаг размерности составляет 50 мм.

Практическое применение электродов УОНИ 13 55 зависит от диаметра и положения сварочного шва. Для диаметров 2 — 2,5 – 3 и 4 мм применяется все три положения, а вот для 5 и 6 мм это в основном только нижнее и вертикальное положение швов.
Величина сварочного тока для работы в нижнем положении несколько выше чем для остальных видов. Так, для вертикальных и потолочных видов сварочных работ электродов данной марки применим сварочный ток от 130 до 160 ампер, а вот для нижнего положения он определяется от 160 до 190 ампер у электродов диаметром 4 мм.
Профессионалы выбирают электроды УОНИ 13 55
У сварщиков широкой популярностью пользуются электроды УОНИ от брендов «Хобэкс», «ЭСАБ-СВЭЛ», Monolith, Плазма, Мост и других. Эти электроды гарантируют прочность и устойчивость сваренных конструкций – при условии, что некоторые навыки сваривания вы уже имеете. Давайте рассмотрим подробнее, в чем преимущества марки УОНИ 13 55 и что нужно знать перед тем, как их приобрести.
Расшифровка электродов
Название этих электродов для сварки произошло от аббревиатуры УОНИ-13, которая обозначала запатентованное в 1940 году покрытие для электродов. Расшифровывается она так:
 электроды УОНИ 13 55
электроды УОНИ 13 55
Что примечательно, ГОСТ 9466 – 75 предписывал использование немного другого сокращения – УОНИИ-13 («универсальная обмазка научно-исследовательского института № 13). В настоящее время на пачках с этими расходными материалами может быть указана любая из этих аббревиатур, но в документах всегда пишется УОНИИ.
Производитель обычно указывает на упаковках УОНИ 13 55 следующий шифр: Э50А-УОНИ-13/55 СМ-4,0-УД ГОСТ 9467-60. Это значит, что продукция представляет собой электрод для дуговой сварки, сварной шов будет иметь прочность минимум 50 кгс на мм2 и обладать пластическими свойствами, марка изделия — УОНИ 13/55 СМ, диаметр составляет 4 мм, сваривать можно углеродистые и низкоуглеродистые стали, покрытие электрода толстое, товар стандартизирован по ГОСТу с номером 9467, утвержденному в 1960 году.
 расшифровка маркировки
расшифровка маркировки
В зависимости от типа электродов марки УОНИ, маркировка может изменяться. Например, диаметр может быть 2 мм, 2,5 мм, 3 мм или 5 мм, временное сопротивление разрыву- э42, э46, э50 и т.д, модификации представлены 55к, 55р , 55у и т.д.
Все о маркировке электродов вы можете прочесть здесь.
Назначение электродов УОНИ 13 55
Сварочные электроды УОНИ 13 55 подходят для ручной сварки с помощью дуги. Сварка может производиться в потолочном, горизонтальном, нижнем, наклонном положениях, а также в вертикальном положении сверху вниз. Как указывалось выше, ими можно сваривать низколегированные и углеродосодержащие металлы. Сварочный шов получается износостойким и защищенным от коррозии. Карбонаты и фтористые соединения, из которых состоит обмазка электрода УОНИ, препятствуют образованию горячих трещин, придают шву пластичность и высокую ударную вязкость. Поэтому этот расходный материал используют при сварке толстого металла, исправлении дефектов литья, изготовлении деталей, которые могут выдержать высокое давление, низкие температуры и длительные нагрузки.
Электроды Монолит УОНИ широко используются и в судостроении.
Технические характеристики
Покрытие электродов марки УОНИ 13 55 основное. Стержни состоят из сварочной проволоки Св-08 или Св-08А. Соотношение веса электрода к весу наплавленного металла — 1,6 кг к 1 кг. Коэффициент наплавки — 9 г/А·ч. Наплав включает в себя углерод, серу, фосфор, марганец и кремний.
Основные механические свойства электрода УОНИ отражены в таблице.
 механические свойства УОНИ 13 55
механические свойства УОНИ 13 55
Длина изделий составляет 350 мм при диаметре 2-3 мм и 450 мм при диаметре 4-5 мм. Вес электрода с диаметром 2 мм равен 10 г. Если диаметр – 2, 5 мм, 3 мм, 4 мм, 5 мм, то вес будет составлять 17-18 г, 26-27 г, 59-61 г, 95 г соответственно.
Расход электродов УОНИ по сравнению с электродами некоторых других марок ниже на 10-15%, потому что их покрытие содержит железный порошок, который компенсирует выгоревший или разбрызгавшийся во время сварки металл.
Отличие электродов УОНИ от МР
Часто новички задаются вопросом, что лучше – УОНИ 1355 или МР3. Спешим прояснить ситуацию.
Обе марки предназначены для соединения углеродистых и низкоуглеродистых сталей, разница только в характеристиках тока, необходимого для сварки. Электроды МР3 используются для сваривания любым видом тока, причем полярность не имеет значения.
УОНИ же могут качественно варить только при постоянном токе, полярность должна быть обратной. Постоянка не может в этом случае заменяться переменкой, иначе электрод будет прилипать, а сварочная дуга не будет гореть равномерно. Учитывая этот нюанс, вы можете избежать разбрызгивания металла и дефектов сварного шва.
Подготовка электрода УОНИ к работе
Если предполагаете, что такой спецэлектрод, как УОНИ, не требует подготовки перед использованием, то вы глубоко ошибаетесь. Не всегда пачка расходников тратится за один раз, и может случится так, что часть электродов ждет своей очереди в уже негерметичной упаковке.
Тогда в таком случае перед свариванием металла стоит провести прокалку электродов, поскольку обмазка УОНИ имеет свойство вбирать в себя влагу. Можно использовать температуру до 300 – 400 градусов по Цельсию: изделия не содержат органические вещества и поэтому хорошо переносят длительное нагревание. После прокаливания нужно поместить электроды в специальный пенал.
Обратите внимание: электрод подлежит термической обработке не более 3-х раз, ее общее время не должно превышать 4 часа.
 udarnik_truda
udarnik_truda
Записки странствующего слесаря — Малагская правда
Мне постоянно присылают вопросы с просьбой объяснить, почему в кругах гаражных кулибиных считается, что конкретные пацаны должны варить только электродами марки УОНИ, а все остальные электроды, особенно МР-3, это чисто для лохов. Объяснить логику конкретных пацанов я не смогу, но со своей колокольни вопрос попробую разобрать.
Начнем с маркировки. Обычно на пачке с электродами не просто кратко написано «УОНИ 13/45», а нарисовано что-то типа такой дроби:
Э42А — УОНИ-13/45 — 3,0 — УД
Е 412(4) — Б20
Что же это значит? Давайте обратимся к ГОСТ 9466-75 и ГОСТ 9467-75 и посмотрим.
Первая группа букв и цифр, тип электрода, у нас они Э42А — тут самое интересное это две цифры после буквы Э, они показывают прочность металла шва на разрыв в десятках МПа, в нашем примере оно 420 МПа.
