
Как провести радиусную гибку листового металла?
Как проводится гибка листового металла?
Такая технологическая операция, как [гибка листового металла], позволяет при минимальных физических усилиях сформировать заготовку требуемой конфигурации.
Альтернативой гибки металлического проката является сварочный процесс, однако в этом случае он занимает гораздо больше времени, да и в финансовом плане стоит несколько дороже.
Гибка листового металла может быть произведена ручным или автоматическим способом, однако и в том, и в другом случае технология самого процесса остается неизменной.
В том случае, когда осуществляется гибка проката, который имеет большой радиус, как правило, нейтральный слой располагается в средней части толщины.
В свою очередь, если взят минимальный радиус, то вышеупомянутый слой уже смещается непосредственно в сторону области сжатия материала.
На промышленных производствах технология гибки листового металла осуществляется при помощи специального оборудования, при этом производится предварительный расчет и учитывается соответствующий ГОСТ.
Технология гибки проката своими руками имеет свои особенности, притом, что также должен быть произведен необходимый расчет и взят во внимание ГОСТ.
В этом случае используется специальное приспособление, а чтобы изменить конфигурацию металлического листа, необходимо приложить определенные усилия и обязательно взять во внимание расчет.
Основные принципы гибки металла
Для изменения формы металлического проката можно использовать несколько различных методик.
Очень часто в этом случае используют сварку, однако такое тепловое воздействие на металл не только сильно влияет на его структуру, но и значительно снижает показатели его прочности, а соответственно, и уменьшает срок службы.
В этом случае изменить форму листового металла можно за счет определенного усилия, при котором в заготовке не происходят структурные изменения.
Особенности гибки металлического проката заключаются в том, что при выполнении этой слесарной операции происходит растяжение наружных слоев материала и соответственно сжатие внутренних.
Технология гибки любого листового металла заключается в том, что часть проката перегибается по отношению к другой на строго определенный угол.
Получить величину заданного угла перегиба позволяет расчет.
Конечно, за счет прилагаемого усилия сам металл определенным образом подвергается деформации, которая имеет допустимый предел, который согласно ГОСТ зависит от таких параметров, как толщина материала, величина угла изгиба, а также хрупкости и скорости проведения операции.
Данная технологическая операция проводится на специальном оборудовании, которое дает возможность получить в итоге изделие без каких-либо дефектов.
В условиях, когда работа выполняется своими руками, для гибки металла используется специальное приспособление.
И в том, и в другом случае необходимо обязательно учитывать то, что если изделие будет согнуто с нарушениями, то на поверхности материала образуются микротрещины, которые впоследствии станут причиной ослабления металла непосредственно в месте изгиба, что может привести к серьезным последствиям.
Современные возможности позволяют проводить изгиб проката самой разной толщины, при этом создаваемое напряжение должно превышать такой параметр, как предел упругости.
В любом случае, деформация листового металла должна носить пластический характер.
Следует отметить, что получаемая таким образом бесшовная конструкция, будет иметь высокую прочность и обладать определенной устойчивость к воздействию коррозии.
Виды и типы гибки
Любая гибка металла может быть произведена как своими руками, так и с использованием специального профессионального оборудования, предназначенного для этих целей.
Следует отметить, что при выполнении данной технологической операции своими руками придется затратить определенные физические усилия и время.
В этом случае гибка осуществляется при помощи плоскогубцев и молотка, в некоторых отдельных случаях используется специальное приспособление.
Следует отметить, что изгибание своими руками тонкого металлического листа, а также алюминия осуществляется с использованием киянки.
На промышленных предприятиях этот процесс стараются всячески автоматизировать и используют непосредственно для гибки вальцы ручного или гидравлического типов, а также специальные роликовые агрегаты.
К примеру, чтобы придать изделию цилиндрическую форму, изгиб металла осуществляют при помощи вальцев. Таким образом получают трубы, дымоходы, желоба и многое другое.
Наиболее часто на промышленных предприятиях гибка металла производится на специальных листогибочных прессах.
В зависимости от функциональных возможностей такие прессы могут иметь различное устройство и, соответственно, размеры.
Следует отметить, что современное оборудование позволяет выполнять высокотехнологичные операции с металлом.
Так, новые промышленные станки дают возможность за один рабочий цикл произвести одновременно загиб листа по нескольким линиям, что дает возможность выпускать детали любой сложности.
Как правило, такое оборудование достаточно легко эксплуатировать.
Перенастроить его на работу с другим материалом можно достаточно быстро.
Данная операция требует особого внимания при необходимости выполнить изгиб листового алюминия.
Связано это, прежде всего, с тем, что у листового алюминия параметры прочности и упругости имеют несколько отличные величины от других типов металлов.
Самостоятельная гибка
Каждый металл имеет свой ГОСТ, который следует обязательно учитывать, когда проводится расчет, при котором получается минимальный радиус изгиба листа.
Расчет, в котором указаны параметры, всегда индивидуален. Особенности гибки металлического листа учитывают не только минимальный радиус изгиба, но и коэффициент упругости, а также прочностные характеристики.
Гибка металлического листа позволяет получить профиля с различной конфигурацией, сборные перегородки, откосы, а также многие другие изделия.
Перед тем как перейти к гибке металла, необходимо сделать соответствующий расчет в соответствии с ГОСТ и определить минимальный радиус линии изгиба.
Также обязательно определяется и длина изгибаемой полосы, при этом необходимо сделать минимальный припуск непосредственно на каждую линию изгиба.
Сам листовой металл из алюминия, нержавейки и пр. следует при необходимости выровнять и разрезать в соответствии с чертежом. Резка своими руками, как правило, осуществляется ножницам по соответствующей технологии. если не приложить усилия, то ничего не получится.
Далее следует на заготовку нанести в определенных местах риски, по которым и будет производиться изгибание.
Металлическая заготовка прочно зажимается в тисках подходящих размеров по начерченной линии изгиба, после чего при помощи увесистого молотка производится первый загиб.
Далее металлическая заготовка переставляется к следующему месту технологического загиба, вместе с деревянным бруском плотно зажимается, после чего производится следующий загиб, согласно чертежу.
После этого осуществляется разметка лапок скобы и в тисках при помощи молотка обе лапки отгибаются в заданном направлении.
По окончанию выполнения работ при помощи угольника необходимо убедиться в том, что заготовка соответствует всем заданным параметрам.
Если есть некоторые расхождения с предварительными расчетами, то их следует исправить в той же последовательности.
Более подробно о том, как своими руками осуществляется гибка металлических листов при помощи тисков и молотка, рассказано на видео, которое размещено ниже.
Порядок резки металла
Как правило, перед тем как производить изгиб металлических заготовок, им придают форму, заданную чертежом, что позволяет упростить работу и получить более точный радиус загиба.
Резка металлического листа представляет собой отдельную техническую операцию, которая производится по своей технологии.
В большинстве случаев резка заготовок из металла осуществляется при помощи листовых ножниц, которые носят название гильотина.
Такие станки, как правило, устанавливаются на предприятиях и позволяют быстро выполнить необходимую работу, учитывая при этом радиус изгиба и плотность материала.
В домашних условиях резка металла осуществляется при помощи специальных слесарных ножниц.
Стоит отметить, что ручными ножницами выполняется резка металла с минимальной толщиной.
Для более толстого металла следует использовать стуловые или кровельные типы ножниц.
Резка металла в домашних условиях при необходимости может быть произведена и при помощи ножовки.
В этом случае придется затратить определенные физические усилия и следить за качеством получаемого среза.
Если резка металла выполняется ножовкой, то при выполнении работы следует контролировать натяжение полотна, так как от этого во многом зависит ровность разреза.
О том, как своими руками разрезать металлический лист, рассказано на видео, которое размещено ниже.
Гибка и гнутье листового металла
 Гибка листового металла позволяет при сравнительно небольших усилиях получить изделие нужной формы. Ибо при сварке затрачивается больше усилий как физических, так и финансовых. Лист металла можно сгибать вручную или с применением автоматики, однако общие принципы работы остаются прежними. Именно об особенностях данного процесса и пойдет речь.
Гибка листового металла позволяет при сравнительно небольших усилиях получить изделие нужной формы. Ибо при сварке затрачивается больше усилий как физических, так и финансовых. Лист металла можно сгибать вручную или с применением автоматики, однако общие принципы работы остаются прежними. Именно об особенностях данного процесса и пойдет речь.
- Основные принципы
- Типы гибки металлических изделий
- Виды оборудования
- Ручная работа
- Самостоятельное изготовление станка
Основные принципы
Гнутье металла осуществляется различными методами. Часто используется сварка, однако температурное воздействие способно изменять форму и свойства готового изделия. Это снижает эксплуатационные свойства и точность изготовления.
 Так как при гибке металла внешние слои металла растягиваются, а внутренние начинают сжиматься, то необходимо перегибать на заданный угол часть металлопроката относительно другого. Угол же можно отыскать с помощью расчетов.
Так как при гибке металла внешние слои металла растягиваются, а внутренние начинают сжиматься, то необходимо перегибать на заданный угол часть металлопроката относительно другого. Угол же можно отыскать с помощью расчетов.
Изделие деформируется на те значения, которые находятся в заданных пределах. Они зависят от следующих параметров:
- Толщина металлического листа;
- Сколько составляет угол перегиба;
- Насколько прочен материал;
- Скорость и время выполнения процедуры.
Именно от них будет зависеть показатель допустимой деформации. Следующим этапом является выбор типа гибки.
Типы гибки металлических изделий
 Сгибание металла производится вручную и с применением автоматических устройств. В первом случае процесс будет достаточно трудозатратен, потребует использования пассатижей и молотка, в результате на эту процедуру уйдет немало времени.
Сгибание металла производится вручную и с применением автоматических устройств. В первом случае процесс будет достаточно трудозатратен, потребует использования пассатижей и молотка, в результате на эту процедуру уйдет немало времени.
Гораздо проще и качественнее будет механизация процесса с помощью станков и соответствующих приспособлений. Форму цилиндра изделию придают специальные вальцы. С их помощью создаются дымоходы, желоба, трубные изделия.
Развитие станкостроительного производства позволило достичь сгибания материала для изготовления самых сложных изделий. А быстрая замена рабочего инструмента позволяет максимально эффективно и ускоренно перенастроить станочное устройство.
Виды оборудования
Для современного процесса по сгибанию металла имеется немало вариантов новейших аппаратов. На производстве обычно применяются прессы, которые можно разделить на следующие виды:

