
Движение в станках при обработке детали
ВИДЫ ГЛАВНОГО ДВИЖЕНИЯ И ДВИЖЕНИЯ ПОДАЧИ В СТАНКАХ
ДВИЖЕНИЯ В МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Для получения на металлорежущем станке детали требуемой формы и. размеров рабочим органам станка необходимо сообщить определенный, иногда довольно сложный комплекс согласованных друг с другом движений. Эти движения можно подразделить на основные (рабочие) и вспомогательные. К основным движениям относятся главное движение, называемое также движением резания,» и движение подачи. При помощи этих движений осуществляемся процесс снятия стружки с обрабатываемой заготовки. Скорость главного движения определяется оптимальной скоростью резания, а величина подачи зависит от требуемого класса чистоты обработанной поверхности.
Вспомогательные движения необходимы для подготовки процесса резания, обеспечения последовательной обработки нескольких поверхностей на одной заготовке или одинаковых поверхностей на различных заготовках, К числу вспомогательных движений относятся:
а) движения для настройки станка на заданные режимы резания;
б) движения для наладки станка в соответствии с размерами и конфигурацией заготовки;
в) движения управления станком в процессе работы;
г) движения соответствующих рабочих органов для подачи и зажима прутка или штучных заготовок;
д) движения для закрепления и освобождения рабочих органов станка.
Вспомогательные движения могут выполняться как автоматически, так и вручную. В станках-автоматах все вспомогательные движения автоматизированы и выполняются механизмами станка в определенные моменты времени в соответствии с технологическим процессом обработки детали.
Главное движение в металлорежущих станках бывает чаще всего двух видов — вращательное и прямолинейное (возвратно-поступательное). В отдельных станках главное движение может иметь и более сложный характер, но определяется оно также через вращательное и поступательное движения. Главное движение может сообщаться либо обрабатываемой заготовке, либо инструменту. Например, у станков токарной группы главным движением является вращение обрабатываемой заготовки; у фрезерных, шлифовальных и сверлильных — вращение инструмента; у долбежных, протяжных, части зубообрабатывающих и некоторых других — возвратно-поступательное движение инструмента;
у продольно-строгальных станков — возвратно-поступательное движение заготовки.
В некоторых станках главное движение получается в результате одновременного вращения заготовки и инструмента (например, при сверлении отверстий малого диаметра на токарных много-шпиндельных автоматах).
Движение подачи у металлорежущих станков может быть непрерывным или прерывистым (периодическим), простым или сложным, состоять из нескольких самостоятельных движений или вовсе отсутствовать. Например, у токарных, фрезерных, сверлильных и других станков движение подачи является непрерывным. Прерывистым оно бывает, например, у продольно-строгальных станков. Примером сложного движения подачи может служить движение подачи в зубфрезерном станке при нарезании косозубого цилиндрического колеса. У круглошлифовальных станков несколько движений подачи — вращательное движение детали (круговая подача), продольное осевое перемещение детали или шлифовального круга (продольная подача) и, наконец, поперечная подача, сообщаемая шлифовальному кругу. В протяжных станках движение подачи отсутствует.
Дата добавления: 2014-01-11 ; Просмотров: 7069 ; Нарушение авторских прав?
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Электронная библиотека
Одна из главных задач машиностроения – дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей. Особенно большое внимание уделяется чистовым и отделочным технологическим методам обработки, объём которых в общей трудоёмкости обработки деталей постоянно возрастает. Наряду с механической обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергий. Весьма прогрессивны комбинированные методы обработки.
Обработка металлов резанием – это процесс срезания режущим инструментом с поверхности заготовки слоя металла в виде стружки для получения необходимой геометрической формы, точности размеров, взаиморасположения и шероховатости поверхностей детали.
Чтобы срезать с заготовки слой металла, необходимо режущему инструменту и заготовке сообщить относительные движения. Инструмент и заготовку устанавливают и закрепляют в рабочих органах станков, обеспечивающих эти относительные движения: в шпинделе, на столе, в револьверной головке. Движения рабочих органов станков подразделяют на движения резания, установочные и вспомогательные. Движения, которые обеспечивают срезание с заготовки слоя металла или вызывают изменение состояния обработанной поверхности заготовки, называют движениями резания.
За главное принимают движение, определяющее скорость деформирования и отделения стружки, за движение подачи – движение, обеспечивающее врезание режущей кромки инструмента в материал заготовки. Эти движения могут быть непрерывными
или прерывистыми, а по своему характеру вращательными, поступательными, возвратно-поступательными. Скорость главного движения обозначают V, величину подачи – s.