Вторая группа букв и цифр, марка электрода — тут все просто, что написано, то и есть, в данном случае УОНИ-13/45.
Третья группа цифр, диаметр электрода — если написано 3,0, значит электрод диаметром 3 мм, тоже все просто.
Четвертая группа букв. Первая буква — назначение электрода: У — для сварки обычных углеродистых и низколегированных конструкционных сталей; Л — для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм2; Т — для сварки теплоустойчивых сталей; В — для сварки высоколегированных сталей с особыми свойствами; Н — для наплавки поверхностных слоев с особыми свойствами. Вторая буква — толщина покрытия: М — с тонким покрытием; С — со средним покрытием; Д — с толстым покрытием; Г — с особо толстым покрытием. У нас в примере это буквы УД — получается «для сварки обычных сталей», «покрытие толстое».
Первая группа букв и цифр, в нашем примере Е 412(4) — это индексы характеристик наплавленного металла шва, это очень сложно и для любительской сварки совершенно не нужно, разбирать не будем.
Вторая группа букв и цифр. Первая буква — тип покрытия электрода: А — кислое покрытие; Б — основное покрытие; Ц — целлюлозное покрытие; Р — рутиловое покрытие; П — прочие покрытия. При покрытии смешанного вида — сочетание двух букв. Если в составе покрытия содержится железный порошок в количестве более 20% — добавляется буква Ж. Второй знак, цифра — показывает, в каких пространственных положениях можно производить сварку швов данными электродами: 1 — в любом положении; 2 — любое положение шва, кроме вертикального сверх вниз; 3 — нижнее положение, горизонтальное на вертикальной плоскости и вертикальное снизу вверх; 4 — только нижнее положение. Третья цифра — напряжение холостого хода сварочного аппарата и полярность: 0 — только постоянный ток обратной полярности; 1 — 50 вольт переменного тока или постоянный ток любая полярность; 2 — 50 вольт переменного тока или постоянный ток прямая полярность; 3 — 50 вольт переменного тока или постоянный ток обратная обратная полярность; 4 — 70 вольт переменного тока или постоянный ток любая полярность; 5 — 70 вольт переменного тока или постоянный ток прямая полярность; 6 — 70 вольт переменного тока или постоянный ток обратная обратная полярность; 7 — 90 вольт переменного тока или постоянный ток любая полярность; 8 — 90 вольт переменного тока или постоянный ток прямая полярность; 9 — 90 вольт переменного тока или постоянный ток обратная обратная полярность. В нашем примере Б20 — «основное покрытие», «сваривать можно в любом положении, кроме вертикального сверху вниз», «только постоянный ток обратной полярности, холостой ход около 70 вольт». Примечания: цифра «0» обычно подразумевает среднее напряжении холостого хода, около 70 вольт постоянного тока; прямая полярность — минус на электрододержатель, плюс на изделие; обратная полярность — плюс на электрододержатель, минус на изделие. Требование соблюдать полярность вытекает из разного выделения тепла на катоде «-» и аноде «+», на аноде тепла выделяется в разы больше, чем на катоде, и это учитывается при разработке электродов.
А вот так полностью обозначаются электроды плебейского семейства МР-3, в частности МР-3С:
Э46 — МР-3С — 3,0 — УД
Е 431(3) — РЦ13
Найдем отличия в интересующих нас группах:
Первая группа букв и цифр числителя: УОНИ 13/45 — Э42А, МР-3С — Э46.
Последняя группа букв и цифр знаменателя: УОНИ 13/45 — Б20, МР-3С — РЦ13.
Расшифруем и сравним: шов сваренный электродами МР-3С прочнее шва, сваренного электродами УОНИ 13/45. Основное покрытие УОНИ 13/45 предъявляет повышенные требования к разделке и чистоте свариваемых кромок, вреднее для дыхательных органов сварщика, чем рутил-целлюлозное покрытие МР-3С. По пространственному положение шва УОНИ 13/45 имеют ограничения, МР-3С — без ограничений. По требованию к сварочному аппарату УОНИ 13/45 требуют только постоянный ток с напряжением ХХ около 70 вольт, а МР-3С могут свободно применяться как на постоянном, так и на переменном токе, и при этом будут гораздо лучше зажигаться и стабильнее гореть на бытовых сварочных аппаратах, имеющих низкое напряжение холостого хода около 50 вольт.
Так же посмотрим в Википедии прочность на разрыв для конструкционной углеродистой стали обыкновенного качества типа Ст3, из которой и делаются всякие уголки, швеллеры, двутавры, трубы, арматура и прочие штуки, широко применяющиеся в дачно-гаражном строительстве, предел этот там указан 373 — 412 МПа. И УОНИ 13/45, и тем более МР-3С, дадут прочность шва выше, чем сам свариваемый металл. В быту нет никакой нужды гоняться за электродами, дающими какую-то экстраординарную прочность.
Вывод: электроды из первой половины 20 века марки УОНИ 13/45 значительно уступают современным электродам МР-3С при сварке изделий общего назначения типа водопровода или отопления из обычных труб, заборов и ворот для гаражей, силовых бамперов для джипов и остальных бытовых поделок.
Электроды esab уони 13 55 технические характеристики
Многие люди, которые имеют дело со сварочными аппаратами, задумываются о приобретении расходных материалов. Среди сварщиков с большим опытом работы особой популярностью пользуются электроды esab уони 13 55. 
Осуществить покупку таких электродов можно в интернет-магазине Mos-Weld. Для этого достаточно перейти по ссылке https://mos-weld.ru/magazin/folder/elektrody-tigarbo. Прежде чем сделать заказ, давайте разберёмся в технических характеристиках электродов esab уони 13 55.
Технические характеристики
Электроды esab уони 13 55 отличаются такими характеристиками:
- коэффициент плавки достигает размера 9,5 г/Ач;
- производительность стержня, толщина которого составляет 4 миллиметра, равна 1,4 кг/ч;
- расход составляет 1,7 килограмм на 1 килограмм наплавленного металла.
Чтобы понять технические параметры данного вида электродов, также необходимо обратить внимание на механическую прочность, которой обладает сварной шов.
Она включает такие показатели как:
- временное сопротивление электродов составляет 540 мПа;
- предел текучести данного стержня достигает 410 мПа;
- относительное удлинение расходного материала равно 29%;
- ударная вязкость достигает 260 Дж/см квадратных.
Исходя из этого, электроды уони 13 55 могут быть использованы во время дуговой сварки. Они также применяются, чтобы приварить изделия, которые были изготовлены из углесодержащей и низколегированной стали, а также в среде с пониженной температурой.