 Ротационные, гнущие металл с помощью перемещения между специальными валиками. Подходят для изготовления крупногабаритных изделий небольшими сериями.
Ротационные, гнущие металл с помощью перемещения между специальными валиками. Подходят для изготовления крупногабаритных изделий небольшими сериями.- Поворотные прессы сгибают пластины с помощью гибочных балок и двух плит. Стационарная плита располагается внизу, а наверху находится поворотная плита. Оптимальный вариант для обработки изделий из листового металла с простым рельефом и маленькими габаритами.
- Стандартные прессы пневматические или гидравлические применяются для массовых или мелкосерийных изделий из нержавейки или другого металла. Сгибка производится между пуансоном и матрицей. За счет этого можно обрабатывать даже утолщенные изделия. При этом следует отметить, что гидравлические прессы применяются чаще, чем на пневматике, за счет более простой эксплуатации и стоимости.
Из всех вышеописанных видов оборудования наиболее современным является ротационное. Оно действует в автоматическом режиме, и рабочему не нужно заранее рассчитывать оптимальное значение усилия.
Автоматизированными считаются и поворотные прессы. Здесь отправляется один лист в устройство, который необходимо расположить его как необходимо по заданию. Чаще всего применяется на небольших предприятиях, где работают с металлическими деталями.
Ручная работа
 Такая работа производится обычно ручными ножницами. В нужных местах ставятся отметки, по которым будет осуществляться ручная гибка металла. Лист надежно фиксируют в тисках. Массивным молотком производят первый сгиб. Изделие передвигают к новому месту сгиба, зажимают с бруском из дерева, загибают в нужную сторону.
Такая работа производится обычно ручными ножницами. В нужных местах ставятся отметки, по которым будет осуществляться ручная гибка металла. Лист надежно фиксируют в тисках. Массивным молотком производят первый сгиб. Изделие передвигают к новому месту сгиба, зажимают с бруском из дерева, загибают в нужную сторону.
По завершении работы необходимо удостовериться, что изделие соответствует установленным стандартам. Проверка ведется с применением угольника и при необходимости недочеты устраняются.
Самостоятельное изготовление станка
Иногда требуется сделать станок в домашних условиях. Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
 Делается основа из металла, подойдет двутавровый профиль.
Делается основа из металла, подойдет двутавровый профиль.- Крепится кверху балки уголок с помощью болтов.
- Сварочным аппаратом под уголок привариваются три петли.
- Сгинаем алюминиевый лист поворотом уголка.
- Плотное прижатие металла обеспечивают две струбцины.
- Уголок необязательно убирать, можно приподнимать его. Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.
Проверьте болты, чтобы они крепко были закреплены. Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Каким бы ни были устройства, главные принципы остаются неизменными. Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.
Радиусная гибка листового металла
Примеры деталей с радиусной гибкой производства «Металл‑Кейс»