Движения, обеспечивающие взаимное положение инструмента и заготовки для срезания с неё определённого слоя материала, называют установочными. К вспомогательным движениям относят: транспортирование заготовки, закрепление заготовок и инструмента, быстрые перемещения рабочих органов станка и др.
Для любого процесса резания можно составить схему обработки (рис. 1.3). На схеме условно изображают обрабатываемую заготовку, её установку и закрепление на станке, закрепление и положение инструмента относительно заготовки, а также движения резания. Инструмент показывают в положении, соответствующем окончанию обработки поверхности заготовки. Обработанную поверхность на схеме выделяют другим цветом или утолщёнными линиями.
На схемах обработки показывают характер движений резания и их технологическое назначение, используя условные обозначения (рис 1.3, а). Существуют подачи: продольная (sпр), поперечная (sп), вертикальная (sв), круглая (sкр), окружная (so)и др. В процессе резания на заготовке различают обрабатываемую поверхность 1, обработанную поверхность 3 и поверхность резания 2.
Срочно?
Закажи у профессионала, через форму заявки
8 (800) 100-77-13 с 7.00 до 22.00
Виды движений при обработке поверхностей на металлорежущих станках




![]()
![]()
![]()
![]()
При обработке на металлорежущих станках формообразующие движения, воспроизводящие в пространстве образующую и направляющую линии поверхности обрабатываемой детали, которые влияют на качественные характеристики обрабатываемой поверхности (точность размеров, формы, шероховатость), обеспечиваются рабочими органами станка, несущими на себе заготовку и инструмент. Движения формообразования делят на главное движение, обеспечивающие отделение стружки от заготовки и движение подачи, при котором обеспечивается снятие стружки со всей обрабатываемой поверхности. Главное движение и движение подачи могут быть как вращательными, так и прямолинейными; их могут совершать и инструменты, и заготовки.
Для приведения инструмента и заготовки в положение, обеспечивающее снятие припуска и получение заданного размера обрабатываемой поверхности, необходимы установочные движения; а для многократного воспроизведения на детали поверхности одной формы — делительные движения. Эти движения также совершаются рабочими органами станка. Кроме рабочих движений для обработки деталей на станках необходимы вспомогательные движения, которые не оказывают прямого воздействия на качественные параметры заготовки, но необходимы для подвода и отвода режущего инструмента, установки и закрепление заготовок, включения и выключения приводов станка, реверсирования.
Классификация движений в металлорежущих станках приведена на рис. 1.6.
Одним из наиболее распространенных в машиностроении технологических методов обработки деталей машин является механическая обработка резанием. Широкий спектр металлорежущего оборудования позволяет реализовать преимущества этого метода, обеспечив по всем параметрам высокое качество выпускаемых изделий.
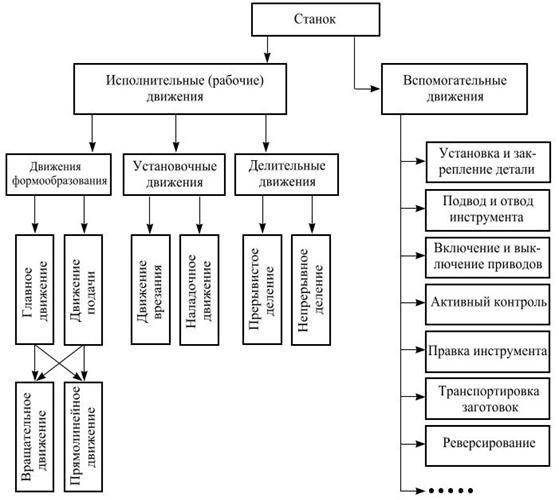
Рис. 1.6. Классификация движений в металлорежущих станках
Процесс обработки деталей на станке с ЧПУ
Особенностью создания операционной технологии для станков с ЧПУ является определение последовательности обработки поверхностей в основных и дополнительных зонах обрабатываемой детали и построение траекторий движения инструментов.
На рис. 7.23 показана структура операционного технологического процесса обработки деталей на станке с ЧПУ.
Переход — наименьшая законченная часть процесса обработки.
Переход определяет качество обрабатываемой поверхности. Переходы делится на элементарные, инструментальные, позиционные и вспомогательные.