Нередко подобные электроды применяются для соединения серьёзных металлических конструкций, которые нуждаются в пластичном сварочном шве, отличающемся одновременно ударопрочной вязкостью.
Особенности использования
К основным особенностям использования электродов уони 13 55, можно отнести:
- Чтобы приварить детали, следует воспользоваться током с обратной полярностью.
- Характеризуется особым покрытием, которое состоит из карбонатных и фтористых соединений. В результате чего, в сварном шве отсутствуют газы и другие ненужные примеси.
- Благодаря использованию электрода из низкоуглеродной стали, достигается более продолжительный срок эксплуатации шва.
- Такие стержни не подвергаются отрицательному воздействию влаги, так как в их составе нет органических соединений.
- В процессе их производства отсутствуют трещинки или вздутия, поэтому поверхность характеризуется гладкостью.
Используя электроды уони 13 55, вы получите сварной шов, который быстро не износится и не утратит своих эксплуатационных качеств.
Электроды УОНИ
Сварочные работы зачастую выполняются на предприятиях, а также в домашнем обиходе. Сложность работ зависит от характеристик используемого сварочного аппарата, других инструментов. При домашнем использовании не возможен процесс сварки без инвертора. Плавка металла происходит путем использования элементов плавления, от качества которых напрямую зависит процесс работ. Наиболее распространенные электроды УОНИ 13/55 позволяют создавать прочные соединения, способны варить различные марки металлов.