Корпус театрального светильника с радиусными гибами

Корпус с радиусными гибами и вентиляцией

Нержавеющие кронштейны с радиусной гибкой

Металлический модульный корпус для излучателя
География клиентов «Металл‑Кейс»
В эти регионы мы уже отправляли заказы. В другие — также можем.
Давайте обсудим конкретику
Оставьте свой контактный телефон — мы перезвоним и рассчитаем точные сроки и стоимость вашего заказа.
Видео радиусной гибки листового металла от «Металл‑Кейс»
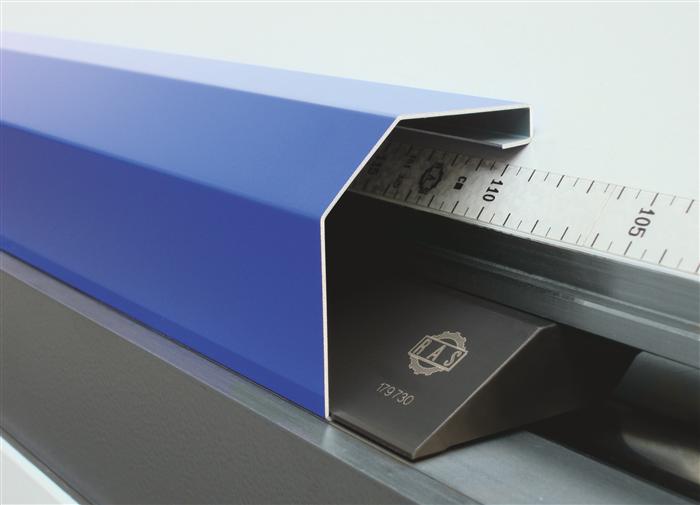
По умолчанию при гибке листового металла радиус гиба равен толщине металла — логичное правило физики. Сделать его меньше вряд ли получится. Зато, если того требует замысел конструктора или дизайнера, можно сделать его больше, воспользовавшись специальными гибочными инструментами, рассчитанными на определенный радиус.
Единственное, что нужно уточнить — требуемый радиус гиба. Дело в том, что для каждого радиуса требуются специальные инструменты. У нас в арсенале постоянно есть матрицы и пуансоны для самых популярных радиусов — однако если вам потребуется более редкий радиус, этот вопрос придется решать особо.
Впрочем, отсутствие нужного радиуса, разумеется, не является критическим препятствием. Навскидку можно предложить два пути решения. Либо заменить радиус на ближайший из имеющихся в наличии, если конкретный радиус не принципиален. Либо, если такой редкий радиус по каким‑то причинам принципиален для вас, и вы нацелены на серьезную партию, мы можем просто закупить нужный инструмент специально под вас. Нерешаемых проблем нет.
В общем, давайте обговорим это предметно: какой радиус нужен вам для интересующего вас на данный момент заказа?
Гибка металлов: методы и технологические особенности
ВВЕДЕНИЕ
«Гибка» звучит как простой процесс, но в действительности, он очень сложен.
«Лист» и «гибка» не очень ассоциируются с высокой технологией. Однако, для того, чтобы гнуть «непослушный» лист необходимы специальные знания и большой опыт. Объясните техническому специалисту, который не знаком с листовым металлом, что в нашем высокотехничном мире невозможно постоянно получать при гибке угол 90°, не меняя параметров настройки. То получается, а то — нет!
Без изменения программы угол будет меняться, если, например, лист толщиной 2 мм сделан из нержавеющей стали или алюминия, если его длина — 500 мм, 1000 мм или 2000 мм, если гибка производится вдоль или поперек волокон, если линия гибки находится в окружении пробитых или прорезанных лазером отверстий, если лист имеет различную упругую деформацию, если поверхностное упрочнение, вследствие пластической деформации, сильнее или слабее, если. если.
КАКОЙ МЕТОД ГИБКИ ВЫБРАТЬ?
Различается 2 основных метода:
Мы говорим о «воздушной гибке» или «свободной гибке», если между листом стенками V-образной матрицы существует воздушный зазор. В настоящее время это наиболее распространенный метод.
Если лист прижат полностью к стенкам V-образной матрицы, мы называем этот метод «калибровкой». Несмотря на то, что этот метод является достаточно старым, он используется и даже должен использоваться в определенных случаях, которые мы рассмотрим далее.
Свободная гибка
Обеспечивает гибкость, но имеет некоторые ограничения по точности.
Основные черты:
- Траверса с помощью пуансона вдавливает лист на выбранную глубину по оси Y в канавку матрицы.
- Лист остается «в воздухе» и не соприкасается со стенками матрицы.
- Это означает, что угол гибки определяется положением оси Y, а не геометрией гибочного инструмента.
Точность настройки оси Y на современных прессах — 0,01 мм. Какой угол гибки соответствует определенному положению оси Y? Трудно сказать, потому что нужно найти правильное положение оси Y для каждого угла. Разница в положении оси Y может быть вызвана настройкой хода опускания траверсы, свойствами материала (толщина, предел прочности, деформационное упрочнение) или состоянием гибочного инструмента.
Приведенная ниже таблица показывает отклонение угла гибки от 90° при различных отклонениях оси Y.
| а° /V mm | 1° | 1,5° | 2° | 2,5° | 3° | 3,5° | 4° | 4,5° | 5° |
| 4 | 0,022 | 0,033 | 0,044 | 0,055 | 0,066 | 0,077 | 0,088 | 0,099 | 0,11 |
| 6 | 0,033 | 0,049 | 0,065 | 0,081 | 0,097 | 0,113 | 0,129 | 0,145 | 0,161 |
| 8 | 0,044 | 0,066 | 0,088 | 0,110 | 0,132 | 0,154 | 0,176 | 0,198 | 0,220 |
| 10 | 0,055 | 0,082 | 0,110 | 0,137 | 0,165 | 0,192 | 0,220 | 0,247 | 0,275 |
| 12 | 0,066 | 0,099 | 0,132 | 0,165 | 0,198 | 0,231 | 0,264 | 0,297 | 0,330 |
| 16 | 0,088 | 0,132 | 0,176 | 0,220 | 0,264 | 0,308 | 0,352 | 0,396 | 0,440 |
| 20 | 0,111 | 0,166 | 0,222 | 0,277 | 0,333 | 0,388 | 0,444 | 0,499 | 0,555 |
| 25 | 0,138 | 0,207 | 0,276 | 0,345 | 0,414 | 0,483 | 0,552 | 0,621 | 0,690 |
| 30 | 0,166 | 0,249 | 0,332 | 0,415 | 0,498 | 0,581 | 0,664 | 0,747 | 0,830 |
| 45 | 0,250 | 0,375 | 0,500 | 0,625 | 0,750 | 0,875 | 1,000 | 1,125 | 1,250 |
| 55 | 0,305 | 0,457 | 0,610 | 0,762 | 0,915 | 1,067 | 1,220 | 1,372 | 1,525 |
| 80 | 0,444 | 0,666 | 0,888 | 1,110 | 1,332 | 1,554 | 1,776 | 1,998 | 2,220 |
| 100 | 0,555 | 0,832 | 1,110 | 1,387 | 1,665 | 1,942 | 2,220 | 2,497 | 2,775 |
Преимущества свободной гибки:
- Высокая гибкость: без смены гибочных инструментов вы можете получить любой угол гибки, находящийся в промежутке между углом раскрытия V-образной матрицы (например, 86° или 28°) и 180°.
- Меньшие затраты на инструмент.
- По сравнению с калибровкой требуется меньшее усилие гибки.
- Можно «играть» усилием: большее раскрытие матрицы означает — меньшее усилие гибки. Если вы удваиваете ширину канавки, вам необходимо только половинное усилие. Это означает, что можно гнуть более толстый материал при большем раскрытии с тем же усилием.
- Меньшие инвестиции, так как нужен пресс с меньшим усилием.
Все это, однако, теоретически. На практике вы можете потратить деньги, сэкономленные на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, на дополнительное оснащение, такое как, дополнительные оси заднего упора или манипуляторы.
Недостатки воздушной гибки:
- Менее точные углы гибки для тонкого материала.
- Различия в качестве материала влияют на точность повторения.
- Не применима для специфических гибочных операций.
Совет:
- Воздушную гибку желательно применять для листов толщиной свыше 1,25 мм; для толщины листа 1 мм и менее рекомендуется использовать калибровку.
- Наименьший внутренний радиус гибки должен быть больше толщины листа. Если внутренний радиус должен быть равен толщине листа -рекомендуется использовать метод калибровки. Внутренний радиус меньше толщины листа допустим только на мягком легко деформируемым материале, например меди.
- Большой радиус может быть получен воздушной гибкой путем использования пошагового перемещения заднего упора. Если большой радиус должен быть высокого качества, рекомендуется только метод калибровки специальным инструментом.
Какое усилие?
По причине различных свойств материала и последствий пластической деформации в зоне гибки, определить требуемое усилие можно только примерно.
Предлагаем вам 3 практических способа:
1. Таблица
В каждом каталоге и на каждом прессе вы можете найти таблицу, показывающую требуемое усилие ( Р ) в кН на 1000 мм длины гиба ( L ) в зависимости от:
- толщины листа ( S ) в мм
- предела прочности ( Rm ) в Н/мм2
- V — ширины раскрытия матрицы ( V ) в мм
- внутреннего радиуса согнутого листа ( Ri) в мм
- минимальной высоты отогнутой полки ( B ) в мм
Пример подобной таблицы Необходимое усилие для гибки 1 метра листа в тоннах. Предел прочности 42-45 кг/мм2.
Рекомендуемое соотношение параметров и усилия
2. Формула
1,42 — это эмпирический коэффициент, который учитывает трение между кромками матрицы и обрабатываемым материалом.
Другая формула дает похожие результаты:
3. «Правило 8»
При гибке низкоуглеродистой стали ширина раскрытия матрицы должна в 8 раз превосходить толщину листа (V=8*S), тогда Р=8хS, где Р выражается в тоннах (например: для толщины 2 мм раскрытие матрицы /=2х8=16 мм означает, что вам необходимо 16 тонн/м)
Усилие и длина гиба
Длина гиба пропорциональна усилию, т.е. усилие достигает 100% только при длине гиба 100%.
Например:
| Усилие | Длина гиба |
| 100% | 3 000 мм |
| 75% | 2 250 мм |
| 50% | 1 500 мм |
| 25% | 750 мм |
Cовет:
Если материал ржавый или не смазан, следует добавлять 10-15% к усилию гиба.
Толщина листа (S)
DIN допускает значительное отклонение от номинальной толщины листа (например, для толщины листа 5 мм норма колеблется между 4,7 и 6,5 мм). Следовательно, вам нужно рассчитывать усилие только для реальной толщины, которую вы измерили, или для максимального нормативного значения.
Предел прочности на растяжение ( Rm )
Здесь также допуски являются значительными и могут оказывать серьезное влияние при расчете требуемого усилия гиба.
Например :
St 37-2: 340-510 Н/мм2
St 52-3: 510-680 Н/мм2
Совет:
Не экономьте на усилии гиба! Предел прочности на растяжение пропорционален усилию гиба и не может быть подогнан, когда вам это нужно! Реальные значения толщины и предела прочности являются важным факторами при выборе нужного станка с нужным номинальным усилием.
V — раскрытие матрицы
По эмпирическому правилу, раскрытие V-образной матрицы должно восьмикратно превосходить толщину листа S до S=6 мм:
V=8xS
Для большей толщины листа необходимо:
V=10xS или
V=12xS
Раскрытие V-образной матрицы обратно пропорционально требуемому усилию:
• большее раскрытие означает меньшее усилие гиба, но больший внутренний радиус;
• меньшее раскрытие означает большее усилие, но меньший внутренний радиус.
Внутренний радиус гиба (Ri)
При применении метода воздушной гибки большая часть материала подвергается упругой деформации. После гибки материал возвращается в свое первоначальное состояние без остаточной деформации («обратное пружинение»). В узкой области вокруг точки приложения усилия материал подвергается пластической деформации и навсегда остается в таком состоянии после гибки. Материал становится тем прочнее, чем больше пластическая деформация. Мы называем это «деформационным упрочнением».
Так называемый «естественный внутренний радиус гибки» зависит от толщины листа и раскрытия матрицы. Он всегда больше чем толщина листа и не зависит от радиуса пуансона.
Чтобы определить естественный внутренний радиус, мы можем использовать следующую формулу: Ri = 5 x V /32
В случае V=8хS, мы можем сказать Ri=Sх1,25
Мягкий и легкодеформируемый металл допускает меньший внутренний радиус. Если радиус слишком маленький, материал может быть смят на внутренней стороне и растрескаться на внешней стороне гиба.
Совет:
Если вам нужен маленький внутренний радиус, гните на медленной скорости и поперек волокон.
Минимальная полка (В):
Во избежание проваливания полки в канавку матрицы, необходимо соблюдать следующую минимальную ширину полки:
| Угол гиба | В |
| 165° | 0,58 V |
| 135° | 0,60 V |
| 120° | 0,62 V |
| 90° | 0,65 V |
| 45° | 1,00 V |
| 30° | 1,30 V |
Упругая деформация
Часть упруго деформированного материала «спружинит» обратно после того, как усилие гиба будет снято. На сколько градусов? Это уместный вопрос, потому что важен только реально полученный угол гиба, а не рассчитанный теоретически. Большинство материалов имеют достаточно постоянную упругую деформацию. Это означает, что материал той же толщины и с тем же пределом прочности спружинит на одинаковую величину при одинаковом угле гибки.
Упругая деформация зависит от:
- угла гибки: чем меньше угол гибки, тем больше упругая деформация;
- толщины материала: чем толще материал, тем меньше упругая деформация;
- предела прочности на растяжение: чем выше предел прочности, тем, больше упругая деформация;
- направления волокон: упругая деформация различна при гибке вдоль или поперек волокон.
Продемонстрируем сказанное выше для предела прочности, измеряемой при условии V=8хS:
| Предел прочности в Н/мм2 | упругая деформация в ° |
| 200 | 0,5-1,5 |
| 250 | 1-2 |
| 450 | 1,5-2,5 |
| 600 | 3-4 |
| 800 | 5-6 |
Все производители гибочного инструмента учитывают упругую деформацию, когда предлагают инструмент для свободной гибки (например угол раскрытия 85° или 86 ° для свободных гибов от 90° до 180°).
Калибровка
Точный — но негибкий способ
При этом методе угол гиба определен усилием гиба и гибочным инструментом: материал зажат полностью между пуансоном и стенками V образной матрицы. Упругая деформация равняется нулю и различные свойства материала практически не влияют на угол гиба.
Рассчитать требуемое усилие гиба очень трудно. Самый надежный способ -выяснить необходимое усилие путем пробной гибки короткого образца на испытательном гидравлическом прессе.
Грубо говоря, усилие калибровки в 3 -10 раз выше усилия свободной гибки.
Преимущества калибровки:
- точность углов гиба, несмотря на разницу в толщине и свойствах материала
- возможно выполнение всех специальных форм с помощью металлического инструмента
- маленький внутренний радиус
- большой внешний радиус
- Z-образные профили
- глубокие U-образные каналы
- возможно выполнение всех специальных форм для толщины до 2 мм с помощью стальных пуансонов и матриц из полиуретана.
- превосходные результаты на гибочных прессах, не имеющих точности, достаточной для свободной гибки.
Недостатки калибровки:
- требуемое усилие гиба в 3 — 10 раз больше, чем при свободной гибке;
- нет гибкости: специальный инструмент для каждой формы;
- частая смена инструмента (кроме больших серий).
Технология гибки листового металла своими руками
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.

Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
- радиусная,
- многоугловая,
- одноугловая,
- п-образная.
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
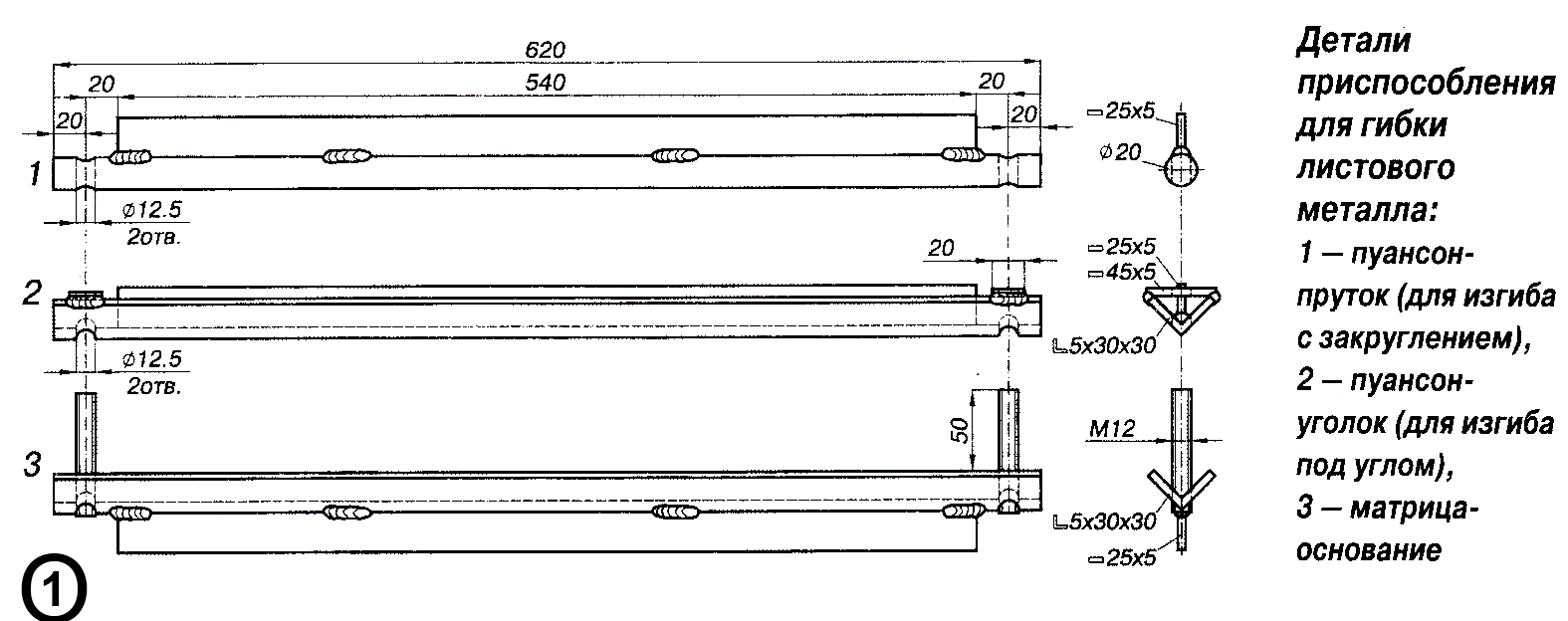
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.