Элементарный переход — наименьшая неделимая часть процесса обработки деталей на станке с ЧПУ., выполняемая одним инструментом без воздействия оператора на органы управления скоростью резания на станке. Элементарный переход состоит из проходов, которые не являются законченной частью процесса, так как не характеризуют в полной мере качества, точности и производительности обработки. Элементарная обрабатываемая поверхность (ЭОП) образуется в результате выполнения элементарного перехода. Так как ЭОП может иметь изменяющейся припуск, то и режимы резания в элементарном переходе могут быть не постоянными. Поэтому участок поверхности, образованный той частью прохода элементарного перехода, где режим ре-зания может быть принят неизменным, называется участком обработки. Это понятие необходимо при расчете режимов резания.
При фрезеровании можно выделить семь вариантов ЭОП, так как фреза может работать несколькими режущими поверхностями (торцом, периферией и радиусом заточки), которые образуют четыре совокупности поверхностей: наружный контур, контур окон, контур выступов, плоскости (рис. 7.24). Наружный контур и контур окон обрабатываются всегда периферией фрезы, плоскость — торцом фрезы. Контуры выступов могут обрабатываться пятью комбинация ми режущих кромок.
Формирование ЭОП при точении показано на рис. 7.25 на примере черновой обработки основных зон наружных цилиндрических поверхностей. Припуски на черновую обработку t1, t2, t3 основных зон 1, 2, 3 делятся на участки tср1, tср2, tср3, соответствующие предельной глубине резания tпр (зависит от прочности, стойкости инструмента, мощности привода подач станка и т.п.). Наибольшая среди них глубина принимается единой и является расчетной tр для всей черновой зоны обработки. ЭОП определяется единой расчетной глубиной обработки tp.
Инструментальный переход — законченный процесс обработки деталей на станке с ЧПУ. нескольких ЭОП непрерывным движением одного инструмента. Так, например, инструментальный переход, где обрабатывается плоскость и ограничивающие ее выступы, состоит из двух элементарных пере- ходов. Характеризуется построением траекторий рабочих перемещений инструмента.
Вспомогательный переход — часть процесса обработки, не связанная с образованием ЭОП. В отличие от станков с ручным управлением время вспомогательного перехода входит в машинное время работы станка. Характеризуется построением траекторий вспомогательных перемещений инструмента.
Траектория вспомогательных перемещений делятся на три типа:
- 1) траектория врезания (траектория подхода инструмента к началу инструментального перехода);
- 2) траектория выхода инструмент из зоны обработки;
- 3) траектория холостого перемещения инструмента.
Позиционный переход — совокупность инструментального и вспомогательного переходов.
Операция представляет собой завершенный комплекс всех позиционных переходов, выполняемых на станке с ЧПУ с помощью определенной оснастки. Обязательным при окончании выполнения операции является совмещение исходной и конечной точек УП.
Траектория обработки. При обработке на станке с ЧПУ осуществляется взаимное перемещение инструмента и заготовки. При создании УП обрабатываемые детали можно рассматривать как совокупность программируемых контуров. Каждый контур состоит из элементарных геометрических элементов: точек, прямых, дуг окружностей. При обработке контуров деталей УП описывает движение определенной точки инструмента — настроенной точки Р вдоль контура детали. В общем случае точка Р, движение которой программируется, называется центром инструмента. Для концевой фрезы это центр основания фрезы (рис. 7.26, а), для резцов — центр дуги окружности при вершине (рис. 7.26, б). Величина радиуса при вершине резцов обычно мала, и смещение центра вершины резца S относительно действительной вершины Р учитывается при коррекции инструмента в системе ЧПУ.
При перемещении инструмента вдоль контура детали центр инструмента проходит путь, называемый траекторией инструмента (рис. 7.27). Характер траекторий, которые описываются в программе обработки, отражает форму контуров детали. Отдельные участки траектории также называются геометрическими элементами, которые соединяются пересечением или касанием. Точки конца одного геометрического элемента и начала другого называются опорными точками траектории (рис. 7.28). Траектория перемещения инструмента определяется совокупностью координат опорных точек. Опорными точками могут быть также точки траектории, где происходит изменение технологических параметров, например включение охлаждающей жидкости, задание паузы, технологического останова и т.п.
Если принять, что радиус инструмента во время обработки контура детали остается постоянным, то траектория центра инструмента при контурной обработке является эквидистантной к контуру детали.
Эквидистантой называется геометрическое место точек, равноудаленных от какой-либо линии и расположенных по одну сторону от нее. Поэтому траекторию движения также называют эквидистантой.
В УП должны быть заложены величина и направление перемещения инструмента. Для этого положения опорных точек необходимо определить в той или иной системе координат. Наиболее распространенными системами координат являются: прямоугольная (декартова), цилиндрическая и сферическая. В примере, представленном на рис. 7.29, показаны координаты опорных точек в декартовой системе координат.