Что из себя представляют электроды УОНИ
Инструмента для сварочных работ на рынке более чем достаточно. Для качественного соединения необходимо использовать проверенный временем материал. При покупке следует изучить состав покрытия, коэффициент плавки, расход при сварочных работах. Электроды УОНИ относятся к расходным материалам покрытого класса, принцип работы состоит из плавки металла и стержня, что в последующем соединяет изделие. Стержень состоит из легирующих металлов магния, хрома или никеля. Обмазка электродов УОНИ 13/55 служит для создания защитной ванны от воздуха при сварочных работах.

При попадании воздуха в сварочную ванну, возможен не качественный шов, образование окислов. Покрытие элементов плавления применимо к сварке стали с низким уровнем легирующих элементов, углеродистых пород металла. Такие материалы используют для создания несущих конструкций и прочных соединений. Температура плавки колеблется от -60 до +40 градусов, расход на килограмм расплавленного металла составляет 1,7 кг продукции. Расшифровка названия УОНИ происходит от отечественного наименования института сварки, как универсальная обмазка научного института номер 13.
Технические характеристики
К сегодняшнему дню на рынке аксессуаров для сварочных работ существует масса различных материалов. Наибольшую популярность приобрели электроды марки УОНИ 13/55, технические характеристики которых позволяют производить сварочные работы в плохих климатических условиях, где работа обычным инструментом невозможна.
Электроды УОНИ долгое время используются при производственных, домашних сварочных работах, прошли необходимые испытания и закреплены ГОСТом. Шов при сварке получается с необходимой ударной вязкостью, пластичен при нагрузках. Технические характеристики располагают основное покрытие, которое главным образом взаимодействует с металлом. Сварка электродами УОНИ создает качественный шов, на котором не обнаруживается даже микроскопических трещин.
Особенности применения
Каждый из элементов плавления имеет свою нишу применения, электроды УОНИ используются при следующих параметрах:
- Процесс сварки происходит с применением тока обратной полярности, процесс требуется ГОСТом.
- Шов исключает наличие газов и излишних примесей, путем использования специального покрытия из фтористых образований, различных карбонатов.
- Металл стержня применяется из составов низко углеродистой стали, которая способствует надежности шва.
- Благодаря органическим соединениям сварочные электроды УОНИ 13/55 имеют низкую подверженность влаги.
- Конструкция, выполненная из низколегированных материалов позволяет избежать трещин и неровностей в процессе сварки.