После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
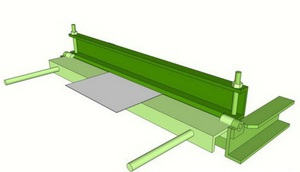
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.

Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.

Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.

Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.

Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.

Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
Гибка металла по радиусу
На нашем сайте продолжается серия статей о методах обработки листового металла.
Гибка металла — это один из основных способов его обработки. Она является определяющим формообразующим действием с листовой заготовкой. По сути дела — это технологический процесс, который позволяет придать прямолинейной плоской детали необходимую изогнутую форму.
Начинается обработка на заготовительном участке на специализированных гибочных станках. Мы рассказали об этом оборудовании:
- импортном — на примере итальянских станков в статье «Листогибочный станок «WARCOM»;
- отечественном — в статье о российских листогибах «Липецкий листогибочный станок».
Часто обработка начинается с разрезания листа или рулона металла на полосы (штрипсы). Этому посвящена статья «Линии продольной резки металла». Далее, полосы подвергаются различной деформации. Операция может выполняться на станках (об этом оборудовании мы упомянули выше) и вручную .

Гибка на станке.
В определённых случаях необходимо производить гибку металла по радиусу. Об этом мы и поговорим сегодня.
Деформация слоёв металла
При выполнении радиусной гибки заготовка должна деформироваться на необходимый угол с заданным радиусом.

Лист с увеличенным радиусом гибки.
Мы уже рассказывали о том, как деформируются слои металла при его гибке. Напомним главное:
- после прокатки металл имеет волокнистую структуру, и, чтобы избежать при гибке трещин, его следует гнуть поперек волокон (в крайнем случае, линия гиба должна составлять с направлением прокатки угол около 45°);
- металл имеет предел текучести, за кооторым следует разрыв.
Процессы при гибке
В месте гиба происходят следующие процессы:
- металл утончается, и деформируется его поперечное сечение;
- нейтральный слой смещается в сторону меньшего радиуса. Его местоположение:
- у симметричных по сечению заготовок (квадратных, прямоугольных, круглых, овальных, шестигранных и др.) он находится на равном расстоянии от сторон (посередине);
- у несимметричных (треугольных, полукруглых и т. п.) — проходит через центр тяжести сечения.

Оправка для гибки по радиусу.
Гибка по большому и малому радиусу
Гибка заготовок небольшого размера (на большом размере это сказывается мало) с большим и малым радиусом закругления значительно отличаются друг от друга. А именно:
- если гибка выполняется с малым радиусом закругления, то деформация распространяется на значительную часть заготовки;
- при выполнении большого радиуса – это явление, практически, отсутствует.
В результате этого сечение изгиба имеет форму параболы с увеличивающейся кривизной. Поэтому, особенностью этого вида металлообработки является высокая сложность технологического процесса, требующая выполнения точных расчетов.
Во всех случаях, неизменным по длине остается нейтральный слой, по которому и производится расчёт длины заготовки и допустимый радиус изгиба.
Где купить
Компания «Сталь Лист»;
Станочный парк компании позволяет гнуть стальные заготовки толщиной до 50 мм и шириной до трех метров. Такие возможности позволяют предлагать услуги по гибке металла самого широкого ассортимента и высочайшего качества.
По указанным здесь адресам, вы можете выбрать и приобрести модели станков для гибки металла, и организовать самостоятельное производство.
Гибка и гнутье листового металла