Следует различать обработку плоских и объемных деталей. Обрабатывая плоскую деталь, инструмент перемещается в одной плоскости, и при этом используется одна или две координаты, например координата Х и координата Y. При обработке объемной детали инструменту должна быть обеспечена возможность более сложных перемещений при наличии дополнительных управляемых координат, например координаты В.
Наша компания производит обработку деталей на станках с ЧПУ, чтобы сделать заказ или получить информацию по интересующим вопросам, свяжитесь с менеджерами нашей компании по телефонам +7 967 780 43 30, +7 917 856 82 24, по электронной почте info@inmet16.ru или отправьте сообщение через форму обратной связи.
Виды движений в металлорежущих станках
Обработка металлов резанием – это процесс срезания режущим инструментом с поверхности заготовки слоя металла в виде стружки для получения требуемой геометрической формы, точности размеров и шероховатости поверхностей деталей.
На металлорежущих станках из заготовок получают окончательно готовые детали. В качестве заготовок могут выступать: отливки из чугуна, стали и цветных сплавов; поковки и штамповки из стали и цветных сплавов; сортовой прокат из стали и цветных сплавов, который поступает в виде и разрезается на определенные заготовки.
Припуском называется слой металла, удаляемый с заготовки при обработке. От правильности выбора припусков зависят рациональный расход металла и экономичность обработки.
Пространственная форма детали ограничивается геометрическими поверхностями. Как бы ни сложна была форма детали, ее поверхность всегда можно представить в виде отдельных геометрических поверхностей: плоских, линейчатых, цилиндрических, конических шаровых и т.п.
Любую поверхность можно рассматривать как совокупность последовательных положений (следов) одной производящей линии, называемой образующей, движущейся по другой производящей линии, называемой направляющей (рис.4.2).
Рис.4.2. Примеры представления поверхностей – линейчатой (а), конической (б) и цилиндрической (в) – как совокупности последовательных положений образующей (1) и направляющей (2) линий.
Плоские, линейчатые и цилиндрические поверхности являются обратимыми, так как для их воспроизведения образующие и направляющие линии можно менять ролями. При обработке на станках воображаемые образующие и направляющие линии воспроизводятся комбинацией согласованных между собой движений заготовки и режущего инструмента, называемых формообразующими.
Все движения рабочих органов станков подразделяются на движения резания (рабочие движения) и установочные движения.
Движения резания – движения, при которых с обрабатываемой заготовки срезается слой металла и изменяется состояние обработанной поверхности. К ним относится главное движение, с помощью которого осуществляется снятие стружки, и движение подачи, дающее возможность начатое резание распространить на необработанные поверхности заготовки, т.е. обеспечивающее непрерывность врезания режущего лезвия инструмента в новые слои материала. Скорость главного движения (скорость резания) обозначают буквой V, а скорость движения подачи – буквой S.
В металлорежущих станках наиболее распространенным из методов формообразования поверхностей является метод следов, при котором оба движения резания (главное и подачи) являются формообразующими. Например, при точении образующая линия 1 является траекторией движения вершины режущего лезвия, а направляющая 2 – траекторией движения точек заготовки (рис.4.3). Иногда, например, в методе копировании, из двух движения резания формообразующим является только одно – главное движение. Образующей линией (1) в данном случае является режущее лезвие инструмента, а направляющая (2) воспроизводится или движением заготовки или инструмента.
 | Рис. 4.3. Формообразование при точении. |
При обработке резанием, как главное движение, так и движение подачи может придавать или инструменту или заготовке, быть прерывистым или непрерывным, вращательным или поступательным и т.д.
Установочные движения – движения рабочих органов станка, с помощью которых инструмент по отношению к заготовке занимает положение, позволяющее при осуществлении движений резания снимать с нее определенный слой материала. К установочным движениям относится подведение режущего инструмента к поверхности заготовки. Установочные движения обозначаются St.
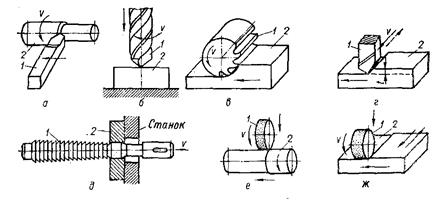
Рис.4.4. Движения в основных методах обработки резанием: точении (а), сверлении (б), фрезеровании (в), строгании (г), протягивании (д), шлифовании (е, ж).
Главные движения: скорость резания и подача при токарной обработке
И снова здравствуйте! Сегодня тема моего поста главные движения при токарной обработке такие как скорость резания и подача. Эти две составляющие режимов резания являются основополагающие при токарной обработке металла и других материалов.
p, blockquote 1,0,0,0,0 —>

p, blockquote 2,0,0,0,0 —>
p, blockquote 3,0,0,0,0 —>
Скорость резания и подача при токарной обработке.