Сварка при помощи электродов УОНИ
Шов не подвергается старению, потере крепежных свойств при воздействиях температуры. Сварка электродами УОНИ должна исключать использование плохо зачищенных материалов, так как может быть подвержена коррозии в последующем времени. Процесс происходит с короткой дугой, что позволяет избежать потери качества соединения. Основным преимуществом перед конкурентами является результат с необходимой концентрацией водорода, устойчивым к появлению микротрещин соединению.
Химический состав материалов и технология использования может меняться в зависимости от производителя. Перед приобретением необходимо поинтересоваться о соответствие требованиям и нормативам по ГОСТ, либо наличие свидетельства аттестации материалов сварочных.

Применение сварки электродами в строительстве
Процедура прокалки сварочных электродов УОНИ 13/55
Для уменьшения концентрации влаги, других ненужных соединений в обмазке – прокалка путем содержания в индукционной печи. Каждый производитель электродов УОНИ 13/55 прикладывает к упаковке инструкцию по применению и прокалке материалов. Пренебрегать инструкциям категорически запрещено, так как в результате производится некачественное соединение.

Принцип сварки электродами
В ситуациях, когда инструкция не приложена, либо испорчена, необходимо следовать основной последовательностью шагов при прокаливании:
- Процедура производится непосредственно перед применением в процессе сварки. Данные действия необходимы для качественного результата, надежного шва и стабильного горения дуги сварочной.
- Максимальное действие прокалки – 8 часов, если по истечению заданного периода материалы не использовались, процедура повторяется заново.
- Время прокалки не должно превышать четыре часа, а допустимое количество прокаливаний одного и того же электрода УОНИ – 3 раза.
- В процессе используется печь, разогретая до 250-280 градусов, для равномерного результата используют специальные формы, только тогда элементы плавления эффективно прокаливаются.
Условия хранения
Получение качественного результата зависит от продолжительности, условий хранения материалов. Хранение происходит в помещениях с относительной влажностью до 50%, не взаимодействуя с прямыми солнечными лучами, температура воздуха не менее 12 градусов. При соблюдении всех правил, стандартов и условий хранения ГОСТ 9466-75, срок годности материалов может быть неограничен.

Расшифровки маркирования
Различные модификации могут ввести неопытного мастера в заблуждение при покупке сварочных элементов. Маркировкой описывается допустимые к работе материалы, метод сварки, состав стержня. К примеру возможно рассмотреть товар под наименованием Э50А-УОНИ-13/55-4.0-УД.

Расшифровка маркировки электродов УОНИ
Заглавная буква «Э» обозначает сокращение от слова электрод. Процесс использования подразумевается путем ручной дуговой сварки. Следующие цифры обозначают пределы прочности соединения, подразделяется на удельную и силу растяжения. Буква «А» проставляется для обозначения шва, как стойкого к ударным нагрузкам и пластичного соединения. Диаметр электрода УОНИ указывается после номера, что означает 4.0.
В конце маркировки проставляется обозначение материалов, к которым применяется сварочный элемент.
Буквой «У» указывается, что данный тип электродов используется для углеродистой стали. Существуют разные обозначения стали, к которым применяются сварочные изделия:
- Т – производится сварка с термостойкими металлами;
- В — используются при процессах с высоколегированными сталями;
- Н – обозначает процесс ремонтных работ с использованием наплавки материала;
- Л – применяется к легированным сталям.
Заключает обозначение соотношения и диаметр покрытия к стержню. Буква «Д» означает слой обмазки толстого типа, тонкое покрытие – «М», средняя указывается буквой «С». Размеры стержня, в частности его длина, зависят от диаметра. Толщина изделия составляет 2 мм, тогда длина будет не более 30 см. В случаях диаметра 4 мм, длина изделия 450 мм в соответствии описанных стандартов и ГОСТов. Преимуществом электродов УОНИ 13/55 является возможность при работе с вертикальными, потолочными и горизонтальными швами.
Бывалые сварщики советуют использовать к применению разные токи, это позволяет подобрать правильную настройку для качественного соединения новичкам. Также стоит приобрести по несколько комплектов коробок от разных изготовителей, чтобы найти наилучший вариант. Прокалка изделия – обязательная процедура, которой не нужно пренебрегать, способ сварки короткой дугой, опираясь на обмазку, позволит быстро освоить работу.