Гибка листового металла — одна из распространенных операций холодного и горячего деформирования. Она отличается малой энергоемкостью, и при правильной разработке техпроцесса позволяет успешно производить из плоских заготовок пространственные изделия различной формы и размеров.
Классификация и особенности процесса
В соответствии с поставленными задачами технология гибки листового металла разрабатывается для следующих вариантов:
- Одноугловая (называемая иногда V-образной гибкой).
- Двухугловая или П-образная гибка.
- Многоугловая гибка.
- Радиусная гибка листового металла (закатка) — получение изделий типа петель, хомутов из оцинковки и пр.
Усилия при гибке невелики, поэтому ее преимущественно выполняют в холодном состоянии. Исключение составляет гибка стального листа из малопластичных металлов. К ним относятся дюралюминий, высокоуглеродистые стали (содержащие дополнительно значительный процент марганца и кремния), а также титан и его сплавы. Их, а также заготовки из толстолистового металла толщиной более 12…16 мм, гнут преимущественно вгорячую.
Гибку сочетают с прочими операциями листовой штамповки: резку и гибку, с вырубкой или пробивкой сочетают довольно часто. Поэтому для изготовления сложных многомерных деталей широко используются штампы, рассчитанные на несколько переходов.
Особым случаем гибки листового металла считается гибка с растяжением, которую используют для получения длинных и узких деталей с большими радиусами гибки.
В зависимости от размера и вида заготовки, а также требуемых характеристик продукции после деформирования, в качестве гибочного оборудования используются: 
- Вертикальные листогибочные прессы с механическим или гидравлическим приводом;
- Горизонтальные гидропрессы с двумя ползунами;
- Кузнечные бульдозеры — горизонтально-гибочные машины;
- Трубо- и профилегибы;
- Универсально-гибочные автоматы.
Для получения уникальных по форме и размерам конструкций, в частности, котлов турбин и т.п., применяют и экзотические технологии гибки листовой стали, например, энергией взрыва. В противоположность этому, вопрос — как гнуть жесть — не вызывает сложностей, поскольку пластичность этого материала — весьма высокая.
Характерная особенность листогибочных машин — сниженные скорости деформирования, увеличенные размеры штампового пространства, сравнительно небольшие показатели энергопотребления. Последнее является основанием для широкого производства ручных гибочных станков, предназначенных для деформации оцинкованного материала. Они особо популярны в небольших мастерских, а также у индивидуальных пользователей.
Несмотря на кажущуюся простоту технологии, баланс напряжений и деформаций состояния в заготовке определить затруднительно. В процессе изгиба материала в нем возникают напряжения, вначале — упругие, а далее — пластические. При этом гибка листового материала отличается значительной неравномерностью деформации: она более интенсивна в углах гибки, и практически незаметна у торцов листовой заготовки. Гибка тонколистового металла отличается тем, что внутренние его слои сжимаются, а наружные — растягиваются. Условную линию, которая разделяет эти зоны, называют нейтральным слоем, и его точное определение является одним из условий бездефектной гибки.
В процессе изгиба металлопрокат получает следующие искажения формы:
- Изменение толщины, особенно для толстолистовых заготовок;
- Распружинивание/пружинение — самопроизвольное изменение конечного угла гибки;
- Складкообразование металлического листа;
- Появление линий течения металла.
Все эти обстоятельства необходимо учитывать, разрабатывая технологический процесс штамповки.
Основы гибки металла
На сегодняшний день гибка листового металла осуществляется различными способами. Наибольшее распространение получили станки типа Press Brake. Популярность применения такой технологии обусловлена следующими особенностями.
- На одном и том же оборудовании можно изготавливать детали различных конфигураций из различных материалов и различных толщин.
- Высокая производственная гибкость — большинство деталей изготовляется без переналадки оборудования и смены инструмента. Более того, часто инструмент вообще не меняется, при этом в производстве может находиться большое количество деталей отличных как по конфигурации, так и по материалу/толщине.
- Высокая производительность.
- Низкая стоимость оборудования и себестоимость производства.
- Применимость автоматизации процесса.
Вместе с тем, возможности такого технологического процесса не могут быть безграничными. Основными лимитирующим факторами или их сочетанием, являются:
- свойства материала;
- особенности инструмента;
- знания и умения технологов и операторов;
- возможности пресса.
Рассмотрим основные, наиболее важные, вопросы гибки листового металла на станках типа Press Brake.
Деформация металла
Гибка на листогибочных прессах основана на принципе 3 точек. Лист опирается на 2 точки матрицы. Пуансон давит на лист между 2 точками матрицы, образуя третью, центральную точку. По мере опускания пуансона, центральная точка листа опускается вместе с ним, а нижние боковые поверхности листа скользят по радиусам V-раскрытия матрицы. Материал несколько сжимается в месте давления пуансона и значительно растягивается с нижней стороны листа. Также, материал деформируется в месте скольжения по матрице — там остаются видимые или невидимые следы деформации (вдавливания).

Схематичное изображение деформации металла при гибке
Длина развертки в направлении, перпендикулярном линии гиба, всегда увеличивается. В связи с этим длину развертки делают меньше чем сумму всех бортов. Удлинение заготовки на каждом гибе зависит от:
- толщины и типа материала,
- угла гиба,
- радиуса гиба (ширины V-раскрытия матрицы и радиуса пуансона),
- направления проката.
Теоретический расчет всегда будет приближенным. Наиболее точный результат можно получить опытным путем. Для этого нужно взять несколько заготовок, например, 100×100. Отметить направление проката. Согнуть равное количество заготовок вдоль проката и поперек. Сделать замеры полученных бортов. Для каждой заготовки суммировать длины бортов и вычесть 100. Полученная разница и будет удлинением для заданных условий гибки. Сравнивая полученные результаты можно оценить следующее:
- стабильность результатов,
- влияние направления проката.
В большинстве случаев разницей в удлинении вдоль проката и поперек можно пренебречь. Однако, если требования к точности получаемых размеров очень высокие и/или количество гибов большое, то эту разницу следует учитывать при создании развертки и расположении ее на листе.
Отдельно нужно отметить тот факт, что чем больше нужно деформировать металл (уменьшение минимального борта, угла и радиуса гиба) тем большее воздействие потребуется. Здесь воздействие напрямую связно с давлением и моментом силы. Давление является отношением силы к площади, на которую она приложена. Таким образом, для увеличения воздействия необходимо прикладывать большее усилие на меньшей площади. Момент силы, в свою очередь, является произведением воздействующей силы на длину рычага приложения силы. Уменьшение минимального борта или радиуса гибки требует использования матрицы с меньшим V-раскрытием и, как следствие, меньшим рычагом приложения силы. Соответственно, при прочих равных, гибка на матрице с меньшим раскрытием требует приложения большей силы.

Схематичное изображение силы и рычага при гибке на матрицах с разным V-раскрытием
Технология гибки листового металла
Гибка листового металла — одна из распространенных операций холодного и горячего деформирования. Она отличается малой энергоемкостью.