p, blockquote 4,0,0,0,0 —>
Главное движение или скорость резания.
Если мы посмотрим на рисунок который приведен выше то увидим, что главное движение при токарной обработке тел вращения на токарном станке совершает именно заготовка. Она может вращаться как по часовой стрелке так и против. В основном как видим вращение направленно на резец, так как это обеспечивает срезание поверхностного слоя с заготовки и образования стружки.
p, blockquote 5,0,1,0,0 —>
Вращение заготовке придает шпиндель токарного станка и диапазон оборотов шпинделя (n) достаточно большой и может регулироваться в зависимости от диаметра детали ее материала и применяемого режущего инструмента. При точении в основном это токарные резцы различных видов и назначения.
p, blockquote 6,0,0,0,0 —>
Скорость резания при токарной обработке рассчитывается по формуле:
p, blockquote 7,0,0,0,0 —>

p, blockquote 8,0,0,0,0 —>
p, blockquote 9,0,0,0,0 —>
V — это само главное движение именуемое скорость резани.
p, blockquote 10,1,0,0,0 —>
П — это постоянная константа которая равняется 3,14
p, blockquote 11,0,0,0,0 —>
D — диаметр обрабатываемой детали (заготовки).
p, blockquote 12,0,0,0,0 —>
n — число оборотов шпинделя станка и зажатой в нем детали.
p, blockquote 13,0,0,0,0 —>
Движение подачи при токарной обработке.
Про движение подачи вы наверное уже поняли. ДА это перемещение режущего инструмента который закреплен в резцедержателе (для данного эскиза). Крепление резцов может быть и другим, но об этом позже ? . Для осуществления подачи на токарном станке используется специальная кинематическая схема шестерен. Если это простое точение то тут не важна синхронизация вращения обрабатываемой заготовки и режущего инструмента, но если вы решите нарезать резьбу то тут все будет по другому. Об этом поговорим в следующих статьях. Если не хотите пропустить их то подписывайтесь на обновления моего блога .
p, blockquote 14,0,0,0,0 —>
Формулы для расчета движения подачи на токарном станке выглядит по разному,ведь это может быть как подача на оборот так и минутная подача.
p, blockquote 15,0,0,1,0 —>
Подача на оборот — это расстояние которое проходит режущий инструмент в нашем случае резец за один оборот обрабатываемой детали. В зависимости от вида обработки определение может быть другим. Например при фрезеровании — это расстояние на которое перемещается заготовка относительно фрезы за один ее оборот.
p, blockquote 16,0,0,0,0 —>
Минутная подача — это расстояние которое проходит резец за одну минуту (что и логично из названия).
p, blockquote 17,0,0,0,0 —>
Скорость резания и подача. Заключение.
И так можно подвести итог. Сегодня мы с вами узнали про главные движения при токарной обработке такие как скорость резания и подача. Я не ставлю своей целью загрузить вас массой формул и тягомотных определений их вы можете найти в различных книгах про машиностроение и резание металлов, я хочу вам разъяснить основные понятия человеческим и понятным языком. Думаю у нас все получится ? .
На сегодня все. До скорой встречи друзья!
p, blockquote 19,0,0,0,0 —> p, blockquote 20,0,0,0,1 —>
Классификация движений в станках
Для получения реальной поверхности при обработке на станках необходимы относительные движения инструмента и заготовки, называемые исполнительными; функции этих движений различны.
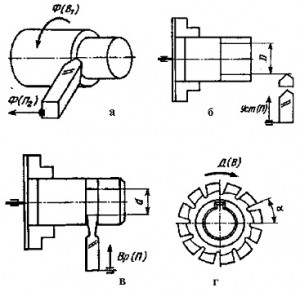
1. Движение формообразования необходимо для получения поверхности заданной формы и обозначается буквой Ф. Оно может быть простым, например, при точении резцом Фv (В1) — вращательное движение заготовки и Фs(П2) — поступательное движение резца вдоль оси заготовки (рис. 2.9, а), или сложным, состоящим из двух или более элементарных движений, например, при зубодолблении Фs (В2 В3) это вращательное движение заготовки В2 и связанное с ним вращательное движение инструмента В3.
Движение формообразования является основным движением и реализуется в станке как главное, в направлении которого расходуется наибольшая мощность и которое осуществляется с наибольшей скоростью и движением подачи.