Гибка листового металла — одна из распространенных операций холодного и горячего деформирования. Она отличается малой энергоемкостью, и при правильной разработке техпроцесса позволяет успешно производить из плоских заготовок пространственные изделия различной формы и размеров.
Классификация и особенности процесса
В соответствии с поставленными задачами технология гибки листового металла разрабатывается для следующих вариантов:
- Одноугловая (называемая иногда V-образной гибкой).
- Двухугловая или П-образная гибка.
- Многоугловая гибка.
- Радиусная гибка листового металла (закатка) — получение изделий типа петель, хомутов из оцинковки и пр.
Усилия при гибке невелики, поэтому ее преимущественно выполняют в холодном состоянии. Исключение составляет гибка стального листа из малопластичных металлов. К ним относятся дюралюминий, высокоуглеродистые стали (содержащие дополнительно значительный процент марганца и кремния), а также титан и его сплавы. Их, а также заготовки из толстолистового металла толщиной более 12…16 мм, гнут преимущественно вгорячую.
Гибку сочетают с прочими операциями листовой штамповки: резку и гибку, с вырубкой или пробивкой сочетают довольно часто. Поэтому для изготовления сложных многомерных деталей широко используются штампы, рассчитанные на несколько переходов.
Особым случаем гибки листового металла считается гибка с растяжением, которую используют для получения длинных и узких деталей с большими радиусами гибки.
- Вертикальные листогибочные прессы с механическим или гидравлическим приводом;
- Горизонтальные гидропрессы с двумя ползунами;
- Кузнечные бульдозеры — горизонтально-гибочные машины;
- Трубо- и профилегибы;
- Универсально-гибочные автоматы.
Для получения уникальных по форме и размерам конструкций, в частности, котлов турбин и т.п., применяют и экзотические технологии гибки листовой стали, например, энергией взрыва. В противоположность этому, вопрос — как гнуть жесть — не вызывает сложностей, поскольку пластичность этого материала — весьма высокая.
Характерная особенность листогибочных машин — сниженные скорости деформирования, увеличенные размеры штампового пространства, сравнительно небольшие показатели энергопотребления. Последнее является основанием для широкого производства ручных гибочных станков, предназначенных для деформации оцинкованного материала. Они особо популярны в небольших мастерских, а также у индивидуальных пользователей.
Несмотря на кажущуюся простоту технологии, баланс напряжений и деформаций состояния в заготовке определить затруднительно. В процессе изгиба материала в нем возникают напряжения, вначале — упругие, а далее — пластические. При этом гибка листового материала отличается значительной неравномерностью деформации: она более интенсивна в углах гибки, и практически незаметна у торцов листовой заготовки. Гибка тонколистового металла отличается тем, что внутренние его слои сжимаются, а наружные — растягиваются. Условную линию, которая разделяет эти зоны, называют нейтральным слоем, и его точное определение является одним из условий бездефектной гибки.
В процессе изгиба металлопрокат получает следующие искажения формы:
- Изменение толщины, особенно для толстолистовых заготовок;
- Распружинивание/пружинение — самопроизвольное изменение конечного угла гибки;
- Складкообразование металлического листа;
- Появление линий течения металла.
Все эти обстоятельства необходимо учитывать, разрабатывая технологический процесс штамповки.
Этапы и последовательность технологии
Разработка проводится в следующей последовательности:
- Анализируется конструкция детали.
- Рассчитывается усилие и работа процесса.
- Подбирается типоразмер производственного оборудования.
- Разрабатывается чертеж исходной заготовки.
- Рассчитываются переходы деформирования.
- Проектируется технологическая оснастка.
Анализ соответствия возможностей исходного материала необходим для того, чтобы выяснить его пригодность для штамповки по размерам, приведенным на чертеже готовой детали. Этап выполняют по следующим позициям:
- Проверка пластических способностей металла и сопоставление результата с уровнем напряжений, которые возникают при гибке. Для малопластичных металлов и сплавов процесс приходится дробить на несколько переходов, а между ними планировать межоперационный отжиг, который повышает пластичность;
- Возможность получения радиуса гиба, при котором не произойдет трещинообразования материала;
- Определение вероятных искажений профиля или толщины заготовки после обработки давлением, особенно при сложных контурах у детали;
По результатам анализа иногда принимают решение о замене исходного материала на более пластичный, о необходимости предварительной разупрочняющей термической обработки, либо используют подогрев заготовки перед деформацией.
Радиус гибки rmin вычисляют с учетом пластичности металла заготовки, соотношения ее размеров и скорости, с которой будет проводиться деформирование (гидропрессы, с их пониженными скоростями передвижения ползуна, предпочтительнее более скоростных механических прессов). При уменьшении значения rmin все металлы претерпевают так называемое утонение — уменьшение первоначальной толщины заготовки. Интенсивность утонения определяет коэффициент утонения λ, %, который показывает, на сколько уменьшится толщина конечного изделия. Если это значение оказывается более критичного, то исходную толщину s металла заготовки приходится увеличивать.
Для малоуглеродистых листовых сталей соответствие между вышеуказанными параметрами приведено в таблице (см. табл. 1).
Таблица 1

Таким образом, при определенных условиях металл заготовки может даже несколько выпучиваться.
а при больших деформациях — более точное уравнение вида
Таблица 2

Эффект вероятного пружинения можно учесть при помощи данных по фактическим углам пружинения β, которые приведены в таблице 3. Данные в таблице соответствуют условиям одноугловой гибки.
Таблица 3

Определение усилия гибки
Для расчета силовых параметров уточняют, как будет выполняться деформирование. Оно возможно изгибающим моментом, когда заготовка укладывается по фиксаторам/упорам, и далее деформируется свободно, либо усилием, когда в завершающий момент процесса полуфабрикат опирается на рабочую поверхность матрицы. Свободная гибка проще и менее энергоемка, зато гибка с калибровкой дает возможность получать более точные детали.
Если упрочнение металла невелико (например, гнется изделие из алюминия, либо малоуглеродистой стали), то момент можно вычислить по зависимости:
где σт — предел текучести материала заготовки перед штамповкой.
Больший угол гиба (свыше 45 0 ) должен учитывать интенсивность упрочнения заготовки, которая зависит от размеров ее поперечного сечения:
где b — ширина заготовки.
Для расчета значений технологического усилия Р используют следующие зависимости. При одноугловой свободной гибке
 наибольшая деформация сечения заготовки;
наибольшая деформация сечения заготовки;
σв — значение предела материала на прочность.

где Fпр — площадь проекции заготовки, подвергаемой изгибу;
pпр — удельное усилие гибки с калибровкой, которое зависит от материала изделия:
- Для алюминия — 30…60 МПа;
- Для малоуглеродистых сталей — 75…110 МПа;
- Для среднеуглеродистых сталей — 120…150 МПА;
- Для латуней — 70…100 МПа.
Для выбора типоразмера оборудования, рассчитанные усилия увеличивают на 25…30%, и сравнивают полученный результат с номинальными (паспортными) значениями.
Радиус гибки листового металла

Вопросы, рассмотренные в материале:
- Зачем гнут листовой металл по радиусу
- Какова технология гибки листового металла: особенности и классификация
- Этапы и последовательность действий
- Расчет минимального радиуса при гибке листового металла
- Минимальный радиус гибки листового металла
- Преимущества использования станков с ЧПУ
Знать допустимые радиусы гибки листового металла нужно всем, кто собирается использовать именно этот способ обработки материала. Потому что без точных значений и грамотного расчета можно испортить любые заготовки.
В данной статье расскажем о технологии гибки листового металла, особенностях данного типа обработки, способах и применяемых методах. Особое внимание будет уделено минимальному радиусу гибки металлического листа и методологии расчета.
Зачем гнут листовой металл по радиусу

Для придания заготовке необходимой формы, учитывающей ее рельефную модификацию (в т. ч. углы и скругления) принято использовать радиусную гибку листового металла. Это упорядоченный процесс, поэтому, когда требуется использование сразу нескольких гибов, каждый элемент обрабатывается последовательно до тех пор, пока не будет достигнута нужная конфигурация.
Такая технология применяется для придания формы:
- листовым профилям;
- уличным карнизам и козырькам;
- подвесным элементам фасада зданий;
- металлическим комплектующим мебели;
- декоративным элементам интерьера и т. д.
Сферические, цилиндрические и конусовидные детали, выполненные из гнутого листового металла или металлопрофиля, пользуются большим спросом в котельном производстве.
Гибка по радиусу может потребоваться в бытовых строительных и ремонтных работах, например, при проведении труб. Не стоит пытаться проделать такую операцию в домашних условиях – для этого нужен специальный станок. Благодаря современным технологиям можно подобрать оптимальные параметры работы с заготовками разного состава листового металла, толщины и формы. Радиус изгиба получается точным и качественным, а материал при этом не теряет свои прочностные характеристики.
Рекомендовано к прочтению
Разумеется, существуют и другие способы придания листам нужной конфигурации радиуса: сварка, клепка или резка. Но гибка имеет перед ними целый ряд преимуществ:
- отсутствие швов и стыковки, что гарантирует естественную прочность металла;
- стойкость к окислению, коррозии и др. благодаря целостной структуре листовой заготовки;
- экономичность и отсутствие производственных отходов;
- сохранение эстетичности исходника.
Существует несколько видов радиусной гибки листового металла, которые подбираются индивидуально в каждом случае (в зависимости от технических характеристик исходника и особенностей желаемого результата). Остановимся подробней на каждом из них.
Технология гибки листового металла: особенности и классификация