2. Движение деления предназначается для переноса движения формообразования в другую зону заготовки при обработке детали с повторяющимися по форме поверхностями и обозначается буквой Д (рис. 2.9, г).
Например, последовательное затылование зубьев червячной фрезы, будет движением деления Д (B3).
3. Движение врезания предназначено для получения поверхности заданных размеров и происходит одновременно с движением формообразования, например, радиальное перемещение резца при фасонном точении и обозначается буквами Вр (рис. 2.9,в).
4. Установочное движение необходимо для получения поверхности заданных размеров, но осуществляется перед включением движения формообразования и обозначается буквой Уст., (рис. 2.9,б).
Для элементарных движений, создающих исполнительные движения, характерны следующие признаки:
- они всегда единовременны;
- их параметры всегда взаимосвязаны.
Каждое исполнительное движение в станках характеризуется следующими параметрами:
- направление (Н);
- путь (П);
- скорость (V);
- траектория (Т);
- исходное положение (ИП).
Таким образом, движения в станках настраиваются по пяти параметрам в зависимости от вида траектории и сложности исполнительного движения.
Основными параметрами исполнительных движений являются траектория, определяющая форму получаемой при обработке поверхности, и скорость, определяющая быстроту формообразования.
Различают скорость резания (ν), измеряемую в м/мин при обработке лезвийным инструментом и в м/с при шлифовании, и скорость подачи или подачу, измеряемую в мм/об, например, при точении или сверлении, в мм/мин, например, при фрезеровании, в мм/двойной ход, например, при строгании.
При главном вращательном движении
где d — диаметр обрабатываемого изделия или инструмента, мм; n — частота вращения шпинделя, об/мин.
При главном возвратно-поступательном движении
где L — длина хода, мм; tp — время рабочего хода, мин.
Основные движения формообразования в станках различного типа
Величины, характеризующие основные движения. При изготовлении деталей на металлорежущих станках снятие припуска с заготовки инструментом осуществляется резанием. Прямолинейное поступательное или вращательное движение заготовки или режущего инструмента, происходящее с наибольшей скоростью в процессе резания, называется главным движением резания или просто главным движением (ГОСТ 25762—83). На главное движение затрачивается большая часть мощности привода станка. Главное движение может быть вращательным и поступательным. При вращательном движении оно характеризуется частотой вращения (либо шпинделя с заготовкой, либо шпинделя с режущим инструментом), при поступательном — частотой двойных ходов.
Например, у станков токарной группы главным движением является вращение заготовки (рис. 1, а — б), частота вращения которой, п = 1000 V/nd мин»1, где V— скорость резания, м/мин; d — диаметр заготовки, мм.
Иногда главное движение на станках получают в результате сложения движений. Например, при сверлении отверстий малого диаметра на токарных автоматах главное движение является результатом сложения вращений детали и сверла, которые вращаются в разные стороны (рис. 1, ж). Это объясняется тем, что для получения заданной скорости резания необходима большая скорость. В данном случае скорость резания определяется суммой частот сверла псв и детали лд, т. е. К= =л^св(лсв + Лд)/1000, м/мин.
При нарезании резьб на токарных автоматах методом «обгона» плашка вращается в том же направлении, что и заготовка, но при этом я™ > лзаг (рис. 1, з). Тогда относительная частота вращения, которая определяет скорость резания резьбы, П = Лпл + Лзаг — Главное движение может быть получено и при разнородных движениях, например, при вращении детали со скоростью резания V поступательном движении резца с подачей S, например, при нарезании наружной и внутренней резьбы резцом (рис. 1, и).
Движением подачи называют относительное движение инструмента и заготовки, обеспечивающее совместно с главным движением фор-
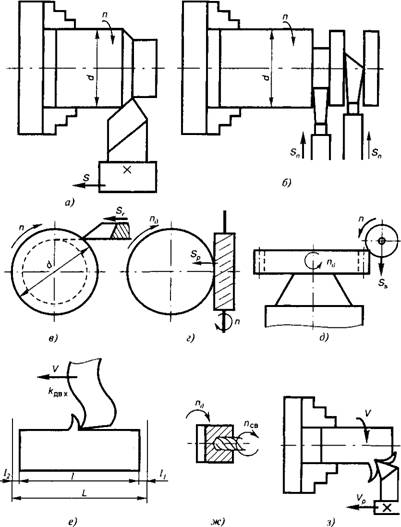
Рис. 1. Виды главного движения и подач в металлорежущих станках
Мообразование поверхности детали. Подачу определяют как величину перемещения инструмента относительно заготовки за один оборот (двойной ход) заготовки или инструмента (зависимые подачи на токарных, сверлильных и строгальных станках) или перемещение в единицу времени (независимые подачи на фрезерных и шлифовальных станках).