Технология гибки, в зависимости от требуемой модификации листового металла, включает в себя следующие виды:
- Одноугловая (V-образная) – считается наиболее простой. Под воздействием силы гиба верхняя поверхность заготовки сжимается, а нижняя – прилегает к стенкам механизма и растягивается. Таким образом достигается нужный радиус.
- Двухугловая (П-образная) – выполняется схожим образом за исключением количества этапов обработки.
- Многоугловая гибка.
- Радиусная гибка листового металла (закатка) – позволяет получить плавный изгиб. Применяется для создания петель, хомутов и т. д.
Такая технология обработки заготовок не требует колоссального усилия, поэтому предварительного нагрева материала не требуется.
Горячая гибка по радиусу применяется лишь для толстых листовых заготовок (12–16 мм), а также малопластичных металлов. К последним относятся дюралюминий, высокоуглеродистые стали и их сплавы.
Такой способ обработки листового материала часто применяют в комплексе с другими операциями, например, резкой, вырубкой или пробивкой. В результате получаются сложные объемные изделия из металла. Для их изготовления прибегают к штампам, которые можно использовать в нескольких переходах.
С точки зрения пространственного позиционирования существует два способа гибки по радиусу:
- Продольная – при этом используется холодная технология работ, что не позволяет обрабатывать толстые листовые заготовки.
- Поперечная – включает в себя несколько этапов: в первую очередь загибаются кромки металлической детали, затем она нагревается. После начинаются непосредственно производственные операции: гибка, осаживание и вытяжка.
Для радиусной гибки листового металла требуется специализированный ручной или промышленный станок. Его конструкция модифицируется в зависимости от требуемой формы изделия.
Работа в холодной технике требует соблюдения оптимального соотношения радиуса изгиба, толщины металла и размера самого листа. Отступление от предельного значения чревато потерей прочностных характеристик заготовки, возможностью появления повреждений.
Придание радиусной формы заготовке под воздействием высоких температур способно изменить структуру материала. Так, во время охлаждения после нагрева связи между молекулами в листе металла становятся более тесными и упорядоченными, что способствует увеличению его твердости, прочности и упругости. Кроме того, в этот момент сокращается удлинение при разрыве. Пластичность материала изменяется мало.
Не рекомендовано активное тепловое воздействие на металл. Если температура близка к температуре плавления листового материала, то его физические свойства резко ухудшаются – получается пережог. Он сопровождается окислением и обезуглероживанием поверхности. Длительный перегрев является причиной образования крупнозернистой структуры материала.
Со стороны процесс гибки металлического профиля по радиусу кажется простым, но это не значит, что он оказывает несущественное воздействие на структуру материала. Во время воздействия в ней возникает напряжение. Сначала оно упругое, а затем приобретает пластический характер. Важно определить баланс этих напряжений и изменений, часто это бывает сложно.

Во время гибки листа по радиусу деформация происходит неравномерно. Так, она более заметна в самих углах и практически неощутима у края пластины. Особенностью работы с тонкими металлическими листами является то, что их верхняя часть под воздействием гиба сжимается, а нижняя – растягивается.
Пространство между ними принято называть нейтральным слоем. Точное определение этого промежутка является одним из необходимых условий выполнения качественного изгиба радиуса.
Для квалифицированной закатки важно знать некоторые особенности процедуры:
- В структуре металлической пластины находятся направленные волокна. Чтобы во время ее обработки не нарушилась целостность материала, лист необходимо расположить поперек волокон или под углом 45° к ним.
- Для каждого листового металла необходимо предварительно определить предел текучести. Его нарушение чревато разрывами.
- В месте воздействия гиба происходит ряд деформаций пластины: нейтральный слой, находящийся в середине листа или в центре его тяжести, смещается в сторону меньшего радиуса; происходит изменение в поперечном сечении; уменьшается толщина материала.
Работа с мелкогабаритными заготовками требует большого мастерства. Важно учитывать, что:
- чем меньше радиус гибки листового металла, тем больше площадь его деформации;
- при большом радиусе изменения затрагивают не всю пластину.
Особенности выполнения работы такого типа важно учитывать при организации процесса штамповки заготовок.
Этапы и последовательность действий
Закатка происходит в несколько упорядоченных этапов и включает следующее:
- Анализ требуемой конфигурации изделия.
- Расчет усилия гиба и технология выполнения работ.
- Подбор наконечника гиба, настройка оборудования.
- Разработка схемы исходника.
- Расчет переходов гибки.
- Проектирование оснастки технологического процесса.
Соотношение характеристик исходной листовой заготовки и желаемого изделия необходимо для анализа реалистичности штамповки по радиусу в соответствии с приведенным чертежом.
Перед тем как приступить к приданию заготовке требуемой формы, важно определить ее угол пружинения, минимальный угол и радиус гибки.
Расчет минимального радиуса при гибке листового металла

Диаметр окружности нейтрального слоя (D0), который расположен в центре металлического листа длиной L и толщиной S в случае гибки его в барабан, рассчитывается по следующей формуле: 
Если толщина стенок металлического барабана равна S, то внутренний диаметр изделия (D) вычисляется таким образом:

Формула вычисления внешнего диаметра (D1) следующая:

Таким образом, разность длины окружности может быть вычислена по формуле:

Следовательно, отношение 2πS/πD должно быть не более 0,05.
На основании того, что 2πS/πD ≤ 0,05 получается, что D ≥ 2S/0,05 = 40S, т. е. для сохранения прочностных качеств листа минимальный внутренний диаметр его гибки должен превышать его толщину в 40 раз, а радиус – в 20 раз. Например, из пластины толщиной 10 мм можно изготовить цилиндр с минимальным внутренним диаметром 40 мм.
Минимальный радиус гибки листового металла: таблицы
Мы уже не раз упоминали о важности определения минимально допустимого радиуса для того или иного листового материала до начала гибки. Особое значение это имеет при работе в холодной технике. Игнорирование этих параметров способно привести к порче заготовки.

В таблице 1 приведены минимально допустимые показатели радиуса гибки листового металла по ГОСТу (R) в зависимости от толщины пластины (S) и ее состава.

Длина участка, подвергнутого гибке на угол α, вычисляется следующим образом:

- A – длина линии гибки листовой пластины;
- R –радиус внутренней поверхности гиба металла;
- К – коэффициент положения нейтрального слоя при гибе;
- S – толщина металлического листа, мм.
Важно знать, что минимальный радиус гибки листового металла (в т. ч. из стали) при работе в холодной технике устанавливается в соответствии с показателем деформации крайних волокон. Его используют только в случае острой производственной необходимости. В стандартных ситуациях этот параметр устанавливают выше минимального.
Коэффициент положения нейтрального слоя при гибке металла (мм):