В зависимости от направления движения инструмента по отношению к детали подачи делят на продольную S (рис. 1, а), поперечную S„ (рис. 1, б), радиальную Sp (рис. 1, в), круговую Sk (рис. 1, г). Кроме того, подачи могут быть осевыми (рис. 1, ж) в сверлильных станках и вертикальными в зубофрезерных станках (рис. 1, д).
Делительное движение — это движение, при котором осуществляется поворот заготовки 1 на требуемый угол (рис. 2, а) или линейное перемещение заготовки относительно инструмента 2 на определенную величину, например, на шаг Р (рис. 2, б).
Движение обката — это согласованное движение между инструментом и заготовкой, имеющее при формообразовании необходимое последовательное положение, например, соответствующее зацеплению двух зубчатых колес (рис. 3, а). Это движение используется преимущественно при нарезании зубчатых колес методом обката на зубофрезерных или зубодолбежных станках (рис. 3, б).
Дифференциальное движение алгебраически добавляется к какому — либо движению инструмента или заготовки. Понятие дифференциального движения аналогично с математическим понятием «дифференциал», т. е. приращение. Суммировать можно только однородные движения: вращательное с вращательным, поступательное с поступательным. Для суммирования движений применяют дифференциальные механизмы. Дифференциальные движения применяются в затыловоч — ных, зубофрезерных и других станках.
Вспомогательные движения подготавливают процесс резания, но сами в нем не участвуют. К таким движениям относят: отвод и подвод инструмента, зажим и разжим заготовки, установку и снятие инстру — Н=і ; х. &
Рис. 3. Обкат двух зубчатых колес (а), инструмента и заготовки (б)
Мента, переустановку упоров на станке, изменение положения детали и т. д. Вспомогательные движения осуществляются либо вручную, либо от специальных приводов. В станкостроении обязательным условием сокращения ручного труда является автоматизация вспомогательных движений.
Вопрос 49. Виды движений в металлорежищих станках( рабочие.установочные.вспомогательные). Главное движение и движение подачи. Методы формообразования поверхностей деталей машин
Установочное движение, при котором резания не происходит, называют наладочным движением. Примером наладочного движения может служить движение стола координатно-сверлильного станка с заготовкой при перемещении его после обработки одного отверстия в новое положение (на новую координату) для сверления последующих отверстий в этой заготовке.
Рабочими движениями станка являются главное движение, или движение резания, и движение (или движения) подачи; каждое из рабочих движений характеризуется скоростью.
Вспомогательные движения– движения рабочих органов станка, которые не имеют непосредственного отношения к процессу резания, аслужат для транспортировки и закрепления заготовки или инструмента, быстрых перемещений рабочих органов станка, наладки станка и т.д.
В металлорежущих станках чаще всего используются два основных вида главного движения — вращательное и возвратно-поступательное (прямолинейное).
Вращательное главное движение может сообщаться либо заготовке, как, например, в станках токарной группы (фиг. I, 2, а), либо режущему инструменту, как это имеет место в станках фрезерных (фиг. I, 2, в), сверлильных (фиг. I, 2, г), шлифовальных (фиг. I, 2, б) и других, либо одновременно заготовке и инструменту (сверление отверстий малого диаметра). При вращательном главном движении скорость резания.
ПОДАЧИ В СТАНКАХ
Главное движение в металлорежущих станках бывает чаще всего двух видов — вращательное и прямолинейное (возвратно-поступательное). В отдельных станках главное движение может иметь и более сложный характер, но определяется оно также через вращательное и поступательное движения. Главное движение может сообщаться либо обрабатываемой заготовке, либо инструменту. Например, у станков токарной группы главным движением является вращение обрабатываемой заготовки; у фрезерных, шлифовальных и сверлильных — вращение инструмента; у долбежных, протяжных, части зубообрабатывающих и некоторых других — возвратно-поступательное движение инструмента;
у продольно-строгальных станков — возвратно-поступательное движение заготовки.
В некоторых станках главное движение получается в результате одновременного вращения заготовки и инструмента (например, при сверлении отверстий малого диаметра на токарных много-шпиндельных автоматах).
Движение подачи у металлорежущих станков может быть непрерывным или прерывистым (периодическим), простым или сложным, состоять из нескольких самостоятельных движений или вовсе отсутствовать. Например, у токарных, фрезерных, сверлильных и других станков движение подачи является непрерывным. Прерывистым оно бывает, например, у продольно-строгальных станков. Примером сложного движения подачи может служить движение подачи в зубфрезерном станке при нарезании косозубого цилиндрического колеса. У круглошлифовальных станков несколько движений подачи — вращательное движение детали (круговая подача), продольное осевое перемещение детали или шлифовального круга (продольная подача) и, наконец, поперечная подача, сообщаемая шлифовальному кругу. В протяжных станках движение подачи отсутствует.
Главное движение и движение подачи являются формообразующими движениями
9. Методы формообразования поверхностей деталей машин
Пространственную форму детали определяет сочетание различных поверхностей.
Геометрическая поверхность представляет собой совокупность последовательных положений (следов) одно йпроизводящей линии, называемой образующей, движущейся по другой производящей линии, называемой направляющей. Например, для образования круговой цилиндрической поверхности прямую линию (образующую) перемещают по окружности (направляющей). При обработке поверхностей деталей на металлорежущих станках образующие и направляющие линии воспроизводятся комбинацией движений заготовки и инструмента, скорости которых согласованы между собой. Движения резания являются формообразующими.
^ Обработка резанием деталей машин реализует четыре метода формообразования поверхностей: метод копирования, метод следов, метод касания, метод обкатки.
Метод копирования –режущая кромка инструмента соответствует форм еобразующей линии обрабатываемой поверхности детали. Направляющая линия 2 воспроизводится вращением заготовки. Главное движение является формообразующим. Движение подачи необходимо для получения поверхности заданного размера. Метод применяется для обработки фасонных поверхностей.
Метод следов –образующая линия 1 является траекторией движения точки (вершины) режущей кромки инструмента, а направляющая линия 2 – траекторией движения точки заготовки. Движения резания являются формообразующими. Метод наиболее широко распространен при обработке резанием. Отличается невысокой производительностью.
Метод касания –образующей линией 1 служит режущая кромка инструмента, а направляющая линия 2 поверхности является касательной к ряду геометрических вспомогательных линий – траекторий точек режущей кромки инструмента в направлении подачи. Движение подачи – формообразующее.
М 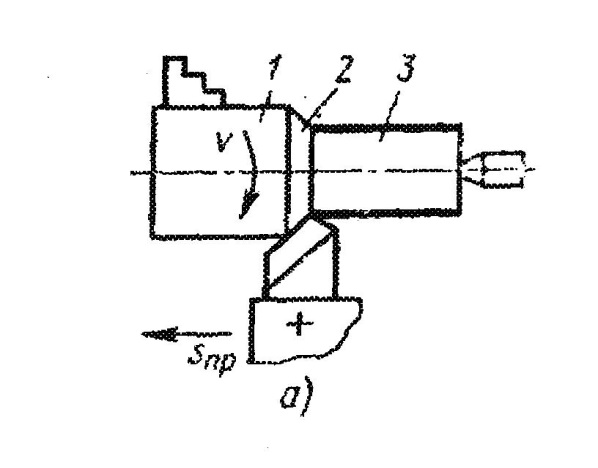 етод обкатки –направляющая линия 2 воспроизводится вращением заготоки. Образующая линия 1 получается как огибающая кривая к ряду последовательных положений режущей кромки инструмента относительно заготовки благодаря согласованию двух движений подачи. Скорости движений согласуются так, что за время прохождения круглым резцом расстояния L он делает один полный оборот относительно оси вращения.
етод обкатки –направляющая линия 2 воспроизводится вращением заготоки. Образующая линия 1 получается как огибающая кривая к ряду последовательных положений режущей кромки инструмента относительно заготовки благодаря согласованию двух движений подачи. Скорости движений согласуются так, что за время прохождения круглым резцом расстояния L он делает один полный оборот относительно оси вращения.
Процесс обработки на станке включает этапы установки заготовки, закрепления, обработки и снятия готовой детали. При проектировании технологических операций обработки деталей на металлорежущих станках разрабатывают схемы обработки. Под схемой обработки понимают условное изображение обрабатываемой заготовки, ее установки и закрепления на станке с указанием положения режущего инструмента относительно заготовки и движений резания. Схема обработки при операции точения показана на рисунке 8.5.
Рис.8.5. Схема обработки резанием
Инструмент показывают в положении окончания обработки (при ручном управлении станком) или в исходном положении (при автоматическом управлении). Обработанную поверхность выделяют толстой линией или другим цветом. В процессе обработки на заготовке различают обрабатываемую поверхность 1, обработанную поверхность 2, и поверхность резания, образуемую режущим лезвием инструмента и являющуюся переходной зоной между обрабатываемой и обработанной поверхностями.
